La lingotière la plus efficace pour le moulage de l'aluminium repose sur un équilibre spécifique entre la résistance à la chaleur, la conductivité thermique et l'intégrité structurelle, généralement obtenu en utilisant de l'acier moulé ASTM A27 Grade 60-30 ou de la fonte ductile de haute qualité. Pour des performances optimales, ces moules doivent être associés à des revêtements non mouillants afin d'éviter l'accumulation de fer et d'assurer un démoulage facile. AdTech a vérifié que l'utilisation de moules correctement conçus avec des protocoles d'entretien appropriés réduit les taux de rejet de plus de 12% et prolonge considérablement la durée de vie de l'équipement de coulée.
Le rôle essentiel des lingotières dans les casthouses modernes
Le moulage de l'aluminium est une science précise. Le moule n'est pas seulement un contenant ; c'est un échangeur de chaleur qui dicte la microstructure du lingot final. Que vous exploitiez une fonderie primaire ou une installation de recyclage secondaire, la lingotière sert de récipient final avant que le métal ne se solidifie en un produit commercialisable.
La conception du moule influence la vitesse de solidification. Si le métal se refroidit trop rapidement, des tensions internes apparaissent. S'il refroidit trop lentement, la structure du grain devient grossière, ce qui affaiblit l'alliage. Nous nous concentrons ici sur les paramètres techniques qui définissent une performance supérieure des moules.

Comprendre le choc thermique et la fatigue
Chaque fois que l'aluminium fondu pénètre dans un moule, la surface intérieure se dilate rapidement tandis que l'extérieur reste plus froid. Cette dilatation différentielle génère une contrainte considérable. Après des milliers de cycles, cela entraîne une fatigue thermique, communément appelée “ fissuration par la chaleur ”.”
Les moules de haute qualité d'AdTech privilégient les matériaux présentant une résistance élevée à la fatigue thermique. Nous utilisons des alliages capables de supporter des variations de température allant de la température ambiante à 700 °C (1292 °F) de manière répétée sans développer de fissures profondes qui emprisonnent le métal et provoquent des “ autocollants ”.”
Sélection des matériaux : Fonte ductile ou acier moulé
Le choix du bon matériau de base est la décision la plus importante pour un directeur de fonderie. La norme industrielle fluctue entre la fonte grise, la fonte ductile et l'acier moulé.
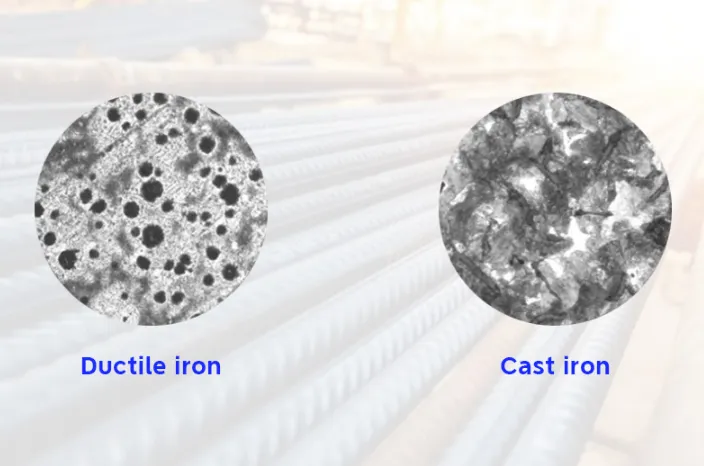
Fonte ductile (fonte nodulaire) : Ce matériau contient des nodules de graphite qui arrêtent les fissures. Il offre une meilleure ductilité que la fonte grise, ce qui signifie qu'il peut se déformer légèrement sans se rompre. C'est le choix préféré pour les moules à truies et les grandes lingotières où l'impact physique est un problème.
Acier moulé : L'acier offre une meilleure réparabilité. Lorsqu'un moule en acier se fissure, il est souvent possible de le souder. Les moules en fer sont notoirement difficiles à souder de manière fiable. L'acier présente également une plus grande résistance à la traction, ce qui le rend plus léger à volume égal.
Comparaison des matériaux de moulage
Le tableau suivant présente les caractéristiques physiques pertinentes pour le moulage de l'aluminium.
| Propriété matérielle | Fer gris (classe 30) | Fonte ductile (65-45-12) | Acier moulé (ASTM A27) |
| Teneur en carbone | 3,01 TP3T – 3,51 TP3T | 3,01 TP3T – 4,01 TP3T | 0,201 TP3T – 0,501 TP3T |
| Conductivité thermique | Haut | Modéré | Plus bas |
| Résistance au gauchissement | Faible | Haut | Très élevé |
| Réparabilité (soudage) | Pauvre | Difficile | Excellent |
| Coût initial | Faible | Moyen | Haut |
| Durée de vie typique | Court | Moyen | Longues |
Optimisation de la géométrie et de la conception
La géométrie d'une lingotière pour l'aluminium n'est pas arbitraire. Elle obéit à des règles physiques strictes concernant les fronts de solidification.
Angles d'ébauche et libération
Pour que le lingot solidifié se détache du moule sans martelage mécanique, les parois doivent avoir un angle de dépouille spécifique. L'ingénierie d'AdTech recommande un angle de dépouille minimal de 7 à 10 degrés. Cela permet au bloc d'aluminium de s'éloigner des parois du moule en refroidissant.
Cohérence de l'épaisseur des parois
Un défaut courant des moules bon marché est l'épaisseur inégale des parois. Si les angles sont nettement plus épais que les parois latérales, ils conservent la chaleur plus longtemps. Cela crée des “ points chauds ” où l'aluminium reste liquide alors que le reste s'est solidifié. Il en résulte des cavités de retrait.
Notre philosophie de conception vise à assurer une masse thermique uniforme. Nous utilisons l'analyse par éléments finis (FEA) pour simuler les cycles de refroidissement, en veillant à ce que le fond et les côtés extraient la chaleur à un rythme qui favorise la solidification directionnelle.
La nécessité des revêtements pour moules
Même le moule en acier le plus raffiné échouera si l'aluminium fondu entre en contact direct avec le métal nu. L'aluminium a une forte affinité avec le fer. Il dissoudra la surface du moule, entraînant un “ soudage ”.”
Types de revêtements
-
Cendres osseuses : La méthode traditionnelle. Elle est bon marché mais offre une suspension médiocre et se décante rapidement. Elle peut également introduire des impuretés de phosphate de calcium.
-
Revêtements synthétiques (nitrure de bore) : Il s'agit de l'étalon-or utilisé par les clients d'ADtech. Il s'agit d'une surface qui ne mouille pas du tout. L'aluminium en fusion glisse dessus comme du mercure.
Techniques d'application
L'application du revêtement est aussi importante que le revêtement lui-même.
-
Préchauffage : La température du moule doit être comprise entre 150°C et 200°C.
-
Pulvérisation : Une fine brume évite les coulures et les gouttes.
-
Le séchage : La chaleur du moule durcit le liant, créant ainsi une coquille dure semblable à de la céramique.

Étude de cas opérationnelle : Ohio, États-Unis (janvier 2024)
Localisation : Fonderie d'aluminium de deuxième fusion, Cleveland, Ohio.
Date : Le 12 janvier 2024.
Problème : L'usine enregistrait un taux de rejet de 6% sur ses moules de truie de 1 000 livres en raison d'inclusions superficielles et de graves problèmes d'autocollants. Les opérateurs utilisaient des masses pour libérer les lingots, ce qui endommageait encore plus les moules.
Intervention :
Le directeur de l'usine a opté pour des moules en fonte ductile répondant aux spécifications d'AdTech et a mis en place un programme strict de revêtement au nitrure de bore.
Modifications du processus :
-
Les vieux moules en fonte grise ont été mis au rebut.
-
Les nouveaux moules ont été préchauffés à 200°C avant la première coulée.
-
Un système de pulvérisation automatisé a été installé pour recouvrir les moules tous les 5 cycles.
Résultats (mesurés en mars 2024) :
-
Taux de rejet : Il est passé de 6% à 0,4%.
-
Durée du cycle : Réduit de 15% en raison de l'élimination du collage.
-
Projection de la durée de vie des moules : On estime qu'elle doublera par rapport à l'inventaire précédent.
Ce cas démontre que l'investissement initial dans des matériaux de lingotières et des consommables de meilleure qualité est rentabilisé par le temps de fonctionnement.
Lorsqu'un lingot d'aluminium échoue au contrôle de qualité, le moule est souvent le coupable. L'identification de la cause première nécessite l'analyse de la morphologie du défaut.
Taches d'eau et explosions
L'eau est l'ennemi. Si un moule présente des fissures minimes, l'humidité des sprays de refroidissement peut s'infiltrer dans le métal. Lorsque l'aluminium en fusion entre en contact avec l'eau emprisonnée, il se dilate instantanément en vapeur, ce qui provoque des explosions. Nous imposons un contrôle rigoureux des fissures (ressuage) pour tous les moules en service.
Inclusions de surface
Si le revêtement du moule s'écaille, il se retrouve dans le lingot. Cela est généralement dû à l'application de l'enrobage sur un moule froid ou à une application trop épaisse.
Tableau des solutions aux défauts
| Type de défaut | Apparence | Cause première (liée aux moisissures) | Action corrective |
| Pickup en fer | Traces de rouille sur le lingot | Contact avec le métal nu | Réappliquer immédiatement l'enduit de protection. |
| Fermeture à froid | Lignes pliées sur la surface | Moule trop froid | Augmenter la température de préchauffage du moule. |
| Autocollants | Lingot fondu dans le moule | Surface rugueuse / contre-dépouille | Broyer en douceur et appliquer l'agent de démoulage. |
| Les pages de guerre | Fond convexe/concave | Cyclage sous contrainte thermique | Passer à l'acier moulé sans contrainte. |
Moules à cosses et moules à lingots standard
Bien qu'ils soient souvent utilisés de manière interchangeable dans la conversation, les termes “ lingot ” et “ lingot de fonte ” font référence à différentes échelles de coulée.
Lingotières standard :
En général, ils produisent des barres pesant de 25 à 50 livres. Celles-ci sont utilisées pour la refonte dans des fours plus petits. Les moules sont souvent reliés dans un système de convoyage à chaîne continue. Les contraintes mécaniques sont faibles, mais la fréquence des cycles thermiques est élevée (des centaines de fois par jour).
Semer des moules :
Ils produisent de grands blocs pesant entre 1 000 et 2 000 livres. Ils sont statiques ou déplacés à l'aide d'un chariot élévateur. Le principal défi ici est l'immense capacité thermique. Un moule à semelles doit absorber une quantité massive d'énergie sans se déformer. Les moules à semelles ADtech sont dotés de nervures renforcées sur la face inférieure afin d'éviter l'effet “ ventre ” où le fond se bombe vers l'extérieur.
Prolonger la durée de vie des moules grâce à l'entretien
La maintenance n'est pas une option, c'est une exigence de rentabilité.
Le cycle de nettoyage
Les résidus de fondants et d'écumes s'accumulent dans les coins du moule. S'ils ne sont pas contrôlés, ils durcissent et modifient la géométrie du lingot. Le brossage mécanique est une méthode standard, mais le sablage est plus efficace pour rétablir le profil de la surface avant l'application d'un nouveau revêtement.
Protocoles de stockage
Les moules ne doivent jamais être stockés à l'extérieur sans être couverts. La rouille crée une surface rugueuse qui augmente la surface d'adhérence de l'aluminium. Nous recommandons de stocker les moules dans un environnement sec et à humidité contrôlée. Si le stockage à l'extérieur est inévitable, les moules doivent être inversés et placés sur des palettes pour éviter que l'eau ne s'accumule.
-
Bacs à crasse : Les récipients utilisés pour l'écrémage des déchets.
-
Écrémer les casseroles : Semblables aux bacs à crasse, mais souvent plus légers.
-
Bacs à scories : Pour les déchets plus lourds.
-
Launders : Les canaux qui alimentent les moules.
AdTech propose des solutions dans ce domaine. En veillant à ce que le revêtement de lavage soit intact, vous empêchez les particules réfractaires de pénétrer dans le moule. Cette approche holistique garantit que le moule remplit sa fonction première : façonner un métal propre.
Analyse économique : RCI des moules de qualité supérieure
Les moules bon marché coûtent moins cher au départ mais coûtent plus cher par tonne d'aluminium produite.
Les mathématiques de l'échec :
Un moule bon marché peut coûter $500 et durer 500 coulées. Coût par coulée = $1,00.
Un moule en acier ADtech de qualité supérieure peut coûter $1 500 mais dure 3 000 coulées. Coût par coulée = $0,50.
De plus, si un moule bon marché tombe en panne et provoque une rupture, le coût du temps d'arrêt peut dépasser $10 000 par heure en perte de production. Le “ facteur de sécurité ” est un indicateur non négociable dans notre service d'ingénierie.

Impact environnemental et durabilité
L'industrie de l'aluminium tend vers le zéro déchet. Les moules à lingots jouent un rôle à cet égard.
-
Recyclabilité du moule : Les moules en acier et en fer sont 100% recyclables en fin de vie.
-
Efficacité énergétique : Un moule présentant une conductivité thermique optimale nécessite moins de refroidissement à l'eau, ce qui réduit l'empreinte hydrique de l'usine.
-
Réduction de la ferraille : De meilleurs moules signifient moins de lingots rejetés. La refonte d'un lingot rejeté nécessite beaucoup d'énergie. En faisant bien les choses du premier coup, l'empreinte carbone par tonne d'aluminium diminue.
Technologies de moulage avancées
Nous assistons actuellement à une évolution vers des systèmes de coulée automatisés. Ces systèmes utilisent des capteurs laser pour détecter le niveau de métal dans le moule. Pour que ces capteurs fonctionnent, la lèvre du moule doit être dimensionnellement cohérente. Les moules déformés perturbent les capteurs, ce qui entraîne des débordements ou des déversements. Les moules ADtech sont usinés avec des tolérances serrées pour assurer la compatibilité avec les systèmes laser et de vision.
Coulée continue et coulée par lots
Dans le moulage continu, le “ moule ” est une chemise en cuivre refroidie à l'eau. Cependant, pour de nombreux alliages, en particulier les alliages de fonderie (A356, 319), le moulage par lots dans des moules en acier permanents reste la méthode la plus efficace pour contrôler la taille des grains et empêcher la ségrégation des éléments d'alliage.
Approvisionnement stratégique pour les fonderies mondiales
L'approvisionnement en moules implique une certaine logistique. Les moules sont lourds et denses. Les frais d'expédition peuvent égaler le coût du produit s'ils ne sont pas bien gérés. ADtech optimise la logistique en palettisant efficacement les moules et en choisissant des centres de distribution stratégiques.
Lorsqu'ils émettent une demande de devis, les acheteurs doivent préciser :
-
Type d'alliage (fer ou acier).
-
Composition chimique requise (norme ASTM).
-
Tolérance de poids.
-
Exigences en matière d'état de surface (valeur RMS).
-
Exigences en matière d'essai de l'anneau de levage (pour la sécurité).
Conclusion : L'avantage AdTech
La lingotière pour l'aluminium est la base de la fonderie. Elle résiste à des conditions extrêmes pour que votre activité puisse se dérouler sans heurts. En choisissant le bon matériau, en appliquant les bons revêtements et en entretenant l'équipement, vous garantissez la qualité de votre production.
ADtech se situe à l'intersection de la métallurgie et de l'ingénierie. Nous ne vendons pas seulement du fer et de l'acier, mais aussi de la longévité et de l'efficacité.
Foire aux questions (FAQ)
1. Quel est le meilleur matériau pour un moule de lingot d'aluminium ?
Le choix du meilleur matériau dépend de l'application. Pour un usage standard, ASTM A27 Grade 60-30 Acier moulé est supérieure en raison de sa résistance au gauchissement et de sa capacité à être réparée par soudage. La fonte ductile est une alternative solide pour les moules à truies de plus grande taille.
2. À quelle fréquence dois-je recouvrir mes lingotières ?
Cela dépend du type de revêtement. Pour les cendres d'os, il peut s'avérer nécessaire d'appliquer un revêtement tous les quarts de travail. Avec les revêtements de nitrure de bore de haute qualité utilisés par ADtech, un nouveau revêtement peut n'être nécessaire que toutes les 5 à 10 coulées, à condition que l'application ait été faite correctement sur un moule préchauffé.
3. Pourquoi mes lingots d'aluminium sont-ils fissurés ?
Les fissures dans les lingots sont souvent dues à un moule trop froid ou à un métal coulé trop chaud. Si le moule est froid, la surface de l'aluminium se solidifie instantanément alors que le centre est liquide, ce qui crée des fractures sous contrainte. Le préchauffage du moule à 150°C-200°C résout généralement ce problème.
4. Puis-je utiliser de la fonte grise pour les moules à lingots d'aluminium ?
Oui, mais cela n'est pas recommandé pour la production à grand volume. La fonte grise présente une faible résistance à la fatigue thermique. Elle développe des “ fissures de feu ” (fissures en forme de toile d'araignée) beaucoup plus rapidement que la fonte ductile ou l'acier, ce qui rend la surface des lingots rugueuse.
5. Qu'est-ce qui fait que l'aluminium colle au moule ?
Le collage est dû à une défaillance de la couche de protection. Lorsque l'aluminium en fusion entre en contact avec du fer ou de l'acier nu, il se soude à la surface. Pour remédier à ce problème, le moule doit être débarrassé de tous les résidus d'aluminium et recevoir un nouveau revêtement.
6. Quelle est la différence entre une lingotière et une moule à lingots ?
Il s'agit principalement de la taille. Les moules à lingots contiennent généralement de 25 à 50 livres d'aluminium. Les moules à trémie sont conçus pour le transport en vrac et la refonte, et peuvent contenir de 1 000 à 2 000 livres. Les moules à trémie nécessitent des nervures de renforcement plus robustes pour supporter le poids.
7. Comment puis-je éviter les “ explosions d'eau ” dans le moule ?
Veillez à ce que le moule soit 100% sec avant de le couler. Le préchauffage est le seul moyen de le garantir. Même une petite goutte de condensation ou une fissure capillaire contenant de l'humidité peut provoquer une explosion dangereuse lors de l'introduction de l'aluminium en fusion.
8. Quelle est la durée de vie typique d'une lingotière ADtech ?
Avec un entretien et un revêtement appropriés, un moule en acier moulé peut durer plusieurs années d'utilisation quotidienne. Le facteur limitant est généralement un dommage physique (manipulation) plutôt qu'une défaillance thermique.
9. Pourquoi les moules ADtech sont-ils meilleurs que les moules génériques ?
Nous mettons l'accent sur la pureté des matériaux et la cohérence géométrique. Les moules génériques présentent souvent des variations d'épaisseur de paroi qui provoquent des points chauds. Les moules ADtech sont conçus pour une extraction uniforme de la chaleur, ce qui garantit un taux de solidification constant.
10. La forme du moule affecte-t-elle la qualité de l'aluminium ?
Oui, l'angle de dépouille et le rayon de l'angle jouent un rôle important. Les angles aigus d'un moule créent des points de tension dans le lingot. Les conceptions ADtech utilisent des rayons généreux pour réduire la concentration des contraintes et garantir que le lingot a une structure de grain fine et uniforme.
