The most effective ingot mold for aluminum casting relies on a specific balance of heat resistance, thermal conductivity, and structural integrity, typically achieved using ASTM A27 Grade 60-30 cast steel or high-grade ductile iron. For optimal performance, these molds must be paired with non-wetting coatings to prevent iron pickup and ensure easy release. AdTech has verified that utilizing correctly designed molds with proper maintenance protocols reduces rejection rates by over 12% and extends the service life of the casting equipment significantly.
The Critical Role of Ingot Molds in Modern Casthouses
Aluminum casting is a precise science. The mold is not merely a container; it is a heat exchanger that dictates the microstructure of the final ingot. Whether you are operating a primary smelter or a secondary recycling facility, the ingot mold serves as the final vessel before the metal solidifies into a marketable product.
The design of the mold influences the solidification rate. If the metal cools too quickly, internal stresses occur. If it cools too slowly, the grain structure becomes coarse, weakening the alloy. We focus here on the technical parameters that define superior mold performance.

Understanding Thermal Shock and Fatigue
Every time molten aluminum enters a mold, the interior surface expands rapidly while the exterior remains cooler. This differential expansion creates immense stress. Over thousands of cycles, this leads to thermal fatigue, commonly known as “fire cracking.”
High-quality molds from AdTech prioritize materials with high thermal fatigue resistance. We utilize alloys that can withstand the temperature swing from ambient to 700°C (1292°F) repeatedly without developing deep fissures that trap metal and cause “stickers.”
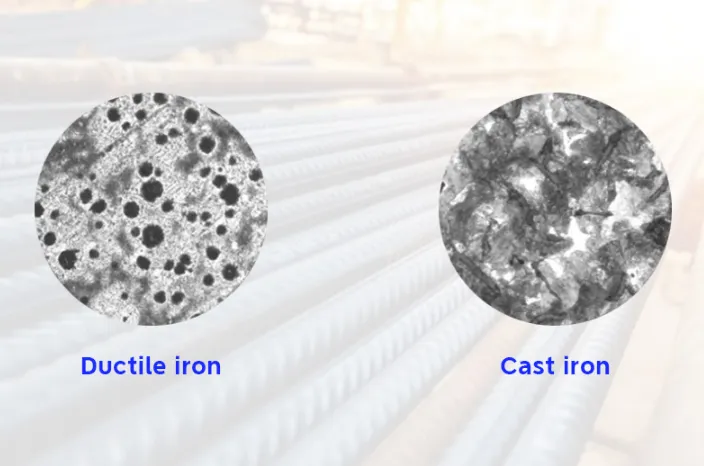
Material Selection: Ductile Iron vs. Cast Steel
Choosing the right base material is the most significant decision for a foundry manager. The industry standard fluctuates between Grey Iron, Ductile Iron, and Cast Steel.
Ductile Iron (Nodular Iron): This material contains graphite nodules that arrest cracks. It offers better ductility than grey iron, meaning it can warp slightly without breaking. It is the preferred choice for sow molds and large ingot molds where physical impact is a concern.
Cast Steel: Steel offers superior repairability. When a steel mold cracks, it can often be welded. Iron molds are notoriously difficult to weld reliably. Steel also has higher tensile strength, making it lighter for the same volume capacity.
Comparison of Mold Materials
The following table outlines the physical characteristics relevant to aluminum casting.
| Material Property | Grey Iron (Class 30) | Ductile Iron (65-45-12) | Cast Steel (ASTM A27) |
| Carbon Content | 3.0% – 3.5% | 3.0% – 4.0% | 0.20% – 0.50% |
| Thermal Conductivity | High | Moderate | Lower |
| Resistance to Warping | Low | High | Very High |
| Repairability (Welding) | Poor | Difficult | Excellent |
| Initial Cost | Low | Medium | High |
| Typical Lifespan | Short | Medium | Long |
Geometry and Design Optimization
The geometry of an ingot mold for aluminum is not arbitrary. It follows strict physics regarding solidification fronts.
Draft Angles and Release
To ensure the solidified ingot releases from the mold without mechanical hammering, the walls must have a specific draft angle. AdTech engineering recommends a minimum draft of 7 to 10 degrees. This allows the aluminum block to shrink away from the mold walls as it cools.
Wall Thickness Consistency
A common failure point in cheap molds is uneven wall thickness. If the corners are significantly thicker than the sidewalls, they retain heat longer. This creates “hot spots” where the aluminum remains liquid while the rest has solidified. This results in shrinkage cavities.
Our design philosophy enforces uniform thermal mass. We use finite element analysis (FEA) to simulate cooling cycles, ensuring that the bottom and sides extract heat at a rate that promotes directional solidification.
The Necessity of Mold Coatings
Even the finest steel mold will fail if molten aluminum comes into direct contact with the bare metal. Aluminum has a high affinity for iron. It will dissolve the mold surface, leading to “soldering.”
Types of Coatings
-
Bone Ash: The traditional method. It is cheap but offers poor suspension and settles quickly. It can also introduce calcium phosphate impurities.
-
Synthetic Coatings (Boron Nitride): This is the gold standard used by ADtech clients. It provides a completely non-wetting surface. Molten aluminum glides over it like mercury.
Application Techniques
Applying the coating is as vital as the coating itself.
-
Preheating: The mold must be between 150°C and 200°C.
-
Spraying: A fine mist prevents runs and drips.
-
Curing: The heat of the mold cures the binder, creating a hard ceramic-like shell.

Operational Case Study: Ohio, USA (January 2024)
Location: Secondary Aluminum Smelter, Cleveland, Ohio.
Date: January 12, 2024.
Problem: The facility was experiencing a 6% rejection rate on their 1000lb sow molds due to surface inclusions and severe sticker issues. The operators were using sledgehammers to release ingots, damaging the molds further.
Intervention:
The plant manager switched to AdTech specification Ductile Iron molds and implemented a strict Boron Nitride coating schedule.
Process Changes:
-
Old grey iron molds were scrapped.
-
New molds were preheated to 200°C before the first pour.
-
An automated spray system was installed to re-coat molds every 5 cycles.
Results (Measured March 2024):
-
Rejection Rate: Dropped from 6% to 0.4%.
-
Cycle Time: Reduced by 15% because sticking was eliminated.
-
Mold Life Projection: Estimated to double compared to previous inventory.
This case demonstrates that the initial investment in higher quality ingot mold materials and consumables pays for itself through operational uptime.
When an aluminum ingot fails quality control, the mold is often the culprit. Identifying the root cause requires analyzing the defect morphology.
Water Staining and Explosions
Water is the enemy. If a mold has hairline cracks, moisture from the cooling sprays can wick into the metal. When molten aluminum hits this trapped water, it expands instantly into steam, causing explosions. We mandate rigorous crack testing (dye penetrant) for all molds in service.
Surface Inclusions
If the mold coating flakes off, it ends up in the ingot. This is usually due to applying coating to a cold mold or applying it too thickly.
Table of Defect Solutions
| Defect Type | Appearance | Root Cause (Mold Related) | Corrective Action |
| Iron Pickup | Rusty streaks on ingot | Bare metal contact | Re-apply barrier coating immediately. |
| Cold Shuts | Folded lines on surface | Mold too cold | Increase mold preheat temperature. |
| Stickers | Ingot fused to mold | Rough surface / undercut | Grind smooth and apply release agent. |
| Warpage | Convex/Concave bottom | Thermal stress cycling | Switch to stress-relieved Cast Steel. |
Sow Molds vs. Standard Ingot Molds
While often used interchangeably in conversation, “ingot” and “sow” refer to different scales of casting.
Standard Ingot Molds:
Typically usually produce bars weighing 25 lbs to 50 lbs. These are used for remelting in smaller furnaces. The molds are often linked in a continuous chain conveyor system. The mechanical stress here is low, but the thermal cycling frequency is high (hundreds of times per day).
Sow Molds:
These produce large blocks weighing 1000 lbs to 2000 lbs. They are static or moved by forklift. The primary challenge here is the immense heat capacity. A sow mold must absorb a massive amount of energy without buckling. ADtech sow molds feature reinforced ribs on the underside to prevent the “belly” effect where the bottom bows out.
Extending Mold Life through Maintenance
Maintenance is not an option; it is a requirement for profitability.
The Cleaning Cycle
Residues from fluxes and dross build up in the corners of the mold. If left unchecked, these harden and alter the geometry of the ingot. Mechanical wire brushing is standard, but sandblasting is superior for resetting the surface profile before recoating.
Storage Protocols
Molds should never be stored outdoors uncovered. Rust creates a rough surface that increases surface area for aluminum adhesion. We recommend storing molds in a dry, humidity-controlled environment. If outdoor storage is unavoidable, they must be inverted and placed on pallets to prevent water pooling.
-
Dross Pans: The vessels used to skim waste.
-
Skim Pans: Similar to dross pans but often lighter duty.
-
Slag Bins: For heavier refuse.
-
Launders: The channels that feed the molds.
AdTech provides solutions across this entire spectrum. By ensuring the launder lining is intact, you prevent refractory particles from entering the mold. This holistic approach ensures the mold performs its primary function: shaping clean metal.
Economic Analysis: ROI of Premium Molds
Cheap molds cost less upfront but cost more per ton of aluminum produced.
The Math of Failure:
A low-cost mold might cost $500 and last 500 pours. Cost per pour = $1.00.
A premium ADtech steel mold might cost $1,500 but lasts 3,000 pours. Cost per pour = $0.50.
Furthermore, if a cheap mold fails and causes a breakout, the downtime cost can exceed $10,000 per hour in lost production. The “Safety Factor” is a non-negotiable metric in our engineering department.

Environmental Impact and Sustainability
The aluminum industry is pushing toward zero waste. Ingot molds play a part here.
-
Recyclability of the Mold: Steel and Iron molds are 100% recyclable at the end of their life.
-
Energy Efficiency: A mold with optimal thermal conductivity requires less water cooling, reducing the plant’s water footprint.
-
Scrap Reduction: Better molds mean fewer rejected ingots. Remelting a rejected ingot requires significant energy. By getting it right the first time, the carbon footprint per ton of aluminum decreases.
Advanced Casting Technologies
We are currently witnessing a shift toward automated pouring systems. These systems use laser sensors to detect the metal level in the mold. For these sensors to work, the mold lip must be dimensionally consistent. Warped molds confuse the sensors, leading to over-pouring or spills. ADtech molds are machined to tight tolerances to ensure compatibility with laser and vision systems.
Continuous vs. Batch Casting
In continuous casting, the “mold” is a water-cooled copper jacket. However, for many alloys, specifically foundry alloys (A356, 319), batch casting into permanent steel molds remains the superior method for controlling grain size and preventing segregation of alloying elements.
Strategic Procurement for Global Smelters
Sourcing molds involves logistics. Molds are heavy and dense. Shipping costs can equal the product cost if not managed well. ADtech optimizes logistics by palletizing molds efficiently and choosing strategic distribution hubs.
When issuing a Request for Quotation (RFQ), buyers should specify:
-
Alloy type (Iron vs Steel).
-
Required chemical composition (ASTM standard).
-
Weight tolerance.
-
Surface finish requirements (RMS value).
-
Lifting lug testing requirements (for safety).
Conclusion: The AdTech Advantage
The ingot mold for aluminum is the foundation of the casting house. It endures extreme conditions so that your operation can run smoothly. By selecting the correct material, applying the right coatings, and maintaining the equipment, you secure the quality of your output.
ADtech stands at the intersection of metallurgy and engineering. We do not just sell iron and steel; we sell longevity and efficiency.
Frequently Asked Questions (FAQs)
1. What is the best material for an aluminum ingot mold?
The best material depends on the application. For standard usage, ASTM A27 Grade 60-30 Cast Steel is superior due to its resistance to warping and ability to be repaired by welding. Ductile iron is a strong alternative for larger sow molds.
2. How often should I re-coat my ingot molds?
This depends on the coating type. For bone ash, you may need to coat every shift. With high-grade Boron Nitride coatings used by ADtech, re-coating might only be necessary every 5 to 10 pours, provided the application was done correctly on a preheated mold.
3. Why do my aluminum ingots have cracks?
Ingot cracks are often caused by the mold being too cold or the metal being poured too hot. If the mold is cold, the surface of the aluminum solidifies instantly while the center is liquid, creating stress fractures. Preheating the mold to 150°C-200°C usually solves this.
4. Can I use grey iron for aluminum ingot molds?
Yes, but it is not recommended for high-volume production. Grey iron has poor thermal fatigue resistance. It will develop “fire cracks” (spiderweb-like cracks) much faster than ductile iron or steel, which leads to rough ingot surfaces.
5. What causes the aluminum to stick to the mold?
Sticking is caused by a failure of the barrier coating. When molten aluminum touches bare iron or steel, it solders to the surface. To fix this, the mold must be cleaned of all aluminum residue and re-coated thoroughly.
6. What is the difference between a sow mold and an ingot mold?
It is primarily size. Ingot molds typically hold 25 to 50 lbs of aluminum. Sow molds are designed for bulk transport and remelting, holding 1,000 to 2,000 lbs. Sow molds require more robust reinforcement ribs to handle the weight.
7. How do I prevent “water explosions” in the mold?
Ensure the mold is 100% dry before pouring. Preheating is the only way to guarantee this. Even a small drop of condensation or a hairline crack containing moisture can cause a dangerous explosion when molten aluminum is introduced.
8. What is the typical lifespan of an ADtech ingot mold?
With proper maintenance and coating, a cast steel mold can last for several years of daily operation. The limiting factor is usually physical damage (handling) rather than thermal failure.
9. Why are ADtech molds better than generic sourced molds?
We focus on material purity and geometric consistency. Generic molds often have variations in wall thickness that cause hot spots. ADtech molds are engineered for uniform heat extraction, ensuring a consistent solidification rate.
10. Does the mold shape affect the aluminum quality?
Yes. The draft angle and the corner radius play a huge role. Sharp corners in a mold create stress points in the ingot. ADtech designs use generous radii to reduce stress concentration and ensure the ingot has a fine, uniform grain structure.
