Dégazage rotatif à l'aide d'un rotor en graphite Lorsque la géométrie du rotor, le type et le débit du gaz, la vitesse de rotation, la profondeur d'immersion et la durée du traitement sont adaptés à la chimie de l'alliage et au volume de la fonte, il est possible d'obtenir des réductions typiques de l'hydrogène à un chiffre de ppm et des réductions spectaculaires de la porosité, tout en conservant des coûts d'exploitation et un impact sur la durée du cycle acceptables.
1. Qu'est-ce que le dégazage rotatif et pourquoi est-il important ?
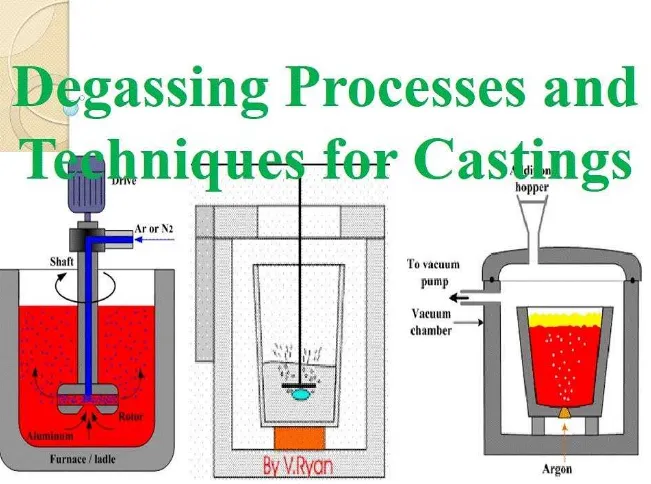
Unité de dégazage rotative est une technique de traitement de la matière fondue qui consiste à disperser un gaz de purge inerte dans l'aluminium en fusion au moyen d'une sonde rotative équipée d'une roue ou d'un rotor. Le processus repose sur la création d'une forte population de petites bulles de gaz qui s'élèvent dans la masse fondue et agissent comme des collecteurs mobiles d'hydrogène dissous et de fragments d'oxyde minuscules ; les bulles de gaz capturent ces contaminants et les transportent à la surface où ils sont éliminés. Pour les fondeurs d'aluminium ciblant des composants à faible porosité, le dégazage rotatif est une pratique standard car il est robuste, contrôlable et s'adapte du banc d'essai à la production en grande quantité.

Pourquoi le dégazage rotatif est-il souvent choisi en production ?
-
Efficacité élevée d'élimination de l'hydrogène dissous lorsque les variables du procédé sont optimisées.
-
Compatible avec une large gamme d'alliages et d'échelles de production.
-
Fonctionnement propre avec des systèmes fermés qui minimisent la réabsorption et la contamination.
2. Principes physiques fondamentaux du dégazage à bulles
Le dégazage rotatif repose sur le transfert de masse et la physique des écoulements diphasiques. Mécanismes clés :
-
Transfert de masse gaz-liquide : L'hydrogène se diffuse de la matière fondue dans la bulle sous l'effet des différences de pression partielle. La surface de la bulle et le temps de séjour sont les principaux facteurs du taux de transfert.
-
Entraînement des particules par les bulles : Les films d'oxyde et les inclusions adhèrent aux surfaces des bulles ou sont piégés dans les sillages des bulles. Une hydrodynamique appropriée augmente l'efficacité de la collecte.
-
Contrôle de la rupture des bulles et de la coalescence : Les bulles plus petites ont une surface plus importante par rapport au volume et capturent plus d'hydrogène par unité de gaz ; la géométrie et la vitesse du rotor contrôlent la distribution du diamètre des bulles.
-
Limite thermodynamique : Il existe une efficacité théorique supérieure pour le dégazage, régie par l'équilibre entre le gaz dissous dans la matière fondue et la phase gazeuse ; l'optimisation du processus vise à s'approcher de cette limite dans la pratique.
3. Matériaux du rotor en graphite et notes de fabrication
Le graphite est le matériau de rotor préféré dans de nombreuses fonderies et unités de traitement de l'aluminium car il combine la tolérance aux chocs thermiques, la résistance à la corrosion dans les environnements d'aluminium en fusion et l'usinabilité dans des formes de roue complexes qui favorisent la formation de fines bulles.
Qualités et propriétés typiques des rotors en graphite
Vous trouverez ci-dessous un tableau condensé des spécifications illustrant les propriétés courantes des rotors de dégazage industriels. Les valeurs sont représentatives ; les fournisseurs fournissent les fiches techniques des qualités exactes.
| Propriété | Gamme typique |
|---|---|
| Densité apparente | 1,6 - 1,85 g/cm³ |
| Porosité | 10% - 25% (en fonction du processus) |
| Résistance à la flexion | 10 - 85 MPa |
| Température de service maximale | > 1000 °C (graphite stable en atmosphère inerte) |
| Diamètres typiques | 70 mm - 250 mm (rotor) |
| Finition de la surface | Rainures ou ailettes usinées pour créer une dispersion uniforme des bulles |
Les sources provenant des fournisseurs de l'industrie font état de paramètres de qualité similaires et soulignent la nécessité d'adapter la qualité à la géométrie du rotor et à l'environnement de fonctionnement (contrôle de l'oxydation, revêtements anti-oxydation si nécessaire).
Méthodes de fabrication
-
Le graphite moulé et le graphite pressé isostatiquement sont courants. Les tolérances d'usinage et le contrôle de la porosité interne sont importants pour éviter une défaillance prématurée.
-
Des traitements anti-oxydation ou des revêtements sacrificiels sont parfois utilisés lors d'opérations à proximité de la surface de fusion ou lors d'expositions prolongées à l'oxygène ambiant.
4. Architecture de l'unité de dégazage rotative et composants auxiliaires
Un système de dégazage rotatif prêt pour la production est plus qu'un rotor sur un arbre. Une unité complète comprend généralement
-
Moteur électrique ou pneumatique avec variateur de vitesse précis et accouplement.
-
Système de mesure du gaz et de contrôle du débit (débit massique ou rotamètre plus régulateur).
-
Station de préchauffage ou séquence d'insertion contrôlée pour éviter le choc thermique du rotor.
-
Joints et raccords rapides conçus pour permettre le remplacement du rotor en toute sécurité et sans temps d'arrêt prolongé.
-
Panneau de contrôle local ou intégration PLC pour enregistrer la vitesse, le débit de gaz et les temps de traitement.
Disposition typique d'un module (blocs fonctionnels)
-
Armoire de contrôle et de surveillance
-
Moteur et convertisseur de fréquence pour le contrôle progressif de la vitesse
-
Collecteur d'alimentation en gaz et filtre (alimentation en azote/argon)
-
Ensemble rotor-arbre avec accouplement et supports antivibratoires
-
Cadre de montage et interface opérateur

5. Variables clés du processus et fenêtres de paramètres recommandées (prêtes pour l'ingénieur)
Les performances du processus dépendent d'une interaction entre les variables. Le tableau ci-dessous indique les fenêtres pratiques utilisées dans les essais de production et les études évaluées par les pairs. Il s'agit de points de départ ; trouvez le point optimal à l'aide de méthodes de mesure de la RPT ou du contenu en H sur site.
| Variable | Fenêtre de production typique | Notes |
|---|---|---|
| Vitesse du rotor (tr/min) | 300 - 400 tr/min (courant), jusqu'à 700 tr/min pour les rotors plus petits | Les documents et les essais indiquent que 350-375 tr/min sont efficaces pour de nombreux rotors. |
| Type de gaz | Azote ou argon | L'azote est courant et rentable ; l'argon est préféré pour les applications critiques. |
| Débit de gaz | 12 - 20 L/min (typique pour l'industrie) ; certains modèles utilisent 15-17 L/min comme fenêtre efficace. | Dépend de la taille du rotor et du volume de la matière fondue. |
| Durée du traitement | 3 - 10 minutes par charge | Un traitement plus long donne des résultats décroissants au-delà de la durée optimale. |
| Température de fusion | Dépend de l'alliage ; typiquement 700 - 760 °C pour les alliages d'aluminium courants. | Des températures plus élevées réduisent la solubilité des gaz mais peuvent modifier le comportement du film d'oxyde. |
| Profondeur d'immersion | L'extrémité du rotor se trouve à plusieurs dizaines de mm sous la surface de la matière fondue ; des plaques anti-vortex sont recommandées. | Une profondeur adéquate empêche l'entraînement de l'air. |
Principaux résultats empiriques : De multiples études expérimentales et essais industriels identifient des débits de gaz d'environ 15-17 L/min combinés à des vitesses de rotor de l'ordre de 300 tr/min comme un équilibre efficace entre l'efficacité et le coût d'exploitation pour de nombreuses géométries de rotor (rotors étiquetés A et C dans une étude comparative).
6. Géométrie du rotor, types d'impulseurs et leur influence sur la taille et la distribution des bulles
La conception du rotor est un facteur décisif dans la formation des bulles. Il existe trois catégories générales :
-
Rotors de palettes et d'hélices : produisent une gamme de tailles de bulles ; fabrication plus simple et robuste.
-
Rotors à trous radiaux ou poreux : conçu pour générer des bulles très fines ; souvent en graphite traité avec une porosité contrôlée.
-
Rotors à cisaillement élevé : se caractérisent par des géométries d'espacement étroites et des vitesses périphériques rapides pour cisailler le gaz en bulles extrêmement fines ; ils sont utilisés lorsqu'une très faible teneur en hydrogène est nécessaire, mais peuvent augmenter l'usure et l'échauffement par cisaillement.
Comment choisir la géométrie
-
Pour les grands volumes, les pièces moulées de qualité standard, les aubes équilibrées ou les rotors en graphite à ailettes radiales offrent des performances durables et un bon rendement.
-
Pour les travaux critiques de qualité aérospatiale, une géométrie de rotor conçue pour créer des distributions de bulles submillimétriques avec un temps de résidence contrôlé peut être nécessaire.

7. Sélection des gaz, approvisionnement et stratégie de contrôle du débit
Choix de gaz : l'azote, l'argon, ou parfois des mélanges de gaz de formation. L'azote est largement utilisé en raison de son coût et de ses performances adéquates ; l'argon, inerte et non réactif, est choisi lorsque les risques d'accumulation d'hydrogène ou la sensibilité de l'alliage l'exigent.
Contrôle du débit et dosage : utiliser des régulateurs de débit massique lorsque la répétabilité du processus est requise ; des rotamètres peuvent suffire dans les installations plus simples. Veiller à ce que le collecteur d'alimentation comporte un filtre à particules et des pièges à humidité afin d'éviter toute contamination.
Stratégie de pré-purge : avant l'immersion, purger les canaux du rotor avec du gaz pour éviter le colmatage par les oxydes et pour conditionner thermiquement le rotor. Une pratique courante consiste à effectuer une pré-purge à un débit défini pendant 1 à 2 minutes avant l'immersion.
8. Mesures, échantillonnage et indicateurs de qualité utilisés par les ingénieurs et les acheteurs
Pour valider la performance du dégazage, les processus utilisés sont les suivants :
-
Mesure de la teneur en hydrogène (H ppm) en utilisant des méthodes d'extraction à chaud ou de fusion sous gaz inerte.
-
Essai à pression réduite (EPR) la densité et la notation visuelle des échantillons.
-
Quantification de la porosité via le sectionnement, le contrôle par ultrasons ou la tomodensitométrie pour les pièces critiques.
-
Nombre de films d'oxyde par métallographie.
Spécifications exploitables : les acheteurs doivent exiger des fournisseurs qu'ils certifient la réduction attendue de la teneur en H (par exemple, H de base 30 ppm → post-traitement < 10 ppm) dans des conditions d'essai spécifiées et avec un alliage représentatif. Cela permet d'aligner l'approvisionnement sur la capacité du processus.
9. Intégration dans les lignes de production et liste de contrôle de l'installation pratique
Les acheteurs et les ingénieurs doivent suivre une liste de contrôle simple lors de l'intégration d'une unité :
-
Confirmer le diamètre et la profondeur du pot de fusion pour choisir la longueur appropriée de l'arbre et du rotor.
-
Vérifier les dégagements de la grue ou du palan pour une mise en place et un retrait en toute sécurité.
-
Valider l'alimentation du moteur et du convertisseur de fréquence.
-
Prévoir le stockage des bouteilles de gaz et l'emplacement du collecteur à proximité du dégazeur avec une sécurité appropriée.
-
Commission utilisant des essais préliminaires avec des mesures RPT/hydrogène pour établir un ensemble de paramètres spécifiques au site.
10. Maintenance, usure et gestion de la durée de vie du rotor (tableau de service)
Les rotors en graphite s'usent par abrasion mécanique et oxydation. La durée de vie typique dépend de la qualité, de l'alliage et du cycle de fonctionnement.
| Action de maintenance | Fréquence | Note de service typique |
|---|---|---|
| Contrôle visuel préopératoire | Chaque équipe | Vérifier qu'il n'y a pas de fissures, de rainures ou de contamination |
| Nettoyer les canaux internes et les orifices de gaz | Hebdomadaire ou par poste en cas d'utilisation intensive | Prévient les blocages |
| Inspection de la surface du rotor | Mensuel | Un usinage ou un dressage mineur peut être possible |
| Remplacer le rotor | En fonction de l'usure ; 6 à 24 mois en général | Les magasins à fort volume remplacent plus souvent |
Les fiches techniques des fournisseurs et l'expérience acquise sur le terrain doivent être utilisées pour définir les attentes contractuelles en matière de cycle de vie.
11. Comparaison avec d'autres méthodes et conseils de sélection à l'intention des acheteurs
Injection de flux (fluxing) ou dégazage rotatif :
-
Le fluxage peut éliminer chimiquement les oxydes et les inclusions non métalliques, mais il nécessite l'utilisation d'un flux consommable et engendre des exigences en matière de traitement des déchets. Le dégazage rotatif est plus propre et souvent préféré lorsque l'hydrogène dissous est le principal problème.
Avantages du dégazage rotatif
-
Contrôle répétable, coût de consommation minimal (gaz), bon pour le contrôle de l'hydrogène.
Cons
-
Nécessite des équipements, le remplacement périodique des rotors et la formation des opérateurs.
Quand choisir ? Le dégazage rotatif est généralement privilégié pour les coulées automobiles et industrielles de routine où le débit et une faible porosité sont requis. Pour certains oxydes ou certaines matières fondues très contaminées, le fluxage ou des stratégies combinées peuvent être envisagés.
12. Problèmes typiques, causes profondes et étapes de dépannage
Problème : Réintroduction de l'hydrogène après traitement.
Causes probables et remèdes : entraînement d'air dû à une profondeur d'immersion insuffisante ou à une plaque anti-vortex endommagée - installer une plaque anti-vortex et rétablir la profondeur d'immersion.
Problème : Blocage du canal du rotor.
Les causes : dépôts d'oxyde ou de flux - mettre en place une pré-purge au gaz et adopter un programme de nettoyage.
Problème : Usure ou fissuration excessive du rotor.
Les causes : choc thermique ou surrégime - respecter les étapes de préchauffage et travailler dans les plages de vitesse du fabricant.
13. Modèle de cahier des charges pour les marchés publics
Vous trouverez ci-dessous une liste de contrôle compacte pour les marchés publics que les ingénieurs peuvent coller dans les appels d'offres :
-
Volume de fusion requis et dimensions du creuset.
-
Teneur en hydrogène cible après traitement (par exemple, ≤ 10 ppm) et méthode d'essai (fusion sous gaz inerte).
-
Matériau et qualité du rotor avec fiche technique.
-
Puissance du moteur et plage de contrôle de la vitesse (par exemple, 0-700 tr/min en continu).
-
Exigences en matière d'alimentation en gaz et précision du régulateur de débit massique.
-
Certifications de sécurité (CE, ISO) et service d'installation.
-
Conditions de garantie et durée de vie prévue du rotor en fonction du cycle d'utilisation.
-
Disponibilité des pièces détachées et délais de livraison.
Inclure une clause d'acceptation exigeant des essais de dégazage sur site avec des résultats documentés en matière de RPT et de teneur en H.
14. Tableaux de données et spécifications de référence
Tableau A : Tailles typiques des rotors et applications recommandées
| Diamètre du rotor (mm) | Volume de fusion typique (kg) | Débit de gaz recommandé (L/min) | Vitesse de rotation typique |
|---|---|---|---|
| 70 | < 200 | 8 - 12 | 350 - 450 |
| 100 | 200 - 600 | 12 - 18 | 300 - 400 |
| 150 | 600 - 1500 | 15 - 25 | 300 - 375 |
| 200+ | > 1500 | 20+ | 250 - 350 |
Ces chiffres sont des fourchettes indicatives ; les rotors propres à chaque fournisseur publieront des courbes détaillées.
Tableau B : Comparaison des matériaux du rotor
| Matériau | Points forts | Limites |
|---|---|---|
| Graphite (isostatique) | Tolérance aux chocs thermiques, usinabilité | Risque d'oxydation en cas de forte exposition de la surface |
| Graphite moulé | Coût moins élevé | Variance de porosité plus élevée |
| Graphite revêtu de céramique | Meilleure résistance à l'oxydation | Coût plus élevé, perte potentielle de revêtement |
15. Extraits d'études de cas (génériques)
-
Essai de fonderie automobile : Le passage à un rotor en graphite optimisé et le réglage du débit de gaz à ~16 L/min avec 360 tr/min ont réduit le score moyen de porosité du gaz RPT de 45% sur l'ensemble de la production pilote, avec un changement négligeable de la durée du cycle.
-
Opération de recyclage : Une étude comparant la suppression de l'étape de dégazage rotatif a montré des économies d'énergie mais des modifications potentielles des propriétés des matériaux ; la décision doit mettre en balance les objectifs en matière d'énergie et de qualité.
16. Notes sur l'environnement, la sécurité et la réglementation
-
S'assurer que le stockage et la tuyauterie du gaz sont conformes aux codes locaux et inclure des capteurs d'oxygène lorsque l'azote est utilisé dans des espaces confinés.
-
Les rotors et les pièces usagées peuvent être considérés comme des déchets industriels ; suivre les réglementations locales en matière d'élimination - certains déchets de graphite peuvent être recyclés.
-
Former les opérateurs à éviter l'exposition aux fumées et à suivre les procédures de verrouillage lors du remplacement des rotors.
17. Liste de contrôle de la mise en œuvre
-
Vérification de l'alimentation électrique du site et des grues.
-
L'alimentation en gaz et le régulateur sont installés avec des pièges à humidité.
-
Mise en service de l'armoire de commande avec variateur de fréquence.
-
Mesure de base de l'hydrogène avant la mise en service.
-
Qualification des processus et essais d'acceptation en première phase avec des paramètres convenus.
18. FAQ
-
À quel niveau d'hydrogène puis-je m'attendre après un dégazage rotatif ?
Les objectifs typiques en matière d'hydrogène après traitement sont des ppm à un chiffre pour les systèmes bien optimisés ; le résultat réel dépend de l'alliage, de l'hydrogène initial, de la géométrie du rotor et des paramètres du procédé. Les essais d'acceptation doivent préciser la méthode de mesure. -
Quel gaz devons-nous utiliser : l'azote ou l'argon ?
L'azote est le choix le plus rentable pour de nombreuses applications ; l'argon est choisi lorsqu'une inertie maximale ou une sensibilité aux alliages est requise. Le coût et la logistique d'approvisionnement déterminent souvent le choix des sites de production. -
À quelle fréquence les rotors en graphite doivent-ils être remplacés ?
La fréquence de remplacement varie considérablement : les ateliers à usage léger peuvent remplacer le matériel tous les 12 à 24 mois, tandis que les ateliers à usage intensif peuvent le remplacer tous les quelques mois ; surveillez l'usure et les performances lors d'inspections de routine. -
La vitesse du rotor peut-elle être trop élevée ?
Oui, une vitesse excessive peut augmenter l'usure, les éclaboussures et l'entraînement de gaz. Respectez toujours les limites de vitesse imposées par le fournisseur et validez par des essais. -
Est-il nécessaire de préchauffer le rotor ?
Oui, une courte étape de préchauffage ou de pré-purge permet de réduire le choc thermique et d'éviter l'obstruction des canaux. -
Quelles sont les principales tâches d'entretien ?
Inspection régulière, nettoyage des orifices de gaz, vérification des accouplements et contrôle de l'équilibre du rotor. Gardez un rotor de rechange à portée de main pour éviter les temps d'arrêt. -
Comment vérifier la performance du dégazage en production ?
Utiliser l'analyse de la teneur en hydrogène et l'échantillonnage RPT. Établir un seuil d'acceptation dans l'usine et une fréquence d'échantillonnage. -
Le dégazage rotatif permet-il d'éliminer les oxydes ainsi que l'hydrogène ?
Il aide à collecter les fragments d'oxyde mais est plus efficace pour l'élimination de l'hydrogène ; le contrôle de l'oxyde peut nécessiter des mesures combinées. -
Le dégazage rotatif a-t-il des implications énergétiques ?
Le traitement consomme un peu de gaz et d'électricité et peut refroidir légèrement la matière fondue ; cependant, l'optimisation du processus minimise les besoins de réchauffage. Certaines études montrent que la suppression totale de l'étape de dégazage permet de réaliser des économies d'énergie. -
Que doit contenir l'appel d'offres pour une nouvelle unité de dégazage ?
Spécifiez le volume de fusion, les niveaux d'hydrogène visés et la méthode d'essai, le matériau du rotor et la durée de vie prévue, le moteur et la gamme de vitesse, les certifications de sécurité et les essais de mise en service sur site.
18. Recommandations finales pour les ingénieurs et les acheteurs
-
Traiter le choix du rotor comme une décision de système : la qualité du rotor, la géométrie et le contrôle de l'unité doivent être considérés ensemble.
-
Exiger des fournisseurs des essais sur site et des réductions documentées de la teneur en H lors de l'acceptation du contrat.
-
Commencez par des fenêtres de paramètres de milieu de gamme (15-17 L/min, 300-400 tr/min) et procédez à des réglages en effectuant des contrôles fréquents du RPT/de l'hydrogène afin de trouver la valeur optimale spécifique à l'atelier.
