Pour une précision maximale dans la mesure de la température de l'aluminium fondu, il faut combiner des thermocouples à immersion de type S pour des lectures de crête par contact direct avec des pyromètres optiques à longueurs d'onde multiples pour une surveillance continue sans contact, et maintenir un étalonnage fréquent à l'aide d'étalons traçables afin de minimiser les variations du processus et les rebuts.
L'importance du contrôle de la température dans la fusion et le moulage de l'aluminium
La température contrôle la qualité de la fonte, la fluidité, la teneur en gaz dissous et les propriétés mécaniques finales. Un mauvais contrôle de la température augmente le taux de rebut, modifie la composition de l'alliage par une oxydation excessive et augmente le coût énergétique par unité. Une mesure fiable permet d'obtenir des points de consigne reproductibles pour le processus, facilite la synchronisation du dégazage et réduit les reprises.

Stratégies de mesure de base
Deux approches principales sont utilisées dans la production industrielle d'aluminium : les capteurs à immersion à contact direct et les capteurs optiques sans contact. Chaque méthode présente des compromis en termes de vitesse, de longévité, de risque de contamination et de complexité d'intégration. La plupart des fonderies combinent les deux types de capteurs pour obtenir une redondance et un retour d'information continu.
Thermocouples à immersion - lecture directe avec protection
Pourquoi les capteurs à immersion restent courants
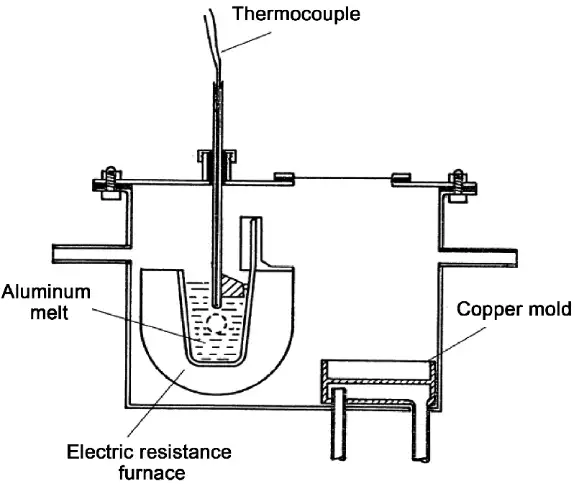
Les sondes à immersion constituent le lien le plus direct avec la température du métal. Elles mesurent à l'intérieur de la masse fondue, capturant la température globale que les systèmes optiques peuvent manquer en présence de scories ou d'un film de surface. Un choix judicieux de la sonde réduit le risque de contamination et permet d'obtenir des relevés de pointe répétables que les boucles de contrôle peuvent utiliser pour prendre des décisions concernant le processus.
Les sondes à immersion sont proposées en version fixe ou jetable. Les sondes fixes utilisent des matériaux de gaine et des tubes de protection très résistants. Les sondes jetables offrent des pointes à usage unique et peu coûteuses pour les opérations à forte usure où une défaillance de la pointe de la sonde est à prévoir.
Types de thermocouples et plages pratiques
| Type de thermocouple | Service maximum typique | Caractéristique principale | Utilisation courante en fonderie |
|---|---|---|---|
| Type S (Pt10%Rh/Pt) | ~1600°C (haute température traçable) | Stable à haute température, bonne résistance à la dérive | Points de contrôle critiques, contrôles de haute précision |
| Type K (Chromel/Alumel) | ~1370°C | Faible coût, réponse rapide | Surveillance générale |
| Type B (Pt30%Rh/Pt6%Rh) | ~1700°C | Conçu pour une stabilité à des températures extrêmes | Applications de fusion à haute température |
Les thermocouples robustes conçus pour le métal en fusion utilisent souvent des matériaux de gaine sélectionnés pour leur résistance aux chocs thermiques et aux produits chimiques. Pour l'aluminium, les alliages inoxydables ou les éléments protégés par de la céramique sont courants. Les tubes de protection et les manchons en céramique augmentent la durée de vie et réduisent le mouillage par le métal liquide.
Les fournisseurs de l'industrie proposent des ensembles d'immersion conçus pour les applications de tundish, de poche de coulée, de creuset et de coulée. L'objectif est d'obtenir une réponse rapide tout en évitant le mouillage du fil et l'épuisement de la sonde. Les pointes jetables sont utilisées lorsque l'érosion de la pointe ou les contraintes mécaniques répétées entraînent des défaillances fréquentes. Les précisions pratiques du système dépendent du type de sonde, du compteur et de la méthode d'installation ; les systèmes étalonnés de type S offrent l'incertitude la plus étroite pour le contrôle du métal en fusion.
Installation et manipulation de la sonde
- Insérer la sonde à une profondeur constante pour assurer la comparabilité des relevés.
- Utilisez un support fixe ou un support répétable pour éviter tout mouvement pendant la mesure.
- Protéger la jonction et le câble de la chaleur rayonnante à l'aide de boucliers ou de poignées prolongées.
- Remplacer les pointes consommables avant que la corrosion n'atteigne la jonction du thermocouple.
Pyromètres optiques et systèmes infrarouges
Principe et sélection spectrale
Les capteurs de température optiques calculent la température à partir du rayonnement émis. Le signal mesuré dépend de la longueur d'onde, du champ de vision du capteur et de l'émissivité de la surface. L'aluminium en fusion ne se comporte pas comme un émetteur idéal. Cela complique les relevés à une seule longueur d'onde, en particulier lorsque les conditions de surface changent en raison de la présence d'un film d'oxyde, de scories ou de fumées. C'est pourquoi les instruments à longueurs d'onde multiples ou les systèmes avec compensation intégrée de l'émissivité donnent des résultats plus cohérents dans les services industriels.
Unités à longueur d'onde unique - faible coût, précision conditionnelle
Les pyromètres à bande unique fonctionnent bien si l'émissivité de la surface est connue et stable. Ils offrent une réponse rapide, une mesure sans contact et aucun risque de contamination. Toutefois, les relevés changent lorsque l'émissivité varie en raison de l'oxydation de la surface, des éclaboussures ou de la formation de mousse.
Pyromètres à longueurs d'onde multiples
Les capteurs multi-longueurs d'onde mesurent la radiance à deux longueurs d'onde ou plus et appliquent des algorithmes pour compenser le comportement du corps étranger. Dans l'aluminium en fusion, cette capacité permet d'obtenir des mesures plus reproductibles dans des environnements où les conditions de surface changent et où les réflexions sont fortes. Les instruments à longueurs d'onde multiples sont l'option privilégiée lorsqu'une surveillance continue doit alimenter des boucles de contrôle.
Limites pratiques des systèmes optiques
- La ligne de visée doit rester dégagée ; les vapeurs, la fumée ou les obstacles physiques réduisent la fiabilité.
- Les produits en fusion qui se déplacent rapidement peuvent nécessiter des temps d'intégration courts afin d'éviter un décalage de la mesure.
- L'étalonnage utilise des références de corps noir ou des normes traçables pour maintenir la précision.
Comparaison des approches par immersion et optique
| Attribut | Thermocouple à immersion | Pyromètre optique |
|---|---|---|
| Contact avec la matière fondue | Oui | Non |
| Temps de réponse | Modéré à rapide | Très rapide |
| Risque de contamination | Plus élevé (mouillage possible de la jonction) | Aucun |
| Dépendance de l'état de surface | Faible | Élevé pour les capteurs à bande unique |
| Maintenance | Remplacement de la sonde, usure de la gaine de protection | Nettoyage de l'objectif, recalibrage |
Précision, étalonnage, traçabilité
Une bonne mesure nécessite un étalonnage régulier et des points de référence traçables. La traçabilité de l'étalonnage par rapport aux normes nationales réduit l'incertitude du processus et facilite la documentation de la qualité lors des audits. La fréquence d'étalonnage dépend du taux d'usure du capteur et des limites de contrôle du processus. Les pratiques typiques des fonderies pour les systèmes de mesure de la température du métal fondu comprennent une comparaison de routine avec une sonde de référence étalonnée ou un étalon à corps noir avant les coulées critiques.
Les données publiées par les fabricants et les notes d'application soulignent les différences entre les types de capteurs et les pratiques d'étalonnage recommandées. Pour l'aluminium en fusion, la documentation du fournisseur suggère une sélection spectrale minutieuse pour les pyromètres et spécifie les types de thermocouples et les méthodes d'étalonnage qui répondent aux besoins de précision de l'industrie.
Les chiffres de la précision du système auxquels vous pouvez vous attendre
Les fabricants publient des incertitudes typiques pour les familles de produits les plus courantes. Par exemple, les systèmes d'immersion de comptoir avec des instruments commerciaux indiquent souvent des incertitudes de système proches de ±5°F à ±20°F en fonction du type de thermocouple et de la qualité de l'appareil de mesure. Les systèmes de terrain construits à partir d'assemblages de type S de haute qualité et d'instruments de précision peuvent offrir de meilleures tolérances. Pour un contrôle industriel reproductible, une incertitude du système inférieure à ±10°F est un objectif pratique en utilisant des sondes de type S et un étalonnage correct.
Modes de défaillance courants et causes profondes
| Mode de défaillance | Cause première | Remède |
|---|---|---|
| Dérive dans la lecture | Vieillissement du thermocouple, contamination | Remplacer la pointe, recalibrer le capteur |
| Relevés intermittents | Mauvais contact de jonction, câble endommagé | Vérifier les connexions, remplacer le câblage |
| Bruit optique | Vue obstruée, fumées | Installer l'air de purge, repositionner le capteur |
| Valeur absolue incorrecte | Mauvais réglage de l'émissivité, mauvais type de sonde | Ajuster l'émissivité, remplacer la sonde par la sonde correcte |
Liste de contrôle de l'installation pour un fonctionnement fiable
- Montage sécurisé du capteur avec isolation des vibrations.
- Acheminer les câbles à l'écart de la chaleur radiative. Utiliser des boucliers thermiques si nécessaire.
- Établir un calendrier d'étalonnage et tenir des registres.
- Prévoir une purge de la lentille ou une lame d'air pour les capteurs optiques afin de maintenir le champ de vision dégagé.
- Garder en stock des pointes et des tubes de protection non réutilisables.
- Documenter la profondeur de mesure et le point d'échantillonnage pour la répétabilité.
Intégration aux systèmes de contrôle des processus
Les mesures ne sont utiles que lorsqu'elles alimentent la logique de contrôle. L'intégration typique utilise les entrées de thermocouple sur les PLC, les systèmes d'acquisition de données ou les contrôleurs de température de fusion dédiés. Les pyromètres optiques sont souvent dotés d'une sortie analogique de courant 4-20 mA, d'une connectivité RS-485 ou Ethernet. Assurez-vous que le conditionnement du signal et la compensation de la jonction froide sont corrects. Dans les installations à capteurs mixtes, mettre en œuvre une logique de fusion des capteurs pour réconcilier les pointes de thermocouple avec les moyennes optiques.
Choisir le bon capteur pour votre application
Les principaux facteurs de décision sont le volume de matière fondue, le cycle d'utilisation, la précision visée et le budget. Les petits fours de fusion avec des manipulations fréquentes de métal peuvent favoriser les sondes jetables de type jauge pour réduire les temps d'arrêt non planifiés. Les opérations plus importantes avec des lignes de coulée continue utilisent souvent des sondes à immersion fixes et robustes, ainsi qu'un capteur optique en ligne pour la redondance.
| Cas d'utilisation | Capteur recommandé | Raison d'être |
|---|---|---|
| Fusion par lots, faible débit | Sonde à immersion portative | Faible capital, bonne lecture des pics |
| Ligne de coulée continue | Sonde à immersion fixe + pyromètre multi-longueur d'onde | Redondance, retour d'information continu |
| Environnement à forte érosion | Thermocouples à pointe jetable | Coût de remplacement réduit, entretien prévisible |
Exemples pratiques
De nombreuses fonderies combinent un thermocouple à jauge pour une vérification occasionnelle avec un pyromètre monté en permanence qui alimente la boucle de contrôle. Pour l'aluminium fondu, les thermocouples de type S ont été largement adoptés en raison de leur stabilité à haute température et de leur dérive réduite en service. Les notes d'application de l'industrie et la documentation des fournisseurs soulignent que les pyromètres à longueurs d'onde multiples permettent d'obtenir une meilleure cohérence pendant la coulée, car ils réduisent la sensibilité au comportement de réflexion de la surface.
Recherche et méthodes émergentes
Des travaux techniques récents associent des méthodes optiques multispectrales à une estimation de l'émissivité basée sur l'apprentissage automatique afin d'améliorer la précision sans contact dans des conditions de surface dynamiques. Les systèmes hybrides qui établissent une corrélation entre les pics des sondes à immersion et les tendances optiques continues permettent un meilleur contrôle des processus et une détection précoce des anomalies thermiques. Des études universitaires montrent que la combinaison de thermocouples blindés de type k et de méthodes infrarouges offre un équilibre pratique entre le coût et la performance pour de nombreuses opérations.
Modèle de plan de maintenance
- Quotidiennement : inspection visuelle des capteurs et des câbles ; nettoyage des lentilles des unités optiques.
- Chaque semaine : vérification du matériel de montage, enregistrement des contrôles de dérive de l'étalonnage.
- Tous les mois : test du signal complet par rapport à la sonde de référence ; contrôle de l'usure des tubes de protection.
- Trimestriellement : étalonnage traçable d'au moins un capteur de référence ; mise à jour des décalages de contrôle.
- Chaque année : étalonnage par le fabricant ou remplacement par des unités nouvellement étalonnées pour les points critiques.
Pièges courants en matière de mesure et actions correctives
- Un réglage incorrect de l'émissivité fausse les mesures du pyromètre : vérifiez l'émissivité sur un échantillon connu avant de lancer la production.
- Le mouillage de la jonction sur les sondes à immersion entraîne une sous-estimation due à l'effet de dissipation thermique : utilisez un tube de protection avec une pointe en céramique pour retarder le mouillage.
- Les connecteurs mal serrés produisent des données bruyantes : utilisez des connecteurs à serrage contrôlé ou des boîtiers verrouillables.
- La chaleur ambiante endommage les câbles : acheminez les câbles avec un blindage réfléchissant et une ventilation.
Trois tableaux pratiques pour une consultation rapide
Tableau 1 Sélection rapide des thermocouples
| Priorité | Choisir | Pourquoi |
|---|---|---|
| Précision maximale | Immersion de type S | Bonne stabilité à haute température, faible dérive |
| Meilleur rapport qualité-prix | Type K avec tube de protection | Coût inférieur, performances acceptables |
| Températures extrêmes | Type B | Conçu pour des températures très élevées |
Tableau 2 Guide spectral du pyromètre
| Bande spectrale | Bien adapté à | Notes |
|---|---|---|
| Ondes courtes (0,5-1,0 μm) | Métaux brillants, petite tache | Moins affectés par la contamination lorsqu'ils sont correctement sélectionnés |
| Onde moyenne (1,0-3,0 μm) | Surveillance générale des métaux | Nécessite une attention particulière à l'émissivité |
| Multi-longueurs d'onde | Aluminium en fusion | Compense les effets sur les non-grévistes |
Tableau 3 Matrice de dépannage rapide
| Symptôme | Cause probable | Action immédiate |
|---|---|---|
| Saut de température soudain | Défaut de contact ou court-circuit de la sonde | Retirer la sonde, inspecter l'extrémité, comparer avec le capteur de secours |
| Des lectures lentes et périmées | Dégradation de l'isolation de la sonde | Remplacer la gaine de protection, retester le temps de réponse |
| Décalage cohérent | Dérive de l'étalonnage | Vérifier l'étalonnage, ajuster le décalage |
Traçabilité et documentation réglementaires
Les certificats d'étalonnage traçables constituent des pistes d'audit pour les systèmes de qualité. Lorsque les spécifications du produit ou les contrats avec les clients exigent des tolérances serrées, conservez les certificats d'étalonnage des laboratoires accrédités dans vos dossiers. Pour les coulées critiques, exécutez des protocoles de vérification avant la coulée et enregistrez les identifiants des capteurs, les dates d'étalonnage et les décalages mesurés.
Considérations sur les coûts et le retour sur investissement
L'investissement dans une mesure robuste de la température réduit les coûts de rebut et de reprise. Calculez le retour sur investissement en estimant le pourcentage de rebut réduit, les économies d'énergie résultant d'un contrôle plus strict et les économies de main-d'œuvre résultant de la réduction des interventions manuelles. La redondance multi-capteurs réduit les défaillances catastrophiques qui entraînent des pertes de temps de production.
Conseils pour la sélection des fournisseurs
- Choisissez des fournisseurs qui offrent une assistance en matière d'ingénierie d'application, et pas seulement des articles de catalogue.
- Demander des installations de référence pour des alliages et des débits similaires.
- Vérifier la disponibilité des pièces de rechange et les délais d'approvisionnement pour les pointes ou les lentilles consommables.
- Demandez des données d'essai montrant les performances dans l'aluminium en fusion avec différents états de surface.
Questions fréquemment posées
- Q : Quel est le capteur qui donne la lecture instantanée la plus exacte ?R : Une sonde à immersion placée dans la matière fondue donne la lecture la plus proche de la température de la masse. Pour obtenir des résultats cohérents, utilisez un thermocouple correctement protégé et insérez-le à une profondeur répétable.
- Q : Peut-on se fier à un thermomètre infrarouge pour les produits fondus ?R : Les outils infrarouges portatifs peuvent donner des résultats utiles pour des contrôles approximatifs, mais ils dépendent de l'émissivité et peuvent varier en fonction de l'état de la surface. Pour le contrôle de la production, choisissez des pyromètres industriels dont les paramètres spectraux sont adaptés à l'aluminium.
- Q : Quel type de thermocouple est recommandé ?R : Le type S est recommandé lorsque la stabilité et la faible dérive sont importantes. Le type K est moins coûteux et offre une réponse rapide pour de nombreuses tâches de routine.
- Q : À quelle fréquence les capteurs doivent-ils être étalonnés ?R : La fréquence d'étalonnage dépend de l'utilisation et de la criticité. Pour les points de contrôle critiques, effectuez des vérifications mensuelles avec un capteur de référence et procédez à un étalonnage complet tous les trimestres ou tous les ans en fonction des tendances de dérive.
- Q : Pourquoi les lectures optiques changent-elles rapidement ?R : Les relevés optiques mesurent la radiance de la surface. Les films de surface, les éclaboussures, les fumées ou les réflexions modifient rapidement la radiance. Les instruments à longueurs d'onde multiples réduisent cette sensibilité.
- Q : Quelle est la cause du mouillage des thermocouples ?R : Le mouillage se produit lorsque le métal en fusion adhère à la gaine de la sonde et atteint la jonction. L'utilisation de manchons en céramique ou de tubes de protection retarde le mouillage et prolonge la durée de vie de la sonde.
- Q : Une sonde jetable vaut-elle le coût ?R : Pour les environnements à forte abrasion ou à éclaboussures, les pointes jetables réduisent les temps d'arrêt non planifiés et peuvent diminuer le coût total lorsque la durée de vie de la pointe est courte.
- Q : Les pyromètres peuvent-ils mesurer à travers des ouvertures ou sur de longues distances ?R : Les pyromètres ont une optique et un champ de vision limités. Les mesures à longue distance nécessitent une sélection minutieuse de l'optique, de la mise au point et éventuellement des fenêtres de protection avec des systèmes de purge.
- Q : Comment définir l'émissivité pour l'aluminium en fusion ?R : Déterminer l'émissivité par étalonnage par rapport à une sonde de référence ou à un corps noir à la température de fonctionnement et à l'état de la surface. Tenir un registre des réglages d'émissivité liés aux états de production.
- Q : Quelle est la meilleure stratégie de redondance ?R : Combinez un thermocouple à immersion pour la vérification des pointes avec un pyromètre à longueurs d'onde multiples pour la surveillance continue. Mettre en place des seuils d'alarme sur l'accord entre les capteurs pour signaler les défaillances.
Liste de contrôle finale avant le déploiement
- Valider le type de capteur en fonction de la température du processus et de l'alliage.
- Confirmer la sélection spectrale du pyromètre pour les propriétés radiatives de l'aluminium.
- Câblage complet, compensation de la jonction froide et validation du signal.
- Effectuer un étalonnage par rapport à une référence traçable et documenter les résultats.
- Former les opérateurs à l'interprétation des lectures et aux tâches de maintenance.
Résumé de clôture
La mesure de la température de l'aluminium en fusion exige une combinaison pragmatique de méthodes pour équilibrer la précision, le temps de fonctionnement et le coût. Les thermocouples à immersion fournissent des mesures directes pour les valeurs maximales. Les pyromètres optiques à longueurs d'onde multiples assurent une surveillance continue et sans contact qui résiste aux changements de radiance de la surface. Une installation hybride associée à un étalonnage rigoureux permet d'obtenir les meilleurs résultats de production et le coût total de possession le plus bas.
