As peças fundidas de alumínio de alta qualidade exigem um controlo rigoroso da química da fusão, do comportamento do fluxo e da solidificação. As falhas mais frequentes e críticas para o desempenho — porosidade de gás, encolhimento, arrastamento de óxido e inclusões, fissuras a quente e defeitos superficiais — têm origem em etapas previsíveis: preparação da fusão, transferência, enchimento do molde e solidificação. A mitigação eficaz requer um programa coordenado que combine uma limpeza robusta da fusão (fluxo ou desgaseificação), filtragem projetada (filtros de espuma de cerâmica), controle cuidadoso do gating e do design térmico e controles de processo validados. Quando essas medidas são implementadas em conjunto, as fundições podem reduzir o desperdício, melhorar as propriedades mecânicas e atender a padrões de aceitação mais elevados, mantendo a produção com boa relação custo-benefício.
1. Por que os defeitos na fundição de alumínio são importantes
A má qualidade da fundição aumenta o custo unitário, aumenta o risco de falhas em campo e pode desqualificar peças para aplicações aeroespaciais, automotivas ou de retenção de pressão. Controlar a integridade da fundição resulta em menor tolerância de usinagem, maior rendimento, comportamento mecânico previsível e maior confiança do cliente. Controles de processo rastreáveis e tratamento de fusão documentado são frequentemente necessários para satisfazer as exigências de aquisição e certificação.
2. Como se formam os defeitos
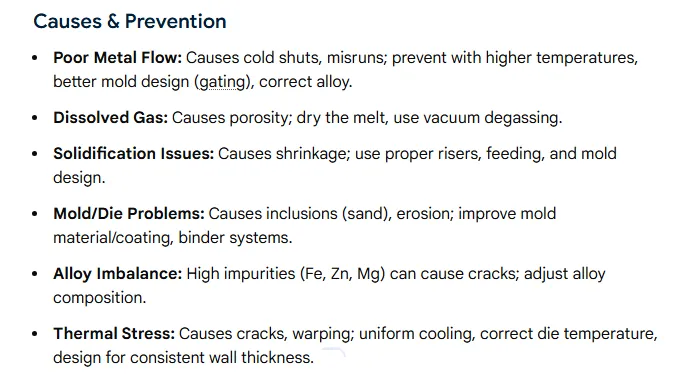
Os defeitos surgem quando o metal, o molde, as ferramentas ou as condições do processo produzem um fluxo não uniforme, gás preso ou alimentação inadequada durante a mudança de fase. Principais processos que geram defeitos:
-
A dissolução e libertação de gás durante a solidificação produzem poros arredondados.
-
A contração térmica sem metal de alimentação adequado gera cavidades de encolhimento e vazios internos.
-
O enchimento turbulento e a ruptura da superfície formam películas de óxido que ficam retidas, produzindo inclusões não metálicas e bifilmes.
-
Gradientes térmicos inadequados ou contração restrita causam rasgos por calor.
Esses mecanismos são bem estudados na literatura; o comportamento da solubilidade do hidrogénio é fundamental para a porosidade do gás, pois o alumínio fundido pode transportar significativamente mais hidrogénio do que o sólido, de modo que o hidrogénio é rejeitado durante a solidificação e forma bolhas se não for removido previamente.
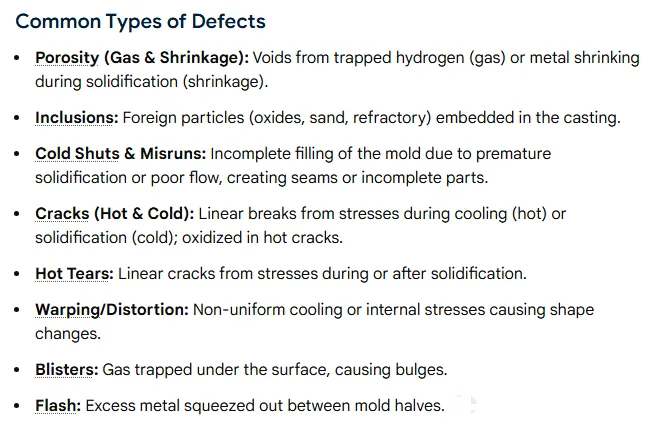
3. Classificação: defeitos comuns na fundição de alumínio (tabela resumida)
| Tipo de defeito | Aparência típica | Causas principais | Métodos típicos de detecção |
|---|---|---|---|
| Porosidade do gás (hidrogénio) | Arredondado interno/orifícios | Excesso de hidrogénio dissolvido; humidade, carregamento turbulento | Raio X, ultrassom, seccionamento destrutivo |
| Porosidade de retração | Cavidades irregulares perto das regiões que solidificam por último | Alimentação insuficiente, fraco crescimento, gradientes térmicos | Raio X, metalografia |
| Inclusões de óxido / bifilmes | Fios, defeitos lamelares | Oxidação superficial, enchimento turbulento, arrastamento | Análise visual, raios X, intergranular |
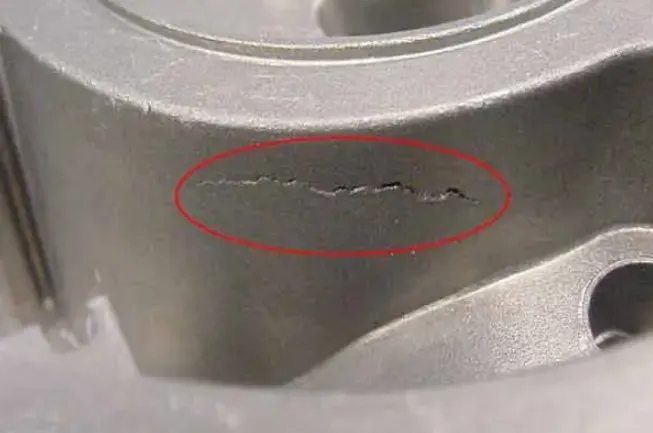
| Lágrimas quentes / fissuras quentes | Fissuras irregulares perto de pontos quentes | Deformações de alta tensão durante a solidificação | Visual, penetrante por corante, metalografia |
| Fechaduras frias | Linhas de fusão incompletas na superfície | Baixa temperatura de vazamento, enchimento lento | Evidências visuais e de usinagem |
| Erros de impressão | Formas curtas e incompletas do molde | Baixa temperatura, baixa velocidade de vazamento | Visual |
| Defeitos da areia (bolhas, fusão da areia) | Cavidades superficiais, pontos ásperos | Deterioração do molde, humidade na areia | Visual, seccionamento |
| Inclusões (escória, refratário) | Partículas duras, defeitos localizados | Contaminação da superfície de fusão, refratário desgastado | Análise visual e química |
| Bolhas superficiais / marcas de gás | Áreas elevadas, vazios subterrâneos | Geração de gás na interface do molde | Visual, seccionamento |
| Fissuras de retração (zonas frias) | Fissuras finas nas transições de espessura grossa para fina | Incompatibilidade do design térmico | Visual e metalografia |
(Essa taxonomia condensada segue os atlas padrão de defeitos de fundição e as práticas de fundição.)
4. Porosidade do gás: o principal limitador de desempenho
Por que o hidrogénio é o culpado habitual
O hidrogénio dissolve-se facilmente no alumínio líquido e muito menos no sólido. Durante o arrefecimento, a solubilidade diminui abruptamente e o hidrogénio é rejeitado para o líquido restante, onde forma bolhas que ficam presas se não conseguirem escapar antes da solidificação estar completa. Este mecanismo explica por que razão a porosidade se concentra frequentemente em regiões interdendríticas e áreas que solidificam por último. É essencial monitorizar e controlar o teor de hidrogénio fundido, além de etapas do processo que permitam a fuga do hidrogénio.
Detecção prática e aceitação
-
Use sensores de hidrogénio dissolvido em tempo real para monitorização do processo.
-
Utilize radiografia ou tomografia computadorizada para peças críticas.
-
Estabeleça limites de aceitação (por exemplo, muitas peças aeroespaciais exigem porosidade interna quase nula e utilizam padrões rigorosos de raios X).
Hierarquia de remediação
-
Impedir a entrada de hidrogénio: secar os materiais de carga, remover fontes de humidade, controlar a atmosfera do forno.
-
Tratamento por fusão: fluxagem e desgaseificação para remover gases dissolvidos e contaminantes superficiais.
-
Filtragem e enchimento controlado para evitar recontaminação e arrastamento.
-
Gestão da solidificação para evitar o aprisionamento de gás nas regiões interdendríticas (colocação de risers, chills).
5. Encolhimento e falhas na alimentação
Os defeitos de retração aparecem quando a solidificação consome localmente o volume do metal e nenhum metal de alimentação chega devido a um mau design do canal de alimentação ou isolamento térmico. Evitar a retração é um exercício tanto térmico como de canalização:
-
Use princípios de solidificação direcional para que o metal fundido seja alimentado em direção aos risers.
-
Localize os tubos ascendentes nas zonas menos sujeitas ao congelamento e certifique-se de que a massa e o isolamento térmico dos tubos ascendentes sejam adequados.
-
Use resfriamento para deslocar a frente de solidificação se o tamanho do riser for limitado.
-
Valide com ferramentas de simulação; muitas fundições bem-sucedidas utilizam simulação de fundição para prever pontos quentes e dimensionar corretamente os alimentadores.
6. Filmes de óxido, inclusões e bifilmes: os assassinos invisíveis
Quando o alumínio fundido entra em contacto com o ar, forma uma película de óxido em frações de segundo. Se o fluxo for turbulento ou a superfície for perturbada durante o vazamento, essas películas dobram-se na fusão, produzindo defeitos em camadas chamados bifilmes, que reduzem drasticamente a resistência à fadiga e atuam como locais de início de fissuras. Para evitar o arrastamento de óxido, é necessário:
-
Enchimento laminar através de um design adequado da comporta e prática de tundish.
-
Limpeza da superfície e remoção de impurezas antes da transferência.
-
Utilização de filtros eficazes que retêm inclusões submicrónicas e produzem um fluxo estável a jusante. Os filtros de espuma cerâmica produzem um fluxo laminar e capturam mecanicamente óxidos e partículas arrastadas, sendo resistentes ao choque térmico e à erosão, o que ajuda a reduzir o número de inclusões e melhora a fiabilidade das peças.
7. Lágrimas quentes e tensões térmicas
A ruptura a quente ocorre quando a contração da liga durante a fase final da solidificação não pode ser acomodada pela deformação plástica, porque o material é semissólido e frágil. Controles principais:
-
Evite mudanças bruscas de secção e transições restritas de fino para grosso.
-
Promova gradientes térmicos mais uniformes; use resfriadores ou aquecedores localizados para alterar a ordem de congelamento.
-
Selecione ligas e canais de alimentação que reduzam o tempo de permanência do ponto quente.
-
Use simulação para quantificar a tensão térmica e ajustar as ferramentas.
8. Problemas de acabamento superficial e defeitos estéticos
As imperfeições superficiais podem resultar de defeitos na areia, gás na interface do molde, refratário de baixa qualidade ou fornos sujos. As medidas de prevenção incluem controlo rigoroso da areia, materiais de carga secos e limpos, manutenção do refratário e filtragem para evitar a re-deposição de inclusões nas superfícies do caminho de fluxo.
9. Tecnologias de tratamento por fusão (fluxo, desgaseificação)
Funções de fluxo e seleção
Os fluxos para tratamento de alumínio fundido são misturas projetadas de sais inorgânicos usados para controle de escória, desoxidação, remoção de impurezas e refinação da composição química do material fundido. Os fluxos granulares de alta qualidade podem: cobrir o metal fundido para inibir a oxidação, ligar ou flutuar escória, promover a coalescência de pequenas inclusões e auxiliar na remoção de gases dissolvidos quando usados com agitação. A seleção adequada do fluxo depende da família da liga, da temperatura de operação e se o tratamento é para desgaseificação, limpeza ou controle químico.
Métodos de desgaseificação
As abordagens comuns de desgaseificação incluem:
-
Borbulhamento de gás de purga: gás inerte (árgon ou azoto) é borbulhado através do alumínio fundido para remover o hidrogénio. Eficaz, escalável e amplamente utilizado.
-
Desgaseificação rotativa: um rotor dispersa o gás em bolhas finas, o que aumenta a eficiência de captura do hidrogénio. Adequado para fornos de alto rendimento.
-
Desgaseificantes em pastilha/sólidos: pastilhas químicas que reagem para libertar gases que ajudam a coalescer o hidrogénio. Úteis para pequenas oficinas, mas podem adicionar resíduos.
-
Desgaseificação por vácuo: reduz a pressão para promover a evolução do hidrogénio; utilizado quando são necessários níveis muito baixos de hidrogénio.
-
Desgaseificação por ultra-sons: a cavitação acústica pode remover gás dissolvido e algumas inclusões; emergente para aplicações de nicho.
Cada método tem vantagens e desvantagens em termos de custo do equipamento, rendimento, habilidade do operador e resíduos. Um programa combinado — desgaseificação mecânica com purga de gás, mais fluxagem e filtração — oferece a melhor redução prática na taxa de defeitos para a maioria das fundições de alumínio.
10. Tecnologias de filtragem e colocação
Por que os filtros de espuma cerâmica são amplamente utilizados
Os filtros de espuma cerâmica à base de alumina proporcionam alta porosidade com caminhos tortuosos que retêm partículas de tamanho micrométrico e convertem o fluxo caótico em fluxo laminar. Por serem termicamente robustos e resistentes à erosão, são uma escolha confiável para fundição de ligas de alumínio, onde a remoção de inclusões e o suavização do fluxo são essenciais para evitar o arrastamento de óxido e reduzir a reoxidação turbulenta a jusante. Filtros de espuma cerâmica adequadamente especificados podem reduzir drasticamente a contagem de inclusões e melhorar os resultados mecânicos a jusante.
Considerações práticas
-
Selecione o tamanho dos poros e a classificação de porosidade que equilibre o rendimento com a eficiência de captura.
-
Coloque o filtro a montante do sistema de canalização, dentro de um molde ou distribuidor bem concebido, para que ele veja a maior parte do material fundido e não apenas a superfície raspada.
-
Garanta uma montagem segura e um choque de pré-aquecimento mínimo para evitar fraturas prematuras.
-
Substitua dentro do prazo e registre o uso do filtro como parte da documentação de rastreabilidade.
11. Concepção do processo: gating, ventilação, resfriamento e simulação
Um bom design térmico e de fluxo evita muitos defeitos antes que o tratamento de fusão se torne o fator decisivo. Técnicas principais:
-
Use uma entrada suave, um canal de injeção cónico e canais de injeção bem dimensionados para evitar turbulência e dobras.
-
Forneça aberturas e vias de escape para o ar e os gases da cavidade do molde.
-
Aplique resfriamento e solidificação direcional para promover a alimentação nos tubos ascendentes.
-
Use software de simulação de fundição para prever pontos quentes, turbulência e comportamento de enchimento; em seguida, itere o projeto da ferramenta.
A simulação combinada com testes-piloto expõe rapidamente geometrias arriscadas que, de outra forma, produziriam altas taxas de refugo.
12. Inspeção, medição e controlo
Uma fundição moderna utiliza controlos em camadas:
-
Monitorização em linha: medição de hidrogénio, registo de temperatura e registos de aplicação de fluxo.
-
Ensaios não destrutivosRadiografia por raios X, teste ultrassónico, penetração de corante para detetar fissuras e tomografia computadorizada para componentes críticos.
-
Amostragem destrutiva: seccionamento metalográfico e análise de inclusões durante auditorias de processo.
-
SPC: aplicar o controlo estatístico de processos aos parâmetros-chave — ppm de hidrogénio, temperatura de fusão, ciclo de filtração e tempo de desgaseificação — e, em seguida, promover melhorias contínuas.
13. Matriz de resolução de problemas (tabelas acionáveis)
Tabela: Lista de verificação das causas principais para defeitos comuns
| Defeito observado | Verificações imediatas | Possíveis causas principais | Primeiras medidas corretivas |
|---|---|---|---|
| Porosidade do gás (dispersa) | Leitura do medidor de hidrogénio, humidade da carga, atmosfera do forno | Carga húmida, condensação, elevado teor de hidrogénio na fusão | Degas (rotativo + purga), carga seca, melhorar o armazenamento |
| Encolhimento (localizado) | Ponto crítico da simulação, adequação do riser | Subida fraca, gargalo térmico | Adicionar riser/chill, rever gating, usar simulação |
| Inclusão de óxido / bifilmes | Resíduos visuais, preenchimento turbulento | Turbulência, borda da concha danificada, transferência deficiente | Instalar filtro de espuma cerâmica, enchimento lento, modificar canal de entrada |
| Rasgo a quente | Seção transversal do projeto, verificações de restrição | Elevado gradiente térmico, molde rígido | Adicione ductilidade através da liga, ajuste o percurso de solidificação, utilize resfriadores |
| Queimadura superficial | Condição refratária, escumação do forno | Desgaste refratário, sobreaquecimento | Reparar refratário, limpar superfície de fusão, remover resíduos de fluxo |
Tabela: Referência rápida para seleção de filtração e desgaseificação
| Requisito | Método primário recomendado | Notas |
|---|---|---|
| Alta remoção de inclusões, fluxo contínuo | Filtro de espuma cerâmica (Al₂O₃) | Pré-aqueça o filtro, escolha a classificação dos poros |
| Baixo a moderado hidrogénio | Desgaseificação rotativa com gás inerte | Use argônio para obter o melhor desempenho |
| Níveis muito baixos de hidrogénio | Vácuo ou rotativo + vácuo combinados | CAPEX mais elevado, utilizado para peças críticas |
| Loja pequena, baixo volume | Fluxo de pastilha + skimming manual | Custo mais baixo; possíveis resíduos |
| Alto rendimento, automatizado | Filtros em linha + desgaseificador rotativo automatizado | Ideal para qualidade consistente |
(Use estas tabelas como uma lista de verificação inicial; adapte-as à liga e ao tamanho da peça.)
14. Plano de implementação prática e onde a AdTech se encaixa
A AdTech fabrica equipamentos e consumíveis que se alinham com cada camada de controlo:
-
Estações de desgaseificação: os desgaseificadores rotativos e os sistemas de purga dimensionados para o rendimento do forno reduzem o hidrogénio dissolvido e melhoram a consistência. Quando combinados com a dosagem controlada de gás inerte e a agitação automatizada, eles reduzem a variação que causa porosidade aleatória.
-
Linha de produtos de fluxo granular: misturas de fluxo formuladas para cobertura, ligação de escória e auxílio na coalescência de não metálicos e remoção de hidrogénio durante janelas de tratamento curtas. A técnica de adição adequada e a seleção da receita reduzem a oxidação e a formação de escória.
-
Placas de filtro de espuma cerâmicaOs filtros de espuma da AdTech retêm óxidos e partículas, ao mesmo tempo que produzem um fluxo laminar que evita a formação de bifilm. A seleção correta do filtro e a instalação segura proporcionam uma redução mensurável na contagem de inclusões e melhoram as características de tração/fadiga das peças fundidas.
Programa sugerido para implementação
-
Auditoria: medir a linha de base de ppm de hidrogénio, taxas de inclusão, motivos de rejeição.
-
Piloto: adicionar um filtro de espuma cerâmica no distribuidor, operar em paralelo com a prática atual por 50 a 200 vazamentos. Registrar as contagens de inclusões e os resultados dos testes mecânicos.
-
Validar: introduzir desgaseificação rotativa e adição padronizada de fluxo; monitorizar a tendência do hidrogénio.
-
Controlo: integrar sensores, SPC e formação de operadores; manter registos rastreáveis para cada aquecimento.
Esta abordagem sistemática reduz a variação e facilita muito a resolução de problemas.
15. Reparação, manutenção e formação dos operadores
-
Mantenha o fluxo armazenado em local seco e em recipientes selados; rejeite lotes aglomerados ou descoloridos.
-
Pré-aqueça os filtros quando recomendado e inspecione-os para verificar se há rachaduras; nunca force um filtro frio em um fluxo intenso.
-
Calibrar analisadores de hidrogénio e registar os resultados.
-
Treine os operadores sobre o despejo suave, o manuseio da concha e as ações corretivas rápidas quando as leituras se desviam.
16. Notas sobre regulamentação, especificações e aquisições
-
Especifique os requisitos de filtragem e desgaseificação nas ordens de compra se os clientes a jusante exigirem porosidade reduzida ou rastreabilidade.
-
Incluir critérios de aceitação vinculados ao nível de NDT (por exemplo, níveis de qualidade radiográfica) e exigir registos documentados do tratamento de fusão.
-
Para aplicações aeroespaciais ou críticas, mantenha certificados de análise para lotes de fluxo e filtros.
17. Lista de verificação rápida para decisões antes de cada turno de produção
-
Verifique o estado dos refratários do forno e da concha.
-
Confirme a carga e verifique se o material está seco.
-
Verifique e registe a temperatura de fusão.
-
Registre o valor basal de ppm de hidrogénio; se estiver acima do limite, desgaseifique.
-
Certifique-se de que o filtro e o equipamento de desgaseificação estejam instalados e funcionando corretamente.
-
Confirme se as ferramentas de gating e os padrões de riser correspondem aos desenhos validados.
-
Documente quaisquer desvios.
18. Tratamento da fusão e rastreabilidade da qualidade: FAQ
1. Qual é a ação mais eficaz para reduzir a porosidade interna?
2. Um bom filtro pode eliminar todas as porosidades?
3. Com que frequência devem ser substituídos os filtros de espuma de cerâmica?
4. Os fluxos são seguros para utilização e como devem ser manuseados?
5. Qual é o melhor método de desgaseificação para a fundição automóvel de grande volume?
6. Como é que posso saber se a porosidade foi causada por retração ou por gás?
7. Os filtros de cerâmica afectam a química da fusão?
8. O fluxo pode substituir a desgaseificação?
9. Quais são os limites práticos para o hidrogénio no alumínio fundido?
10. Que medições e registos devem ser mantidos para garantir a rastreabilidade?
19. Estudo de caso de implementação
Uma fundição de médio porte reduziu as reclamações relacionadas à porosidade interna em 70% após implementar três mudanças: desgaseificação rotativa automática em cada aquecimento, dosagem padronizada de fluxo granular para cada família de ligas e adaptação de filtros de espuma cerâmica na estação de vazamento. A fundição adicionou monitoramento de hidrogénio e criou gráficos SPC para ppm de hidrogénio ao longo de três meses; os dados mostraram uma redução consistente e menos rejeições por raios X.
20. Recomendações finais e lista de verificação
-
Trate a limpeza da fusão como a primeira linha de defesa: carga seca, controle a atmosfera do forno.
-
Use táticas combinadas: desgaseificação + fluxo + filtragem produzem ganhos multiplicativos de qualidade.
-
Instale instrumentos em controlos críticos (medidor de hidrogénio, registador de temperatura).
-
Aplique a simulação no início do projeto da ferramenta para eliminar pontos quentes térmicos.
-
Mantenha registos de rastreabilidade para cada aquecimento, a fim de permitir uma rápida resolução da causa raiz.
