Pour la plupart des tâches de moulage de l'aluminium, un filtre en mousse céramique avec 30 PPI offre un équilibre efficace entre la rétention des particules et le débit de métal, produisant des pièces coulées plus propres, moins de défauts de surface et des performances mécaniques plus prévisibles par rapport aux alternatives plus grossières ou beaucoup plus fines.
1. Vue d'ensemble
Un filtre en mousse céramique de 30 PPI offre une finesse de filtration moyenne qui retient les inclusions non métalliques et réduit les turbulences tout en maintenant un flux de métal régulier pour de nombreux procédés de coulée d'aluminium courants, y compris la coulée au sable, la coulée en moule permanent et la coulée semi-continue de profilés et de billettes. Pour les fonderies qui recherchent une amélioration fiable de la qualité avec une perte de charge limitée, le 30 PPI est souvent choisi.

2. Ce que signifie “PPI” et pourquoi le nombre de pores est important
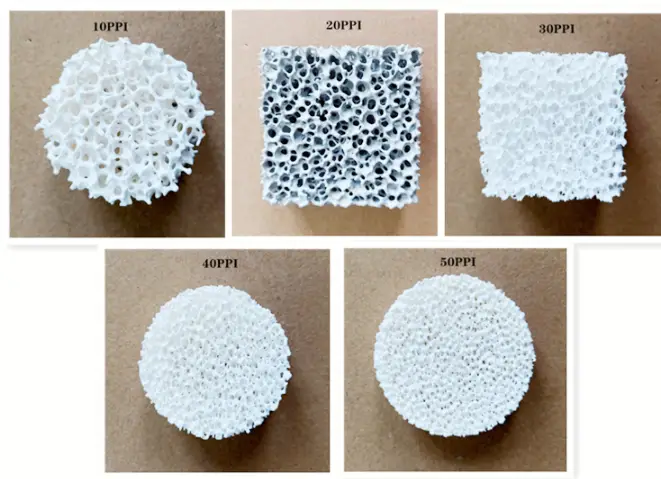
PPI signifie pores par pouce. Ce paramètre décrit le nombre moyen de cellules ouvertes mesuré sur un pouce linéaire du gabarit de mousse utilisé pour fabriquer le filtre en céramique. Des valeurs PPI plus élevées indiquent des réseaux de cellules plus fins et donc des canaux plus petits à travers le corps en céramique. La taille des pores influe sur deux caractéristiques de performance essentielles :
-
Capacité de rétention des particules : les pores les plus fins retiennent les inclusions les plus petites.
-
Résistance hydraulique : des pores plus fins augmentent la restriction du débit, ce qui peut nécessiter une plus grande surface de filtration ou des taux de coulée plus lents.
La sélection du PPI approprié pour une coulée spécifique dépend de la distribution de la taille des inclusions dans la masse fondue, de la vitesse de remplissage souhaitée, de la géométrie de la coulée et de la tolérance d'usinage en aval.
A lire également : Prix du filtre en mousse céramique 2026.
3. Chimies céramiques courantes utilisées pour les filtres à mousse
Les filtres en mousse céramique sont fabriqués à partir de plusieurs matériaux de base. Chaque chimie offre un équilibre distinct de résistance aux chocs thermiques, de résistance mécanique et de compatibilité chimique avec des alliages fondus particuliers.
-
A base d'alumine: Largement utilisé pour l'aluminium et ses alliages. Bonne stabilité thermique et neutralité chimique vis-à-vis des produits de fusion typiques de l'aluminium.
-
Carbure de silicium (SiC): Conductivité thermique et robustesse mécanique plus élevées. Courant lorsqu'une plus grande résistance mécanique est requise.
-
Zircone stabilisée: Utilisé pour les applications à haute température ou à haute pureté lorsqu'une très faible réactivité est essentielle.
Les fabricants fournissent parfois des formulations hybrides ou composites pour répondre aux besoins du processus.
4. Comment une structure à 30 PPI se comporte-t-elle dans la coulée d'aluminium en fusion ?
Une mousse de 30 PPI offre un équilibre : la taille des canaux est suffisamment petite pour intercepter de nombreuses inclusions non métalliques courantes tout en permettant un écoulement raisonnable du métal pendant la coulée. Les points de performance pratiques sont les suivants :
-
Capture d'inclusion: Efficace pour les crasses et les fragments d'oxyde courants sans causer de pertes de charge excessives.
-
Uniformité de l'écoulement: Le réseau de cellules ouvertes réduit les jets locaux et favorise un remplissage uniforme du moule. Cela diminue l'entraînement d'air induit par les turbulences et réduit la réoxydation.
-
Tolérance aux chocs thermiques: Les céramiques 30 PPI correctement frittées survivent à de multiples cycles de manipulation si elles sont coulées correctement, mais une immersion rapide dans une masse fondue surchauffée peut provoquer des fissures en l'absence d'un protocole de préchauffage.

5. Règles de dimensionnement et pratiques d'installation
Le dimensionnement et l'installation corrects du filtre sont essentiels pour obtenir des résultats prévisibles. Les principes suivants constituent un point de départ pratique.
Règles clés
-
Rapport entre la surface du filtre et la surface du papillon: Maintenir un rapport qui empêche une vitesse excessive à travers la face du filtre. La pratique industrielle suggère une surface filtrante multipliée par la surface d'entrée pour les pièces minces ; les pièces plus épaisses tolèrent des rapports plus faibles.
-
Orientation du filtre: Placer le filtre de manière à ce que les cellules soient alignées perpendiculairement au flux pour une meilleure efficacité de piégeage.
-
Scellement des bords: Veillez à ce que le joint soit bien ajusté dans le canal de coulée afin d'éviter tout contournement. Utiliser un joint céramique réfractaire ou une assise appropriée pour éliminer les interstices.
-
Préchauffage: Réchauffer le filtre pour éliminer l'humidité et minimiser le risque de choc thermique. Les méthodes typiques de préchauffage consistent à placer le filtre dans un four à température contrôlée pendant une courte période avant son utilisation.
Tableau 1 : Sélection de filtres typiques par application
| Type d'application | Choix typique d'un PPI | Raison d'être |
|---|---|---|
| Grands moulages structurels en sable | 10 à 20 PPI | Débit plus rapide, capture d'une plus grande quantité d'inclusions, contre-pression plus faible. |
| Pièces moulées générales en aluminium | 30 PPI | Filtration et débit équilibrés pour de nombreuses géométries de pièces. |
| Composants aérospatiaux de haute précision | 40 à 60 PPI | Filtration très fine nécessaire pour répondre à des normes strictes en matière de surface et de métallurgie. |
| Coulée continue / billettes | 20 à 40 PPI | Cela dépend de l'alliage et de la vitesse de production. |
6. Recommandations relatives à la surface du filtre et au rapport de débit
Le débit de métal à travers un filtre dépend de l'épaisseur du filtre, de sa porosité, du PPI et de la hauteur de pression. Règles pratiques utilisées par les fonderies expérimentées :
-
Augmenter la surface du filtre lors du passage d'un PPI plus grossier à un PPI plus fin, afin de maintenir la perte de charge dans des limites acceptables. Par exemple, le passage d'un IPP de 20 à 30 nécessite souvent une augmentation modérée de la surface.
-
Maintenir des profils de remplissage doux pour les pièces moulées à paroi mince en utilisant une plus grande surface frontale du filtre.
-
Plusieurs petits filtres en parallèle peut réduire la perte de charge tout en conservant une bonne performance de capture.
Tableau 2 : Paramètres physiques représentatifs pour 30 filtres PPI
| Propriété | Plage ou valeur typique | Note |
|---|---|---|
| Porosité (cellules ouvertes) | 60 à 90 pour cent | Une porosité élevée permet de réduire la rétention de masse et la perte de charge. |
| Tolérance de température de fonctionnement | Jusqu'à des températures d'aluminium en fusion | Varie en fonction de la chimie et du liant utilisés |
| Épaisseur typique (plaques standard) | 10 à 50 mm | De nombreuses fonderies utilisent 50 mm pour les pièces plus grandes |
| Dimensions typiques des faces | 178 × 178 mm, 254 × 254 mm, 305 × 305 mm | Tailles courantes du stock des fabricants |
7. Étapes de la fabrication et contrôles de qualité
Les filtres en mousse céramique suivent une séquence reproductible depuis le modèle en polymère jusqu'à la cuisson finale. Les étapes clés et les contrôles d'assurance qualité correspondants :
-
Sélection de la mousse polymère: Choisissez un modèle synthétique à cellules ouvertes avec le PPI cible.
-
Imprégnation: Enduire le gabarit d'une pâte céramique correspondant à la composition chimique souhaitée. Contrôler soigneusement la teneur en solides.
-
Séchage: Enlever le solvant sans provoquer de formation ou de fissuration de la peau.
-
Brûlage et frittage: Enlever le squelette du polymère, puis densifier les liaisons céramiques à haute température. Contrôler le retrait et la microstructure.
-
L'inspection: Vérification dimensionnelle, contrôle visuel des défauts, mesure de la porosité et essais d'écoulement dans des conditions simulées.
-
Traçabilité des lots: Marquer les lots pour suivre les séries de fours et les lots de matières premières.
Les paramètres de qualité à vérifier comprennent l'uniformité de l'IPP, l'absence de macro-fissures, le pourcentage de porosité souhaité et une résistance à l'écoulement acceptable.
8. Comparaison avec d'autres comptages de pores
Le choix du bon IPP nécessite une analyse des compromis. Le tableau ci-dessous résume les conséquences typiques.
Tableau 3. Comparaison des IPP
| PPI | Utilisation typique | Pour | Cons |
|---|---|---|---|
| 10 | Fonte lourde, filtration grossière | Faible restriction de débit, robuste | Capture limitée des particules fines. |
| 20 | Pièces générales en aluminium lourd | Rétention modérée, débit acceptable | Risque de manquer des inclusions plus petites. |
| 30 | La plupart des pièces moulées en aluminium | Capture et flux équilibrés | Peut nécessiter une surface légèrement plus grande que pour le 20 PPI. |
| 40 | Haute qualité, caractéristiques raffinées | Meilleure capture des particules fines | Perte de charge plus importante, réduction potentielle de la vitesse de coulée. |
| 50+ | Aérospatiale de précision ou utilisations spécialisées | Finesse de filtration maximale | Perte importante de la tête, nécessite souvent une plus grande surface faciale. |
9. Compatibilité avec les systèmes de dégazage, de fluxage et d'élimination des déchets
Le filtrage est plus efficace lorsqu'il est intégré dans un processus complet de qualité des matières fondues. Les meilleures pratiques sont les suivantes :
-
Effectuer un dégazage avant le filtrage pour réduire la teneur en hydrogène et briser les grandes pellicules d'oxyde qui, autrement, obstrueraient les canaux de filtration.
-
Appliquer le fluxing lorsque cela est nécessaire pour éliminer les oxydes de surface avant la coulée. Les filtres capturent les particules résiduelles mais ne remplacent pas un fluxage adéquat.
-
Concevoir des portes pour réduire les turbulences en amont du filtre. Utiliser des sections d'étranglement pour ralentir le débit et éviter l'impact sur la face du filtre.
10. Propriétés physiques typiques et limites d'utilisation
Les performances des filtres dépendent des dimensions, du matériau et de la microstructure.
-
Densité: Les filtres céramiques sont légers par rapport aux réfractaires solides en raison de leur porosité ouverte élevée.
-
Manipulation mécanique: La mousse céramique est fragile en cas de tension ou de flexion. Elle doit être soutenue par des cadres rigides lorsqu'elle est utilisée dans des lignes de coulée automatisées.
-
Cyclage thermique: L'exposition répétée à de grands gradients thermiques peut provoquer des fissures ; le préchauffage et des taux d'immersion contrôlés réduisent ce risque.
11. Avantages pour la métallurgie de la coulée et l'amélioration du rendement
Les avantages pratiques et mesurables liés à l'utilisation d'un filtre 30 PPI correctement sélectionné sont les suivants :
-
Nombre d'inclusions plus faible dans les pièces moulées finies, réduisant ainsi les rebuts d'usinage.
-
Amélioration de l'état de surface et une porosité plus faible dans les zones proches de la surface.
-
Propriétés mécaniques plus constantes en réduisant les défauts internes.
-
Réduction des rebuts et des reprises ce qui améliore le rendement global de la fonderie et le coût par pièce.
Des études de cas réalisées par de nombreux fournisseurs font état d'une réduction visible des défauts et d'économies en aval lorsque les filtres en mousse s'intègrent au dégazage et à une bonne conception des portes.
12. Dépannage des problèmes courants et solutions
Voici les problèmes récurrents que les fonderies rencontrent avec les filtres 30 PPI et les remèdes recommandés.
-
Problème : Chute de pression rapide ou colmatage pendant la coulée.
Solution : Vérifier la présence d'une charge excessive de crasse dans la matière fondue et réduire la vitesse de coulée ; augmenter la surface du filtre ou utiliser des éléments parallèles. Le dégazage en amont peut réduire le colmatage. -
Problème : le filtre se fissure lors de l'immersion.
Solution : Mettre en œuvre la procédure de préchauffage et ajuster la vitesse d'immersion. Vérifier le taux d'humidité du filtre avant utilisation. -
Problème : écoulement en dérivation sur les bords du filtre.
Solution : Améliorer l'assise, utiliser des joints ou modifier la conception de la glissière pour forcer le métal à passer à travers la face du filtre.
13. Approvisionnement, facteurs de coûts, durée de conservation, stockage, manipulation
Les composantes du coût des filtres en mousse céramique comprennent les matières premières, la qualité des gabarits, la main-d'œuvre et le temps passé dans le four pendant le frittage, ainsi que la finition. L'achat en gros permet de réduire les prix unitaires, tandis que les produits chimiques spécialisés augmentent les coûts.
Conseils de stockage et de manipulation :
-
Garder au sec dans un emballage scellé pour éviter la prise d'humidité.
-
Magasin plat sur un support stable afin d'éviter toute flexion.
-
Rotation du stock par FIFO afin d'éviter un stockage prolongé qui pourrait permettre l'adsorption d'humidité ou la dégradation de l'emballage.
Tableau 4 : Exemple de dimensionnement pour des taux de coulée d'aluminium typiques
| Taille de la face du filtre (mm) | Plage de débit massique typique (kg/min) | IPP recommandé pour cette gamme |
|---|---|---|
| 178 × 178 | 25-50 | 20-30 PPI pour un usage général |
| 254 × 254 | 45-100 | 30 PPI pour une filtration équilibrée |
| 305 × 305 | 90-170 | 20-30 PPI dans de nombreux cas de fonderie |
| 381 × 381 | 147-280 | Utiliser un PPI plus grossier ou plusieurs éléments en parallèle |

14. Points relatifs à l'environnement, à la santé et à la sécurité
Les filtres céramiques contiennent des céramiques inertes qui présentent un faible risque chimique une fois frittées. Toutefois, une pratique sûre exige de prêter attention aux étapes de production et de manipulation :
-
Contrôle des poussières lors de la coupe ou de l'élagage: Utiliser une ventilation locale et des EPI lors de l'usinage de la céramique sèche.
-
Fumées de combustion du liant: Gérer les dégagements gazeux pendant la cuisson par une ventilation adéquate du four.
-
Élimination: Les filtres usagés contaminés par des résidus métalliques peuvent nécessiter une élimination dans le cadre des procédures relatives aux déchets de fonderie.
Filtration en mousse céramique 30 PPI : Optimisation technique FAQ
1. Pourquoi une fonderie choisirait-elle 30 PPI plutôt que 20 PPI ?
2. Un filtre de 30 PPI peut-il supporter des températures de coulée continues ?
3. Comment préchauffer correctement un filtre ?
4. Ai-je besoin d'un IPP différent selon les alliages d'aluminium ?
5. Puis-je réutiliser les filtres en mousse céramique ?
6. Quelle doit être la taille du filtre par rapport à la zone de déclenchement ?
7. Quelle chimie offre la meilleure résistance aux chocs thermiques ?
8. Quels sont les problèmes qui indiquent un “contournement du filtre” ?
9. Quel est le rapport entre l'IPP et la taille des pores en microns ?
Le PPI est un comptage structurel et non une mesure directe en microns. La géométrie des cellules et l'épaisseur des parois varient d'un fabricant à l'autre. Toutefois, en règle générale :
30 PPI ≈ 500 - 700 µm d'ouverture
Consultez toujours les courbes de débit de votre fournisseur pour obtenir des données précises sur l'efficacité de la filtration.
10. Où puis-je me procurer des filtres 30 PPI de qualité ?
Recommandations finales pour les fonderies choisissant 30 PPI
-
Associer le filtre à un nettoyage de la masse fondue en amont tels que le dégazage et le fluxage pour prolonger la durée de vie du filtre et réduire le colmatage.
-
Effectuer des essais à petite échelle avec des taux d'injection et de coulée réalistes pour mesurer la perte de charge et la capture des inclusions avant le lancement de la production complète.
-
Demander les courbes de débit et les certificats de matériaux du fabricant pour confirmer la qualité du frittage et la perte de charge attendue.
-
Performance des lots de documents afin que les ingénieurs de processus puissent établir un lien entre les choix de filtres et les mesures de rendement.
