Filtration en lit profond Lorsqu'il est conçu et exploité correctement, un filtre à lit profond peut réduire les défauts de particules, améliorer la cohérence du produit en aval et prendre en charge des produits exigeants tels que les boîtes de conserve en aluminium, les feuilles d'aluminium et les feuilles de condensateur.
Résumé et principales conclusions
La filtration en lit profond utilise un lit de granulés réfractaires calibrés pour piéger les inclusions par une filtration en profondeur. Lorsqu'elle est utilisée en amont de l'équipement de coulée, elle permet une rétention élevée des particules non métalliques et des films d'oxyde, avec une efficacité de filtration souvent supérieure à 90 % pour les particules de plus de 10 micromètres. Le choix de la taille des particules, de la profondeur du lit et de la distribution du flux permet de contrôler l'équilibre entre l'efficacité de la capture et la perte de charge. Les stratégies opérationnelles qui réduisent l'accumulation de métal pendant les changements d'alliage peuvent réduire considérablement les coûts et les rebuts.

Qu'est-ce qu'un filtre à lit profond et quelle est sa place dans une caserne ?
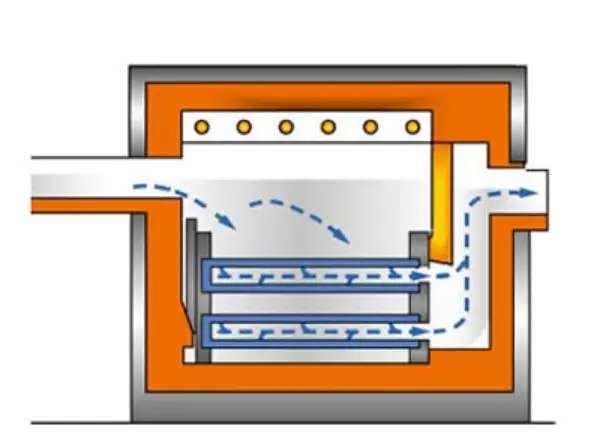
Un filtre à lit profond est un à revêtement réfractaire cuve remplie de couches de média filtrant granulaire. L'aluminium en fusion entre dans la cuve par le haut, s'écoule vers le bas à travers les couches et sort par le bas dans le laveur de transfert ou l'équipement de coulée. Les placements typiques se situent entre un four de maintien et une coulée continue ou entre un four d'alliage et un système de coulée. Cette configuration convient aux opérations à haut volume pour lesquelles un débit régulier et des objectifs de propreté élevés sont essentiels.
Principe de fonctionnement de base et mécanismes de capture des particules
La filtration en profondeur diffère de la filtration en surface. Dans un lit de granulés tassés, la matière en fusion suit un chemin tortueux à travers les interstices et entre en contact avec de nombreuses surfaces de solides. Les mécanismes de capture comprennent :
-
Interception directe lorsqu'une particule entre en collision avec la surface d'un granulé.
-
Impaction inertielle pour les particules plus grandes ou plus denses qui ne peuvent pas suivre les lignes d'écoulement.
-
Capture par diffusion de nanoparticules pour lesquelles le mouvement brownien augmente les chances de collision.
-
Sédimentation d'inclusions très grossières sous l'effet de la gravité.
L'efficacité de la filtration augmente avec la profondeur du lit et la diminution de la taille médiane des pores, mais la perte de charge augmente en conséquence. Un média correctement agencé peut capturer une large gamme de tailles tout en maintenant la perte de charge dans les limites autorisées.
Composants et matériaux de construction typiques
Un ensemble de filtre à lit profond standard contient ces zones et ces pièces :
-
Coque extérieureLa construction d'un bâtiment : enveloppe en acier structurel qui supporte l'isolation et le revêtement réfractaire.
-
Revêtement réfractairebriques à base d'alumine ou de magnésie, coulées ou préformées, conçues pour résister aux chocs thermiques.
-
Plaque de distribution d'entréeLe système d'évacuation des eaux usées : répartit l'écoulement sur le lit, réduit la formation de chenaux localisés.
-
Grille de soutien et de rétention de haut niveauLes couches supérieures sont soutenues par le système d'information sur la santé : il empêche la perte de médias et soutient les couches supérieures.
-
Paquet de supports gradués: typiquement billes d'alumine, Le sable est constitué d'une couche de sable, de gros grains et de particules fines disposées en plusieurs couches.
-
Grille de support de sortie et connexion au lavoir: zone de décharge des filtres et connexion à la voie d'écoulement en aval.
-
L'instrumentationLes éléments de l'installation sont les suivants : thermocouples, indicateurs de niveau, capteurs de pression et orifices d'accès pour l'inspection.
Les matériaux sont sélectionnés en fonction de leur compatibilité chimique avec l'aluminium, des exigences de conductivité thermique et de la résistance mécanique. Les médias à base d'alumine restent la norme industrielle pour les lits profonds en aluminium.

Sélection des médias filtrants et stratégie d'étagement
Les supports sont spécifiés par leur forme, leur diamètre nominal, leur densité et l'état de leur surface. Les dispositions courantes utilisent trois couches principales :
-
Couche supérieure (média en boule)Les billes d'alumine tabulaire sphériques relativement grandes protègent les fines internes contre le déplacement et empêchent l'entraînement. Elles assurent également une faible perte de charge à l'entrée initiale.
-
Couche intermédiaire (alumine tabulaire fine ou concassée): la principale zone de capture. La densité d'empilement des particules et la distribution des tailles de fines déterminent les dimensions de la gorge des pores et l'efficacité de la filtration.
-
Couche inférieure (billes de soutien ou gros grains): empêche les fines de s'échapper et soutient le lit de capture.
L'épaisseur des couches varie en fonction du débit et de la charge de particules. Une approche courante consiste à dimensionner les fines de manière à ce que les gorges des pores interstitiels piègent efficacement la gamme de tailles d'inclusion cible tout en limitant la chute de pression. Les fournisseurs de l'industrie publient des gradations calibrées de médias et des recommandations d'échelonnement pour les débits cibles.
Calculs de dimensionnement, de débit et d'attente
Objectifs de la conception
La conception permet de sélectionner la section transversale du lit, la profondeur et la granulométrie du média afin d'atteindre le débit cible, la chute de pression admissible, l'efficacité de capture souhaitée et le volume maximal acceptable de rétention des métaux.
Relations de base
-
La surface de filtration est souvent fonction du débit massique du métal en tonnes par heure. Une relation empirique couramment utilisée est la suivante
A = k * Q, oùAest la surface du filtre en mètres carrés,Qest le débit de métal en t/h, etkest un coefficient de capacité dérivé des données du fournisseur et d'installations antérieures. Les coefficients typiques rapportés sont de l'ordre de 0,04 à 0,06 m² par t/h pour les lits profonds utilisés dans la production de feuilles et de bobines. -
Le volume de métal retenu V_h dépend de la porosité et de la profondeur du lit :
V_h = (1 - ε) * V_bedoùεest la fraction de vide etV_bedest le volume géométrique de la zone tassée. La fraction de vide pour l'alumine sphérique tassée est généralement de 36 à 40 %, ce qui entraîne des fractions de rétention importantes pour les lits profonds. La minimisation de la rétention est essentielle pour les environnements multi-alliages.
Exemple concret
Supposons que le débit requis soit de 50 t/h. En utilisant k = 0,0413 m²-h/t (référence courante), la surface du filtre A = 0,0413 * 50 = 2,065 m². Si la profondeur du lit est de 0,8 m et que le diamètre du lit correspond à la surface, le volume du lit est de V_bed = A * profondeur = 1,652 m³. Avec une fraction de vide de 0,38, le métal contenu est égal à V_metal = ε * V_bed = 0,6278 m³, ce qui, à une densité d'aluminium fondu de 2,4 t/m³, équivaut à environ 1,51 t de rétention de métal. Les concepteurs utilisent cette mesure pour calculer les pertes dues au changement d'alliage et les calendriers de remplacement.

Installation, intégration et mise en place du processus
Les meilleures pratiques de placement minimisent la recontamination et régularisent le flux vers le point de coulée :
-
Placer le filtre entre le four de maintien final et la machine de coulée pour s'assurer que le métal traité est directement acheminé vers le processus. Évitez les longs couloirs ouverts qui favorisent la reformation de l'oxyde.
-
Prévoir une pièce de transition ou une gorge qui maintient un écoulement laminaire des bouchons sur le dessus du lit. Les plaques de répartition du débit atténuent la canalisation.
-
Ils sont dotés d'une capacité de dérivation et de vidange pour permettre la maintenance et la manipulation contrôlée du métal pendant le changement. Un volume de surpression intégré peut compenser les brèves interruptions de débit.
-
Les instruments de mesure de la température, du niveau et de la pression différentielle doivent alimenter le contrôle du processus afin d'éviter la surchauffe ou l'assèchement du lit.
L'intégration avec les opérations de dégazage, de fluxage et d'alliage en amont améliore la propreté globale de la coulée et réduit les retouches en aval.
Paramètres de fonctionnement et mesures de performance
Les opérateurs surveillent plusieurs indicateurs :
-
Pression différentielleLa pression différentielle croissante indique une charge progressive. Les plages acceptables et les seuils d'alarme sont propres à chaque fournisseur.
-
Température de sortie du métalLes températures doivent être maintenues dans les limites de la tolérance de coulée. Une perte de chaleur excessive à travers le lit peut augmenter le risque de solidification.
-
DébitLes systèmes d'alimentation en eau et d'évacuation des eaux usées doivent être conçus de manière à éviter l'entraînement ou le refroidissement localisé.
-
Efficacité de la filtrationDe nombreux utilisateurs font état d'une capture de plus de 90 % des particules de plus de 10 micromètres dans des lits profonds bien conçus.
Les protocoles d'essai comprennent l'échantillonnage avant et après le filtrage, l'inspection au microscope des inclusions et le contrôle des taux de défauts dans le produit fini.
Maintenance, remplacement des supports et gestion des changements d'alliage
L'usure et la contamination des médias imposent des cycles de remplacement planifiés. Facteurs clés :
-
Remplacement programméLa durée de vie d'un produit : dépend de la charge d'inclusion, du programme d'alliage et du taux de rebut acceptable dû à l'immobilisation du support. Les changements planifiés sont coordonnés avec la production afin de minimiser les temps d'arrêt et les pertes d'alliage.
-
Traitement des couchesLes billes et les fines doivent être remplacées dans l'ordre recommandé. Certains systèmes permettent de compléter les couches de billes tout en conservant les fines si la contamination est faible.
-
Procédures de changement d'alliageLe changement d'alliage : lors du changement d'alliage, le métal retenu dans le lit doit souvent être récupéré ou traité ; les techniques comprennent le taraudage contrôlé, l'écrémage ou la récupération dans un four de mélange pour réduire la ferraille. Les vendeurs et les casthouses utilisent souvent des recettes de changement d'alliage prédéfinies pour réduire les pertes.
Un bon entretien, un enregistrement rigoureux des intervalles de remplacement et du nombre d'inclusions permettent d'optimiser les coûts du cycle de vie.
Comparaison avec filtres en mousse céramique et d'autres technologies
La filtration en lit profond et les filtres à mousse céramique partagent le principe de la filtration interne mais diffèrent par leur facteur de forme et les compromis qu'ils impliquent :
-
Spectre de captureLes filtres à mousse céramique ont des structures de pores fixes et excellent dans la filtration au point d'utilisation pour les lots plus petits.
-
Retenue de métalLes lits profonds retiennent généralement plus de métal, ce qui augmente les coûts lors des changements d'alliage. Les filtres en mousse céramique présentent une rétention beaucoup plus faible par filtre.
-
Simplicité opérationnelleLes filtres céramiques sont généralement des éléments à usage unique dont le remplacement est plus simple. Les lits profonds nécessitent une manipulation plus complexe mais offrent une capacité de débit continu plus élevée.
Le choix dépend de la cadence de production, du mélange d'alliages, de la propreté visée et des compromis entre les coûts d'investissement et les coûts d'exploitation. Certaines usines adoptent des stratégies hybrides comprenant une filtration initiale en lit profond suivie de filtres polis à mousse céramique localisés pour combiner les avantages.
Considérations environnementales, sécuritaires et métallurgiques
-
Mélange de ferraille et d'alliagesLe mélange de métaux : le métal retenu dans le lit crée un inventaire d'alliages qui doit correspondre aux pratiques de contrôle de la qualité. Un mélange non contrôlé peut contaminer des alliages de grande valeur.
-
Contrôle des fuméesLe captage d'oxygène et le fluxage génèrent des fumées. Les enceintes, l'extraction locale et les laveurs étanches réduisent les émissions.
-
Risques thermiquesles ports d'accès nécessitent des procédures de verrouillage sûres et des mesures de contrôle du travail à chaud. La manipulation de matériaux réfractaires nécessite le port d'un EPI contre les poussières.
-
Élimination des déchetsLes fines usées et les billes contaminées peuvent être considérées comme des déchets industriels ; suivre les réglementations locales pour l'élimination et le recyclage éventuel des matériaux d'alumine.
Les bonnes pratiques métallurgiques exigent de documenter les inventaires de métaux, y compris les métaux détenus dans les filtres, afin d'en assurer la traçabilité.
Problèmes courants et liste de contrôle de dépannage
-
Augmentation de la pressionSi rapide, vérifier la présence d'un corps étranger ou d'un affaissement de la grille. Si l'opération est rapide, vérifier la présence d'un corps étranger ou d'un effondrement de la grille.
-
Canalisation et mauvaise captureVérifier l'uniformité de la plaque de distribution d'entrée et de la garniture du lit. Des billes endommagées ou des couches inégales peuvent créer des chemins préférentiels.
-
Accrochage excessif du métalconfirmer la profondeur du lit et la porosité par rapport à la conception ; envisager des changements échelonnés du milieu ou des modifications de la conception pour réduire les retenues.
-
Contamination de l'orifice de sortie après l'entretienLe contrôle de l'état de la grille de sortie est un élément essentiel de l'installation : il permet de s'assurer que la grille de sortie est correctement remise en place et d'effectuer un démarrage contrôlé pour purger les particules fines entraînées.
-
Fissuration thermique du revêtementLes produits de l'industrie de l'audiovisuel doivent être inspectés pour déceler les variations rapides de température ou les chocs mécaniques lors de la manipulation des supports ; suivre les recommandations du fournisseur en matière d'entretien.
Un registre structuré enregistrant les tendances de la pression, les températures et les actions de maintenance permet d'accélérer l'analyse des causes profondes.
Applications industrielles et notes de cas
Les filtres à lit profond sont couramment utilisés dans :
-
Laminoirs produisant des feuilles et des plaques pour l'emballage alimentaire et l'électronique. Leur capacité convient aux lignes continues à haut volume avec des limites de défauts strictes.
-
Coulée de brames et de lingots où un débit important bénéficie d'une filtration en profondeur continue.
-
Casthouses à plusieurs étages combinant dégazage, fluxage, et une filtration en profondeur pour produire des billettes destinées à un traitement exigeant en aval.
Les notes de cas des fournisseurs montrent des réductions significatives des défauts liés à l'inclusion suite à l'installation de DBF, avec un retour sur investissement dû à la réduction des rebuts et des retouches pour les produits de qualité supérieure.
Tableaux
Tableau 1 : Couches et caractéristiques typiques des médias en lit profond
| Couche | Matériau typique | Taille nominale des particules | Rôle principal |
|---|---|---|---|
| Couche supérieure | Billes d'alumine tabulaire | 10 à 30 mm | Distribution du flux, prévention de l'entraînement des particules fines |
| Couche de capture | Fines d'alumine tabulaire broyées | 0,5 à 6 mm | Zone principale de capture des inclusions |
| Couche de soutien | Gros grains ou billes | 6 à 12 mm | Support mécanique et rétention des fines |
Tableau 2 : Critères de performance typiques (rapports industriels)
| Métrique | Gamme typique de lits profonds | Notes |
|---|---|---|
| Efficacité de filtration pour les particules de >10 μm | 90 à 98 pour cent | Dépend de l'étagement et de la profondeur du lit |
| Retenue de métal par m³ de lit | 0,6 à 0,9 m³ | Dépend de la fraction de vide et de la géométrie du lit |
| Profondeurs de lit courantes | 0,5 à 1,0 m | Des lits plus longs favorisent la capture mais augmentent la rétention |
Tableau 3 : Résumé de la comparaison : lit profond contre mousse céramique
| Fonctionnalité | Filtre à lit profond | Filtre en mousse céramique |
|---|---|---|
| Capacité de débit | Élevée, adaptée aux opérations en continu | Moins cher par élément, bon pour le point d'utilisation |
| Retenue de métal | Haut | Faible |
| Logistique de remplacement | Manipulation complexe par étapes | Remplacement simple |
| Capture pour une large distribution des tailles | Excellent | Bon pour les petits pores et les tailles spécifiques |
Filtration en lit profond (DBF) : FAQ sur le raffinage de haute performance
1. Quelle taille de particules un lit profond peut-il capturer efficacement ?
2. Quelle quantité de métal est généralement contenue dans le lit ?
3. Quelle est la fréquence de remplacement des masses filtrantes ?
4. Les lits profonds peuvent-ils filtrer tous les types d'alliages d'aluminium ?
5. Qu'est-ce qui provoque une augmentation rapide de la pression au lit ?
Des pics de pression soudains sont généralement le signe d'une augmentation de la pression :
- Compaction des fines : Les médias se déplacent ou se fixent trop étroitement.
- Blocage des scories : Gros oxydes ou réfractaires de four entrant dans le lit.
- Restrictions en aval : Problèmes avec la grille de sortie ou les plaques de support.
6. Les lits profonds sont-ils compatibles avec le contrôle automatisé des casernes ?
7. Quels sont les supports les plus performants pour une propreté extrême ?
8. Comment réduire les pertes de métal lors des changements d'alliage ?
Pour minimiser les pertes, pensez à :
- Mise en œuvre vidange rapide pour récupérer plus de métal.
- Planification des cycles de production pour regrouper les alliages similaires.
- Utilisation d'un four de récupération pour traiter le métal récupéré dans le lit.
9. Quels tests permettent de valider les performances des lits profonds ?
La validation standard comprend :
- PoDFA/Prefil : Analyse métallographique des inclusions.
- Comptage des particules de métal liquide : Surveillance en temps réel du flux de particules.
- Suivi des défauts du produit final : Corrélation entre les trous d'épingle du film ou les fissures de la bride de la boîte et les données de filtration.
