hidrogen larut jauh lebih mudah dalam aluminium cair daripada aluminium padat, biasanya sekitar 10 hingga 20 kali lipat di dekat rentang leleh, dan penurunan kelarutan yang tiba-tiba selama pembekuan adalah alasan langsung mengapa aluminium yang tidak diolah menghasilkan lubang jarum, porositas gas, lecet, dan rongga internal. Fakta metalurgi tunggal ini menjelaskan mengapa kontrol kualitas lelehan sangat penting dalam pengecoran aluminium. Jika sebuah pabrik menginginkan hasil billet, slab, roda, die casting, atau gravity casting yang lebih bersih, maka pabrik tersebut harus membatasi pengambilan kelembapan, mengurangi turbulensi, memverifikasi hidrogen terlarut, dan menggunakan degassing yang efektif sebelum logam masuk ke dalam cetakan. Singkatnya, kontras antara kapasitas hidrogen kondisi cair dan kapasitas hidrogen kondisi padat bukanlah detail buku teks. Ini adalah salah satu pengungkit utama di balik laju skrap, kekencangan tekanan, permukaan akhir, dan kinerja mekanis hilir.
Jika proyek Anda memerlukan penggunaan Unit Aluminium Cair Degassing, Anda bisa hubungi kami untuk mendapatkan penawaran gratis.
Hidrogen adalah satu-satunya gas dengan kelarutan yang berarti dalam aluminium dalam kondisi pengecoran dan rumah tuang yang normal. Pernyataan tersebut muncul dalam sebagian besar diskusi teknis tentang perlakuan peleburan aluminium, namun makna praktisnya sering kali kurang dijelaskan. Para insinyur tahu bahwa hidrogen itu penting. Operator tahu porositas muncul ketika perlakuan peleburan tergelincir. Pembeli tahu bahwa unit degassing rotari, rotor grafit, penganalisis, dan sistem filtrasi membutuhkan biaya. Apa yang menghubungkan semua keputusan ini adalah kesenjangan termodinamika antara hidrogen dalam aluminium cair dan hidrogen dalam aluminium padat. Setelah hubungan ini jelas, keputusan tentang degassing, pengujian, penanganan paduan, dan pemilihan peralatan menjadi lebih mudah dan rasional.
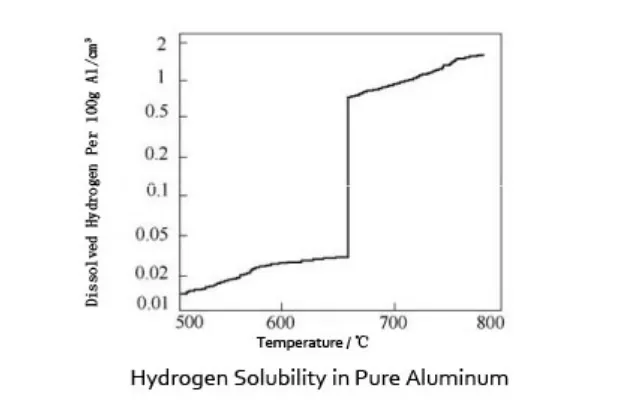
Kelarutan Hidrogen dalam Aluminium Murni, Metode Degassing
Mengapa hidrogen jauh lebih mudah larut dalam aluminium cair daripada logam padat?
Jawaban singkatnya adalah kebebasan struktural. Aluminium cair memiliki susunan atom yang tidak teratur, sedangkan aluminium padat memiliki kisi kristal yang teratur. Atom hidrogen dapat berada lebih mudah dalam keadaan cair karena lelehannya menawarkan lebih banyak ruang interstisial sementara dan mobilitas atom yang lebih besar. Setelah aluminium membeku, kisi kristal menjadi jauh lebih tidak akomodatif terhadap hidrogen.
Apa yang terjadi pada tingkat atom?
Dalam lelehan, hidrogen ada dalam bentuk atom setelah disosiasi pada permukaan logam. Hidrogen berdifusi ke dalam cairan dan tetap terlarut menurut kesetimbangan termodinamika. Pada aluminium padat, situs kisi yang tersedia terbatas dan secara energi kurang menguntungkan. Itu berarti logam tidak dapat lagi menampung jumlah hidrogen yang sama.
Ini adalah akar masalah selama pengecoran:
- Aluminium cair dapat menahan hidrogen terlarut yang relatif tinggi.
- Aluminium padat hanya dapat menampung sangat sedikit.
- Kelebihannya harus dibuang ke suatu tempat selama pembekuan.
- Jika tidak dapat keluar, maka akan membentuk pori-pori.
Mengapa hal ini sangat penting selama pemadatan?
Pembekuan tidak terjadi seketika. Pengecoran atau billet membeku seiring berjalannya waktu, membentuk dendrit dan kantong-kantong cairan yang tersisa. Hidrogen yang ditolak dari padatan yang maju terakumulasi di daerah cairan terakhir. Konsentrasi gas lokal meningkat dengan cepat. Jika kondisi tekanan dan nukleasi memungkinkan, pori-pori terbentuk di area interdendritik.
Itu berarti bahayanya bukan hanya “hidrogen yang tinggi dalam lelehan.” Bahayanya adalah hidrogen plus pemadatan.
Apakah perilaku ini unik untuk aluminium?
Perbedaan kelarutan hidrogen juga berpengaruh pada logam lain, namun aluminium sangat sensitif karena:
- Hidrogen adalah gas terlarut yang paling dominan.
- Film oksida dan bifilm menyediakan tempat nukleasi pori yang mudah.
- Banyak produk aluminium yang membutuhkan permukaan dan kualitas internal yang ketat.
- Muatan daur ulang dan paparan kelembapan dapat meningkatkan pengambilan gas dengan cepat.
Seberapa besar perbedaan kelarutan hidrogen antara aluminium cair dan aluminium padat?
Di dekat titik leleh, perbedaannya sangat dramatis. Tergantung pada sumber data, keluarga paduan, dan sistem unit, aluminium cair di dekat suhu pengecoran dapat melarutkan sekitar 10 hingga 20 kali lebih banyak hidrogen daripada aluminium padat pada batas beku.
Perkiraan perbandingan kelarutan hidrogen
| Keadaan aluminium | Kisaran suhu yang umum | Perkiraan kelarutan hidrogen pada kesetimbangan | Makna praktis |
|---|---|---|---|
| Aluminium cair | Sekitar 700°C hingga 750°C | Sekitar 0,6 hingga 0,8 cm³ H2 per 100 g Al | Lelehan dapat mempertahankan hidrogen terlarut yang signifikan |
| Aluminium cair di dekat liquidus | Sekitar 660°C hingga 700°C | Sekitar 0,5 hingga 0,7 cm³ H2 per 100 g Al | Masih jauh lebih tinggi daripada keadaan padat |
| Aluminium padat mendekati titik beku | Sekitar 660°C | Sekitar 0,03 hingga 0,04 cm³ H2 per 100 g Al | Kapasitas hidrogen yang sangat rendah |
| Aluminium padat pada suhu kamar | Sekitar 20°C hingga 25°C | Sangat rendah, hampir dapat diabaikan dalam hal praktis | Hidrogen tidak dapat tetap terlarut pada tingkat cairan sebelumnya |
Nilai-nilai ini adalah rentang representatif yang digunakan dalam diskusi industri. Angka yang tepat bervariasi menurut sumber referensi, kimia paduan, dan metode pengujian. Titik kritis bukanlah desimal terakhir. Titik kritisnya adalah celah curam pada transisi cair ke padat.
Mengapa para insinyur sering mengutip rasio alih-alih nilai tunggal
Karena angka-angka tersebut berubah seiring dengan perubahan suhu, tekanan, dan penambahan paduan, banyak ahli metalurgi yang menggambarkan masalah ini dengan rasio. Di dekat titik leleh, kondisi cair dapat menampung sekitar 15 hingga 20 kali lebih banyak hidrogen daripada kondisi padat. Rasio tersebut menjelaskan mengapa lelehan yang tampak mudah diatur di dalam tungku dapat menciptakan porositas yang serius saat dituang.
Konversi unit yang berguna untuk diskusi pabrik
Pabrik yang berbeda melaporkan hidrogen dalam unit yang berbeda. Hal ini menimbulkan kebingungan selama audit, transfer proses, atau diskusi dengan pemasok.
| Ekspresi satuan | Arti | Perkiraan hubungan |
|---|---|---|
| cm³ H2 / 100 g Al | Satuan kelarutan teknis yang umum | Banyak digunakan dalam referensi metalurgi |
| mL H2 / 100 g Al | Makna praktis yang sama dengan cm³ / 100 g | 1 mL = 1 cm³ |
| ppm menurut beratnya | Kandungan hidrogen berbasis massa | Secara kasar, 1 mL H2 / 100 g Al adalah sekitar 0,89 ppm H |
| Indeks kepadatan | Indikator kecenderungan gas relatif | Tidak langsung, bukan satuan kelarutan langsung |
Banyak kesalahpahaman di pabrik berasal dari pencampuran unit-unit ini tanpa konversi.
Aturan termodinamika apa yang menjelaskan pelarutan hidrogen dalam aluminium cair?
Titik awal yang paling umum adalah hukum Sieverts. Secara sederhana, konsentrasi hidrogen terlarut dalam lelehan sebanding dengan akar kuadrat tekanan parsial hidrogen di atas logam, dikalikan dengan konstanta yang bergantung pada suhu.
Ekspresi yang disederhanakan
[H] = K (T) × √ PH2
Di mana:
- [H] adalah konsentrasi hidrogen terlarut.
- K (T) adalah konstanta kelarutan yang bergantung pada suhu.
- √PH2 adalah tekanan parsial gas hidrogen.
Apa artinya ini dalam bahasa tanaman
Jika atmosfer di atas lelehan mengandung lebih banyak potensi hidrogen, sering kali karena kelembapan, hidrokarbon, atau produk pembakaran, pengambilan hidrogen menjadi lebih mudah. Jika suhu lelehan naik, kelarutan hidrogen dalam cairan juga cenderung naik. Itulah mengapa logam yang panas, basah, dan bergejolak adalah resep sempurna untuk masalah gas.
Mengapa kelembapan lebih penting daripada yang diharapkan banyak tanaman
Pabrik pengecoran sering mengatakan “air adalah musuh aluminium cair,” dan ini bukanlah slogan. Ini adalah realitas termodinamika. Uap air di dekat logam panas akan terdisosiasi, sehingga memungkinkan penyerapan hidrogen. Sumber-sumbernya antara lain:
- Bahan muatan yang lembap.
- Alat basah
- Sendok yang tidak dipanaskan.
- Pengembunan pada penutup pencucian.
- Gas pembakaran yang lembab.
- Kebocoran di dekat sirkuit pendingin.
Pabrik dapat melakukan degas dengan hati-hati, namun masih berjuang dengan porositas gas jika kontrol kelembapan buruk.
Apa yang terjadi pada hidrogen terlarut ketika aluminium berubah dari cair menjadi padat?
Ketika pemadatan dimulai, hidrogen menjadi kurang larut dalam padatan yang baru terbentuk. Padatan yang maju menolak hidrogen ke dalam cairan yang tersisa. Hal ini meningkatkan konsentrasi hidrogen lokal di saluran interdendritik dan zona pembekuan terakhir.
Mengapa nukleasi pori terjadi di zona lembek
Selama pembekuan, beberapa kondisi berkembang pada waktu yang bersamaan:
- Volume cairan yang tersisa menyusut.
- Konsentrasi hidrogen meningkat dalam cairan yang tersisa.
- Pemberian makan menjadi lebih sulit.
- Lapisan oksida dan inklusi dapat bertindak sebagai tempat nukleasi.
- Kondisi tekanan di dalam zona lembek menjadi menguntungkan untuk pertumbuhan pori.
Jika gas tidak dapat berdifusi keluar, gas tersebut akan menyumbat pori-pori. Pori-pori ini dapat berbentuk bulat, memanjang, interdendritik, atau terkait dengan rongga penyusutan.
Porositas gas dan porositas penyusutan sering kali berinteraksi
Tanaman terkadang memisahkan porositas gas dan porositas penyusutan seolah-olah keduanya tidak berhubungan. Kenyataannya, keduanya sering berinteraksi. Hidrogen dapat memperbesar rongga yang seharusnya tetap kecil. Pengumpanan yang buruk dapat memperbesar cacat yang berhubungan dengan gas. Jaringan porositas yang dihasilkan dapat mencerminkan kedua mekanisme tersebut.
Mengapa bifilm memperburuk masalah
Film oksida yang dilipat ke dalam lelehan, sering disebut bifilm dalam metalurgi aluminium, dapat memerangkap udara atau menciptakan antarmuka seperti retakan. Permukaan internal ini merupakan tempat yang ideal untuk nukleasi pori hidrogen. Inilah sebabnya mengapa kontrol turbulensi sangat penting seperti halnya degassing.
Urutan pemadatan dan perilaku hidrogen
| Panggung | Kondisi hidrogen | Risiko cacat |
|---|---|---|
| Meleleh sepenuhnya dengan cairan | Hidrogen tetap terlarut jika berada di bawah batas kelarutan | Beban gas tersembunyi, tidak selalu terlihat |
| Pembekuan awal | Padatan menolak hidrogen menjadi cairan yang tersisa | Pengayaan hidrogen lokal dimulai |
| Zona lembab | Cairan interdendritik menjadi kaya hidrogen | Nukleasi dan pertumbuhan pori-pori |
| Pemadatan akhir | Jalur pelarian dekat | Porositas menjadi terperangkap di dalam logam |
| Pendinginan ke suhu kamar | Kelarutan hidrogen padat menjadi sangat rendah | Pori-pori yang ada tetap ada, tidak bisa hilang dengan sendirinya |
Dari mana hidrogen berasal dalam operasi peleburan dan penahanan aluminium yang sesungguhnya?
Sebagian besar masalah hidrogen produksi berasal dari kelembapan, bukan dari bahan kimia yang misterius. Pengambilan hidrogen biasanya dapat ditelusuri ke disiplin penanganan, atmosfer tungku, atau kondisi bahan baku.
Sumber hidrogen yang umum di pabrik aluminium
| Sumber | Bagaimana hidrogen memasuki lelehan | Gejala tanaman yang khas |
|---|---|---|
| Sisa basah atau pengembalian | Kelembaban akan terdisosiasi pada kontak dengan logam panas | Kenaikan hidrogen yang cepat setelah pengisian daya |
| Alat-alat dan skimmer yang lembap | Kontak air dengan permukaan leleh | Suar lokal, sampah, pengambilan gas |
| Sendok dan mesin cuci yang tidak dipanaskan | Pengembunan atau kelembapan sisa | Level gas variabel di antara pemanasan |
| Suasana tungku yang lembab | Uap air berinteraksi dengan lelehan yang terbuka | Pengambilan yang lambat namun gigih |
| Fluks dengan kontaminasi kelembaban | Sumber hidrogen selama perawatan | Kinerja degassing yang tidak konsisten |
| Produk pembakar | Pembakaran menghasilkan uap air | Kecenderungan gas yang tinggi pada tungku yang berventilasi buruk |
| Transfer turbulen | Pembaharuan permukaan yang konstan memperlihatkan logam yang masih baru | Lebih banyak oksidasi dan penyerapan gas |
Mengapa biaya daur ulang sering kali menimbulkan risiko
Aluminium daur ulang dapat menjadi bahan baku yang sangat baik, namun sering kali mengandung minyak, cat, oksida, dan riwayat paparan kelembapan yang bervariasi. Jika persiapan dan pengeringan tidak konsisten, risiko pengambilan hidrogen meningkat secara signifikan.
Mengapa waktu penahanan penting
Penahanan yang lama pada suhu tinggi memberikan hidrogen lebih banyak waktu untuk masuk ke dalam lelehan, terutama ketika permukaannya terbuka dan atmosfernya lembab. Inilah salah satu alasan mengapa pabrik yang baik tidak mengandalkan degassing darurat tahap akhir saja. Mereka juga mengurangi pengambilan di bagian hulu.
Kondisi proses mana yang paling meningkatkan kelarutan hidrogen atau pengambilan hidrogen?
Perilaku hidrogen bergantung pada lebih dari satu variabel. Suhu sangat penting, begitu pula atmosfer, waktu pemaparan, turbulensi, dan kimia paduan.
Variabel-variabel proses utama dan pengaruhnya
| Variabel | Efek pada hidrogen terlarut | Konsekuensi produksi |
|---|---|---|
| Suhu leleh yang lebih tinggi | Cenderung meningkatkan kelarutan hidrogen | Lebih banyak hidrogen dapat tetap berada di dalam cairan sebelum pengecoran |
| Kelembaban atau uap air yang tinggi | Meningkatkan potensi pengambilan hidrogen | Level gas naik dengan cepat |
| Waktu penahanan yang lama | Lebih banyak waktu untuk penyerapan | Risiko porositas yang lebih besar jika tidak ditangani |
| Penuangan atau pemindahan yang bergejolak | Memperbarui permukaan reaktif secara konstan | Lebih banyak pengambilan hidrogen dan lebih banyak pemasukan oksida |
| Permukaan tungku yang kotor dan gangguan sampah | Mengekspos logam ke kondisi pengoksidasi | Gabungan cacat gas dan inklusi |
| Kontrol fluks penutup yang buruk | Permukaan yang meleleh tetap terbuka | Kandungan gas yang bervariasi |
| Pengembalian yang sering dilakukan ulang | Siklus eksposur berulang | Penyimpangan proses dan hilangnya kebersihan |
Apakah kimia paduan mengubah perilaku hidrogen?
Ya, tetapi efeknya tidak selalu sederhana. Elemen-elemen paduan dapat memengaruhi:
- Kecenderungan oksidasi permukaan.
- Interaksi dengan inklusi.
- Karakteristik pemberian makan selama pembekuan.
- Sensitivitas porositas yang efektif.
- Tanggapan terhadap degassing.
Lebih aman untuk mengatakan bahwa kimia paduan memodifikasi risiko cacat terkait hidrogen daripada mengklaim satu aturan perubahan kelarutan universal di semua komposisi.
Pengaruh umum dari keluarga paduan
| Keluarga atau fitur paduan | Kekhawatiran umum terkait hidrogen |
|---|---|
| Paduan magnesium tinggi | Permukaan yang lebih reaktif, lebih banyak pembentukan oksida dan spinel |
| Paduan pengecoran yang mengandung silikon | Porositas dapat menjadi menonjol pada bagian yang kritis |
| Paduan sekunder daur ulang | Riwayat kontaminasi dan kelembapan yang bervariasi |
| Paduan billet berkualitas tinggi | Batas hidrogen yang ketat karena ekstrusi hilir dan kebutuhan permukaan |
| Paduan lempengan bergulir | Sensitivitas lecet dan inklusi selama penggulungan dan perlakuan panas |
Mengapa porositas hidrogen muncul pada beberapa coran dan tidak pada coran lainnya?
Ini adalah salah satu pertanyaan pabrik yang paling umum. Lelehan dapat memiliki kandungan hidrogen yang moderat dan masih dapat dituang dengan baik dalam satu geometri, sementara bagian lain gagal dengan buruk. Penjelasannya terletak pada efek gabungan dari kandungan hidrogen, laju pemadatan, kemampuan pengumpanan, tekanan, dan populasi oksida.
Kondisi utama yang mempengaruhi apakah pori-pori benar-benar terbentuk
- Tingkat hidrogen terlarut sebelum pengecoran.
- Adanya situs nukleasi pori seperti oksida atau bifilm.
- Tekanan pemadatan dalam cetakan atau cetakan.
- Laju pendinginan dan lebar zona lembek.
- Kemampuan pengecoran untuk memberi makan penyusutan.
- Ketebalan bagian lokal
- Desain cetakan dan turbulensi gerbang.
Mengapa proses bertekanan tinggi dapat menutupi sebagian masalah
Proses dengan tekanan logam yang tinggi dapat menekan ekspansi pori-pori gas yang terlihat. Bukan berarti hidrogen tidak relevan. Hal ini masih dapat memengaruhi kualitas internal, respons perlakuan panas, atau kinerja kebocoran.
Ekspresi cacat menurut jenis produk
| Jenis produk | Cacat umum terkait hidrogen |
|---|---|
| Billet cor DC | Porositas pusat, variasi permukaan ekstrusi, risiko lecet |
| Lempengan bergulir | Cacat gas internal, lecet setelah penggulungan panas atau perlakuan panas |
| Pengecoran gravitasi | Pori-pori gas di bagian yang tebal, kegagalan kebocoran, kemampuan mesin yang buruk |
| Pengecoran bertekanan rendah | Porositas internal jika kualitas lelehan tergelincir |
| Pasokan lelehan die casting | Masalah keketatan tekanan, gas yang terperangkap berinteraksi dengan cacat proses |
| Roda dan pengecoran struktural | Mengurangi umur kelelahan dan interaksi gas susut lokal |
Mengapa dua cetakan yang identik masih bisa memberikan hasil yang berbeda
Jika satu ladle dipegang lebih lama, jika satu jalur transfer lebih bergejolak, atau jika satu shift menggunakan pemanasan awal alat yang sedikit berbeda, tingkat hidrogen dan oksida dapat cukup berbeda untuk mengubah pembentukan pori. Inilah sebabnya mengapa kontrol proses yang disiplin lebih penting daripada penilaian berdasarkan penampilan.
Bagaimana para insinyur dan pengecoran mengukur hidrogen dalam aluminium cair?
Hidrogen tidak dapat dikontrol dengan baik jika tidak diukur. Pabrik terkemuka menggabungkan metode langsung dan tidak langsung tergantung pada nilai produk dan presisi yang diperlukan.
Metode evaluasi hidrogen dan porositas yang umum
| Metode | Apa yang diukur | Kekuatan | Batasan |
|---|---|---|---|
| Uji Tekanan Berkurang | Kecenderungan porositas di bawah vakum | Cepat dan praktis | Interpretasi tidak langsung dan bergantung pada operator |
| Indeks Kepadatan | Kecenderungan gas relatif berdasarkan perbedaan kepadatan | Kontrol tren yang berguna | Bukan konsentrasi hidrogen langsung |
| Gelembung Pertama atau penganalisis serupa | Pengukuran hidrogen terlarut langsung | Nilai kontrol proses yang kuat | Biaya peralatan dan disiplin kalibrasi yang diperlukan |
| Sampel pemadatan vakum | Tingkat keparahan porositas | Alat pembanding yang baik | Interpretasi masih diperlukan |
| Metalografi | Struktur pori aktual dan interaksi inklusi | Alat bantu akar penyebab yang kuat | Bukan metode lantai toko yang cepat |
| Ultrasonik atau sinar-X pada produk akhir | Deteksi cacat internal | Validasi yang kuat | Terlambat untuk mencegah masalah meleleh |
Mengapa indeks kerapatan tetap digunakan secara luas
Ini terjangkau, cepat, dan akrab. Tanaman dapat memanaskannya dengan panas. Kelemahannya adalah bahwa hal ini mencerminkan kecenderungan porositas, tidak hanya hidrogen terlarut. Inklusi dan praktik pengambilan sampel dapat memengaruhi hasilnya.
Produsen billet, slab, dan pengecoran struktural premium sering kali lebih memilih penganalisis langsung karena dapat mengurangi ambiguitas. Pengembangan proses menjadi lebih mudah ketika para insinyur dapat memisahkan kandungan hidrogen yang sebenarnya dari variabilitas sampel pengecoran.
Strategi pengendalian yang umum berdasarkan kematangan tanaman
| Tingkat tanaman | Praktik umum |
|---|---|
| Pengecoran dasar | Uji tekanan berkurang sesekali |
| Operasi kontrol sedang | Indeks kepadatan rutin ditambah log operator |
| Casthouse tingkat lanjut | Analisis hidrogen langsung, grafik tren, dan kontrol statistik |
| Pemasok kedirgantaraan atau otomotif premium | Pengukuran hidrogen langsung, kontrol penyertaan, validasi resep, dan penelusuran audit |
Metode mana yang paling efektif mengurangi kandungan hidrogen dalam aluminium cair?
Metode yang paling efektif dalam produksi modern adalah rotary degassing menggunakan gas inert, biasanya argon atau nitrogen, yang disebarkan melalui rotor grafit. Metode lain dapat membantu, tetapi pengolahan rotari tetap menjadi standar industri di banyak pabrik.
Metode pengendalian hidrogen yang dibandingkan
| Metode | Mekanisme utama | Kekuatan | Batasan |
|---|---|---|---|
| Degassing putar | Gelembung gas inert halus menghilangkan hidrogen dari lelehan | Efisiensi tinggi, pengulangan yang baik | Membutuhkan peralatan, suku cadang grafit, dan pengoperasian yang disiplin |
| Tombak statis menggelegak | Gelembung gas naik melalui lelehan | Penyiapan sederhana | Efisiensi yang lebih rendah karena gelembung yang kasar |
| Perawatan fluks | Membantu menghilangkan inklusi dan perlindungan permukaan | Mendukung kebersihan lelehan | Penyisihan hidrogen yang terbatas dibandingkan dengan pengolahan rotari |
| Perawatan vakum | Menurunkan tekanan parsial hidrogen | Kuat dalam sistem tertentu | Kurang umum di banyak lini aluminium standar |
| Hanya membaca permukaan saja | Menghilangkan sampah dari atas | Pembenahan rumah yang diperlukan | Tidak menghilangkan hidrogen terlarut |
| Pengeringan muatan yang lebih baik dan penanganan turbulensi rendah | Mencegah pengambilan hidrogen | Nilai pencegahan yang sangat baik | Tidak dapat menghilangkan gas yang sudah terlarut |
Mengapa pencegahan lebih murah daripada koreksi
Hidrogen termurah adalah hidrogen yang tidak pernah masuk ke dalam lelehan. Muatan kering, alat yang dipanaskan terlebih dahulu, transfer yang tenang, dan praktik penahanan tertutup mengurangi beban pada sistem degassing.
Mengapa perawatan putar juga membantu kebersihan
Gelembung gas halus yang dihasilkan oleh rotor grafit dapat membantu pengapungan oksida. Ini adalah salah satu alasan mengapa degassing yang dijalankan dengan baik dapat memperbaiki lebih dari satu kategori cacat.
Bagaimana kontrol hidrogen memengaruhi kinerja billet, slab, dan pengecoran di bagian hilir?
Banyak tim yang berpikir tentang hidrogen hanya dalam hal pori-pori yang terlihat pada permukaan rekahan. Dampak yang sebenarnya lebih luas.
Efek hilir yang terkait dengan kontrol hidrogen yang buruk
- Permukaan melepuh selama penggulungan atau pemanasan ulang
- Tekanan yang lebih rendah pada bagian cor.
- Umur kelelahan berkurang.
- Respon pengelasan yang buruk pada beberapa produk.
- Pemesinan yang tidak stabil.
- Lebih banyak serpihan selama pemeriksaan ultrasonik atau sinar-X.
- Keluhan pelanggan terkait kebocoran atau kualitas visual.
- Penampilan anodized yang tidak konsisten karena cacat di bawah permukaan.
Mengapa billet dan lempengan sangat sensitif
Produk tempa mengalami deformasi besar dan kemudian perlakuan panas. Cacat gas yang tersembunyi dapat terbuka, membesar, atau menjadi terlihat hanya setelah diproses lebih lanjut. Billet yang terlihat dapat diterima di rumah tuang dapat menimbulkan masalah hilir dalam ekstrusi atau pengerolan.
Tabel sensitivitas produk
| Rute produk | Mengapa kontrol hidrogen penting |
|---|---|
| Bilet ekstrusi | Permukaan akhir, ketahanan lecet, konsistensi profil |
| Lempengan bergulir | Kualitas lembaran, integritas foil, kontrol lecet |
| Pengecoran pengecoran | Kekencangan kebocoran, kemampuan mesin, sifat mekanis |
| Bagian struktural otomotif | Kelelahan, perilaku kecelakaan, integritas internal |
| Coran yang diberi perlakuan panas | Perluasan pori dan berkurangnya keandalan mekanis |
Apa yang harus ditentukan oleh para insinyur ketika menulis standar kontrol hidrogen?
Spesifikasi proses yang baik tidak boleh berhenti pada “menghilangkan lelehan.” Spesifikasi tersebut harus menentukan kriteria penerimaan yang terukur dan kondisi operasi.
Hal-hal praktis untuk dimasukkan dalam standar teknis
| Item spesifikasi | Mengapa ini penting |
|---|---|
| Kandungan hidrogen atau indeks kepadatan maksimum yang diijinkan | Menetapkan target kualitas yang terukur |
| Frekuensi pengambilan sampel | Mencegah penyimpangan “panas yang baik, panas yang buruk” |
| Jendela suhu leleh | Kelarutan dan efisiensi pengolahan tergantung pada suhu |
| Waktu penahanan yang diizinkan sebelum pengecoran | Membatasi reabsorpsi |
| Mengisi daya pengeringan dan kebutuhan pemanasan awal alat | Mengurangi pengambilan yang berhubungan dengan kelembapan |
| Jenis gas degassing | Argon dan nitrogen dapat berperilaku berbeda dalam ekonomi tanaman |
| Kecepatan rotor, waktu perawatan, dan kedalaman pencelupan | Membuat prosesnya dapat diulang |
| Kriteria untuk penggantian rotor grafit | Suku cadang yang aus mengurangi kualitas gelembung |
| Format pencatatan | Mendukung analisis akar masalah dan audit |
Mengapa batas penerimaan harus sesuai dengan rute produk
Pengecoran gravitasi dengan persyaratan kekencangan tekanan yang sederhana tidak memerlukan batas yang sama dengan yang digunakan pada rolling slab premium. Kemampuan proses dan kebutuhan pelanggan harus membentuk target.
Mengapa tren lebih penting daripada nilai tes tunggal
Satu hasil tes hanya memberikan gambaran. Standar yang kuat melacak tren dengan:
- Paduan
- tungku
- operator
- pergeseran
- resep perawatan.
- tingkat cacat hilir.
Hal ini menunjukkan apakah akar penyebabnya stabil atau berubah-ubah.
Apa yang harus diperiksa oleh tim pengadaan saat membeli peralatan degassing, rotor grafit, atau penganalisis hidrogen?
Artikel ini berfokus pada kelarutan hidrogen, namun banyak pembaca yang juga membutuhkan arahan pembelian karena ilmu pengetahuan secara langsung mendorong pilihan peralatan.
Daftar periksa pengadaan untuk sistem kontrol hidrogen
| Hal yang perlu dievaluasi | Apa yang harus ditanyakan pembeli |
|---|---|
| Unit degassing putar | Dapatkah kamera ini mempertahankan rpm, aliran gas, dan kedalaman pencelupan yang stabil? |
| Kelas rotor grafit | Kepadatan, kadar abu, pelapisan, dan masa pakai yang ditentukan? |
| Desain poros grafit | Apakah kontrol penyelarasan cukup kuat untuk mencegah goyangan? |
| Sistem pengiriman gas | Kemurnian dan stabilitas aliran apa yang dapat dijamin? |
| Akurasi penganalisis | Data rutin kalibrasi dan pengulangan apa saja yang tersedia? |
| Waktu tunggu suku cadang | Dapatkah pemasok mendukung kebutuhan penggantian yang mendesak? |
| Dukungan proses | Akankah pemasok membantu mengoptimalkan resep perawatan dalam produksi nyata? |
| Dokumentasi | Apakah prosedur pengoperasian, gambar, dan petunjuk perawatan disertakan? |
Mengapa biaya total lebih penting daripada harga satuan
Rotor berbiaya rendah yang menghasilkan ukuran gelembung yang tidak stabil dapat meningkat:
- konsumsi gas
- waktu perawatan
- memo
- generasi sampah
- waktu henti
- risiko pelanggan
Itu berarti, suku cadang termurah sering kali merupakan suku cadang yang mahal dalam produksi nyata.
Jika aluminium cair dapat menampung lebih banyak hidrogen daripada aluminium padat, maka setiap pabrik membutuhkan cara untuk mengendalikan celah tersebut sebelum pembekuan dimulai. Inilah sebabnya mengapa unit degassing, rotor grafit, penganalisis, dan komponen penanganan lelehan bukanlah aksesori opsional dalam jalur yang menuntut. Semua itu merupakan respons langsung terhadap penurunan kelarutan.
Kesalahpahaman umum apa yang menyebabkan masalah porositas berulang?
Bahkan pabrik yang berpengalaman pun terkadang mengulangi asumsi keliru yang sama.
Kesalahpahaman 1: “Lelehannya terlihat bersih, jadi hidrogennya pasti rendah.”
Permukaan yang terang tidak membuktikan rendahnya gas terlarut. Hidrogen tidak terlihat sampai menyebabkan masalah.
Kesalahpahaman 2: “Skimming menghilangkan hidrogen.”
Skimming menghilangkan sampah dan kontaminan yang mengambang. Skimming tidak menghilangkan hidrogen terlarut dari lelehan curah.
Kesalahpahaman 3: “Satu siklus degassing akan memperbaiki segalanya.”
Hidrogen dapat masuk kembali selama penahanan, pemindahan, atau penuangan yang bergejolak. Degassing harus dikombinasikan dengan penanganan yang disiplin.
Kesalahpahaman 4: “Hanya pengecoran logam yang membutuhkan kontrol hidrogen.”
Operasi billet, slab, foil stock, dan ekstrusi juga sangat sensitif, sering kali dengan cara yang muncul di bagian hilir.
Miskonsepsi 5: “Porositas hanya berarti gas, bukan penyusutan.”
Banyak cacat yang melibatkan keterbatasan gas dan pengumpanan. Tinjauan metalografi biasanya menunjukkan interaksi tersebut.
Kesalahan dan konsekuensi umum
| Kesalahan | Efek langsung | Hasil jangka panjang |
|---|---|---|
| Mengisi pengembalian basah | Pengambilan gas yang cepat | Porositas yang persisten di seluruh pergeseran |
| Degassing terlalu dini, lalu tahan lama | Penyerapan kembali sebelum pengecoran | Tes yang bagus, produk yang buruk |
| Terlalu banyak menyiram permukaan | Masuknya oksida | Gabungan cacat gas dan inklusi |
| Menggunakan rotor grafit yang sudah aus | Gelembung kasar, degassing lemah | Hidrogen yang lebih tinggi dan hasil yang bervariasi |
| Mengabaikan kalibrasi penganalisis | Kepercayaan diri yang salah | Keputusan proses yang buruk |
Bagaimana pabrik dapat mengurangi pengambilan hidrogen sebelum logam mencapai cetakan?
Program kontrol hidrogen terkuat dimulai sebelum lelehan memasuki stasiun degassing.
Tindakan pencegahan dengan nilai tinggi
- Keringkan dan panaskan bahan pengisi daya.
- Simpan pengembalian di bawah penutup.
- Panaskan terlebih dahulu alat, sendok sayur, mesin cuci, dan skimmer.
- Jaga agar atmosfer tungku tetap stabil.
- Meminimalkan waktu pemaparan lelehan terbuka.
- Kurangi transfer turbulen dan air terjun yang mengalir.
- Buanglah kotoran dengan lembut daripada mengaduknya ke dalam bak mandi.
- Verifikasi kemurnian gas dan kalibrasi penganalisis.
- Ganti komponen grafit yang aus sesuai jadwal.
- Sesuaikan waktu perawatan dengan volume lelehan yang sebenarnya.
Mengapa pencegahan dan penghapusan harus bekerja sama
Pencegahan menurunkan beban hidrogen yang masuk. Degassing menghilangkan gas terlarut yang tersisa. Filtrasi kemudian membantu dengan inklusi tersuspensi. Kualitas logam terbaik berasal dari strategi berlapis ini, bukan dari mengandalkan satu langkah saja.
Apa hubungan praktis antara kelarutan hidrogen, degassing, dan risiko porositas?
Hubungan ini dapat dirangkum dalam satu rantai proses:
- Kelembaban dan paparan memperkenalkan hidrogen ke dalam aluminium cair.
- Aluminium cair melarutkan hidrogen dengan mudah.
- Aluminium padat tidak dapat menampung jumlah yang sama.
- Pemadatan menolak hidrogen menjadi cairan yang tersisa.
- Jika hidrogen tidak memiliki tempat untuk pergi, maka akan terbentuk pori-pori.
- Porositas merusak kualitas dan meningkatkan sisa.
- Degassing dan penanganan yang disiplin akan memutus rantai ini.
Tabel ringkasan rantai proses
| Langkah | Acara metalurgi | Metode kontrol |
|---|---|---|
| Pengambilan hidrogen | Kelembaban berinteraksi dengan logam cair | Pengisian daya kering, pemanasan awal, atmosfer terkendali |
| Pembubaran dalam lelehan | Aluminium cair dapat menampung hidrogen dengan mudah | Waktu penahanan yang singkat, penanganan lelehan tertutup |
| Penolakan pemadatan | Padat menolak hidrogen menjadi cair | Turunkan hidrogen awal sebelum pengecoran |
| Nukleasi pori | Hidrogen terakumulasi dalam cairan yang terakhir membeku | Degassing, turbulensi rendah, lelehan bersih |
| Pembentukan cacat akhir | Pori-pori tetap terperangkap dalam produk | Pengujian, kontrol proses, inspeksi hilir |
Tanya Jawab tentang kelarutan hidrogen dalam aluminium cair vs aluminium padat
Hidrogen dalam Aluminium Cair: 10/10 FAQ
1. Mengapa hidrogen lebih mudah larut dalam aluminium cair daripada dalam bentuk padat?
Hal ini bermuara pada susunan atom. Aluminium cair memiliki struktur yang tidak teratur dengan lebih banyak “rongga” sementara dan mobilitas atom yang tinggi, sehingga memungkinkan atom hidrogen masuk dengan mudah. Setelah membeku menjadi kisi kristal kubik berpusat muka (FCC) yang rapat, ruang antar muka yang tersedia untuk menampung gas menjadi jauh lebih sedikit.
2. Seberapa besar kelarutan hidrogen dalam aluminium cair?
Perbedaannya sangat dramatis. Pada titik leleh, aluminium cair dapat menahan sekitar 10 hingga 20 kali lebih banyak hidrogen daripada fase padat. Penurunan kelarutan yang tiba-tiba selama perubahan fase ini adalah akar fisik dari hampir semua cacat terkait gas dalam pengecoran aluminium.
3. Apa yang terjadi pada hidrogen ketika aluminium membeku?
Saat logam membeku, fase padat “menolak” hidrogen terlarut ke dalam cairan yang tersisa. Hal ini menyebabkan konsentrasi hidrogen dalam cairan meroket hingga mencapai titik di mana ia membentuk gelembung gas. Jika gelembung-gelembung ini terperangkap oleh bagian depan yang padat, maka gelembung-gelembung ini akan tetap menjadi pori-pori internal.
4. Apakah hidrogen merupakan satu-satunya gas yang menjadi perhatian dalam aluminium?
5. Apakah suhu leleh yang lebih tinggi meningkatkan kelarutan hidrogen?
Ya. Kelarutan meningkat secara eksponensial dengan suhu. “Memanaskan” lelehan secara berlebihan tidak hanya memungkinkannya menahan lebih banyak hidrogen, tetapi juga meningkatkan laju reaksi aluminium dengan kelembapan atmosfer menjadi mengambil lebih banyak gas.
6. Dapatkah skimming menghilangkan hidrogen terlarut?
7. Apa metode industri terbaik untuk mengurangi hidrogen?
Rotary Degassing adalah standar industri. Dengan menginjeksikan gelembung halus gas inert (Argon atau Nitrogen) melalui rotor grafit yang berputar, atom hidrogen berdifusi ke dalam gelembung dan dibawa ke permukaan di mana mereka dilepaskan dengan aman.
8. Mengapa pengecoran dapat menunjukkan porositas bahkan setelah degassing?
9. Bagaimana pabrik menguji hidrogen dalam aluminium cair?
KONTROL KUALITAS
Alat yang paling umum adalah Uji Tekanan Tereduksi (RPT), yang memperbesar kandungan gas untuk pemeriksaan visual. Penggunaan operasi yang lebih tepat Indeks Kepadatan perhitungan atau penganalisis hidrogen terlarut langsung (seperti Alscan atau Telegas) untuk data numerik waktu nyata.
10. Mengapa kontrol hidrogen penting dalam produksi billet dan slab?
Ringkasan teknis akhir
Kelarutan hidrogen dalam aluminium cair versus aluminium padat adalah salah satu konsep terpenting dalam metalurgi aluminium. Logam cair dapat menampung lebih banyak hidrogen daripada logam padat. Selama pembekuan, perbedaan tersebut mengubah gas terlarut menjadi ancaman porositas. Inilah sebabnya mengapa perlakuan peleburan tidak hanya tentang penyesuaian kimia atau skimming permukaan. Ini adalah tentang mengelola transisi termodinamika yang secara alami mendorong hidrogen keluar dari larutan pada saat yang paling buruk, tepat di dalam produk selama pemadatan.
Pelajaran praktisnya sudah jelas:
- Aluminium cair dapat menyerap hidrogen dengan mudah, terutama dalam kondisi panas, basah, dan bergejolak.
- Aluminium padat memiliki kapasitas hidrogen yang sangat rendah.
- Penurunan kelarutan selama pembekuan adalah penyebab langsung porositas gas.
- Oksida, bifilm, dan pemberian makan yang buruk membuat cacat menjadi lebih parah.
- Pencegahan dimulai dengan muatan kering, peralatan kering, dan penanganan lelehan yang tenang.
- Kontrol memerlukan pengukuran, bukan tebakan visual.
- Rotary degassing dan kontrol proses yang disiplin tetap menjadi pusat dalam pengecoran aluminium berkualitas.
Dalam pemikiran proses AdTech, topik ini bukanlah masalah laboratorium yang sempit. Hal ini memengaruhi spesifikasi peralatan, desain penanganan lelehan, praktik degassing, pemilihan rotor grafit, pilihan penganalisis, dan kualitas pelanggan akhir. Setiap insinyur, manajer produksi, atau spesialis pengadaan yang bekerja dengan aluminium harus memahami kontras kelarutan ini dengan jelas, karena hal ini menjelaskan mengapa beberapa panas meleleh dengan bersih sementara yang lain menghasilkan porositas, lecet, dan kegagalan hilir yang mahal.
