A presa de artesa es un tapón mecánico o refractario compacto y reemplazable que se utiliza dentro de una cuba de metal fundido para detener, medir o controlar el flujo de aluminio líquido en la línea de colada; cuando se especifican e instalan correctamente, las presas de cuba reducen las turbulencias, evitan el movimiento prematuro del metal, permiten el arranque automatizado de las coladas, protegen los equipos de filtración y desgasificación aguas abajo y reducen los índices de desechos, lo que las convierte en un componente esencial de las modernas naves de colada de aluminio y en un complemento natural de la gama de productos de AdTech. desgasificación, filtración y de artesa.
1. ¿Qué es una presa de artesa?
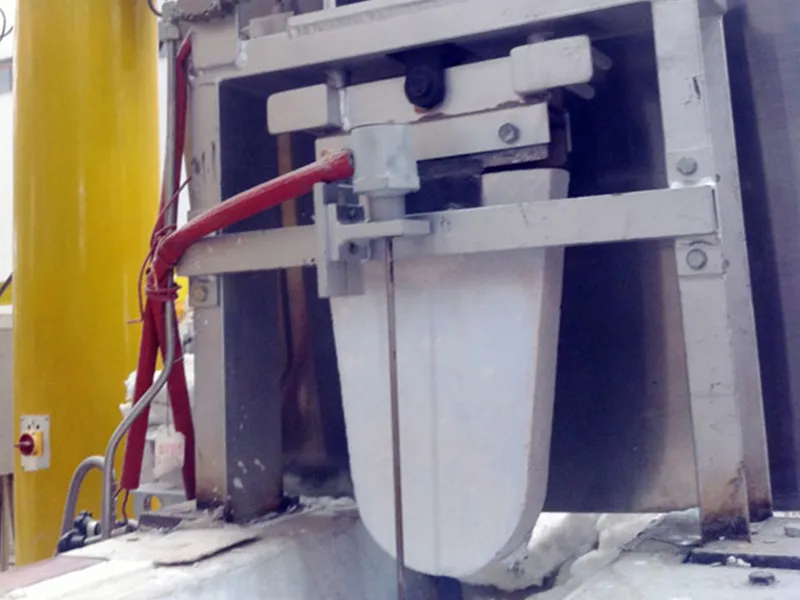
Una presa de artesa es un inserto o compuerta que se coloca a lo largo de la sección transversal interna de una colada o artesa para detener el flujo de metal fundido o crear una bolsa de retención aguas arriba. En la práctica, el dispositivo permite un inicio controlado del ciclo de fundición, aísla secciones de una cuba para su mantenimiento y proporciona una cabeza de metal predecible para medir el flujo hacia los filtros o moldes. El beneficio inmediato es un menor número de interrupciones de la colada, una reducción de las turbulencias en la interfaz del filtro y un funcionamiento manos libres más seguro durante el inicio de la colada.
Vídeo relacionado: Conceptos básicos del sistema de compuertas y el blanqueo (explicación animada).
Por qué es importante tanto para los ingenieros como para los compradores
-
Ingenieros: proporciona control de flujo y reduce el atrapamiento de óxidos y escoria en el filtro o molde.
-
Compradores y aprovisionamiento: reduce la chatarra, mejora la fiabilidad de los ciclos y puede integrarse en la automatización para reducir los riesgos laborales y de seguridad.
2. Funciones básicas y papel de la dinámica de fluidos
Una presa de artesa influye en tres cualidades hidráulicas principales de un lavadero: caudal, turbulencia en la superficie libre y altura del metal. Unas presas bien diseñadas crean un embalse estable aguas arriba, de modo que cuando se abre la presa el caudal aguas abajo es dosificado y no impulsivo. Esto minimiza el arrastre por vórtices y el arrastre de escoria, que son las principales causas de inclusiones en las piezas fundidas.
Modos funcionales clave:
-
Cierre positivo para paradas de mantenimiento o de emergencia.
-
Liberación de la medición para la fundición por etapas o para cebar un filtro.
-
Ciclado automático junto con sistemas de actuadores para producir perfiles de llenado consistentes.

3. Materiales, revestimientos y construcción mecánica
Los materiales se eligen en función de la resistencia al choque térmico, la compatibilidad química con el aluminio fundido, la resistencia a la abrasión y la facilidad de sustitución. Métodos de construcción habituales:
Insertos refractarios
-
Placas prefabricadas o moldeadas de alto contenido en alúmina, hormigones aislantes densos o piezas cerámicas moldeadas que se deslizan en la sección transversal del lavadero. Proporcionan un sellado pasivo contra el revestimiento refractario. Los proveedores habituales fabrican variantes con juntas o con ranuras.
Puertas mecánicas
-
Presas con cuerpo de acero y caras refractarias o compuertas en forma de válvula que se cierran contra un asiento refractario. Pueden ser de accionamiento manual, neumático o motorizado, y suelen utilizarse cuando se requieren ciclos repetidos o compuertas parciales.
Diseños compuestos
-
Núcleo refractario con una junta de grafito o cerámica envuelta para mejorar el sellado; útil en lavaderos que experimentan una ligera desalineación o desgaste.
La tabla 1 resume las opciones de materiales más comunes y sus ventajas y desventajas.
| Material / Tipo | Ventajas | Inconvenientes | Vida útil típica (estimación) |
|---|---|---|---|
| Presa moldeable de alta alúmina | Excelente resistencia a la temperatura y a los productos químicos | Más pesado, requiere moldeado | 6-18 meses (depende del servicio) |
| Bloque cerámico denso prefabricado | Sustitución rápida, forma homogénea | Mayor coste por unidad | 3-12 meses |
| Dique mecánico de acero con cara refractaria | Accionamiento rápido, listo para la automatización | Requiere juntas, más mantenimiento | 12-36 meses para las piezas mecánicas; la cara refractaria se sustituye por separado. |
| Composite con revestimiento de grafito | Buena resistencia al choque térmico | Preocupación por la oxidación si se expone | Variable; vida refractaria típicamente más corta |
4. Tipos y configuraciones utilizados en lavaderos y artesas
Las presas de artesa vienen en múltiples configuraciones. Elija el estilo que mejor se adapte al ritmo de producción y a la distribución de la nave.
Tipos comunes
-
Presa de inserción ranurada: baldosa deslizante sujeta por compresión; mínima complejidad de sellado.
-
Presa de tablero con juntaPlaca precortada con junta perimetral para mejorar la estanqueidad frente a revestimientos desgastados.
-
Dique de elevación/pistónInserto accionado por actuador que se levanta del paso de caudal para un ciclo de apertura rápido. Ideal para líneas automatizadas.
-
Puerta abatible o batienteCierre pivotante para pequeñas coladas. Más rápido, pero menos eficaz para un cierre completo.
Estrategias de colocación
-
Aguas arriba de la filtración: evita que el metal frío eluda los filtros durante la preparación.
-
En los cruces de transferencia: aísla las ramas durante el mantenimiento.
-
Antes de los moldes: garantiza la dosificación y el filtrado del primer disparo de metal.

5. Consideraciones sobre fabricación, instalación y automatización
La aplicación práctica incluye tres capas: geometría correcta de la pieza, montaje seguro e interfaz de automatización.
Geometría
-
Un dique debe ajustarse al perfil interno del lavadero con tolerancias de dilatación térmica. Muchas fundiciones especifican diques que encajen en una ranura mecanizada o que se compriman en una ranura con junta.
Montaje
-
La presa se ancla mediante abrazaderas mecánicas, marcos atornillados o placas actuadoras. Asegúrese de que el anclaje tiene en cuenta los ciclos térmicos para evitar fisuras por tensión.
Automatización
-
Los actuadores neumáticos o eléctricos permiten arranques de colada manos libres y pueden conectarse a la lógica PLC para secuencias temporizadas con posicionamiento de cuchara, conexión de filtros y unidades de desgasificación. Los sistemas automatizados reducen la exposición del operario y aumentan la repetibilidad. Pyrotek y otros proveedores similares ofrecen sistemas automatizados de presas de artesa con asistencia de elevación y juntas.
6. Integración con las líneas de productos de desgasificación, filtración y AdTech
Una presa de artesa es más valiosa cuando se trata como un punto de control aguas arriba de la desgasificación y la filtración. La mejor práctica consiste en crear un embalse corto y tranquilo aguas arriba del filtro, de modo que éste vea un flujo constante y de baja velocidad cuando se inicia la colada. Esto reduce la carga de choque en los filtros de espuma cerámica y proporciona a las unidades de desgasificación una ventana de funcionamiento estable.
Cómo complementan las presas los productos AdTech
-
Desgasificadoresrequieren un caudal predecible para mantener el tiempo de residencia de las burbujas. Una presa que mide el caudal ayuda a mantener constante la eficacia de la eliminación de burbujas.
-
Filtros de espuma cerámica y placas filtrantes: las sobretensiones repentinas pueden dañar las células de espuma o forzar el paso de escoria por el filtro. Un arranque controlado por presa protege los medios filtrantes y reduce la frecuencia de sustitución.
-
Revestimientos de cubetas y accesorios para tapas calientes: las presas reducen las salpicaduras y mejoran el control de la temperatura en toda la lavandería.
Nota de ingeniería: incluir una pequeña bolsa aguas arriba del filtro que contenga al menos 1-2 litros por cada 100 mm de anchura del filtro para garantizar una cabeza estable durante la apertura de la válvula. El tamaño exacto depende de la aleación, la velocidad de colada y la inclinación del lavadero.
7. Métricas de rendimiento, modos de fallo y mantenimiento preventivo
Métricas clave a controlar:
-
Eficacia del sellado medido como índice de fugas durante el tiempo de inactividad.
-
Repetibilidad ciclo a ciclo para presas automatizadas.
-
Índice de desgaste del refractario en mm/mes o vida en yesos.
-
Choques térmicos contados como sucesos de calentamiento rápido.
Modos de fallo comunes
-
Desconchados refractarios del choque térmico.
-
Degradación de la junta provocando fugas.
-
Fallo del actuador por exceso de temperatura o entrada de polvo o escoria.
-
Desajustado por el uso causando un sellado desigual.
Lista de mantenimiento
-
Inspeccionar la cara de la junta después de cada turno.
-
Compruebe semanalmente el funcionamiento del actuador y los puntos de engrase.
-
Registrar mensualmente el espesor del refractario y planificar las sustituciones cuando el espesor descienda por debajo del mínimo de diseño.
-
Mantenga presas de inserción de repuesto dimensionadas y almacenadas en un lugar seco para un intercambio rápido.
8. Lista de comprobación del pliego de condiciones y consejos para la contratación
Al especificar una presa de artesa para su cotización, incluya los siguientes datos mínimos al proveedor:
-
Dimensiones internas de la lavandería y perfil de la sección transversal (preferiblemente planos).
-
Aleación y temperatura típica de colada.
-
Caudal o litros por minuto previstos.
-
Ciclo de trabajo: continuo frente a intermitente; número de ciclos por hora.
-
Funcionamiento deseado: manual, neumático, eléctrico.
-
Interfaz de automatización y E/S de PLC necesarias.
-
Limitaciones medioambientales: temperaturas ambiente elevadas, humos corrosivos.
-
Requisito de plazo de entrega y piezas de repuesto.
-
Criterios de aceptación: índice de fugas, velocidad de accionamiento.
-
Garantía y política de sustitución de refractarios.
Cuadro 2: Guía de tamaños típicos y tipo de presa recomendada
| Anchura de lavado (mm) | Tipo de presa típico | ¿Automatización recomendada? | Notas |
|---|---|---|---|
| 100-200 | Tablero ranurado o con junta | Opcional | Las lavanderías pequeñas pueden utilizar plantillas sencillas |
| 200-400 | Tablero con juntas o puerta abatible | Recomendado | Equilibra sello y coste |
| 400-800 | Presa de elevación neumática con junta | Muy recomendable | Los grandes caudales se benefician de las presas accionadas |
| >800 | Presas segmentadas o compuertas múltiples | Requerido | Utilizar juntas y actuadores redundantes |
9. Ejemplos de campo y breves notas de casos
-
Arranque automático del filtroun laminador de tamaño medio integró una presa de elevación neumática delante de un filtro de espuma cerámica. Resultado: el rendimiento de la primera pasada aumentó un 4% y los intervalos de sustitución del filtro aumentaron un 25%.
-
Aislamiento de mantenimientouna fundición utilizó presas de inserción ranuradas en varios puntos de ramificación para aislar los lavaderos durante la sustitución del revestimiento sin necesidad de parar todo el sistema. El tiempo de inactividad por reparación se redujo de 8 a menos de 3 horas.
10. Ejemplo de pliego de condiciones
El proveedor deberá suministrar una presa de elevación neumática dimensionada para ajustarse a la sección transversal del lavadero. El material de la cara frontal de la presa será moldeable de alta alúmina con refuerzo de acero inoxidable. El actuador debe tener una clasificación IP65, con kit de regulación de la presión de aire y control de velocidad ajustable. Se suministrará una cara refractaria y una junta de repuesto. Incluir diagramas de cableado para la integración del PLC e informe de ensayo que demuestre una fuga < 50 ml/min a 700C.
11. Tablas (comparación de materiales y vida útil típica)
(Véase el cuadro 1 anterior. Añade una segunda tabla que muestre los costes aproximados del ciclo de vida).
| Componente | Coste inicial | Frecuencia de sustitución | Coste anualizado aproximado (ejemplo) |
|---|---|---|---|
| Presa de cerámica prefabricada | Medio | 6-12 meses | Medio |
| Presa mecánica + actuador | Alta | 2-4 años (mecánica) + caras refractarias | Medio-alto |
| Inserto ranurado manual | Bajo | 3-12 meses | Bajo-medio |
| Caras refractarias de repuesto (inventario) | Bajo por artículo | Según sea necesario | Bajo |
12. Preguntas más frecuentes
1. ¿Cuál es la principal diferencia entre una presa de artesa y una compuerta de desagüe?
2. ¿Pueden instalarse presas de artesa en lavaderos existentes?
3. ¿Cómo dimensionar una presa para mi aleación y caudal?
4. ¿Son mejores las presas con juntas que las de ranura?
5. ¿Cómo mejora una presa la vida útil de la filtración?
6. ¿Qué mantenimiento requieren las presas accionadas?
7. ¿Afectan los diques de contención a la temperatura de fusión?
8. ¿Se recomiendan enclavamientos de seguridad automáticos?
9. ¿Con qué rapidez puede sustituirse una presa durante un turno?
10. ¿Cuáles son los plazos de adquisición de presas a medida?
13. Recomendaciones finales
-
Para instalaciones nuevas, elija una presa de elevación neumática con junta cuando la velocidad de colada supere los 300 L/min por metro de anchura.
-
Para adaptaciones con limitaciones presupuestarias, comience con insertos ranurados prefabricados y planifique una ruta de actualización a unidades accionadas.
-
Empareje las presas con un depósito corto aguas arriba y un filtro de espuma cerámica del tamaño adecuado para optimizar el tiempo de residencia de la desgasificación y minimizar las inclusiones.
-
Incluir caras refractarias de repuesto y un PNT sencillo de sustitución en el paquete de adquisición.
