Cetakan ingot yang paling efektif untuk pengecoran aluminium bergantung pada keseimbangan tertentu antara ketahanan panas, konduktivitas termal, dan integritas struktural, yang biasanya dicapai dengan menggunakan baja tuang ASTM A27 Grade 60-30 atau besi ulet bermutu tinggi. Untuk kinerja yang optimal, cetakan ini harus dipasangkan dengan pelapis anti-pembasahan untuk mencegah pengangkatan besi dan memastikan pelepasan yang mudah. AdTech telah memverifikasi bahwa menggunakan cetakan yang dirancang dengan benar dengan protokol perawatan yang tepat mengurangi tingkat penolakan lebih dari 12% dan memperpanjang masa pakai peralatan pengecoran secara signifikan.
Peran Penting Cetakan Ingot dalam Rumah Tuang Modern
Pengecoran aluminium adalah ilmu yang tepat. Cetakan bukan sekadar wadah; cetakan adalah penukar panas yang menentukan struktur mikro ingot akhir. Baik Anda mengoperasikan peleburan primer atau fasilitas daur ulang sekunder, cetakan ingot berfungsi sebagai wadah akhir sebelum logam membeku menjadi produk yang dapat dipasarkan.
Desain cetakan memengaruhi laju pemadatan. Jika logam mendingin terlalu cepat, maka akan terjadi tekanan internal. Jika mendingin terlalu lambat, struktur butiran menjadi kasar, sehingga melemahkan paduan. Di sini kami fokus pada parameter teknis yang menentukan kinerja cetakan yang unggul.

Memahami Guncangan dan Kelelahan Termal
Setiap kali aluminium cair masuk ke dalam cetakan, permukaan bagian dalam mengembang dengan cepat sementara permukaan luar tetap lebih dingin. Perbedaan ekspansi ini menimbulkan tegangan yang sangat besar. Setelah ribuan siklus, hal ini menyebabkan kelelahan termal, yang umumnya dikenal sebagai “retak api.”
Cetakan berkualitas tinggi dari AdTech mengutamakan bahan dengan ketahanan terhadap kelelahan termal yang tinggi. Kami menggunakan paduan logam yang mampu menahan fluktuasi suhu dari suhu ruangan hingga 700°C (1292°F) secara berulang tanpa menimbulkan retakan dalam yang menjebak logam dan menyebabkan “sticker.”
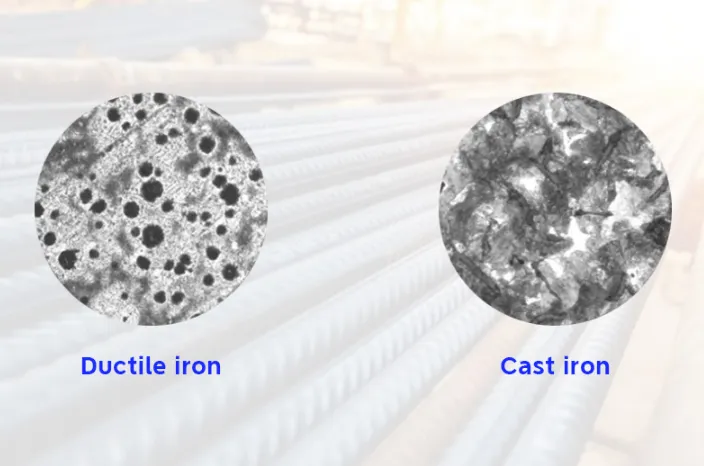
Pemilihan Bahan: Besi Ulet vs Baja Tuang
Memilih bahan dasar yang tepat adalah keputusan yang paling penting bagi manajer pengecoran. Standar industri berfluktuasi antara Besi Kelabu, Besi Ulet, dan Baja Tuang.
Besi Ulet (Besi Nodular): Bahan ini mengandung bintil grafit yang menahan retakan. Bahan ini menawarkan keuletan yang lebih baik daripada besi abu-abu, yang berarti dapat melengkung sedikit tanpa patah. Ini adalah pilihan yang lebih disukai untuk cetakan tabur dan cetakan ingot besar di mana dampak fisik menjadi perhatian.
Cast Steel: Baja menawarkan kemampuan perbaikan yang unggul. Ketika cetakan baja retak, sering kali dapat dilas. Cetakan besi terkenal sulit untuk dilas dengan andal. Baja juga memiliki kekuatan tarik yang lebih tinggi, membuatnya lebih ringan untuk kapasitas volume yang sama.
Perbandingan Bahan Cetakan
Tabel berikut ini menguraikan karakteristik fisik yang relevan dengan pengecoran aluminium.
| Properti Material | Besi Abu-abu (Kelas 30) | Besi Ulet (65-45-12) | Baja Tuang (ASTM A27) |
| Kandungan Karbon | 3.0% – 3.5% | 3.0% – 4.0% | 0,201 TP3T – 0,501 TP3T |
| Konduktivitas Termal | Tinggi | Sedang | Lebih rendah |
| Resistensi terhadap Pembengkokan | Rendah | Tinggi | Sangat Tinggi |
| Kemampuan Perbaikan (Pengelasan) | Miskin | Sulit | Luar biasa |
| Biaya Awal | Rendah | Sedang | Tinggi |
| Umur Khas | Pendek | Sedang | Panjang |
Optimasi Geometri dan Desain
Geometri cetakan ingot untuk aluminium tidak sembarangan. Ini mengikuti fisika yang ketat mengenai bagian depan pemadatan.
Sudut Rancangan dan Pelepasan
Untuk memastikan ingot yang dipadatkan terlepas dari cetakan tanpa palu mekanis, dinding harus memiliki sudut rancangan tertentu. Rekayasa AdTech merekomendasikan rancangan minimum 7 hingga 10 derajat. Hal ini memungkinkan balok aluminium menyusut dari dinding cetakan saat mendingin.
Konsistensi Ketebalan Dinding
Titik kegagalan umum pada cetakan murah adalah ketebalan dinding yang tidak merata. Jika sudut-sudutnya jauh lebih tebal daripada dinding samping, sudut-sudut tersebut akan menahan panas lebih lama. Hal ini menyebabkan “titik panas” di mana aluminium tetap dalam bentuk cair sementara bagian lain telah mengeras. Hal ini mengakibatkan terbentuknya rongga penyusutan.
Filosofi desain kami menerapkan massa termal yang seragam. Kami menggunakan analisis elemen hingga (FEA) untuk mensimulasikan siklus pendinginan, memastikan bahwa bagian bawah dan samping mengekstraksi panas pada tingkat yang mendorong pemadatan terarah.
Perlunya Pelapisan Cetakan
Bahkan cetakan baja terbaik pun akan rusak jika aluminium cair bersentuhan langsung dengan logam mentah. Aluminium memiliki afinitas tinggi terhadap besi. Hal ini akan melarutkan permukaan cetakan, menyebabkan “pengelasan.”
Jenis-jenis Pelapisan
-
Abu Tulang: Metode tradisional. Metode ini murah tetapi menawarkan suspensi yang buruk dan mengendap dengan cepat. Metode ini juga dapat menimbulkan pengotor kalsium fosfat.
-
Pelapis Sintetis (Boron Nitrida): Ini adalah standar emas yang digunakan oleh klien ADtech. Ini memberikan permukaan yang sama sekali tidak membasahi. Aluminium cair meluncur di atasnya seperti air raksa.
Teknik Aplikasi
Menerapkan pelapisan sama pentingnya dengan pelapisan itu sendiri.
-
Pemanasan awal: Suhu cetakan harus antara 150°C dan 200°C.
-
Penyemprotan: Kabut halus mencegah air mengalir dan menetes.
-
Menyembuhkan: Panas dari cetakan akan mengawetkan pengikat, menciptakan cangkang yang keras seperti keramik.

Studi Kasus Operasional: Ohio, AS (Januari 2024)
Lokasi: Peleburan Aluminium Sekunder, Cleveland, Ohio.
Tanggal: 12 Januari 2024.
Masalah: Fasilitas ini mengalami tingkat penolakan 6% pada cetakan tabur seberat 1000 pon karena inklusi permukaan dan masalah stiker yang parah. Operator menggunakan palu godam untuk melepaskan ingot, sehingga merusak cetakan lebih lanjut.
Intervensi:
Manajer pabrik beralih ke cetakan Besi Ulet spesifikasi AdTech dan menerapkan jadwal pelapisan Boron Nitrida yang ketat.
Perubahan Proses:
-
Cetakan besi tua berwarna abu-abu dibuang.
-
Cetakan baru dipanaskan terlebih dahulu hingga 200°C sebelum penuangan pertama.
-
Sistem semprotan otomatis dipasang untuk melapisi ulang cetakan setiap 5 siklus.
Hasil (Diukur pada bulan Maret 2024):
-
Tingkat Penolakan: Turun dari 6% menjadi 0,4%.
-
Waktu Siklus: Berkurang 15% karena lengket telah dihilangkan.
-
Proyeksi Umur Jamur: Diperkirakan meningkat dua kali lipat dibandingkan dengan persediaan sebelumnya.
Kasus ini menunjukkan bahwa investasi awal dalam bahan cetakan ingot dan bahan habis pakai yang berkualitas lebih tinggi akan terbayar dengan sendirinya melalui waktu operasional.
Ketika ingot aluminium gagal dalam kontrol kualitas, cetakan sering kali menjadi penyebabnya. Mengidentifikasi akar penyebabnya membutuhkan analisis morfologi cacat.
Pewarnaan dan Ledakan Air
Air adalah musuh. Jika cetakan memiliki retakan rambut, uap air dari semprotan pendingin dapat masuk ke dalam logam. Ketika aluminium cair menyentuh air yang terperangkap ini, ia langsung mengembang menjadi uap, menyebabkan ledakan. Kami mewajibkan pengujian retakan yang ketat (dye penetrant) untuk semua cetakan yang digunakan.
Inklusi Permukaan
Jika lapisan cetakan mengelupas, maka akan berakhir di ingot. Hal ini biasanya disebabkan oleh pengaplikasian lapisan pada cetakan yang dingin atau pengaplikasian yang terlalu tebal.
Tabel Solusi Cacat
| Jenis Cacat | Penampilan | Akar Penyebab (Terkait Jamur) | Tindakan Korektif |
| Penjemputan Besi | Garis-garis berkarat pada ingot | Kontak dengan logam telanjang | Segera aplikasikan kembali lapisan penghalang. |
| Penutup Dingin | Garis terlipat di permukaan | Jamur terlalu dingin | Tingkatkan suhu pemanasan awal cetakan. |
| Stiker | Ingot menyatu dengan cetakan | Permukaan kasar / potongan bawah | Giling halus dan gunakan bahan pelepas. |
| Warpage | Bagian bawah cembung/cekung | Siklus tekanan termal | Beralihlah ke Baja Tuang yang bebas stres. |
Cetakan Tabur vs Cetakan Ingot Standar
Meskipun sering digunakan secara bergantian dalam percakapan, “ingot” dan “sow” merujuk pada skala pengecoran yang berbeda.
Cetakan Ingot Standar:
Biasanya menghasilkan batangan dengan berat 25 lbs hingga 50 lbs. Ini digunakan untuk peleburan ulang di tungku yang lebih kecil. Cetakan sering dihubungkan dalam sistem konveyor rantai kontinu. Tekanan mekanis di sini rendah, tetapi frekuensi siklus termal tinggi (ratusan kali per hari).
Menabur Jamur:
Produk ini menghasilkan blok besar dengan berat 1000 lbs hingga 2000 lbs. Blok-blok ini dapat statis atau dipindahkan menggunakan forklift. Tantangan utama di sini adalah kapasitas panas yang sangat besar. Cetakan sow harus mampu menyerap jumlah energi yang sangat besar tanpa mengalami deformasi. Cetakan sow ADtech dilengkapi dengan tulang penyangga yang diperkuat di bagian bawah untuk mencegah efek “perut” di mana bagian bawah melengkung ke luar.
Memperpanjang Masa Pakai Cetakan melalui Pemeliharaan
Pemeliharaan bukanlah sebuah pilihan; ini adalah persyaratan untuk mendapatkan keuntungan.
Siklus Pembersihan
Residu dari fluks dan sampah menumpuk di sudut-sudut cetakan. Jika dibiarkan, ini akan mengeras dan mengubah geometri ingot. Penyikatan kawat secara mekanis adalah standar, tetapi sandblasting lebih unggul untuk mengatur ulang profil permukaan sebelum pelapisan ulang.
Protokol Penyimpanan
Cetakan tidak boleh disimpan di luar ruangan tanpa penutup. Karat menciptakan permukaan kasar yang meningkatkan luas permukaan untuk perekatan aluminium. Kami merekomendasikan untuk menyimpan cetakan di lingkungan yang kering dan terkendali kelembabannya. Jika penyimpanan di luar ruangan tidak dapat dihindari, cetakan harus dibalik dan diletakkan di atas palet untuk mencegah genangan air.
-
Panci sampah: Bejana yang digunakan untuk menyaring limbah.
-
Panci Skim: Mirip dengan panci sampah tetapi sering kali lebih ringan.
-
Tempat Sampah Terak: Untuk sampah yang lebih berat.
-
Pencuci: Saluran yang memberi makan cetakan.
AdTech menyediakan solusi di seluruh spektrum ini. Dengan memastikan lapisan pencucian tetap utuh, Anda mencegah partikel tahan api memasuki cetakan. Pendekatan holistik ini memastikan cetakan melakukan fungsi utamanya: membentuk logam yang bersih.
Analisis Ekonomi: ROI dari Cetakan Premium
Biaya cetakan yang murah lebih murah di awal tetapi lebih mahal per ton aluminium yang diproduksi.
Matematika Kegagalan:
Cetakan berbiaya rendah mungkin berharga $500 dan dapat bertahan selama 500 tuangan. Biaya per tuang = $1.00.
Cetakan baja ADtech premium mungkin berharga $1.500 tetapi tahan 3.000 tuang. Biaya per tuang = $0.50.
Selain itu, jika cetakan murah mengalami kegagalan dan menyebabkan kerusakan, biaya downtime dapat melebihi $10.000 per jam akibat produksi yang hilang. “Faktor Keamanan” adalah metrik yang tidak dapat dinegosiasikan di departemen teknik kami.

Dampak dan Keberlanjutan Lingkungan
Industri aluminium mendorong ke arah nol limbah. Cetakan ingot berperan di sini.
-
Dapat didaur ulang dari Cetakan: Cetakan baja dan besi dapat didaur ulang 100% pada akhir masa pakainya.
-
Efisiensi Energi: Cetakan dengan konduktivitas termal optimal memerlukan pendinginan air yang lebih sedikit, sehingga mengurangi jejak air pabrik.
-
Pengurangan Sampah: Cetakan yang lebih baik berarti lebih sedikit ingot yang ditolak. Peleburan ulang ingot yang ditolak membutuhkan energi yang signifikan. Dengan melakukannya dengan benar pada kali pertama, jejak karbon per ton aluminium berkurang.
Teknologi Pengecoran Canggih
Saat ini kita sedang menyaksikan pergeseran ke arah sistem penuangan otomatis. Sistem ini menggunakan sensor laser untuk mendeteksi level logam dalam cetakan. Agar sensor ini berfungsi, bibir cetakan harus konsisten secara dimensi. Cetakan yang melengkung akan membingungkan sensor, yang menyebabkan penuangan berlebih atau tumpahan. Cetakan ADtech dikerjakan dengan toleransi yang ketat untuk memastikan kompatibilitas dengan sistem laser dan penglihatan.
Pengecoran Kontinu vs. Pengecoran Batch
Dalam pengecoran kontinu, “cetakan” adalah selubung tembaga yang didinginkan dengan air. Namun, untuk banyak paduan logam, khususnya paduan logam cor (A356, 319), pengecoran batch ke dalam cetakan baja permanen tetap menjadi metode yang lebih unggul untuk mengontrol ukuran butir dan mencegah segregasi unsur paduan.
Pengadaan Strategis untuk Smelter Global
Sumber cetakan melibatkan logistik. Cetakan itu berat dan padat. Biaya pengiriman dapat menyamai biaya produk jika tidak dikelola dengan baik. ADtech mengoptimalkan logistik dengan membuat palet cetakan secara efisien dan memilih pusat distribusi yang strategis.
Saat menerbitkan Permintaan Penawaran (RFQ), pembeli harus menentukan:
-
Jenis paduan (Besi vs Baja).
-
Komposisi kimia yang diperlukan (standar ASTM).
-
Toleransi berat badan.
-
Persyaratan permukaan akhir (nilai RMS).
-
Persyaratan pengujian lug pengangkat (untuk keselamatan).
Kesimpulan: Keunggulan AdTech
Cetakan ingot untuk aluminium adalah fondasi dari rumah pengecoran. Cetakan ini tahan terhadap kondisi ekstrem sehingga operasi Anda dapat berjalan dengan lancar. Dengan memilih material yang tepat, mengaplikasikan pelapis yang tepat, dan merawat peralatan, Anda menjamin kualitas hasil produksi Anda.
ADtech berdiri di persimpangan antara metalurgi dan teknik. Kami tidak hanya menjual besi dan baja; kami menjual umur panjang dan efisiensi.
Pertanyaan yang Sering Diajukan (FAQ)
1. Apa bahan terbaik untuk cetakan ingot aluminium?
Bahan terbaik tergantung pada aplikasinya. Untuk penggunaan standar, Baja Cor ASTM A27 Kelas 60-30 lebih unggul karena ketahanannya terhadap lengkungan dan kemampuannya untuk diperbaiki dengan pengelasan. Besi ulet adalah alternatif yang kuat untuk cetakan tabur yang lebih besar.
2. Seberapa sering saya harus melapisi ulang cetakan ingot saya?
Hal ini bergantung pada jenis pelapisannya. Untuk abu tulang, Anda mungkin perlu melapisi setiap shift. Dengan lapisan Boron Nitrida bermutu tinggi yang digunakan oleh ADtech, pelapisan ulang mungkin hanya diperlukan setiap 5 hingga 10 kali penuangan, asalkan aplikasi dilakukan dengan benar pada cetakan yang telah dipanaskan sebelumnya.
3. Mengapa batangan aluminium saya mengalami keretakan?
Keretakan ingot sering kali disebabkan oleh cetakan yang terlalu dingin atau logam yang dituangkan terlalu panas. Jika cetakannya dingin, permukaan aluminium akan membeku seketika sementara bagian tengahnya cair, sehingga menciptakan patahan tegangan. Memanaskan cetakan terlebih dahulu hingga 150°C-200°C biasanya dapat mengatasi hal ini.
4. Dapatkah saya menggunakan besi abu-abu untuk cetakan aluminium ingot?
Ya, tetapi tidak disarankan untuk produksi skala besar. Besi cor abu-abu memiliki ketahanan yang buruk terhadap kelelahan termal. Besi ini akan mengembangkan “retakan api” (retakan berbentuk jaring laba-laba) jauh lebih cepat daripada besi cor lentur atau baja, yang mengakibatkan permukaan ingot menjadi kasar.
5. Apa yang menyebabkan aluminium menempel pada cetakan?
Lengket disebabkan oleh kegagalan lapisan penghalang. Ketika aluminium cair menyentuh besi atau baja, aluminium akan menempel ke permukaan. Untuk mengatasinya, cetakan harus dibersihkan dari semua residu aluminium dan dilapisi ulang secara menyeluruh.
6. Apa perbedaan antara cetakan tabur dan cetakan ingot?
Ini terutama ukurannya. Cetakan ingot biasanya menampung 25 hingga 50 pon aluminium. Cetakan tabur dirancang untuk pengangkutan dan peleburan massal, menampung 1.000 hingga 2.000 lbs. Cetakan tabur membutuhkan tulang rusuk penguat yang lebih kuat untuk menahan beban.
7. Bagaimana cara mencegah “ledakan air” di dalam cetakan?
Pastikan cetakan sudah kering 100% sebelum dituang. Pemanasan awal adalah satu-satunya cara untuk menjamin hal ini. Bahkan setetes kecil kondensasi atau retakan rambut yang mengandung uap air dapat menyebabkan ledakan berbahaya ketika aluminium cair dimasukkan.
8. Berapa umur tipikal cetakan ingot ADtech?
Dengan perawatan dan pelapisan yang tepat, cetakan baja tuang dapat bertahan selama beberapa tahun untuk operasi harian. Faktor pembatas biasanya adalah kerusakan fisik (penanganan) daripada kegagalan termal.
9. Mengapa cetakan ADtech lebih baik daripada cetakan yang bersumber dari sumber generik?
Kami fokus pada kemurnian material dan konsistensi geometris. Cetakan generik sering kali memiliki variasi ketebalan dinding yang menyebabkan titik panas. Cetakan ADtech dirancang untuk ekstraksi panas yang seragam, memastikan tingkat pemadatan yang konsisten.
10. Apakah bentuk cetakan mempengaruhi kualitas aluminium?
Ya, sudut draft dan radius sudut memainkan peran yang sangat besar. Sudut tajam dalam cetakan menciptakan titik stres pada ingot. Desain ADtech menggunakan jari-jari yang besar untuk mengurangi konsentrasi tegangan dan memastikan ingot memiliki struktur butiran yang halus dan seragam.
