中小規模の生産ロットや、優れた機械的強度、緻密な微細構造、高圧鋳造法のような高額な金型コストを伴わずに優れた表面仕上げを必要とする部品において、アルミニウム重力鋳造は部品品質、予測可能な金属組織、コスト効率の最適なバランスを実現します。 金型設計が適切に行われ、溶湯処理が制御され、戦略的なゲート・立上り構造による凝固管理がなされる場合、重力鋳造アルミニウム部品は他の鋳造法で製造された部品と同等以上の耐久性を実現しつつ、気孔率を低減し、機械加工性を向上させることが可能です。.
1. 用語とプロセスの分類
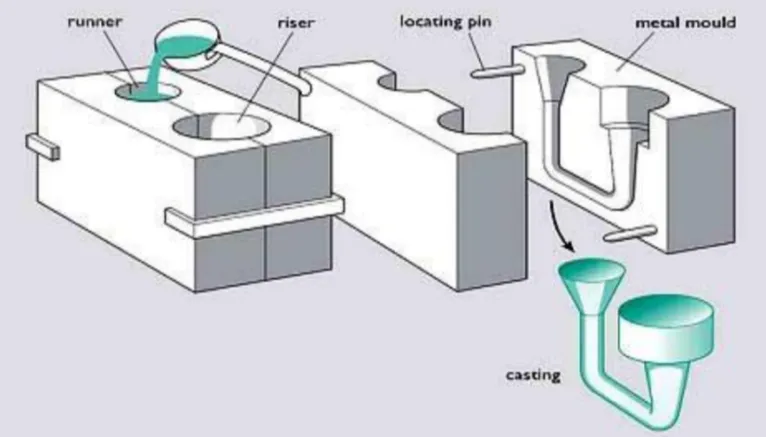
アルミニウム重力鋳造は、通常、溶融アルミニウム合金を重力のみの影響下で鋳型に導入するプロセスを指す。業界では一般的に二つの広い意味で使用される。広い意味では、重力鋳造には砂型鋳造、ロストワックス鋳造、ロストフォーム鋳造、および外部圧力なしで金属をキャビティに押し込む恒久鋳型技術が含まれる。 狭義では、再利用可能な金属金型に上から溶湯を注ぎ込み、重力によって金属が下から上へキャビティを満たす恒久金型重力ダイカストを指す。恒久金型重力鋳造は、金型コスト・表面仕上げ・機械的特性の観点において、従来の砂型鋳造と高圧ダイカストの中間に位置する。.

2. 代表的な合金と主要な冶金学
重力鋳造に用いられる一般的なアルミニウム合金には、A356、A357、A380、ADC12、356、および良好な鋳造性、強度、熱処理応答性から選ばれた各種3xxおよび4xxシリーズの変種が含まれる。溶湯の取り扱い方法は、多孔性や強度に影響する水素含有量、酸化物、介在物のレベルを左右する。 合金によって溶湯温度は異なるが、一般的なアルミニウム鋳造合金では、注湯温度範囲は液相線温度より約30~80度高いことが多く、多くの鋳造合金では650~760℃付近の温度帯で注湯が行われる。微細組織の形成と収縮欠陥の低減のため、粒微細化、脱ガス、改質処理が標準的に行われる。関連項目:ダイカスト vs 砂型鋳造.
表1. 一般的なアルミニウム鋳造合金とクイックリファレンス
| 合金(一般名) | 代表的な使用例 | 鋳造特性 | 熱処理可能 |
|---|---|---|---|
| A356 / 356 | 構造部品、車輪、ハウジング | 良好な流動性、T6焼鈍後の良好な強度 | はい |
| A380 / ADC12 | 良好な充填性を有する汎用鋳物 | 優れた充填性、適度な強度 | 限定 |
| 319 | エンジン部品 | 優れた耐熱疲労性 | はい |
| 6061(鋳造品) | 機械加工部品 | 流動性が低い、選択的に使用される | はい |
| 4300シリーズ | 高温割れに対する高い耐性 | スペシャライズド | はい |
3. 重力鋳造の段階的な作業手順
明確な手順は再現性のある結果をもたらします。以下の手順は堅牢な生産のためのベストプラクティスを表しています。.
-
鋳型の準備
金属金型は、洗浄、所定温度への予熱、離型剤または耐火スプレーの塗布、および中子を使用する場合は中子の配置が必要である。適切な予熱は、凝固時の温度勾配を改善する。. -
合金溶解と処理
適切な炉で溶解する。スキミングにより酸化物や介在物を除去し、必要に応じてフラックスを使用する。不活性ガスまたは回転式脱ガス装置による脱ガスを行い、溶解水素を低減する。結晶粒微細化剤または改質剤を添加し、樹枝状組織を微細化する。定期的なサンプリングにより溶解金属の化学組成を安定に維持する。. -
注ぎと掬い
金属は取鍋または自動注湯装置で移送する。乱流を避けるため、安定した注湯温度と均一な注湯速度を保つこと。. -
型に流し込む
注湯は型を徐々に満たし、飛散を最小限に抑えるべきである。多くの工場では、底注湯ゲート、注湯カップ、および流量制御装置を用いて、金属を薄い部分に導いている。. -
凝固管理
冷却、湯口、および制御冷却を用いて凝固を誘導する。目的は湯口へ向けた方向性凝固を実現し、収縮空隙が湯口内に留まり、完成鋳物に発生しないようにすることである。. -
シェイクアウトとクリーニング
永久金型を開き、鋳造品を取り出す。ゲート、立上り、バリを機械的トリミングで除去する。. -
熱処理と仕上げ
必要な溶液処理、焼入れ、および合金が要求する場合の焼戻しを実施する。最終公差まで機械加工し、必要に応じて表面処理を施す。. -
検査と試験
寸法検査、硬さ試験、内部欠陥のX線または超音波検査、および該当する場合の耐圧試験または機能試験。.
4. 金型タイプと工具の選択
重力鋳造には、主に3種類の鋳型ファミリーが存在する。.
-
恒久的な金属金型(重力鋳造)
鋼または鉄製。急速冷却、良好な表面仕上げ、寸法再現性を実現します。これらの金型は、初期金型コストが正当化される中~高ロット生産に適しています。. -
砂型
金型コストの低減と複雑形状・大型鋳物への高い適応性を実現。砂型は消耗品であるため、試作や少量生産に最適です。. -
投資鋳造およびロストフォーム鋳型
高い輪郭忠実度を提供し、機械加工の必要性を低減します。インベストメント鋳造は薄肉形状の製造が可能ですが、より厳密な工程管理を必要とします。.
工具寿命は種類によって異なる。恒久金属金型はより優れた仕上げを実現するが、多数のサイクル後にメンテナンスと表面再加工が必要となる。鋼製恒久金型の標準的な寿命は、合金、金型の熱処理、メンテナンス状況に依存し、数万から十万サイクル程度である。.
5. 鋳造部品の設計規則
優れた鋳造設計はスクラップと機械加工時間を削減する。主なルールは以下の通り:
-
可能な限り肉厚を均一に保ち、ホットスポットや収縮空洞を回避すること。.
-
接合部には十分なフィレットを設けて応力集中と送り不良を低減する。.
-
永久鋳型プロセスにおいて鋳型からの取り出しを可能にするため、抜き勾配を設けること。.
-
適切な給餌を維持するため、薄肉ではなくリブを用いて剛性を確保する。.
-
ゲートとライザーを配置し、犠牲領域への方向性凝固を促進する。.
離型ライン、アンダーカット管理、およびコア配置に対する意識的なアプローチは、金型の寿命を延ばし、仕上げ作業を削減します。.
6. ゲート設計、リザーバー設計、および凝固制御
ゲートとライザーの設計は内部の完全性を決定する。重力充填では、キャビティの最低点から上方向への充填がデフォルトであり、これにより液体金属の前方に気体が自然に押し出される。推奨される手法は以下の通り:
-
底面充填ゲートを使用して、飛沫の発生と空気の閉じ込めを低減する。.
-
厚肉部分や、凝固収縮が集中する領域にリザーを設置する。.
-
急速冷却により薄片で所望の微細構造が得られる場合に冷却を加える。.
-
閉じ込められたガスが排出されるよう、通気口とオーバーフロー経路を確保すること。.
方向性凝固計画は、高応力領域からの収縮を回避し、その後の熱処理を簡素化するのに役立つ。.

7. 一般的な欠陥、根本原因、および是正措置
重力鋳造部品には、溶湯処理、金型、または設計に関連する欠陥が生じる可能性がある。以下に簡潔な参考情報を示す。.
表2. 代表的な欠陥、考えられる根本原因、および対策
| 欠陥 | 考えられる根本原因 | 是正措置 |
|---|---|---|
| 気孔率(収縮) | 給餌不足、昇降機の配置不良 | ライザーの位置変更、フィーダー容量の増加、方向性凝固 |
| ガス気孔率 | 高水素含有、脱ガス不良、乱流 | 脱ガスを改善し、注湯時の乱流を低減し、底部充填ゲートを使用する |
| 冷たいシャットダウン | 低い注湯温度、ゆっくり充填 | 注湯温度をわずかに上げる、ゲート設計を変更して充填速度を上げる |
| ホット・ティアリング | 拘束領域における制約固化 | 設計を変更し、より均一な断面厚さを実現するため、冷却装置を使用する |
| 包含事項 | 溶解精度の低下、フラックス作用の劣化 | 溶融物のスキミング、ろ過、および耐火物ライニングのメンテナンスを改善する |
| 粗い表面仕上げ | 砂の浸食またはカビの付着問題 | 金型コーティングと排気の最適化、金型の完全性の確認 |
ほとんどの問題については、プロセスログ、溶解サンプル、工具記録を結びつける体系的な根本原因分析により、持続的な改善をもたらす是正措置を特定できる。.
8. 熱処理、機械加工、仕上げ
多くのアルミニウム重力鋳造合金は、強度と靭性を高めるための熱処理によく応答する。A356のような合金における典型的な処理順序には、溶体化熱処理、焼入れ、人工時効が含まれる。鋳造後処理における主な考慮事項:
-
溶液処理温度を規定の許容範囲内に保持し、低融点成分の初期溶融を回避すること。.
-
歪みを防止するため、制御された急冷媒体を使用すること。寸法安定性を維持するには、工具や治具が必要となる場合がある。.
-
設計段階で加工代を計画すること。重力鋳造面は砂型鋳造面よりも滑らかになる可能性があるが、精密面には仕上げ加工が必要となる場合がある。.
陽極酸化処理、粉体塗装、めっきなどの表面処理は、合金と使用環境によって異なります。.
9. 品質管理と非破壊検査
重力鋳造部品に一般的な非破壊検査手法には以下が含まれる:
-
内部多孔性マッピングのための放射線撮影。.
-
放射線検査では確認できない可能性のある多孔質を検出するための、大型鋳物に対する超音波検査。.
-
適切な合金における表面亀裂の染色浸透探傷試験または磁粉探傷試験。.
-
金属組織検査による結晶粒構造および微細偏析の確認。.
-
設計の検証が必要な場合における引張試験、硬さ試験、疲労試験を含む機械的試験。.
統計的工程管理と入荷材料の認証は、信頼性の高い生産の基盤を成す。.
10. 生産経済性と重力鋳造が好まれる場合
重力鋳造は、中量生産においてコスト競争力を持つ。恒久鋳型を用いることで砂型鋳造よりも部品単価を低く抑えつつ、高圧ダイカストのような非常に高額な金型投資を回避できる。 規模の経済性は材料、部品の複雑さ、公差に依存する。中程度の複雑さを持つ単純~中程度の形状で、生産量が中程度かつ高い強度が要求される場合、重力鋳造は一般的に部品単価の総コストで優位となる。公表されている指針によれば、永久金型重力鋳造は数千単位の生産量から経済性が現れ、生産規模が大きくなるほど有利さが増す一方、砂型鋳造は小ロット生産や大型単品生産において依然として有効である。.
表3. 簡易比較:重力鋳造、圧力ダイカスト、砂型鋳造
| メートル | 重力鋳造 | 高圧ダイカスト | 砂型鋳造 |
|---|---|---|---|
| 初期金型費用 | ミディアム | 高い | 低い |
| 表面仕上げ | グッド | 非常に良い | ラフ |
| 寸法公差 | グッド | 素晴らしい | 可変 |
| 適切な量 | 小~中 | 高い | 試作から量産へ |
| 代表的な合金 | アルミニウム、マグネシウム | アルミニウム、亜鉛 | 多くの合金 |
| 多孔性制御 | 適切な給餌で良好 | 真空/不活性ガスでない限りリスクが高い | 可変 |

11. 安全、環境への配慮、および規制に関する注意事項
溶融金属作業には厳格な安全対策が求められる。主な管理項目は以下の通りである:
-
作業員向けの適切な個人用保護具(PPE)、熱および金属飛沫からの保護を含む。.
-
炉排気および換気制御装置による燃焼ガスと微粒子管理。.
-
溶融濾過とリサイクル戦略によるスクラップとエネルギー浪費の削減.
-
フラックスおよび合金元素の適切な保管と取り扱いについて、現地の規制に準拠すること。.
-
るつぼ、取鍋、耐火物ライニングの定期点検と保守により、重大な故障を防止する。.
規制順守は現地の法令に依存します。排出物、廃棄物処理、および従業員研修に関する事項は常に文書化してください。.
12. 業界の実践的な事例ノート
実世界の生産現場では、これらの点が繰り返し示されている:
-
ゲート形状のわずかな変更が、しばしば気孔率制御において予想以上の改善をもたらす。.
-
一貫した溶融化学は、再現性のある機械的性能の主要な決定要因である。.
-
工具のインデックス管理と金型メンテナンスプログラムは、サイクルカウントを追跡することで工具寿命を延長し、予期せぬダウンタイムを削減します。.
-
充填と固化におけるコンピュータシミュレーションの活用は、反復回数を削減することで最初の複雑な工具において効果を発揮する。.
多くの製造業者は、注湯温度と速度を安定化させるため、取鍋から鋳型への注湯工程において部分的な自動化を進めており、これが直接的にスクラップ率の低下につながっている。.
13. 重力鋳造工程開始のための実用仕様チェックリスト
-
合金を選択し、材料証明書を取得する。.
-
金型材質の確認、予熱レシピ、およびコーティング。.
-
溶解温度目標値と脱ガススケジュールを設定する。.
-
図面注記において、ゲート、ライザー、およびベントの配置を定義する。.
-
温度、注湯時間、およびサイクルカウントに関するプロセス管理計画を作成する。.
-
事前審査検査手順書および受入基準を事前審査する。.
-
収縮率および機械的特性の統計的測定のためのパイロットバッチを実行する。.
-
欠陥に対する是正処置計画書を作成する。.
14.アルミニウム重力鋳造:プロセスと品質FAQ
1.気孔率を下げるために最も重要な管理ポイントは何ですか?
2.重力鋳造が最も容易な合金は?
3.重力ダイカストと高圧ダイカストの違いは何ですか?
4.アルミ重力鋳造品のライザーのサイズはどのように決めればよいですか?
5.重力鋳造部品は熱処理できますか?
6.砂型鋳造が重力ダイカストより好まれるのはどのような場合ですか?
7.永久金型の寿命は?
8.化粧品表面にはどのような仕上げが必要ですか?
9.重力鋳造は自動車の構造部品に適していますか?
10.重力鋳造と圧力鋳造のどちらを選べばよいですか?
15. 製品エキスパートによる実践的な締めくくりのアドバイス
-
初日から工程管理図を開始し、鋳込み温度、溶湯化学組成、およびサイクル数を追跡する。.
-
金型改修を確定する前に、ゲート変更を小規模な試験で検証する。.
-
合金サプライヤーと連携し、目標機械的特性を達成するための溶解処理を調整する。.
-
炉および取鍋の取り扱いに関する訓練に投資し、人的要因による変動を最小限に抑える。.
