Tungku penuaan aluminium adalah unit pemrosesan termal penting yang dirancang untuk meningkatkan sifat mekanik paduan aluminium melalui pengerasan presipitasi. Dengan mempertahankan suhu yang tepat-biasanya antara 175°C dan 205°C (350°F hingga 400°F)-untuk durasi perendaman tertentu, tungku ini memfasilitasi pengendapan terkontrol elemen paduan. Proses ini mengubah aluminium lunak, diekstrusi, atau dituang menjadi komponen berkekuatan tinggi dan tahan lama yang cocok untuk aplikasi kedirgantaraan, otomotif, dan konstruksi. Untuk pembeli industri, efisiensi tungku penuaan secara langsung menentukan kekerasan akhir (status T6), kekuatan tarik, dan biaya operasional lini produksi.
Mekanisme Pengerasan Presipitasi
Untuk memahami perlunya tungku penuaan, kita harus memahami metalurgi yang terjadi di dalam ruangan. Paduan aluminium, khususnya seri 6xxx dan 7xxx, tidak mencapai kekuatan penuhnya segera setelah ekstrusi atau pengecoran. Mereka membutuhkan siklus termal dua langkah.
Pertama, logam menjalani perlakuan panas larutan. Di sini, elemen paduan seperti magnesium dan silikon larut ke dalam matriks aluminium. Pendinginan yang cepat (quenching) menjebak elemen-elemen ini dalam larutan padat jenuh. Logam tetap relatif lunak dan dapat digunakan pada tahap ini.
Langkah kedua adalah di mana Tungku Penuaan Aluminium ADtech Hal ini terbukti sangat penting. Langkah ini disebut “Penuaan Buatan.”
Selama fase ini, tungku memanaskan material hingga suhu sedang. Energi panas yang ditambahkan memungkinkan atom-atom yang terperangkap berdifusi melalui kisi logam. Mereka membentuk endapan halus (cluster) yang menghambat pergerakan dislokasi dalam struktur kristal. Resistensi terhadap pergerakan dislokasi inilah yang kami ukur sebagai peningkatan kekerasan dan kekuatan.
Jika suhu tungku berfluktuasi sedikit saja, endapan dapat tumbuh terlalu besar (over-aging), mengurangi kekuatan, atau gagal terbentuk secara memadai (under-aging). Oleh karena itu, fungsi utama peralatan kami bukan hanya memanaskan, tetapi presisi termal absolut.
Jenis-jenis Tungku Penuaan Aluminium
Fasilitas industri memiliki kebutuhan yang berbeda berdasarkan hasil produksi dan ruang lantai. Kami biasanya mengkategorikan unit-unit ini ke dalam dua konfigurasi utama.
1. Oven Penuaan Batch
Oven batch memproses muatan aluminium secara terpisah. Forklift atau sistem troli otomatis memuat rak profil atau suku cadang ke dalam ruangan. Pintu-pintu menutup, dan siklus pemanasan dimulai.
-
Terbaik untuk: Fasilitas dengan ukuran produk yang bervariasi atau yang membutuhkan siklus penuaan yang berbeda untuk paduan yang berbeda (misalnya, beralih antara 6061 dan 6063).
-
Keunggulan ADtech: Unit batch kami menggunakan aliran udara reversibel berkecepatan tinggi. Hal ini menjamin bahwa profil di bagian tengah tumpukan mencapai suhu yang sama dengan yang ada di bagian luar.

2. Tungku Penuaan Berkelanjutan
Sistem ini menggunakan konveyor atau perapian rol. Profil aluminium bergerak melalui ruang pemanas dengan kecepatan yang ditetapkan. Panjang tungku dan kecepatan gerak menentukan waktu perendaman.
-
Terbaik untuk: Lini produksi bervolume tinggi yang menghasilkan jenis paduan tunggal dengan dimensi yang konsisten.
-
Manfaat Operasional: Menghilangkan waktu henti pemuatan/pembongkaran di antara siklus, merampingkan integrasi alur kerja dengan mesin ekstrusi.

Perbandingan Konfigurasi Tungku
Tabel berikut ini menguraikan perbedaan operasional untuk membantu dalam memilih mesin yang tepat untuk pabrik Anda.
| Fitur | Tungku Penuaan Batch | Tungku Penuaan Berkelanjutan |
| Fleksibilitas | Tinggi (dapat mengubah siklus per beban) | Rendah (dirancang untuk kondisi stabil) |
| Jejak kaki | Tersedia opsi ringkas dan vertikal | Membutuhkan ruang lantai linier yang signifikan |
| Konsumsi Energi | Lebih tinggi per unit (kehilangan panas saat pintu dibuka) | Lebih rendah (retensi termal yang stabil) |
| Throughput | Dibatasi oleh waktu siklus + pemuatan | Volume tinggi terus menerus |
| Aplikasi Ideal | Ekstrusi khusus, campuran paduan yang beragam | Produksi massal terstandarisasi |
Parameter Kritis untuk Perlakuan Panas T6
Mencapai temper T6 adalah tujuan standar untuk aluminium struktural. Temperatur ini menunjukkan bahwa logam tersebut telah diberi perlakuan panas dan berumur secara artifisial. Untuk mencapai target ini secara konsisten, para insinyur ADtech fokus pada tiga variabel yang tidak dapat dinegosiasikan.
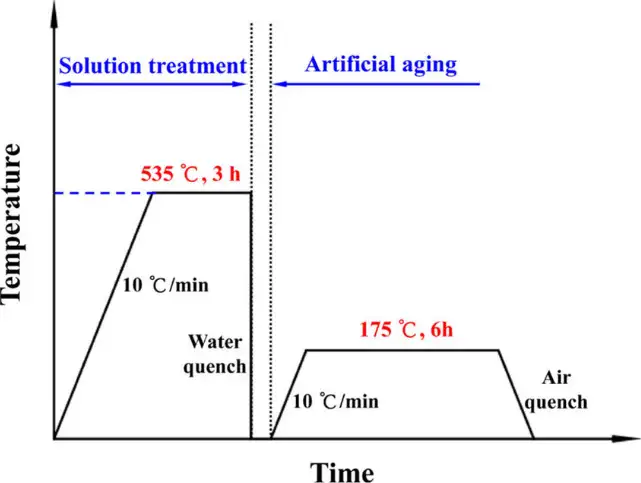
Ilustrasi skematis prosedur perlakuan panas T6
Keseragaman Suhu
Margin untuk kesalahan sangat tipis. Spesifikasi kedirgantaraan standar (seperti AMS 2750) sering kali menuntut keseragaman dalam plus atau minus 3°C hingga 5°C.
Jika bagian atas oven bersuhu 200°C tetapi bagian bawahnya 190°C, batch akan memiliki sifat mekanis yang tidak konsisten. Bagian yang berada di bawah mungkin gagal dalam uji kekuatan luluh, sementara bagian yang berada di atas mungkin rapuh.
Solusi ADtech: Kami menggunakan kontrol zonasi yang berbeda dan kipas Variable Frequency Drive (VFD) untuk menyeimbangkan tekanan udara dan distribusi panas secara dinamis.
Presisi Waktu Rendam
Waktu rendam dimulai hanya ketika termokopel terdingin dalam beban mencapai titik setel. Memulai pengatur waktu sebelum waktunya akan menghasilkan material yang belum cukup umur. Sebaliknya, memperpanjang waktu akan membuang bahan bakar dan dapat menurunkan kualitas logam.
Sistem PLC modern pada tungku ADtech memonitor suhu logam inti, bukan hanya suhu udara, sehingga memicu pengatur waktu rendam hanya ketika beban benar-benar jenuh.
Laju Pemanasan (Ramp-Up)
Pemanasan yang cepat diinginkan untuk hasil, tetapi kejutan termal harus dihindari untuk geometri yang kompleks. Pembakar dan elemen pemanas kami dimodulasi untuk memberikan peningkatan yang cepat namun terkendali, mengurangi waktu siklus tanpa melengkungkan profil aluminium.
Rekayasa ADtech: Mengapa Kualitas Pembuatan Peralatan Itu Penting
Membeli tungku yang sudah tua adalah pengeluaran modal yang dimaksudkan untuk bertahan selama beberapa dekade. Perbedaan antara oven generik dan solusi khusus ADtech terletak pada detail konstruksinya.
Isolasi dan Efisiensi Termal
Biaya energi merupakan bagian besar dari biaya operasional (OPEX). Kami menggunakan modul serat keramik dengan kepadatan tinggi daripada batu bata standar. Bahan ini memiliki massa termal yang rendah, yang berarti tidak menyerap panas. Sebaliknya, bahan ini memantulkan panas kembali ke beban. Hal ini menghasilkan waktu pemanasan yang lebih cepat dan mengurangi konsumsi gas atau listrik.
Dinamika Aliran Udara
Udara yang tergenang adalah musuh perlakuan panas. Perpindahan panas dalam rentang suhu ini sangat bergantung pada konveksi, bukan radiasi.
Desain kami menampilkan sistem aliran udara Volume Tinggi, Kecepatan Rendah.
-
Volume Tinggi: Memastikan udara panas yang segar terus-menerus melewati logam.
-
Kecepatan Rendah: Mencegah profil aluminium tipis agar tidak tertiup angin atau saling menggores di dalam ruang.
Analisis Ekonomi: Pemanas Gas vs Pemanas Listrik
Pertanyaan yang sering diajukan oleh para manajer fasilitas adalah mengenai sumber energi. Pilihannya tergantung pada tarif utilitas dan infrastruktur setempat.
Gas Alam / LPG:
-
Kelebihan: Secara umum biaya operasional yang lebih rendah di banyak wilayah; tingkat pemanasan yang lebih cepat karena output BTU yang tinggi.
-
Kekurangan: Membutuhkan sistem pembuangan; lebih banyak perawatan pada pembakar; penyetelan yang tepat diperlukan untuk mencegah produk sampingan pembakaran yang mempengaruhi permukaan akhir (meskipun jarang terjadi pada sistem pembakaran tidak langsung).
Hambatan Listrik:
-
Kelebihan: Suasana bersih 100%; operasi senyap; efisiensi termal hampir 100% (sumber ke ruang); perawatan yang lebih rendah.
-
Kekurangan: Listrik sering kali lebih mahal per kW/setara dengan gas; waktu penyalaan yang lebih lambat kecuali jika kepadatan elemennya sangat tinggi.
Tabel di bawah ini memberikan gambaran biaya-manfaat secara umum untuk fasilitas berukuran sedang.
| Penggerak Biaya | Sistem Berbahan Bakar Gas | Sistem Listrik |
| Belanja modal awal | Sedang | Lebih rendah |
| Biaya Bahan Bakar | Rendah (Tergantung wilayah) | Tinggi (Tergantung wilayah) |
| Pemeliharaan | Tinggi (Penyetelan pembakar, perawatan flu) | Rendah (Penggantian elemen) |
| Kontrol Suhu | Luar biasa (dengan modulasi) | Superior (kontrol SCR) |
| Jejak Karbon | Lebih tinggi (Emisi langsung) | Lebih rendah (Tergantung kisi-kisi) |
Studi Kasus: Peningkatan Efisiensi 15% di Pabrik Manufaktur Ohio
Untuk menunjukkan dampak peningkatan ke ADtech Aluminium Aging Furnace, kami memeriksa proyek retrofit baru-baru ini.
Profil Klien: Produsen komponen otomotif yang berbasis di Dayton, Ohio, Amerika Serikat.
Tanggal Proyek: Maret 2023.
Tantangan: Klien mengoperasikan dua oven yang sudah tua sejak tahun 1998. Mereka menghadapi dua masalah utama:
-
Kekerasan yang tidak konsisten: Pembacaan kekerasan Webster bervariasi secara signifikan di seluruh batch 6061 bumper.
-
Pemborosan Energi: Kulit luar tungku yang lama terasa panas saat disentuh (sekitar 60°C), yang mengindikasikan kehilangan panas yang sangat besar.
Solusi ADtech:
Kami memasang Tungku Batch Pintu Ganda berukuran untuk profil 8 meter.
-
Isolasi: Serat keramik setebal 250mm yang ditingkatkan menjadi 250mm.
-
Sirkulasi: Memasang sistem udara aliran silang dengan kipas angin otomatis setiap 15 menit.
-
Kontrol: Mengintegrasikan sistem SCADA untuk pencatatan data dan pemantauan jarak jauh.
Hasil (Validasi Juni 2023):
-
Pengurangan Energi: Konsumsi gas turun sebesar 15.4% per ton aluminium yang diproses.
-
Kualitas: Penyimpangan kekerasan berkurang hingga mendekati nol. Setiap bagian lulus QC.
-
Throughput: Waktu peningkatan yang cepat memangkas 45 menit dari setiap siklus, sehingga memungkinkan satu beban ekstra setiap 48 jam.
Panduan Pemeliharaan dan Pemecahan Masalah
Bahkan mesin yang paling tangguh pun memerlukan perawatan. Mengabaikan perawatan dapat menyebabkan “titik dingin” di dalam tungku, yang secara langsung mengakibatkan logam menjadi lunak dan klaim ditolak.
Jadwal Pemeriksaan Rutin
-
Mingguan: Periksa pembacaan termokopel terhadap probe master.
-
Bulanan: Periksa segel pintu. Segel yang bocor adalah penyebab nomor satu dari perbedaan suhu di dekat zona pintu.
-
Triwulan: Bersihkan kipas blower. Debu aluminium dapat menumpuk pada bilah kipas, menyebabkan ketidakseimbangan dan mengurangi volume aliran udara.
Memecahkan Masalah Cacat Umum
| Cacat / Gejala | Kemungkinan Penyebab | Tindakan Korektif |
| Kekerasan Rendah (Di bawah umur) | Suhu terlalu rendah atau siklus terlalu pendek. | Verifikasi akurasi termokopel; Perpanjang waktu rendam. |
| Melepuh di Permukaan | Suhu terlalu tinggi (Terlalu panas). | Periksa overshoot suhu selama peningkatan; Kalibrasi pengontrol. |
| Warna/Kekerasan yang Tidak Konsisten | Sirkulasi aliran udara yang buruk. | Periksa putaran kipas; Pastikan jarak beban memungkinkan udara melewatinya. |
| Pemanasan Lambat | Kerusakan burner atau kegagalan elemen. | Periksa tekanan gas; Uji ketahanan pada elemen pemanas. |
Tren Masa Depan dalam Perlakuan Panas Aluminium
Industri sedang beralih ke “Pengolahan Termal Cerdas.” ADtech berada di garis depan evolusi ini.
Keputusan Berdasarkan Data:
Pembeli modern menuntut ketertelusuran. Sistem kami sekarang mencatat setiap detik dari siklus panas. Data ini dilampirkan pada ID batch. Jika klien mempertanyakan kualitas balok yang digunakan pada jembatan lima tahun dari sekarang, produsen dapat menarik kurva pemanasan yang tepat dari hari produksi tersebut.
Pemulihan Panas Limbah:
Untuk tungku gas, kami menerapkan penukar panas yang menangkap panas gas buang untuk memanaskan udara pembakaran. Teknologi ini mendorong peringkat efisiensi yang lebih tinggi, selaras dengan tujuan keberlanjutan global.
Algoritma Khusus Paduan:
Pengontrol yang lebih baru menampilkan resep yang telah ditetapkan sebelumnya untuk paduan yang muncul (seperti aluminium-lithium). Operator cukup memilih tingkat paduan, dan tungku menyesuaikan laju ramp dan waktu rendam secara otomatis untuk mencegah kesalahan operator.
Pertanyaan yang Sering Diajukan (FAQ)
Berikut ini adalah jawaban atas pertanyaan paling umum mengenai tungku dan proses penuaan aluminium.
1. Berapa suhu standar untuk penuaan aluminium 6061?
Untuk aluminium 6061 untuk mencapai temper T6, suhu standar biasanya 177°C (350°F) yang ditahan selama kurang lebih 8 jam. Namun, waktu dan suhu dapat dipertukarkan; suhu yang lebih tinggi (205°C) membutuhkan waktu yang lebih singkat (2-3 jam) tetapi dapat mengorbankan beberapa kekuatan tarik.
2. Apa perbedaan antara penuaan alami dan penuaan buatan?
Penuaan alami terjadi pada suhu kamar selama beberapa hari (temper T4). Proses ini sedikit meningkatkan kekuatan tetapi lambat dan tidak stabil. Penuaan buatan terjadi dalam tungku pada suhu tinggi (temper T6), memberikan kekuatan dan stabilitas maksimum dengan cepat.
3. Mengapa sirkulasi aliran udara sangat penting dalam oven yang sudah tua?
Pada suhu 200°C, perpindahan panas terutama terjadi secara konvektif. Tanpa sirkulasi udara yang kuat, panas yang terpancar dari dinding akan memasak bagian luar beban sementara bagian tengahnya tetap dingin. Sirkulasi menjamin seluruh beban mencapai suhu target secara bersamaan.
4. Dapatkah saya menggunakan tungku yang sama untuk paduan aluminium yang berbeda?
Ya, tetapi Anda harus menyesuaikan parameter siklus. 6063 memerlukan pengaturan waktu/suhu yang berbeda dibandingkan dengan 7075. Pengontrol programmable ADtech memungkinkan Anda menyimpan “Resep” untuk setiap paduan.
5. Bagaimana cara mengetahui apakah aluminium saya sudah terlalu tua?
Aluminium yang terlalu tua akan kehilangan kekuatan tarik dan kekerasannya. Secara efektif menjadi lebih lunak. Hal ini terjadi jika suhu terlalu tinggi atau logam terlalu lama berada di dalam tungku, menyebabkan endapan menjadi terlalu kasar.
6. Berapa umur tipikal dari tungku penuaan ADtech?
Dengan perawatan yang tepat pada lapisan dan komponen mekanis, cangkang struktural dan sistem insulasi dapat bertahan lebih dari 20 tahun. Komponen elektronik dan pembakar biasanya memerlukan perbaikan setiap 5-7 tahun.
7. Berapa banyak energi yang dikonsumsi oleh tungku penuaan aluminium?
Hal ini bervariasi tergantung pada kepadatan beban dan kualitas insulasi. Tungku ADtech yang sangat efisien biasanya mengkonsumsi antara 18 hingga 25 meter kubik gas alam per ton aluminium yang diproses selama siklus.
8. Fitur keselamatan apa saja yang disertakan?
Fitur standar termasuk pengontrol batas suhu berlebih (tidak tergantung pada PLC utama), relai pengaman api (untuk gas), panel pelepas ledakan, dan kunci pengaman pintu yang memutus daya ke kipas angin/pemanas saat dibuka.
9. Apakah posisi aluminium di dalam oven mempengaruhi kualitas?
Dalam oven yang dirancang dengan buruk, ya. Dalam oven ADtech, tidak. Kami menguji oven kami untuk memastikan deviasi suhu berada dalam batas standar di seluruh volume, dari atas ke bawah dan dari depan ke belakang.
10. Dapatkah saya melakukan retrofit pada tungku yang sudah ada untuk meningkatkan kinerja?
Ya. Memasang kembali burner baru, meningkatkan insulasi, atau memasang sistem kontrol modern dengan kipas VFD adalah cara yang hemat biaya untuk memulihkan kinerja tanpa membeli cangkang yang sama sekali baru.
Kesimpulan
Pemilihan sebuah tungku penuaan aluminium bukan sekadar pembelian utilitas; ini adalah investasi dalam kemampuan produk. Apakah Anda memproduksi ekstrusi arsitektur atau komponen kedirgantaraan, keandalan proses perlakuan panas Anda menentukan reputasi Anda di pasar.
ADtech menggabungkan keahlian metalurgi dengan rekayasa termal canggih untuk menghasilkan tungku yang menjamin keseragaman, efisiensi energi, dan daya tahan. Dengan mengontrol variabel yang tidak terlihat - aliran udara, ramp termal, dan perendaman yang tepat - kami memastikan kualitas nyata dari produk aluminium Anda.
