Untuk sebagian besar tugas pengecoran aluminium, a filter busa keramik dengan 30 PPI memberikan keseimbangan yang efektif antara retensi partikel dan keluaran logam, menghasilkan coran yang lebih bersih, cacat permukaan yang lebih sedikit, dan kinerja mekanis yang lebih dapat diprediksi dibandingkan dengan alternatif yang lebih kasar atau lebih halus.
1. Ikhtisar
Filter busa keramik 30 PPI memberikan kehalusan filtrasi kelas menengah yang memerangkap inklusi nonlogam dan mengurangi turbulensi sambil mempertahankan aliran logam yang stabil untuk banyak proses pengecoran aluminium yang umum, termasuk pengecoran pasir, pengecoran cetakan permanen, dan pengecoran semi-kontinyu untuk profil dan billet. Untuk pengecoran yang mencari peningkatan kualitas yang andal dengan penurunan tekanan terbatas, 30 PPI sering kali dipilih.

2. Apa yang dimaksud dengan “PPI” dan mengapa jumlah pori-pori penting
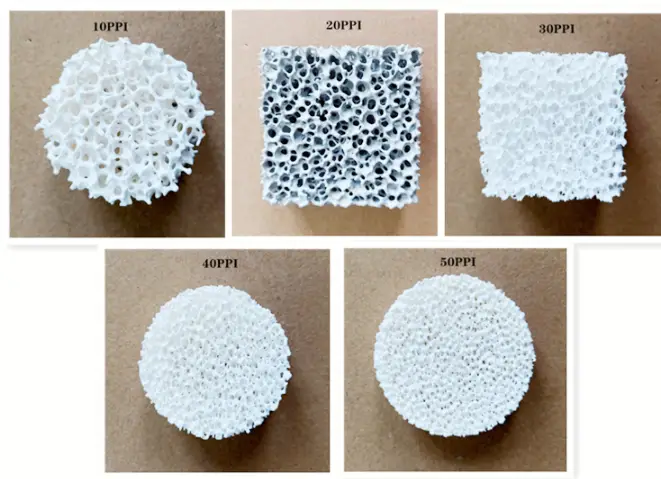
PPI adalah singkatan dari pori-pori per inci. Metrik ini menggambarkan jumlah rata-rata sel terbuka yang diukur pada satu inci linier dari template busa yang digunakan untuk membuat filter keramik. Nilai PPI yang lebih tinggi menunjukkan jaringan sel yang lebih halus dan oleh karena itu saluran yang lebih kecil melalui badan keramik. Ukuran pori mempengaruhi dua atribut kinerja penting:
-
Kemampuan retensi partikel: pori-pori yang lebih halus menjebak inklusi yang lebih kecil.
-
Resistensi hidraulik: pori-pori yang lebih halus meningkatkan pembatasan aliran, yang mungkin memerlukan area filter yang lebih besar atau laju penuangan yang lebih lambat.
Memilih PPI yang tepat untuk pengecoran tertentu bergantung pada distribusi ukuran inklusi dalam lelehan, kecepatan pengisian yang diinginkan, geometri pengecoran, dan toleransi pemesinan hilir.
Baca juga: Harga Filter Busa Keramik 2026.
3. Kimia keramik yang umum digunakan untuk filter busa
Filter busa keramik diproduksi dari beberapa bahan dasar. Setiap bahan kimia memberikan keseimbangan yang berbeda antara ketahanan goncangan termal, kekuatan mekanis, dan kompatibilitas bahan kimia dengan paduan cair tertentu.
-
Berbasis alumina: Banyak digunakan untuk aluminium dan paduannya. Stabilitas termal yang baik dan netralitas kimiawi terhadap lelehan aluminium yang khas.
-
Silikon karbida (SiC): Konduktivitas termal yang lebih tinggi dan ketahanan mekanis. Umum digunakan apabila diperlukan ketahanan mekanis yang lebih kuat.
-
Zirkonia stabil: Digunakan untuk aplikasi suhu tinggi atau kemurnian tinggi ketika reaktivitas yang sangat rendah sangat penting.
Produsen terkadang memasok formulasi hibrida atau komposit untuk menyesuaikan dengan kebutuhan proses.
4. Bagaimana kinerja struktur 30 PPI dalam pengecoran aluminium cair
Busa 30 PPI menawarkan keseimbangan: ukuran saluran cukup kecil untuk mencegat banyak inklusi non-logam yang umum sementara masih memungkinkan aliran logam yang wajar selama penuangan. Poin-poin kinerja praktis meliputi:
-
Penangkapan inklusi: Efektif untuk sampah dan fragmen oksida yang umum tanpa menyebabkan head loss yang berlebihan.
-
Keseragaman aliran: Jaringan sel terbuka mengurangi semburan lokal dan mendorong pengisian cetakan secara merata. Hal ini menurunkan masuknya udara yang diakibatkan oleh turbulensi dan mengurangi oksidasi ulang.
-
Toleransi guncangan termal: Keramik PPI 30 yang disinter dengan benar dapat bertahan dalam beberapa siklus penanganan jika dituangkan dengan benar, tetapi pencelupan cepat dalam lelehan super panas dapat menyebabkan keretakan jika protokol pemanasan awal tidak ada.

5. Aturan ukuran dan praktik pemasangan
Ukuran dan pemasangan filter yang tepat sangat penting untuk hasil yang dapat diprediksi. Prinsip-prinsip berikut ini berfungsi sebagai titik awal yang praktis.
Aturan utama
-
Rasio area filter terhadap area throttle: Pertahankan rasio yang mencegah kecepatan yang berlebihan melalui permukaan filter. Praktik industri menyarankan area filter beberapa kali lipat dari area gating untuk coran tipis; coran yang lebih tebal mentolerir rasio yang lebih rendah.
-
Orientasi filter: Tempatkan filter dengan sel yang disejajarkan secara tegak lurus terhadap aliran untuk efisiensi penyaringan terbaik.
-
Penyegelan tepi: Pastikan runner terpasang dengan kencang untuk mencegah terjadinya bypass. Gunakan paking tahan api keramik atau tempat duduk yang tepat untuk menghilangkan celah.
-
Panaskan terlebih dahulu: Panaskan filter untuk menghilangkan kelembapan dan meminimalkan risiko sengatan panas. Metode pemanasan awal yang umum termasuk menempatkan filter dalam tungku pada suhu yang terkendali untuk waktu yang singkat sebelum digunakan.
Tabel 1: Pemilihan filter tipikal menurut aplikasi
| Jenis aplikasi | Pilihan PPI yang umum | Dasar pemikiran |
|---|---|---|
| Pengecoran pasir struktural besar | 10 hingga 20 PPI | Aliran lebih cepat, tangkapan inklusi yang lebih besar, tekanan balik yang lebih rendah. |
| Coran aluminium umum | 30 PPI | Filtrasi dan aliran yang seimbang untuk berbagai geometri bagian. |
| Komponen kedirgantaraan presisi tinggi | 40 hingga 60 PPI | Filtrasi yang sangat halus diperlukan untuk memenuhi standar permukaan dan metalurgi yang ketat. |
| Pengecoran / billet berkelanjutan | 20 hingga 40 PPI | Tergantung pada paduan dan kecepatan produksi. |
6. Rekomendasi area filter dan rasio aliran
Laju aliran logam melalui filter tergantung pada ketebalan filter, porositas, PPI, dan pressure head. Aturan praktis yang digunakan oleh pengecoran yang berpengalaman:
-
Menambah area filter ketika beralih dari PPI yang lebih kasar ke PPI yang lebih halus untuk menjaga head loss dalam batas yang dapat diterima. Sebagai contoh, berpindah dari 20 PPI ke 30 PPI sering kali membutuhkan peningkatan area yang moderat.
-
Mempertahankan profil pengisian yang lembut untuk pengecoran dinding tipis dengan menggunakan area permukaan filter yang lebih besar.
-
Beberapa filter kecil secara paralel dapat mengurangi penurunan tekanan sekaligus menjaga performa penangkapan yang baik.
Tabel 2: Parameter fisik yang representatif untuk 30 filter PPI
| Properti | Rentang atau nilai yang umum | Catatan |
|---|---|---|
| Porositas (sel terbuka) | 60 hingga 90 persen | Porositas tinggi menghasilkan retensi massa yang lebih rendah dan head loss yang lebih rendah |
| Toleransi suhu pengoperasian | Hingga suhu aluminium cair | Bervariasi dengan bahan kimia dan pengikat yang digunakan |
| Ketebalan tipikal (pelat standar) | 10 hingga 50 mm | Banyak pengecoran menggunakan 50 mm untuk bagian yang lebih besar |
| Ukuran wajah yang umum | 178 × 178 mm, 254 × 254 mm, 305 × 305 mm | Ukuran stok umum dari produsen |
7. Langkah-langkah produksi dan kontrol kualitas
Filter busa keramik mengikuti urutan yang dapat direproduksi dari templat polimer hingga pembakaran akhir. Tahapan utama dan pemeriksaan QA yang relevan:
-
Pemilihan busa polimer: Pilih templat sel terbuka sintetis dengan PPI target.
-
Impregnasi: Lapisi template dengan bubur keramik yang sesuai dengan bahan kimia yang diinginkan. Mengontrol kandungan padatan dengan hati-hati.
-
Pengeringan: Menghilangkan pelarut tanpa menyebabkan pembentukan kulit atau keretakan.
-
Kelelahan dan sintering: Menghilangkan kerangka polimer, kemudian memadatkan ikatan keramik pada suhu tinggi. Memantau penyusutan dan struktur mikro.
-
Inspeksi: Verifikasi dimensi, pemeriksaan cacat visual, pengukuran porositas, dan pengujian aliran percobaan dalam kondisi simulasi.
-
Penelusuran batch: Tandai batch untuk melacak proses tungku dan lot bahan baku.
Parameter kualitas yang perlu diverifikasi termasuk keseragaman PPI, tidak adanya retakan makro, persentase porositas yang diinginkan, dan hambatan aliran yang dapat diterima.
8. Perbandingan dengan jumlah pori lainnya
Memilih PPI yang tepat membutuhkan analisis tradeoff. Tabel di bawah ini merangkum konsekuensi umum.
Tabel 3. Perbandingan PPI
| PPI | Penggunaan umum | Kelebihan | Kekurangan |
|---|---|---|---|
| 10 | Pengecoran berat, penyaringan kasar | Pembatasan aliran rendah, kuat | Penangkapan partikel halus yang terbatas. |
| 20 | Komponen aluminium berat secara umum | Retensi sedang, aliran yang dapat diterima | Mungkin melewatkan inklusi yang lebih kecil. |
| 30 | Sebagian besar coran aluminium umum | Penangkapan dan aliran yang seimbang | Mungkin membutuhkan area yang sedikit lebih luas dibandingkan dengan 20 PPI. |
| 40 | Kualitas tinggi, fitur-fitur yang bagus | Penangkapan partikel halus yang lebih baik | Penurunan tekanan yang lebih tinggi, potensi pengurangan kecepatan tuang. |
| 50+ | Penggunaan kedirgantaraan atau penggunaan khusus yang presisi | Kehalusan filtrasi maksimum | Kehilangan kepala yang signifikan, sering kali membutuhkan area wajah yang lebih besar. |
9. Kompatibilitas dengan sistem degassing, fluks, dan gating
Penyaringan paling efektif bila diintegrasikan ke dalam proses kualitas lelehan yang lengkap. Praktik terbaik meliputi:
-
Lakukan degassing sebelum penyaringan untuk mengurangi kandungan hidrogen dan memecah lapisan oksida besar yang akan menyumbat saluran filter.
-
Terapkan fluks bila diperlukan untuk menghilangkan oksida permukaan sebelum penuangan. Filter menangkap partikel residu tetapi tidak menggantikan fluks yang tepat.
-
Desain gating untuk mengurangi turbulensi bagian hulu filter. Gunakan bagian choke untuk memperlambat aliran dan menghindari benturan pada permukaan filter.
10. Sifat fisik yang khas dan batas pengoperasian
Performa filter tergantung pada dimensi, bahan, dan struktur mikro.
-
Kepadatan: Filter keramik ringan dibandingkan dengan refraktori padat karena porositas terbuka yang tinggi.
-
Penanganan mekanis: Busa keramik rapuh jika tertekan atau tertekuk. Dukungan dengan rangka yang kaku apabila digunakan dalam jalur penuangan otomatis.
-
Bersepeda termal: Paparan berulang kali terhadap gradien termal yang besar dapat memicu keretakan; pemanasan awal dan laju pencelupan yang terkontrol mengurangi risiko tersebut.
11. Manfaat untuk metalurgi pengecoran dan peningkatan hasil
Manfaat praktis dan terukur yang terkait dengan penggunaan filter 30 PPI yang dipilih dengan benar, antara lain:
-
Jumlah inklusi yang lebih rendah dalam coran jadi, sehingga mengurangi penolakan pemesinan.
-
Permukaan akhir yang lebih baik dan porositas yang lebih rendah di zona dekat permukaan.
-
Sifat mekanis yang lebih konsisten melalui pengurangan cacat internal.
-
Mengurangi sisa dan pengerjaan ulang yang meningkatkan hasil pengecoran secara keseluruhan dan biaya per bagian.
Studi kasus dari beberapa pemasok melaporkan pengurangan cacat dan penghematan hilir yang nyata ketika filter busa diintegrasikan dengan degassing dan desain gating yang baik.
12. Pemecahan masalah umum dan solusi
Berikut ini adalah masalah berulang yang dihadapi pengecoran dengan 30 filter PPI dan solusi yang direkomendasikan.
-
Masalah: Penurunan tekanan yang cepat atau penyumbatan selama penuangan.
Solusi: Periksa beban sampah yang berlebihan dalam lelehan dan kurangi kecepatan penuangan; tingkatkan area permukaan filter atau gunakan elemen paralel. Degassing di bagian hulu dapat mengurangi penyumbatan. -
Masalah: Filter retak saat direndam.
Solusi: Terapkan prosedur pemanasan awal dan sesuaikan kecepatan pencelupan. Verifikasi kadar kelembapan filter sebelum digunakan. -
Masalah: Aliran pintas di sekitar tepi filter.
Solusi: Perbaiki tempat duduk, gunakan gasket, atau desain ulang runner untuk memaksa logam melewati permukaan filter.
13. Pengadaan, pemicu biaya, umur simpan, penyimpanan, penanganan
Komponen biaya untuk filter busa keramik meliputi bahan baku, kualitas template, tenaga kerja dan waktu tungku selama sintering, dan finishing. Pembelian dalam jumlah besar akan mengurangi harga satuan, sementara bahan kimia khusus akan meningkatkan biaya.
Kiat penyimpanan dan penanganan:
-
Tetap kering dalam kemasan tertutup untuk mencegah kelembapan.
-
Simpan datar pada rak yang stabil untuk menghindari pembengkokan.
-
Putar stok oleh FIFO untuk menghindari penyimpanan dalam jangka waktu lama yang dapat memungkinkan terjadinya adsorpsi kelembapan atau degradasi kemasan.
Tabel 4: Contoh ukuran untuk tingkat penuangan aluminium yang umum
| Ukuran permukaan filter (mm) | Kisaran aliran massa tipikal (kg/menit) | PPI yang direkomendasikan untuk rentang tersebut |
|---|---|---|
| 178 × 178 | 25-50 | 20-30 PPI untuk penggunaan umum |
| 254 × 254 | 45-100 | 30 PPI untuk penyaringan yang seimbang |
| 305 × 305 | 90-170 | 20-30 PPI dalam banyak kasus pengecoran |
| 381 × 381 | 147-280 | Gunakan PPI yang lebih kasar atau beberapa elemen secara paralel |

14. Poin lingkungan, kesehatan, dan keselamatan
Filter keramik mengandung keramik lembam yang menimbulkan bahaya kimiawi yang rendah setelah disinter. Namun, praktik yang aman memerlukan perhatian pada langkah-langkah produksi dan penanganan:
-
Kontrol debu selama pemotongan atau pemangkasan: Gunakan ventilasi pembuangan lokal dan APD saat mengerjakan keramik kering.
-
Asap pembakaran pengikat: Mengelola gas buang selama pembakaran dengan ventilasi tungku yang tepat.
-
Pembuangan: Filter bekas yang terkontaminasi residu logam mungkin perlu dibuang melalui prosedur limbah pengecoran.
30 Filtrasi Busa Keramik PPI: Pertanyaan Umum Pengoptimalan Teknis
1. Mengapa pengecoran memilih 30 PPI daripada 20 PPI?
2. Dapatkah filter 30 PPI menangani suhu pengecoran kontinu?
3. Bagaimana seharusnya filter dipanaskan terlebih dahulu dengan benar?
4. Apakah saya memerlukan PPI yang berbeda untuk paduan aluminium yang berbeda?
5. Dapatkah saya menggunakan kembali filter busa keramik?
6. Seberapa besar ukuran filter harus relatif terhadap area gating?
7. Bahan kimia mana yang memberikan ketahanan guncangan termal terbaik?
8. Masalah apa yang mengarah ke “pelintasan filter”?
9. Bagaimana PPI berhubungan dengan ukuran pori-pori mikron?
PPI adalah hitungan struktural, bukan pengukuran mikron langsung. Geometri sel dan ketebalan dinding bervariasi menurut produsen. Akan tetapi, sebagai patokan:
30 PPI ≈ bukaan 500 - 700 µm
Selalu konsultasikan kurva aliran pemasok Anda untuk mendapatkan data efisiensi penyaringan yang tepat.
10. Di mana saya bisa mendapatkan sumber filter 30 PPI berkualitas?
Rekomendasi akhir untuk pengecoran yang memilih 30 PPI
-
Pasangkan filter dengan pembersih lelehan hulu seperti degassing dan fluks untuk memperpanjang usia filter dan mengurangi penyumbatan.
-
Jalankan uji coba kecil dengan tingkat gating dan penuangan yang realistis untuk mengukur head loss dan inklusi yang ditangkap sebelum peluncuran produksi penuh.
-
Meminta kurva aliran pabrikan dan sertifikat material untuk mengonfirmasi kualitas sintering dan penurunan tekanan yang diharapkan.
-
Performa batch dokumen sehingga teknisi proses dapat menghubungkan pilihan filter ke metrik hasil.
