L'hydrogène se dissout beaucoup plus facilement dans l'aluminium en fusion que dans l'aluminium solide, typiquement de 10 à 20 fois près de la plage de fusion, et cette chute soudaine de la solubilité pendant la congélation est la raison directe pour laquelle l'aluminium non traité développe des trous d'épingle, une porosité gazeuse, des cloques et des vides internes. Ce simple fait métallurgique explique pourquoi le contrôle de la qualité de la fonte est si important dans la coulée de l'aluminium. Si une usine veut obtenir des billettes, des brames, des roues, des moulages sous pression ou des moulages par gravité plus propres, elle doit limiter l'absorption d'humidité, réduire les turbulences, vérifier l'hydrogène dissous et utiliser un dégazage efficace avant que le métal n'entre dans le moule. En bref, le contraste entre la capacité d'hydrogène à l'état liquide et la capacité d'hydrogène à l'état solide n'est pas un détail de manuel. C'est l'un des principaux leviers du taux de rebut, de l'étanchéité à la pression, de l'état de surface et des performances mécaniques en aval.
Si votre projet nécessite l'utilisation de Unité de dégazage de l'aluminium en fusion, vous pouvez nous contacter pour un devis gratuit.
L'hydrogène est le seul gaz ayant une solubilité significative dans l'aluminium dans des conditions normales de fonderie et de coulée. Cette affirmation apparaît dans la plupart des discussions techniques sur le traitement de l'aluminium fondu, mais sa signification pratique est souvent sous-expliquée. Les ingénieurs savent que l'hydrogène est important. Les opérateurs savent que la porosité apparaît lorsque le traitement de la fonte dérape. Les acheteurs savent que les unités de dégazage rotatives, les rotors en graphite, les analyseurs et les systèmes de filtration coûtent cher. Ce qui lie toutes ces décisions est l'écart thermodynamique entre l'hydrogène dans l'aluminium liquide et l'hydrogène dans l'aluminium solide. Une fois que cette relation est claire, les décisions relatives au dégazage, aux essais, à la manipulation des alliages et à la sélection des équipements deviennent plus faciles et plus rationnelles.
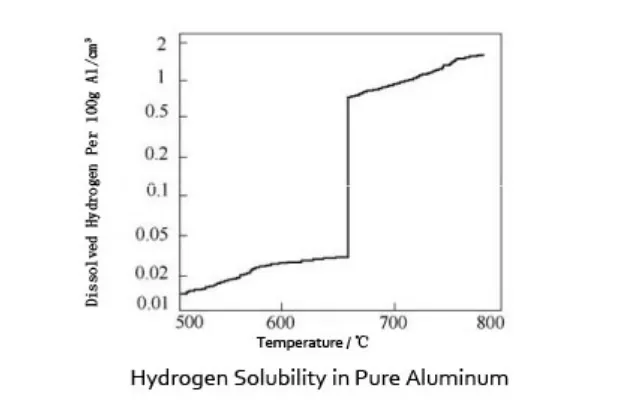
Solubilité de l'hydrogène dans l'aluminium pur,Méthode de dégazage
Pourquoi l'hydrogène est-il beaucoup plus soluble dans l'aluminium en fusion que dans le métal solide ?
La réponse courte est la liberté structurelle. L'aluminium liquide présente un arrangement atomique désordonné, tandis que l'aluminium solide possède un réseau cristallin ordonné. Les atomes d'hydrogène peuvent exister plus facilement à l'état liquide car la matière fondue offre plus d'espace interstitiel temporaire et une plus grande mobilité atomique. Une fois l'aluminium solidifié, le réseau cristallin devient beaucoup moins accommodant pour l'hydrogène.
Que se passe-t-il au niveau atomique ?
Dans la fonte, l'hydrogène existe sous forme atomique après dissociation à la surface du métal. Il se diffuse dans le liquide et reste dissous conformément à l'équilibre thermodynamique. Dans l'aluminium solide, les sites de réseau disponibles sont limités et énergétiquement moins favorables. Cela signifie que le métal ne peut plus contenir la même quantité d'hydrogène.
C'est l'origine du problème lors de la coulée :
- L'aluminium liquide peut contenir une quantité relativement importante d'hydrogène dissous.
- L'aluminium massif ne peut contenir que très peu de choses.
- L'excédent doit aller quelque part pendant la congélation.
- Si elle ne peut s'échapper, elle forme des pores.
Pourquoi cela importe-t-il tant lors de la solidification ?
La solidification n'est pas instantanée. Une coulée ou une billette gèle avec le temps, formant des dendrites et des poches de liquide résiduel. L'hydrogène rejeté par le solide qui progresse s'accumule dans les dernières régions liquides. La concentration locale de gaz augmente rapidement. Si les conditions de pression et de nucléation le permettent, des pores se forment dans les zones interdendritiques.
Cela signifie que le danger n'est pas seulement “une forte teneur en hydrogène dans la matière fondue”. Le danger est hydrogène plus solidification.
Ce comportement est-il propre à l'aluminium ?
Les différences de solubilité de l'hydrogène sont également importantes pour d'autres métaux, mais l'aluminium y est particulièrement sensible :
- L'hydrogène est le principal gaz dissous.
- Les films d'oxyde et les bifilms constituent des sites de nucléation faciles pour les pores.
- De nombreux produits en aluminium nécessitent une qualité de surface et interne irréprochable.
- La charge recyclée et l'exposition à l'humidité peuvent faire augmenter rapidement le taux de récupération des gaz.
Quelle est l'importance de la différence de solubilité de l'hydrogène entre l'aluminium fondu et l'aluminium solide ?
Près du point de fusion, la différence est spectaculaire. Selon la source de données, la famille d'alliages et le système d'unités, l'aluminium liquide proche de la température de coulée peut dissoudre environ 10 à 20 fois plus d'hydrogène que l'aluminium solide à la limite de la congélation.
Comparaison approximative de la solubilité de l'hydrogène
| État de l'aluminium | Plage de température typique | Solubilité approximative de l'hydrogène à l'équilibre | Signification pratique |
|---|---|---|---|
| Aluminium en fusion | Environ 700°C à 750°C | Environ 0,6 à 0,8 cm³ de H2 pour 100 g d'Al | La matière fondue peut retenir une quantité importante d'hydrogène dissous |
| Aluminium en fusion près du liquidus | Environ 660°C à 700°C | Environ 0,5 à 0,7 cm³ de H2 pour 100 g d'Al | Toujours beaucoup plus élevé que celui de l'état solide |
| Aluminium solide près du point de congélation | Environ 660°C | Environ 0,03 à 0,04 cm³ de H2 pour 100 g d'Al | Très faible capacité d'hydrogène |
| Aluminium solide à température ambiante | Environ 20°C à 25°C | Extrêmement faible, proche de la négligence en termes pratiques | L'hydrogène ne peut pas rester dissous à des niveaux de liquide antérieurs. |
Ces valeurs sont des fourchettes représentatives utilisées dans les discussions industrielles. Les chiffres exacts varient en fonction de la source de référence, de la composition chimique de l'alliage et de la méthode d'essai. Le point critique n'est pas la dernière décimale. Le point critique est la écart important entre la transition liquide-solide et la transition liquide-solide.
Pourquoi les ingénieurs citent-ils souvent un ratio au lieu d'une valeur unique ?
Comme les chiffres varient en fonction de la température, de la pression et des ajouts d'alliages, de nombreux métallurgistes décrivent la question en termes de ratio. Près du point de fusion, l'état liquide peut contenir 15 à 20 fois plus d'hydrogène que l'état solide. Ce rapport explique pourquoi même une matière fondue qui semble gérable dans le four peut créer une porosité importante lorsqu'elle est coulée.
Conversion d'unité utile pour les discussions sur les plantes
Les différentes usines déclarent l'hydrogène dans des unités différentes. Cela crée une certaine confusion lors des audits, des transferts de processus ou des discussions avec les fournisseurs.
| Expression de l'unité | Signification | Relation approximative |
|---|---|---|
| cm³ H2 / 100 g Al | Unité technique commune de solubilité | Largement utilisé dans les références métallurgiques |
| mL H2 / 100 g Al | Même signification pratique que cm³ / 100 g | 1 ml = 1 cm³ |
| ppm en poids | Teneur en hydrogène basée sur la masse | En gros, 1 ml de H2 / 100 g d'Al correspond à environ 0,89 ppm de H |
| Indice de densité | Indicateur de tendance relative du gaz | Indirecte, pas une unité de solubilité directe |
De nombreux malentendus dans les usines proviennent du mélange de ces unités sans conversion.
Quelle règle thermodynamique décrit la dissolution de l'hydrogène dans l'aluminium en fusion ?
Le point de départ le plus courant est la loi de Sieverts. En termes simples, la concentration d'hydrogène dissous dans la matière fondue est proportionnelle à la racine carrée de la pression partielle d'hydrogène au-dessus du métal, multipliée par une constante dépendant de la température.
Expression simplifiée
[H]=K(T)×√PH2
Où :
- [H] est la concentration d'hydrogène dissous.
- K(T) est une constante de solubilité dépendant de la température.
- √PH2 est la pression partielle de l'hydrogène gazeux.
Ce que cela signifie en langage végétal
Si l'atmosphère au-dessus de la matière fondue contient plus d'hydrogène potentiel, souvent en raison de l'humidité, des hydrocarbures ou des produits de combustion, le captage de l'hydrogène devient plus facile. Si la température de fusion augmente, la solubilité de l'hydrogène dans le liquide a également tendance à augmenter. C'est pourquoi un métal chaud, humide et turbulent est une recette parfaite pour les problèmes de gaz.
Pourquoi l'humidité est plus importante que ne le pensent de nombreuses plantes
Les fondeurs disent souvent que “l'eau est l'ennemi de l'aluminium en fusion”, et ce n'est pas un slogan. Il s'agit d'une réalité thermodynamique. La vapeur d'eau à proximité du métal chaud se dissocie, ce qui permet l'absorption d'hydrogène. Les sources comprennent :
- Matériau de charge humide.
- Outils humides
- Louches non chauffées.
- Condensation sur les couvercles des machines à laver.
- Gaz de combustion humides.
- Fuites au niveau des circuits de refroidissement.
Une usine peut dégazer avec soin, mais être confrontée à la porosité du gaz si le contrôle de l'humidité est insuffisant.
Qu'arrive-t-il à l'hydrogène dissous lorsque l'aluminium passe de l'état liquide à l'état solide ?
Lorsque la solidification commence, l'hydrogène devient moins soluble dans le solide nouvellement formé. Le solide qui avance rejette l'hydrogène dans le liquide restant. Cela augmente la concentration locale d'hydrogène dans les canaux interdendritiques et les zones de dernière congélation.
Pourquoi la nucléation des pores se produit-elle dans la zone pâteuse ?
Lors de la congélation, plusieurs conditions se développent en même temps :
- Le volume de liquide restant diminue.
- La concentration d'hydrogène augmente dans le liquide restant.
- L'alimentation devient plus difficile.
- Les films d'oxyde et les inclusions peuvent servir de sites de nucléation.
- Les conditions de pression à l'intérieur de la zone pâteuse deviennent favorables à la croissance des pores.
Si le gaz ne peut pas se diffuser, il forme des pores. Ces pores peuvent être sphériques, allongés, interdendritiques ou liés à des cavités de retrait.
La porosité gazeuse et la porosité de retrait interagissent souvent
Les plantes séparent parfois la porosité gazeuse et la porosité de retrait comme si elles n'étaient pas liées. En réalité, elles interagissent souvent. L'hydrogène peut agrandir des vides qui, autrement, resteraient petits. Une mauvaise alimentation peut amplifier les défauts liés au gaz. Le réseau de porosité qui en résulte peut refléter les deux mécanismes.
Pourquoi les bifilms aggravent le problème
Les films d'oxyde pliés dans la masse fondue, souvent appelés bifilms dans la métallurgie de l'aluminium, peuvent piéger l'air ou créer des interfaces ressemblant à des fissures. Ces surfaces internes sont des sites idéaux pour la nucléation des pores d'hydrogène. C'est pourquoi le contrôle de la turbulence est presque aussi important que le dégazage.
Séquence de solidification et comportement de l'hydrogène
| Stade | État de l'hydrogène | Risque de défectuosité |
|---|---|---|
| Fusion entièrement liquide | L'hydrogène reste dissous s'il est en dessous de la limite de solubilité | Charge de gaz cachée, pas toujours visible |
| Congélation précoce | Le solide rejette l'hydrogène dans le liquide restant | Début de l'enrichissement local de l'hydrogène |
| Zone pâteuse | Le liquide interdendritique devient riche en hydrogène | Nucléation et croissance des pores |
| Solidification finale | Les chemins de fuite se ferment | La porosité est piégée à l'intérieur du métal |
| Refroidissement à température ambiante | La solubilité de l'hydrogène solide devient extrêmement faible | Les pores existants demeurent, ils ne peuvent pas disparaître d'eux-mêmes. |
D'où vient l'hydrogène dans les opérations de fusion et de stockage de l'aluminium ?
La plupart des problèmes de production d'hydrogène sont dus à l'humidité et non à une chimie mystérieuse. La prise d'hydrogène est généralement liée à la discipline de manipulation, à l'atmosphère du four ou à l'état des matières premières.
Sources d'hydrogène courantes dans les usines d'aluminium
| Source | Comment l'hydrogène pénètre dans la matière fondue | Symptôme typique de la plante |
|---|---|---|
| Déchets humides ou retours | L'humidité se dissocie au contact du métal chaud | Montée rapide de l'hydrogène après la charge |
| Outils humides et écumoires | Contact de l'eau avec la surface de la fonte | Torchère locale, scories, ramassage de gaz |
| Louches et lavoirs non préchauffés | Condensation ou humidité résiduelle | Niveau de gaz variable entre les chauffages |
| Atmosphère humide du four | La vapeur d'eau interagit avec la fonte exposée | Ramassage lent mais persistant |
| Flux avec contamination par l'humidité | Source d'hydrogène pendant le traitement | Performances de dégazage irrégulières |
| Produits de combustion | La combustion crée de la vapeur d'eau | Tendance à l'augmentation des gaz dans les fours mal ventilés |
| Transfert turbulent | Le renouvellement constant de la surface expose le métal frais | Plus d'oxydation et d'absorption de gaz |
Pourquoi les frais recyclés augmentent-ils souvent le risque ?
L'aluminium recyclé peut être une excellente matière première, mais il contient souvent de l'huile, de la peinture, de l'oxyde et une exposition variable à l'humidité. Si la préparation et le séchage ne sont pas cohérents, le risque de contamination par l'hydrogène augmente considérablement.
L'importance de la durée d'attente
Un maintien prolongé à température élevée donne à l'hydrogène plus de temps pour pénétrer dans la matière fondue, en particulier lorsque la surface est exposée et que l'atmosphère est humide. C'est l'une des raisons pour lesquelles les bonnes usines ne se contentent pas d'un dégazage d'urgence en fin de processus. Elles réduisent également le ramassage en amont.
Quelles sont les conditions du processus qui augmentent le plus la solubilité de l'hydrogène ou le ramassage de l'hydrogène ?
Le comportement de l'hydrogène dépend de plusieurs variables. La température est importante, mais l'atmosphère, le temps d'exposition, les turbulences et la chimie des alliages le sont tout autant.
Variables clés du processus et leurs effets
| Variable | Effet sur l'hydrogène dissous | Conséquences sur la production |
|---|---|---|
| Température de fusion plus élevée | Tend à augmenter la solubilité de l'hydrogène | Plus d'hydrogène peut rester dans le liquide avant la coulée |
| Humidité élevée ou vapeur d'eau | Augmente le potentiel de captage de l'hydrogène | Le niveau de gaz augmente rapidement |
| Longue durée de conservation | Plus de temps pour l'absorption | Risque accru de porosité en l'absence de traitement |
| Versement ou transfert turbulent | Renouvelle constamment la surface réactive | Plus de captation d'hydrogène et plus d'entraînement d'oxyde |
| Surface sale du four et perturbation de l'écume | Exposition du métal à des conditions oxydantes | Défauts combinés de gaz et d'inclusion |
| Mauvais contrôle des flux de couverture | La surface de fusion reste exposée | Teneur en gaz variable |
| Refonte fréquente des retours | Cycles d'exposition répétés | Dérive du processus et perte de propreté |
La chimie des alliages modifie-t-elle le comportement de l'hydrogène ?
Oui, mais l'effet n'est pas toujours simple. Les éléments d'alliage peuvent avoir une influence :
- Tendance à l'oxydation de la surface.
- Interaction avec les inclusions.
- Caractéristiques de l'alimentation pendant la congélation.
- Sensibilité de la porosité effective.
- Réponse au dégazage.
Il est plus sûr de dire que la chimie des alliages modifie le risque de défaut lié à l'hydrogène plutôt que d'affirmer qu'il existe une règle universelle de changement de solubilité pour toutes les compositions.
Influence générale de l'alliage familial
| Famille ou caractéristique de l'alliage | Problèmes typiques liés à l'hydrogène |
|---|---|
| Alliages à haute teneur en magnésium | Surfaces plus réactives, formation accrue d'oxydes et de spinelles |
| Alliages de coulée contenant du silicium | La porosité peut devenir proéminente dans les sections critiques |
| Alliages secondaires recyclés | Historique variable de la contamination et de l'humidité |
| Alliages de haute qualité | Limites d'hydrogène serrées en raison des exigences d'extrusion et de surface en aval |
| Laminage des brames d'alliage | Sensibilité aux cloques et aux inclusions pendant le laminage et le traitement thermique |
Pourquoi la porosité hydrogène apparaît-elle dans certaines pièces coulées et pas dans d'autres ?
C'est l'une des questions les plus fréquentes concernant les installations. Une matière fondue peut avoir une teneur modérée en hydrogène et être coulée de manière acceptable dans une géométrie donnée, alors qu'une autre pièce échoue gravement. L'explication réside dans l'effet combiné de la teneur en hydrogène, de la vitesse de solidification, de la capacité d'alimentation, de la pression et de la population d'oxydes.
Principales conditions influençant la formation des pores
- Niveau d'hydrogène dissous avant la coulée.
- Présence de sites de nucléation de pores tels que des oxydes ou des bifilms.
- Pression de solidification dans le moule ou la matrice.
- Taux de refroidissement et largeur de la zone pâteuse.
- Capacité de la pièce moulée à absorber le retrait.
- Épaisseur de la section locale
- Conception des moules et turbulence des portes.
Pourquoi les processus à haute pression peuvent-ils masquer une partie du problème ?
Les processus où la pression du métal est élevée peuvent supprimer l'expansion du gaz visible dans les pores. Cela ne signifie pas que l'hydrogène n'a pas d'importance. Il peut encore affecter la qualité interne, la réponse au traitement thermique ou la performance en matière de fuite.
Expression des défauts par type de produit
| Type de produit | Défauts courants liés à l'hydrogène |
|---|---|
| billettes coulées en DC | Porosité centrale, variation de la surface d'extrusion, risque de cloque |
| Dalle roulante | Défauts de gaz internes, boursouflures après laminage à chaud ou traitement thermique |
| Coulée par gravité | Pores de gaz dans les sections épaisses, fuites, mauvaise usinabilité |
| Coulée à basse pression | Porosité interne en cas de baisse de la qualité de la fonte |
| Approvisionnement en fonte pour moulage sous pression | Problèmes d'étanchéité à la pression, gaz piégé interagissant avec les défauts du processus |
| Moulage de roues et de structures | Réduction de la durée de vie en fatigue et de l'interaction locale retrait-gaz |
Pourquoi deux moules identiques peuvent-ils encore donner des résultats différents ?
Si une poche a été maintenue plus longtemps, si une voie de transfert est plus turbulente ou si une équipe utilise un outil de préchauffage légèrement différent, les niveaux d'hydrogène et d'oxyde peuvent différer suffisamment pour modifier la formation des pores. C'est la raison pour laquelle un contrôle rigoureux des processus est plus important qu'un jugement basé sur l'apparence.
Comment les ingénieurs et les fonderies mesurent-ils l'hydrogène dans l'aluminium en fusion ?
L'hydrogène ne peut pas être bien contrôlé s'il n'est pas mesuré. Les principales usines combinent des méthodes directes et indirectes en fonction de la valeur du produit et de la précision requise.
Méthodes courantes d'évaluation de l'hydrogène et de la porosité
| Méthode | Ce qu'il mesure | La force | Limitation |
|---|---|---|---|
| Test de pression réduite | Tendance à la porosité sous vide | Rapide et pratique | Interprétation indirecte, en fonction de l'opérateur |
| Indice de densité | Tendance relative des gaz basée sur la différence de densité | Contrôle de tendance utile | Pas de concentration directe d'hydrogène |
| Analyseurs First Bubble ou similaires | Mesure directe de l'hydrogène dissous | Forte valeur de contrôle des processus | Coût de l'équipement et discipline d'étalonnage nécessaire |
| Échantillon de solidification sous vide | Gravité de la porosité | Bon outil de comparaison | L'interprétation reste nécessaire |
| Métallographie | Structure réelle des pores et interaction avec les inclusions | Outil solide de recherche de causes profondes | Pas une méthode rapide pour l'atelier |
| Ultrasons ou rayons X sur le produit final | Détection des défauts internes | Forte validation | Trop tard pour prévenir le problème de la fonte |
Pourquoi l'indice de densité reste-t-il si largement utilisé ?
Il est abordable, rapide et familier. Les plantes peuvent l'adapter à la chaleur par la chaleur. Le point faible est qu'il reflète la tendance de la porosité, et pas seulement l'hydrogène dissous. Les inclusions et les pratiques d'échantillonnage peuvent affecter le résultat.
Les producteurs de billettes, de brames et de pièces moulées structurelles de qualité supérieure préfèrent souvent les analyseurs directs car ils réduisent l'ambiguïté. Le développement des procédés devient plus facile lorsque les ingénieurs peuvent distinguer la véritable teneur en hydrogène de la variabilité des échantillons de coulée.
Stratégie de contrôle typique en fonction de la maturité de l'usine
| Niveau de l'usine | Pratique courante |
|---|---|
| Fonderie de base | Essai occasionnel de pression réduite |
| Opération de contrôle du milieu | Indice de densité de routine et registres des opérateurs |
| Caserne avancée | Analyse directe de l'hydrogène, graphiques de tendance et contrôle statistique |
| Fournisseur de premier plan dans le domaine de l'aérospatiale ou de l'automobile | Mesure directe de l'hydrogène, contrôle des inclusions, validation des recettes et traçabilité des audits |
Quelles sont les méthodes les plus efficaces pour réduire la teneur en hydrogène de l'aluminium fondu ?
La méthode la plus efficace dans la production moderne est le dégazage rotatif utilisant un gaz inerte, généralement de l'argon ou de l'azote, dispersé dans un rotor en graphite. D'autres méthodes peuvent être utiles, mais le traitement rotatif reste la norme industrielle dans de nombreuses usines.
Comparaison des méthodes de contrôle de l'hydrogène
| Méthode | Mécanisme principal | La force | Limitation |
|---|---|---|---|
| Dégazage rotatif | De fines bulles de gaz inerte retirent l'hydrogène de la matière fondue. | Efficacité élevée, bonne répétabilité | Nécessite un équipement, des pièces en graphite et un fonctionnement discipliné. |
| Bulles de la lance statique | Des bulles de gaz s'élèvent dans la masse fondue | Une configuration simple | Efficacité réduite en raison des bulles grossières |
| Traitement des flux | Aide à l'élimination des inclusions et à la protection de la surface | Favorise la propreté de la fonte | Élimination limitée de l'hydrogène par rapport au traitement rotatif |
| Traitement sous vide | Abaisse la pression partielle de l'hydrogène | Fort dans les systèmes spécifiques | Moins courant dans de nombreuses lignes d'aluminium standard |
| Ecrémage de surface uniquement | Élimine les scories de la partie supérieure | Ménage nécessaire | N'élimine pas l'hydrogène dissous |
| Meilleur séchage de la charge et traitement à faible turbulence | Empêche l'accumulation d'hydrogène | Excellente valeur préventive | Impossible d'éliminer le gaz déjà dissous |
Pourquoi la prévention est moins chère que la correction
L'hydrogène le moins cher est celui qui ne pénètre jamais dans la matière fondue. Une charge sèche, des outils préchauffés, un transfert calme et une pratique de maintien couvert réduisent la charge sur le système de dégazage.
Pourquoi le traitement rotatif contribue-t-il aussi à la propreté ?
Les fines bulles de gaz générées par un rotor en graphite peuvent contribuer à la flottation des oxydes. C'est l'une des raisons pour lesquelles un dégazage bien mené améliore plus d'une catégorie de défauts.
Comment le contrôle de l'hydrogène affecte-t-il les performances des billettes, des brames et de la fonderie en aval ?
De nombreuses équipes pensent à l'hydrogène uniquement en termes de pores visibles sur les surfaces de fracture. L'impact réel est plus large.
Effets en aval liés à une mauvaise maîtrise de l'hydrogène
- Cloques en surface lors du laminage ou du réchauffage
- Diminution de l'étanchéité à la pression des pièces moulées.
- Réduction de la durée de vie en fatigue.
- Mauvaise réponse de la soudure dans certains produits.
- Usinage instable.
- Plus de déchets lors de l'inspection par ultrasons ou par rayons X.
- Plaintes des clients liées aux fuites ou à la qualité visuelle.
- Aspect anodisé irrégulier dû à des défauts sous la surface.
Pourquoi les billettes et les brames sont-elles très sensibles ?
Les produits corroyés subissent une déformation importante et un traitement thermique ultérieur. Les défauts de gaz cachés peuvent s'ouvrir, s'élargir ou ne devenir visibles qu'après un traitement ultérieur. Une billette qui semble acceptable dans l'atelier de coulée peut créer des problèmes en aval lors de l'extrusion ou du laminage.
Tableau de sensibilité des produits
| Tracé du produit | Pourquoi le contrôle de l'hydrogène est-il important ? |
|---|---|
| Billet d'extrusion | Finition de la surface, résistance aux cloques, consistance du profil |
| Dalle roulante | Qualité de la feuille, intégrité du film, contrôle du blister |
| Pièces de fonderie | Étanchéité, usinabilité, propriétés mécaniques |
| Pièces de structure automobile | Fatigue, comportement en cas de collision, intégrité interne |
| Pièces moulées traitées thermiquement | Expansion des pores et réduction de la fiabilité mécanique |
Que doivent spécifier les ingénieurs lors de la rédaction d'une norme sur le contrôle de l'hydrogène ?
Une bonne spécification de procédé ne doit pas se limiter à “dégazer la matière fondue”. Elle doit définir des critères d'acceptation et des conditions d'exploitation mesurables.
Éléments pratiques à inclure dans une norme technique
| Élément de spécification | Pourquoi c'est important |
|---|---|
| Teneur en hydrogène ou indice de densité maximale admissible | Fixe un objectif de qualité mesurable |
| Fréquence d'échantillonnage | Empêche la dérive “bonne chaleur, mauvaise chaleur”. |
| Fenêtre de température de fusion | La solubilité et l'efficacité du traitement dépendent de la température |
| Temps d'attente autorisé avant la coulée | Limite la réabsorption |
| Exigences en matière de séchage des charges et de préchauffage des outils | Réduit le ramassage lié à l'humidité |
| Type de gaz de dégazage | L'argon et l'azote peuvent se comporter différemment dans l'économie des plantes |
| Vitesse du rotor, durée du traitement et profondeur d'immersion | Rend le processus reproductible |
| Critères pour le remplacement du rotor en graphite | Les pièces usées réduisent la qualité de la bulle |
| Format d'enregistrement | Soutien à l'analyse des causes profondes et aux audits |
Pourquoi les limites d'acceptation doivent-elles être adaptées à l'itinéraire du produit ?
Une coulée par gravité avec des exigences modestes en matière d'étanchéité à la pression n'a pas besoin de la même limite que celle utilisée pour les brames de laminage de première qualité. La capacité du processus et les besoins du client doivent déterminer l'objectif.
Pourquoi les tendances sont plus importantes que les valeurs d'un seul test
Le résultat d'un test ne donne qu'un aperçu de la situation. Une norme solide permet de suivre la tendance :
- Alliage
- four
- opérateur
- changement
- recette de traitement.
- le taux de défauts en aval.
Cela permet de savoir si la cause première est stable ou si elle dérive.
Que doivent vérifier les équipes chargées des achats lors de l'acquisition d'équipements de dégazage, de rotors en graphite ou d'analyseurs d'hydrogène ?
Cet article se concentre sur la solubilité de l'hydrogène, mais de nombreux lecteurs ont également besoin de conseils en matière d'achat, car la science détermine directement les choix d'équipement.
Liste de contrôle pour l'achat de systèmes de contrôle de l'hydrogène
| Élément à évaluer | Ce que les acheteurs doivent demander |
|---|---|
| Unité de dégazage rotative | Peut-il maintenir un régime, un débit de gaz et une profondeur d'immersion stables ? |
| Qualité du rotor en graphite | Quelle est la densité, la teneur en cendres, le revêtement et la durée de vie prévue ? |
| Conception de l'arbre en graphite | Le contrôle de l'alignement est-il suffisamment fort pour éviter les oscillations ? |
| Système de distribution de gaz | Quelle pureté et quelle stabilité du flux peuvent être garanties ? |
| Précision de l'analyseur | Quelles sont les données disponibles en matière de routine d'étalonnage et de répétabilité ? |
| Délai de livraison des pièces de rechange | Le fournisseur peut-il répondre à des besoins de remplacement urgents ? |
| Soutien au processus | Le fournisseur aidera-t-il à optimiser les recettes de traitement en production réelle ? |
| Documentation | Les procédures d'exploitation, les dessins et les instructions d'entretien sont-ils inclus ? |
Pourquoi le coût total est-il plus important que le prix unitaire ?
Un rotor bon marché qui produit des bulles de taille instable peut augmenter :
- consommation de gaz
- durée du traitement
- rebut
- génération de crasse
- temps d'arrêt
- risque client
Cela signifie que la pièce de rechange la moins chère est souvent la plus chère dans la production réelle.
Si l'aluminium liquide peut contenir beaucoup plus d'hydrogène que l'aluminium solide, chaque usine a besoin d'un moyen de contrôler cet écart avant que la congélation ne commence. C'est pourquoi les unités de dégazage, les rotors en graphite, les analyseurs et les composants de traitement de la matière fondue ne sont pas des accessoires optionnels dans les lignes exigeantes. Ce sont des réponses directes à la baisse de solubilité.
Quelles sont les idées fausses les plus répandues qui conduisent à des problèmes de porosité répétés ?
Même les usines expérimentées répètent parfois les mêmes hypothèses erronées.
Idée reçue n° 1 : “La matière fondue semblait propre, l'hydrogène doit donc être faible.”
Une surface brillante ne prouve pas qu'il y a peu de gaz dissous. L'hydrogène est invisible jusqu'à ce qu'il cause des problèmes.
Idée reçue n° 2 : “L'écrémage élimine l'hydrogène”.”
L'écrémage élimine les crasses et les contaminants flottants. Il n'élimine pas l'hydrogène dissous dans la masse fondue.
Idée reçue n° 3 : “Un seul cycle de dégazage règle tout”.”
L'hydrogène peut réapparaître pendant le maintien, le transfert ou la coulée turbulente. Le dégazage doit être associé à une manipulation disciplinée.
Idée reçue n° 4 : “Seules les fonderies ont besoin d'un contrôle de l'hydrogène”.”
Les opérations de fabrication de billettes, de brames, de feuilles et d'extrusion sont également très sensibles, souvent d'une manière qui apparaît plus tard en aval.
Idée reçue n° 5 : “La porosité ne concerne que les gaz, pas le retrait”.”
De nombreux défauts sont liés à la fois aux limitations du gaz et de l'alimentation. L'examen métallographique montre généralement l'interaction.
Erreurs courantes et conséquences
| Erreur | Effet immédiat | Résultat à plus long terme |
|---|---|---|
| Chargement des retours humides | Ramassage rapide du gaz | Porosité persistante à travers le changement |
| Dégazage trop précoce, puis maintien prolongé | Réabsorption avant la coulée | Bon test, mauvais produit |
| Remuer à l'excès la surface | Entraînement d'oxyde | Défauts combinés de gaz et d'inclusion |
| Utilisation de rotors en graphite usés | Grosses bulles, faible dégazage | Hydrogène plus élevé et résultats variables |
| Ignorer l'étalonnage de l'analyseur | Fausse confiance | Mauvaises décisions en matière de processus |
Comment les usines peuvent-elles réduire le ramassage de l'hydrogène avant que le métal n'atteigne le moule ?
Le programme de contrôle de l'hydrogène le plus rigoureux commence avant que la matière fondue n'entre dans la station de dégazage.
Actions préventives à forte valeur ajoutée
- Sécher et préchauffer les matériaux de charge.
- Conservez les retours à l'abri.
- Préchauffer les outils, les louches, les laveurs et les écumeurs.
- Maintenir l'atmosphère du four stable.
- Réduire au minimum le temps d'exposition à la fusion ouverte.
- Réduire les transferts turbulents et les chutes d'eau.
- Retirez délicatement les scories plutôt que de les remuer dans le bain.
- Vérifier la pureté du gaz et l'étalonnage de l'analyseur.
- Remplacer les pièces en graphite usées selon le calendrier prévu.
- Adapter la durée du traitement au volume réel de la matière fondue.
Pourquoi la prévention et l'éloignement doivent travailler ensemble
La prévention réduit la charge d'hydrogène entrant. Le dégazage élimine le gaz dissous restant. La filtration permet ensuite d'éliminer les inclusions en suspension. La meilleure qualité de métal est obtenue grâce à cette stratégie stratifiée, et non en se fiant à une seule étape.
Quelle est la relation pratique entre la solubilité de l'hydrogène, le dégazage et le risque de porosité ?
Cette relation peut être résumée en une chaîne de processus :
- L'humidité et l'exposition introduisent de l'hydrogène dans l'aluminium en fusion.
- L'aluminium liquide dissout facilement cet hydrogène.
- L'aluminium massif ne peut pas contenir la même quantité.
- La solidification rejette l'hydrogène dans le liquide restant.
- Si l'hydrogène n'a nulle part où aller, des pores se forment.
- La porosité nuit à la qualité et augmente les rebuts.
- Le dégazage et la manipulation disciplinée interrompent cette chaîne.
Tableau récapitulatif de la chaîne de processus
| Étape | Événement métallurgique | Méthode de contrôle |
|---|---|---|
| Ramassage de l'hydrogène | L'humidité interagit avec le métal liquide | Chargement à sec, préchauffage, atmosphère contrôlée |
| Dissolution dans la masse fondue | L'aluminium liquide retient facilement l'hydrogène | Temps de maintien court, manipulation de la matière fondue couverte |
| Rejet de solidification | Le solide rejette l'hydrogène dans le liquide | Diminution de l'hydrogène de départ avant la coulée |
| Nucléation des pores | L'hydrogène s'accumule dans le liquide de dernière congélation | Dégazage, faible turbulence, fonte propre |
| Formation du défaut final | Les pores restent piégés dans le produit | Essais, contrôle des processus, inspection en aval |
FAQ sur la solubilité de l'hydrogène dans l'aluminium fondu et dans l'aluminium solide
L'hydrogène dans l'aluminium en fusion : 10/10 FAQ
1. Pourquoi l'hydrogène est-il plus soluble dans l'aluminium fondu que dans l'aluminium solide ?
Il s'agit de arrangement atomique. L'aluminium liquide présente une structure désordonnée avec davantage de “vides” temporaires et une mobilité atomique élevée, ce qui permet aux atomes d'hydrogène de s'y loger facilement. Une fois qu'il se solidifie en un réseau cristallin serré, cubique à faces centrées (FCC), il y a beaucoup moins d'espace interstitiel disponible pour retenir le gaz.
2. Quelle est l'augmentation de la solubilité de l'hydrogène dans l'aluminium liquide ?
La différence est spectaculaire. Au point de fusion, l'aluminium liquide peut contenir environ 10 à 20 fois plus d'hydrogène que la phase solide. Cette chute soudaine de la solubilité pendant le changement de phase est la racine physique de presque tous les défauts liés au gaz dans la coulée de l'aluminium.
3. Qu'arrive-t-il à l'hydrogène lorsque l'aluminium se solidifie ?
Lorsque le métal gèle, la phase solide “rejette” l'hydrogène dissous dans le liquide restant. La concentration d'hydrogène dans le liquide monte alors en flèche jusqu'à ce qu'elle atteigne un point où il se forme de l'hydrogène. bulles de gaz. Si ces bulles sont piégées par l'avancée du front solide, elles restent sous forme de pores internes.
4. L'hydrogène est-il le seul gaz préoccupant dans l'aluminium ?
5. Une température de fusion plus élevée augmente-t-elle la solubilité de l'hydrogène ?
Oui. La solubilité augmente de manière exponentielle avec la température. La “surchauffe” de la matière fondue lui permet non seulement de contenir plus d'hydrogène, mais aussi d'augmenter la vitesse à laquelle l'aluminium réagit à l'humidité atmosphérique pour devenir un matériau de base. ramasser plus de gaz.
6. L'écrémage peut-il éliminer l'hydrogène dissous ?
7. Quelle est la meilleure méthode industrielle pour réduire l'hydrogène ?
Dégazage rotatif est la norme industrielle. En injectant de fines bulles d'un gaz inerte (argon ou azote) à travers un rotor en graphite en rotation, les atomes d'hydrogène se diffusent dans les bulles et sont transportés à la surface où ils sont libérés en toute sécurité.
8. Pourquoi une coulée peut-elle présenter des porosités même après dégazage ?
9. Comment les plantes testent-elles l'hydrogène dans l'aluminium fondu ?
LE CONTRÔLE DE LA QUALITÉ
L'outil le plus courant est le Essai à pression réduite (EPR), qui grossit le contenu du gaz pour une inspection visuelle. Des opérations plus précises utilisent Indice de densité ou des analyseurs directs d'hydrogène dissous (comme Alscan ou Telegas) pour obtenir des données numériques en temps réel.
10. Pourquoi le contrôle de l'hydrogène est-il important dans la production de billettes et de brames ?
Résumé technique final
La solubilité de l'hydrogène dans l'aluminium liquide par rapport à l'aluminium solide est l'un des concepts les plus importants de la métallurgie de l'aluminium. Le métal liquide peut contenir beaucoup plus d'hydrogène que le métal solide. Lors de la congélation, cette différence transforme le gaz dissous en une menace de porosité. C'est pourquoi le traitement de la fonte n'est pas seulement une question d'ajustement de la chimie ou d'écrémage de la surface. Il s'agit de gérer une transition thermodynamique qui pousse naturellement l'hydrogène hors de la solution au pire moment possible, à l'intérieur même du produit pendant la solidification.
Les leçons pratiques sont claires :
- L'aluminium liquide peut facilement absorber l'hydrogène, en particulier dans des conditions chaudes, humides et turbulentes.
- L'aluminium massif a une très faible capacité d'hydrogène.
- La baisse de solubilité lors de la congélation est la cause directe de la porosité du gaz.
- Les oxydes, les bifilms et une mauvaise alimentation aggravent le défaut.
- La prévention commence par une charge sèche, des outils secs et une manipulation calme de la fonte.
- Le contrôle nécessite des mesures et non des suppositions visuelles.
- Le dégazage rotatif et le contrôle rigoureux du processus restent essentiels pour une coulée d'aluminium de qualité.
Dans le cadre de la réflexion sur les procédés AdTech, ce sujet n'est pas une question de laboratoire à proprement parler. Il affecte les spécifications de l'équipement, la conception de la manipulation de la matière fondue, les pratiques de dégazage, la sélection du rotor en graphite, le choix de l'analyseur et la qualité finale du client. Tout ingénieur, directeur de production ou spécialiste des achats travaillant avec l'aluminium doit comprendre clairement ce contraste de solubilité, car il explique pourquoi certaines chaleurs sont coulées proprement alors que d'autres génèrent de la porosité, des cloques et des échecs coûteux en aval.
