La filtration sur tube constitue une méthode fiable pour éliminer les inclusions non métalliques et les oxydes entraînés de l'aluminium en fusion, ce qui permet d'obtenir un flux de métal plus uniforme et de réduire considérablement les taux de rebut. Lorsqu'ils sont correctement spécifiés et installés, les filtres tubulaires en alumine poreuse offrent une filtration plus fine que de nombreux filtres en mousse, améliorent l'état de surface de la coulée et augmentent le rendement au premier passage, tout en exigeant une manipulation thermique de routine et une conception adaptée des portes pour éviter le colmatage et les chocs thermiques.
1. Qu'est-ce que la filtration sur tube et pourquoi est-elle importante dans la coulée de l'aluminium ?
La filtration sur tube utilise des tubes céramiques rigides et poreux placés sur le chemin de la fonte pour piéger les inclusions et briser les films d'oxyde tout en permettant à l'aluminium fondu de passer. Les tubes filtrants sont le plus souvent installés dans des auges, des tubes à tige, des poches ou des boîtiers de filtre en ligne et sont courants dans les lignes de coulée par gravité, à basse pression et dans certaines lignes de coulée continue. Le principal avantage est la réduction des inclusions qui, autrement, provoqueraient des défauts de surface, des défauts internes, des fermetures à froid et des propriétés mécaniques moindres.
L'expérience de l'industrie montre que l'utilisation d'un filtre à tubes correctement adapté entre le four et le moule réduit les taux de défauts et améliore la stabilité du traitement en aval. Cette amélioration se traduit par moins de retouches, moins de pièces de rebut et une meilleure acceptation par le client pour les pièces moulées dont la finition est critique.

2. Matériaux de base et fabrication des tubes filtrants
Matériaux typiques
-
Alumine fondue (Al₂O₃)L'aluminium en fusion : le plus courant en raison de sa bonne résistance chimique à l'aluminium en fusion et de ses bonnes propriétés thermiques.
-
Céramiques stabilisées à la zirconeLes alliages d'aluminium : utilisés pour les alliages à haute température ou lorsque la robustesse mécanique est nécessaire.
-
Particules d'alumine liéesLe système d'information sur la santé : il est parfois proposé sous forme de cartouches qui combinent les particules en un corps rigide.
Notes sur la fabrication
Les tubes filtrants sont fabriqués en formant des corps céramiques poreux dont la taille des grains et les profils de frittage sont contrôlés. La porosité et la tortuosité finales déterminent l'indice de filtration nominal et les caractéristiques de perte de charge. Les fabricants classent souvent les qualités en fonction de la taille des grains ou de la taille nominale de capture des particules afin de faciliter la sélection des tubes en fonction de la distribution de la taille des inclusions dans la matière fondue.
3. Comment fonctionne la filtration sur tube dans la pratique de la fonderie
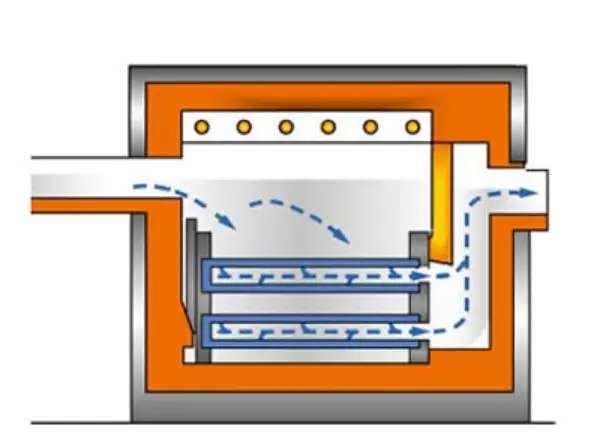
Un flux d'aluminium fondu approchant le filtre est forcé à travers de nombreux petits pores interconnectés. Les inclusions et les fragments d'oxyde plus grands que le diamètre effectif des pores sont capturés dans la matrice du filtre ou piégés dans les canaux tortueux. Le filtre dissipe également les flux turbulents, favorisant un remplissage laminaire qui réduit l'entraînement des oxydes de surface pendant le remplissage du moule.
Mécanismes clés :
-
Tamisage mécaniqueLes particules les plus grosses sont retenues à la gorge des pores.
-
Interception et adsorptionLes particules plus petites se fixent sur les parois des pores en raison de la géométrie de l'écoulement.
-
Flottation et agglomération en avalle filtre peut modifier la structure du flux de sorte que les particules minuscules aient plus de chances de s'agglomérer et d'être capturées.
Note pratique : les filtres tubulaires sont passifs ; leur efficacité dépend fortement de la propreté de la matière fondue, du contrôle de la température de la matière fondue et des processus de dégazage en amont. La combinaison de la filtration tubulaire avec le dégazage en ligne ou le dégazage rotatif donne généralement les meilleurs résultats.
| Fonctionnalité | Filtre en mousse céramique (CFF) | Système de filtration tubulaire |
| Zone de filtration | Standard (plan unique) | 3-5x plus grand (Multi-tube) |
| Élimination des inclusions fines | Bon | Excellent (haute précision) |
| Qualité du métal | Fonte générale | Feuilles haut de gamme / Aérospatiale |
| Revêtement réfractaire | Simple | Caisson filtrant spécialisé |
4. Qualité des filtres, taille des pores et critères de sélection
Le choix de la bonne qualité de filtre tubulaire est un équilibre entre la taille d'inclusion visée, la perte de charge acceptable, la durée du cycle de coulée et la chimie de la matière fondue. La plupart des fournisseurs proposent des tailles de pores graduées ou des codes de taille de grain qui correspondent à l'efficacité de capture nominale.
Critères de sélection types
-
Type d'alliage et de moulageLes alliages aérospatiaux à haute résistance exigent une filtration plus fine que les moulages en sable à usage général.
-
Débit et hauteur de pressionLes systèmes à faible hauteur de chute ne peuvent pas utiliser de filtres très fins en raison d'une perte de pression excessive.
-
Distribution de la taille des inclusionsL'échantillonnage en laboratoire ou l'analyse en ligne permet de déterminer le seuil nécessaire.
-
Risque de choc thermiqueLes filtres fins à parois minces peuvent se fissurer en cas de préchauffage inapproprié.
-
Résistance mécaniqueles tubes collés sont plus résistants lorsqu'ils sont fréquemment manipulés.
Les fabricants publient des tableaux des qualités et des applications recommandées. L'utilisation d'une qualité légèrement plus grossière dans une conduite gravitaire à faible hauteur de chute peut empêcher un colmatage prématuré tout en assurant une élimination significative des inclusions.
5. Modèles courants de filtres tubulaires et méthodes de montage
Modèles
-
Cartouches tubulaires droitesLes systèmes d'alimentation en eau : de simples cylindres insérés dans des boîtiers ou des auges.
-
Ensembles de tubes de tigeFiltre : filtre placé à la base d'un tube de tige pour nettoyer le métal extrait du fond du four lors de chaque cycle de coulée. Recommandé pour le moulage des roues et autres pièces de précision.
-
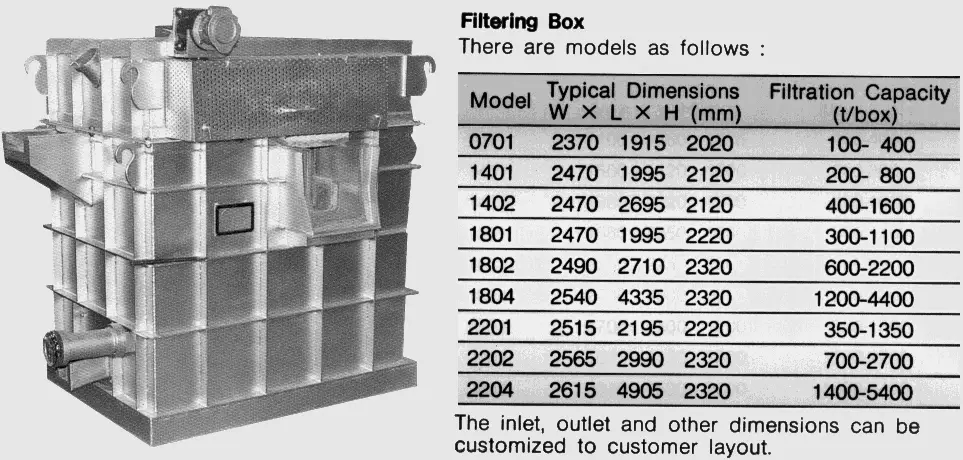
Cartouches dans des boîtes: plusieurs tubes montés en parallèle à l'intérieur d'un caisson filtrant pour les débits importants.
Considérations relatives au montage
-
ScellementLes joints doivent résister à l'environnement du métal en fusion ou concevoir un joint mécanique avec du réfractaire. Les joints doivent résister à l'environnement du métal en fusion ou concevoir un joint mécanique avec du réfractaire.
-
OrientationLe montage horizontal ou vertical modifie le mode d'obturation et la manipulation. L'orientation verticale favorise généralement l'autonettoyage en permettant aux inclusions piégées de se déposer sous le niveau de fusion.
-
Support de préchauffageL'utilisation d'un système de fixation doit permettre un préchauffage et une insertion en toute sécurité, sans choc thermique.
6. Installation, gestion thermique et meilleures pratiques de manipulation
Un filtre tubulaire doit être manipulé avec précaution afin d'éviter toute fracture et de réduire le risque de choc thermique.
Préchauffage et insertion
-
Préchauffer les tubes à filtre à une température appropriée (selon les indications du fabricant) afin d'éliminer l'humidité et de réduire le gradient thermique lors de l'insertion.
-
Utilisez une rampe contrôlée pour l'immersion directe ; évitez de laisser tomber des filtres froids dans la masse fondue chaude.
Conseils opérationnels
-
Maintenir la température de fusion dans la zone recommandée pour l'alliage et le type de filtre afin d'éviter une attaque chimique ou un colmatage prématuré.
-
Combinez la filtration sur tube avec un piège à gros grains ou un écrémage en amont pour prolonger la durée de vie.
-
Inspecter régulièrement les joints et le boîtier pour vérifier qu'il n'y a pas de fuites permettant le contournement du métal.
Sécurité
-
Utilisez des outils de protection et des bâtis ou des élévateurs mécaniques pour les cartouches lourdes.
-
Former les opérateurs aux techniques d'insertion sûres et à la réaction d'urgence en cas de rupture du filtre.
-
Maintenir la surveillance de l'oxygène et des gaz combustibles à proximité des stations de traitement des filtres.
Les fabricants mettent l'accent sur une manipulation thermique correcte car les corps en céramique sont fragiles et peuvent se briser s'ils sont exposés à des changements de température rapides.
7. Performances de filtration : mesures, essais et avantages escomptés
Mesures à suivre
-
Efficacité de la capture de l'inclusionPourcentage de réduction des particules au-dessus d'une taille donnée après filtration.
-
Perte de charge: mesurée à travers le filtre au débit de fonctionnement. Des chutes plus importantes indiquent une charge ou une qualité trop fine.
-
Débit avant remplacementVolume de matière fondue filtrée par élément avant une perte de débit inacceptable ou un retour de défauts.
-
Amélioration du rendementLes conditions de travail sont les suivantes : réduction du pourcentage de rebut ou réduction de la tolérance d'usinage.
Avantages typiques
-
Réduction des défauts de surface dans les pièces usinées.
-
Amélioration de l'uniformité des propriétés mécaniques.
-
Réduction de la porosité et des défauts liés à l'oxyde.
-
Réduction des besoins de filtration en aval.
Les méthodes d'essai comprennent le comptage des particules de laitier piégé en laboratoire, l'inspection métallographique des échantillons coulés et les statistiques sur les défauts au niveau du moule. De nombreuses fonderies associent des filtres tubulaires à des plaques de mousse céramique pour capturer un large spectre de tailles d'inclusion.
8. Comparaisons : filtres à tubes contre mousse céramique, Filtres à particules collées et filtres en tissu
Vous trouverez ci-dessous un résumé comparatif destiné à faciliter la prise de décision.
Tableau 1. Caractéristiques comparatives des médias de filtration en aluminium les plus courants
| Fonctionnalité | Filtres à tubes (alumine poreuse) | Filtres en mousse céramique | Filtres à particules collés | Tissus et toiles filtrantes |
|---|---|---|---|---|
| Finesse de capture typique | Fin à très fin | Moyen à grossier | Moyenne ; forte | Variable ; souvent grossier |
| Perte de charge | Modéré à élevé pour les qualités fines | Plus faible par unité de surface | Modéré | Faible (mais durée de vie limitée) |
| Résistance mécanique | Élevé (rigide) | Modéré | Haut | Faible à modéré |
| Sensibilité aux chocs thermiques | Élevée si la paroi est mince | Modéré | Modéré | Élevé pour certains tissus |
| Meilleure utilisation | Pièces moulées de précision, systèmes de tubes à tige | Tirages de gros volumes, boîtes de triage | Service durable dans les pompes et les auges | Cas supplémentaires ou spécialisés |
| Coût typique par unité | Modéré à élevé | Faible à modéré | Plus élevé | Faible |
Ce tableau reflète les caractéristiques typiques documentées par les fournisseurs et les ingénieurs de fonderie.
Observations :
-
Les filtres tubulaires permettent souvent une élimination plus précise que les plaques de mousse pour certaines gammes de taille d'inclusion.
-
Les filtres en mousse céramique offrent une grande surface de filtration à moindre coût et sont préférés pour de nombreuses applications à haut volume.
9. Considérations pratiques : coût, inventaire et économie du cycle de vie
Le coût total de la filtration dépend
-
Prix unitaire des éléments filtrants.
-
Fréquence des changements et coût des temps d'arrêt.
-
Réduction des rebuts et récupération de la valeur grâce à la diminution des défauts.
-
Main-d'œuvre d'intégration et matériel de manutention.
Une simple estimation du cycle de vie :
-
Calculer le coût par tonne filtrée : (coût de l'élément + main-d'œuvre + élimination) / tonnes filtrées par élément.
-
Estimer les économies réalisées par tonne grâce à la réduction des défauts (moins de reprises, moins d'usinage, moins de retours clients).
-
Comparer pour déterminer l'horizon temporel du seuil de rentabilité ou du retour sur investissement.
Étant donné que les filtres à tubes peuvent être réutilisés pour un nombre déterminé de cycles, en fonction du système, et que les éléments de qualité fine se chargent souvent plus rapidement, il convient de maintenir une politique de stock axée sur le débit et les délais d'exécution prévus. De nombreuses fonderies font état d'un retour sur investissement en quelques semaines ou quelques mois lorsque les filtres éliminent des inclusions difficiles à détecter qui, autrement, entraîneraient d'importantes pertes de rendement au niveau de la ferraille.
10. Dépannage et modes de défaillance courants
Symptôme : augmentation soudaine de la perte de charge
Causes possibles :
-
Colmatage du filtre dû à une charge d'inclusion élevée ou à la pénétration de scories.
-
Fermeture par frittage pour éviter toute réaction avec les flux ou les revêtements.
Action : arrêter la coulée, remplacer ou rétrocéder si la conception le permet, inspecter l'écrémage en amont.
Symptôme : craquement du filtre lors de l'insertion
Causes possibles :
-
Choc thermique dû à un préchauffage inadéquat.
-
Impact mécanique lors de la manipulation.
Action : revoir la procédure de préchauffage, inspecter les outils de manutention.
Symptôme : contournement et taux de défectuosité inchangé
Causes possibles :
-
Mauvaise étanchéité ou mauvaise orientation du montage.
Action : vérifier les joints mécaniques, les voies d'accès et s'assurer que tout le métal passe à travers le filtre.
Symptôme : forte accumulation d'aluminium à la surface du filtre
Causes possibles :
-
Réaction chimique due à des contaminants ou à des résidus de flux.
Action : vérifier la composition chimique de la fonte et l'utilisation de flux ; essayer une autre qualité de filtre ou un autre matériau.
Un flux de dépannage simple permet d'isoler rapidement les problèmes en amont par rapport au filtre et de minimiser les temps d'arrêt.
11. Instantanés d'études de cas et exemples sectoriels
-
Filtration des tubes de tige pour le moulage des roues: Les filtres à tube de tige placés au point de tirage du four réduisent les inclusions d'oxyde lors du tirage du métal pour la coulée de la roue, améliorant ainsi l'intégrité de la roue. Pyrotek documente une réduction significative des inclusions à l'aide d'éléments montés sur le tube de tige.
-
Réseaux de cartouches pour les casthouses à haut débit: Les caissons filtrants avec tubes céramiques parallèles sont utilisés dans les lignes à haut débit pour maintenir une faible perte de charge tout en conservant la surface de filtration. Ces systèmes sont couramment utilisés dans les opérations d'alimentation des laminoirs.
-
Dégazage et filtration combinés: De nombreuses fonderies associent le dégazage rotatif en ligne à des filtres tubulaires en aval pour éliminer les particules résiduelles après la flottation des gaz. Cette approche combinée permet d'obtenir l'amélioration la plus importante de la qualité de la fonte.
12. Considérations relatives à l'environnement, à la sécurité et à la réglementation
-
Élimination: Les éléments céramiques usagés contiennent des inclusions piégées et doivent être traités comme des déchets de fonderie. Recyclez-les ou éliminez-les conformément aux réglementations locales.
-
Poussière: La manipulation d'éléments céramiques secs peut générer de la poussière ; utilisez des mesures de contrôle de la poussière et des EPI.
-
Sécurité des opérateurs: Les opérations sur métaux chauds nécessitent des procédures strictes pour l'insertion, le retrait et la manipulation d'urgence.
Les fonderies doivent documenter les procédures de manipulation des filtres dans le cadre de leur système de gestion de la sécurité et conserver les enregistrements des changements d'éléments à des fins de traçabilité.
13. Liste de contrôle de la mise en œuvre et tableau de maintenance
Tableau 2. Liste de contrôle de la mise en œuvre avant la première utilisation
| Étape | Action |
|---|---|
| 1 | Examiner les recommandations des fournisseurs en matière de qualité pour votre alliage et votre procédé de coulée |
| 2 | Préparer le boîtier ou le tube de la tige avec les joints et les fixations adéquats |
| 3 | Former le personnel aux procédures de préchauffage et d'insertion |
| 4 | Stocker des éléments de rechange et des pièces d'étanchéité pour une semaine de fonctionnement |
| 5 | Effectuer des moulages de qualification initiaux et mesurer le nombre d'inclusions |
Tableau 3. Programme d'entretien courant (exemple)
| Fréquence | Tâche | Notes |
|---|---|---|
| Quotidiennement | Contrôle visuel des joints du boîtier et du trajet de la matière fondue | Vérifier qu'il n'y a pas de voies de contournement |
| Hebdomadaire | Enregistrement de la perte de charge et du débit | Les tendances évitent les surprises |
| Mensuel | Inspecter les éléments stockés pour vérifier qu'ils ne sont pas endommagés | Remplacer ceux qui présentent des lignes de fracture |
| Par changement d'élément | Documenter le volume filtré et la raison du remplacement | Maintenir la traçabilité |
Filtration des tubes céramiques et moulage de précision FAQ
1. Quelle est la différence entre les filtres à tubes et les plaques de mousse céramique dans la pratique ?
2. Comment choisir l'indice de porosité approprié pour mon alliage ?
3. Les filtres tubulaires peuvent-ils être utilisés avec le moulage sous pression (LPDC) ?
4. À quelle fréquence faut-il changer l'élément filtrant d'un tube ?
5. Les filtres à tubes protègent-ils contre l'hydrogène dissous ou la porosité du gaz ?
6. Quelle méthode de préchauffage est recommandée pour les tubes en céramique ?
7. Comment puis-je vérifier la performance de la filtration dans ma fonderie ?
La vérification se fait par l'intermédiaire de :
- Analyse métallographique : L'examen des coupes transversales polies pour les comptages d'inclusion.
- Tests K-Mold ou PoDFA : Évaluation quantitative de la propreté de la matière fondue.
- Suivi de la ferraille : Corrélation entre l'utilisation des filtres et la réduction des rebuts d'usinage.
8. Les filtres tubulaires peuvent-ils être nettoyés et réutilisés ?
9. Les filtres modifient-ils le schéma d'écoulement dans les systèmes de portes ?
10. Quelles sont les industries qui bénéficient le plus de la filtration tubulaire ?
-
- Billet d'extrusion
| L'industrie | Bénéfice |
|---|---|
| Aérospatiale | Élimination des défauts critiques pour la sécurité des vols. |
| Automobile | Amélioration de la durée de vie des outils dans l'usinage CNC des blocs moteurs. |
| Réduction des lignes de découpe et des défauts de surface. |
Les segments à haute performance sont les plus avantageux en raison de leurs exigences strictes en matière de propriétés mécaniques et de leur tolérance zéro défaut.
Recommandations pratiques finales
-
Traiter la filtration sur tube comme un élément d'un programme de qualité de la fonte. Associez-la au dégazage et à un bon écrémage.
-
Valider la sélection de la qualité du filtre à l'aide de moulages d'essai et d'une analyse des inclusions avant le déploiement à grande échelle.
-
Investissez dans la formation et les équipements de manutention afin de minimiser les dommages causés par les chocs thermiques et de garantir la sécurité de l'opérateur.
-
Surveillez la chute de pression, les mesures de défauts et le débit des éléments afin d'ajuster les intervalles de remplacement et de contrôler les coûts.
