La forma más eficaz de aumentar la eficiencia de los hornos de aluminio, reducir el tiempo de inactividad y disminuir el coste total de fusión es especificar un sistema de revestimiento refractario multicapa que combine una capa de trabajo anticorrosiva y no humectante (monolíticos o ladrillos conformados ricos en alúmina, magnesia o espinela) con una capa de refuerzo y aislamiento graduada, aplicada y curada con una tolerancia estricta y mantenida según un programa programado. La elección de la composición química, la densidad, la porosidad, la conductividad térmica y el método de instalación correctos duplicará normalmente la vida útil del revestimiento en comparación con un revestimiento inadecuado y de baja calidad, y producirá ahorros cuantificables en energía, pérdida de metal y reparaciones.
1. Antecedentes: por qué es importante el refractario en la fusión y mantenimiento del aluminio
Los hornos de aluminio presentan un desafío único en comparación con los equipos de fusión de metales ferrosos porque el aluminio fundido, su escoria, fundentes, y los contaminantes del reciclado atacan de forma diferente a los productos químicos refractarios. Los revestimientos refractarios separan el revestimiento de acero de las altas temperaturas y de las fases químicamente agresivas. El revestimiento determina las pérdidas de calor, la humectación y penetración del metal, la vida útil del revestimiento, la frecuencia de las reparaciones y, por tanto, el coste operativo. El diseño con la familia de refractarios y la técnica de aplicación correctas es la palanca dominante para mejorar la eficiencia térmica y reducir los tiempos de inactividad no programados.
2. Entorno del servicio y mecanismos de fallo
2.1 Condiciones térmicas y químicas en el interior de los hornos de aluminio
Las temperaturas típicas de funcionamiento para la fusión del aluminio oscilan entre aproximadamente 700°C y 820°C durante la fusión y pueden ser más elevadas localmente cerca de los quemadores o durante el recalentamiento; las temperaturas de mantenimiento son más bajas pero pueden permanecer por encima de 700°C. Materiales refractarios en contacto directo con la cara de aluminio fundido:
-
Humectación y penetración por metal líquido y materiales fundentes.
-
Corrosión química por óxidos, cloruros y fundentes vítreos presentes en la chatarra o la escoria.
-
Choque térmico por calentamiento rápido o control deficiente de la temperatura.
-
Abrasión mecánica por materiales de carga, chatarra y herramientas de manipulación.
-
Sobretemperatura localizada en las zonas del quemador o del grifo que provoca sinterización o desconchamiento.
Entender que el revestimiento sufre un ataque combinado térmico-mecánico-químico explica por qué ninguna propiedad garantiza por sí sola una larga vida útil. Es necesario hacer concesiones, que deben integrarse en el sistema de revestimiento.
2.2 Modos habituales de fallo
-
Penetración del metal líquido y saturación del metalmetal se humedece en poros y microfisuras, produciendo capas internas vítreas y cambios de volumen.
-
Ataque por fundente o escoriaLos fundentes procedentes de los productos de limpieza o de la chatarra se funden en las fases de la matriz y las disuelven, atacando preferentemente las fases ricas en sílice o cal.
-
Desprendimiento y agrietamiento por choque térmico: la dilatación diferencial entre capas provoca el desprendimiento de las escamas.
-
Abrasión mecánicaimpacto repetido de la carga o de las cucharas desgasta la superficie, exponiendo el nuevo material a la corrosión.
3. Propiedades clave de los materiales y especificaciones objetivo
La selección del refractario adecuado comienza con unos valores objetivo explícitos de densidad, porosidad abierta, resistencia al aplastamiento en frío, conductividad térmica, expansión térmica y química. A continuación se indican los intervalos de objetivos prácticos que se encuentran en la práctica y la bibliografía del sector.
3.1 Objetivos de ingeniería primarios (ventana de especificación típica)
-
Temperatura de trabajo: > 1750°C (para las calidades de alto contenido en alúmina o magnesia) para que el refractario conserve su resistencia estructural a temperaturas de fusión.
-
Densidad aparente2,4 a 3,2 g/cm³ según la familia de productos; una densidad más alta suele reducir la porosidad abierta y la humectación, pero puede aumentar la masa térmica.
-
Porosidad abierta8 a 18% para las capas de trabajo; una menor porosidad disminuye el riesgo de penetración del metal pero puede reducir la resistencia al choque térmico.
-
Resistencia al aplastamiento en frío (CCS): > 50 MPa para ladrillos; > 30 MPa para hormigones tras una cocción/curado adecuados.
-
Conductividad térmicabaja en las capas aislantes (< 0,5 W/m-K a la temperatura de servicio), moderada en las capas de trabajo (0,8-5 W/m-K según la composición). Los materiales enriquecidos con carburo de silicio tienen una conductividad térmica mucho mayor y solo deben utilizarse cuando sea beneficiosa una transferencia de calor rápida.
-
Coeficiente de dilatación térmica (CTE): emparejados entre capas para reducir las tensiones durante el ciclado.
-
No humectabilidadacabado superficial y química que desincentiven la humectación del aluminio; pueden añadirse revestimientos que contengan carbono o revestimientos antihumectantes.
3.2 Composición química y consideraciones sobre las fases
-
Alta alúmina (Al₂O₃) resisten las escorias ácidas y se utilizan habitualmente en zonas de contacto.
-
Magnesia (MgO) resisten las escorias básicas y tienen una resistencia favorable al aluminio fundido cuando se diseñan con fases de espinela.
-
Espinela (MgAl₂O₄) mejora la estabilidad termomecánica y la resistencia a la corrosión en entornos mixtos.
4. Familias refractarias: características, ventanas operativas, pros y contras
A continuación describimos las principales clases relevantes para los hornos de aluminio y las reglas prácticas de selección para cada una de ellas.
4.1 Ladrillos moldeados con alto contenido en alúmina
Características: Fases corindón densas, disponibles en grados 45-90% Al₂O₃; fuerte resistencia mecánica y refractariedad. Aplicación típica en zonas de trabajo de hornos de fusión.
Ventajas: Buena resistencia al ataque químico de entornos ricos en alúmina, alta resistencia y estabilidad dimensional.
Limitaciones: Pueden requerir revestimientos antihumectantes para evitar la penetración de metales; son más caros que algunos monolíticos.
4.2 Hormigones de magnesia y magnesia-espinela
Características: Formulaciones de MgO y espinela diseñadas para resistir la escoria básica y el metal. Los hormigones de bajo o ultrabajo contenido en cemento ofrecen mayor resistencia a altas temperaturas y menor contracción.
Ventajas: Buena resistencia a la penetración de fundentes y metales en determinados flujos de reciclado.
Limitaciones: Menor resistencia al choque térmico que algunos grados de alúmina; debe controlarse la sensibilidad a la hidratación durante el almacenamiento y la instalación.
4.3 Hormigones de alúmina-silicato (bajo contenido en cemento)
Características: Ampliamente utilizado debido a su disponibilidad y a sus propiedades equilibradas. Las formulaciones modernas con bajo contenido en cemento y sin cemento reducen las fases de cemento de aluminato cálcico que pueden ser débiles en presencia de fundentes.
Ventajas: Rentable y adaptable; buena en zonas superiores del horno fuera del contacto directo con el metal.
Limitaciones: Vulnerable a determinados productos químicos de fundentes en comparación con los sistemas de espinela de alto contenido en alúmina o magnesia.
4.4 Masa de apisonado y hormigones que contienen carburo de silicio
Características: El SiC aumenta la conductividad térmica y la resistencia a la abrasión; se utiliza en zonas donde se necesita una rápida transferencia de calor o resistencia a la erosión. La alta conductividad térmica puede aumentar la pérdida de calor si se aplica incorrectamente.
Ventajas: Excelente resistencia a la abrasión; útil para piqueras o zonas con alto desgaste mecánico.
Limitaciones: El SiC se oxida en el aire a alta temperatura a menos que esté protegido, y su alta conductividad puede elevar el consumo de energía.
4.5 Refractarios y revestimientos que contienen carbono o grafito
Características: Las fases de carbono reducen la humectación y resisten la penetración del aluminio fundido; a menudo se aplican como revestimientos o en mezclas ligadas con carbono.
Ventajas: Reduce la infiltración de metales y la humectación; bueno para superficies de contacto cuando se controlan los riesgos de oxidación.
Limitaciones: El carbono se oxida en presencia de oxígeno, por lo que son necesarias atmósferas de sellado y protección o revestimientos.

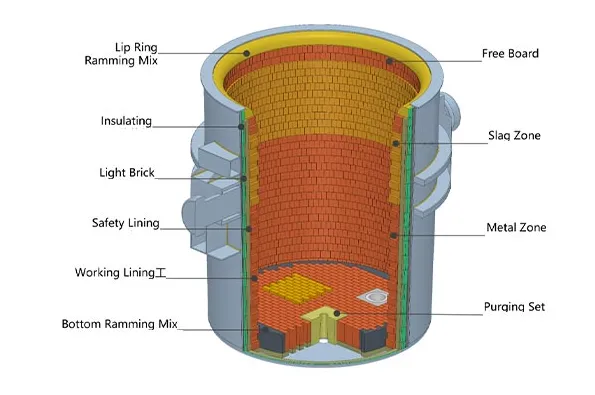
5. Arquitectura del revestimiento y directrices de grosor
Un revestimiento robusto tiene varias capas. Cada capa desempeña una función diferente: trabajo, seguridad/respaldo, aislamiento y revestimiento de acero. A continuación se muestran la configuración típica y los espesores prácticos.
5.1 Pila multicapa típica (exterior → interior)
-
Carcasa de acero - cuerpo del horno
-
Capa aislante - fibra cerámica de baja densidad o moldeable aislante, reduce la pérdida de calor
-
Capa de seguridad - yeso denso o ladrillos que proporcionan soporte estructural
-
Capa de trabajo - ladrillo de alta alúmina o espinela densa moldeable en contacto directo con el metal
5.2 Ejemplo de directrices de espesor (valores típicos)
-
Capa de trabajo: 25-100 mm en zonas de fusión; más pesado en zonas de grifos y quemadores.
-
Capa de seguridad: 50-150 mm según el tamaño del horno.
-
Aislamiento25-75 mm de material de baja conductividad térmica o capas más gruesas utilizando módulos de fibra cerámica.
Nota: Se trata de valores iniciales de diseño. El espesor real debe tener en cuenta el diámetro del horno, la disposición del quemador, el equilibrio térmico y la manipulación mecánica. Se recomienda utilizar un modelo térmico durante el diseño.
6. Protocolos de instalación, curado y puesta en servicio
La calidad de la instalación suele ser más importante que la química del producto. Los siguientes pasos del proceso se utilizan habitualmente en trabajos refractarios profesionales.
6.1 Control de calidad previo a la instalación
-
Verificar los certificados del material: composición química, granulometría, porosidad aparente, contenido de ligante y programa de curado recomendado.
-
Asegurarse de que la geometría del sustrato y del armazón están dentro de los márgenes de tolerancia.
-
Mantenga los materiales secos; los productos monolíticos reaccionarán con la humedad durante el transporte y el almacenamiento.
6.2 Buenas prácticas de instalación
-
Utilice albañiles refractarios experimentados y siga las recomendaciones del fabricante para el lecho y las juntas.
-
Para los hormigones, seguir las técnicas de colado en bloque, apisonado o gunitado especificadas por el proveedor.
-
Calentamiento gradual durante el curado: rampas de temperatura escalonadas para expulsar el agua libre y químicamente ligada y sinterizar la matriz. El calentamiento rápido provoca explosiones de vapor y desconchados.
6.3 Tratamientos superficiales antihumectantes
-
Aplicar revestimientos antihumedad certificados en la superficie de trabajo cuando se recomiende. Los revestimientos reducen la penetración del metal y prolongan la vida útil; la selección debe coincidir con la química del refractario base.
7 Inspección, supervisión y mantenimiento rutinario
Un programa de inspección proactivo prolonga la vida útil del revestimiento y mejora la seguridad.
7.1 Calendario de inspecciones
-
Visual diarioBusque puntos calientes, desconchados o incrustaciones cerca de las zonas del quemador y del grifo.
-
SemanalMedición de la temperatura del caparazón en puntos clave y registro de tendencias.
-
MensualmenteRealización de inspecciones boroscópicas limitadas de zonas críticas.
-
Cierre previstoinspección interna completa y medición del espesor.
7.2 Indicadores de estado
-
Aumento de la temperatura de la carcasa en un punto de funcionamiento constante
-
Grietas nuevas o en aumento, desconchados localizados
-
Cambios en el consumo de combustible correlacionados con la pérdida de calor de la coraza
-
Entrada frecuente de arena o escoria
7.3 Tácticas de reparación
-
Parcheado en frío para defectos superficiales menores utilizando mezclas de apisonado.
-
Reconstrucción seccional durante el mantenimiento planificado para la erosión profunda.
-
Vuelva a aplicar siempre revestimientos antihumectantes después de la reparación y vuelva a curar según las indicaciones del fabricante.
8 Cálculo de costes del ciclo de vida, lista de control de adquisiciones y pruebas de control de calidad
8.1 Principio de cálculo del coste del ciclo de vida
Compare el coste total por día de funcionamiento en lugar del precio de compra. Tenga en cuenta: el coste del material, las horas de instalación, el tiempo de inactividad del horno, la pérdida de energía por un aislamiento más deficiente y la pérdida de chatarra/metal por contaminación. Un coste inicial del revestimiento ligeramente superior puede generar un menor coste por tonelada fundida.
8.2 Lista de control de la contratación (cuadro siguiente)
| Artículo | Requisitos mínimos |
|---|---|
| Certificados de materiales | Análisis químico, refractariedad, densidad aparente |
| Datos de porosidad | Porosidad abierta y absorción de agua |
| Pruebas mecánicas | Resistencia al aplastamiento en frío, módulo de rotura |
| Propiedades térmicas | Conductividad térmica a temperatura de servicio, CTE |
| Instrucciones de instalación | Programa de curado, límites de agua de mezcla, utillaje |
| Garantía y servicio | Periodo de garantía del proveedor y asistencia in situ |
| Opción antihumedad | Recubrimientos recomendados y método de aplicación |
8.3 Pruebas de control de calidad que se exigirán al proveedor
-
Muestra de cupones de cara caliente sometidos a prueba de infiltración por aluminio fundido (prueba de infiltración en laboratorio).
-
Pruebas normalizadas de abrasión y corrosión (si están disponibles)
-
Verificación del contenido de ligante y cemento en hormigones de bajo contenido en cemento
9. Consideraciones sobre salud, seguridad y medio ambiente
-
Almacenar los monolíticos en condiciones secas y utilizar los EPI adecuados durante la mezcla para evitar la exposición al polvo respirable.
-
Las fibras cerámicas y los materiales aislantes requieren protección respiratoria y corte controlado.
-
Elimine el material refractario usado de acuerdo con la normativa local; el refractario contaminado con residuos metálicos puede estar sujeto a la normativa sobre residuos peligrosos en algunas jurisdicciones.
10. Tablas: comparación de materiales, ventanas térmicas y ejemplo de ciclo de vida
Tabla 1. Matriz comparativa de refractarios de horno comunes
| Familia de materiales | Temp. máx. típica continua (°C) | Porosidad abierta (%) | Ventajas | Limitaciones |
|---|---|---|---|---|
| Ladrillos de alta alúmina (60-75% Al₂O₃) | 1750-1850 | 8-15 | Fuerte, resistente a la corrosión de escorias ricas en alúmina | Puede necesitar un revestimiento antihumedad |
| Hormigón de magnesia-espinela | 1700-1850 | 10-18 | Bueno contra escorias básicas y penetración de metales | Menor resistencia al choque térmico |
| Hormigón de bajo contenido en cemento de alúmina-silicato | 1600-1750 | 10-20 | Rentable y versátil | Vulnerable a determinados productos químicos fundentes |
| Hormigón/revestimiento que contiene SiC | 1500-1750 | 6-12 | Resistencia a la abrasión, alta conductividad | Riesgo de oxidación; puede aumentar la pérdida de calor |
| Mezclas / revestimientos con aglutinante de carbono | >1600 | 2-8 | Reduce la humectación y la penetración | Riesgo de oxidación; requiere protección |
(Los valores son gamas prácticas de la industria; la selección final debe utilizar los datos de prueba del proveedor).
Tabla 2: Ejemplos típicos de conductividad térmica a temperaturas de servicio
| Material | Aprox. k a 500-800°C (W/m-K) |
|---|---|
| Módulo de fibra aislante | 0.04-0.5 |
| Hormigón de alúmina de bajo contenido en cemento | 0.8-2.0 |
| Ladrillo denso de alta alúmina | 1.5-3.5 |
| Apisonamiento enriquecido con SiC | 5-12 |
(El SiC aumenta considerablemente la conductividad, lo que puede no ser deseable en diseños sensibles a la energía).
Cuadro 3 Ejemplo sencillo de coste del ciclo de vida (ilustrativo)
| Escenario | Coste de compra (material + instalación) | Vida útil prevista (meses) | Penalización energética mensual | Coste total en 24 meses |
|---|---|---|---|---|
| Hormigón de bajo coste | $10k | 6 | $800 | $10k + 4 × $800 = $13,2k |
| Espinela/alúmina de alta calidad | $18k | 24 | $300 | $18k + 24 × $300 = $25,2k |
Interpretación: Incluso con un precio de compra más elevado, una vida útil más larga y una menor pérdida de energía suelen reducir el coste por tonelada fundida. Estas cifras son un ejemplo simplificado; utilice modelos de energía y tiempo de inactividad específicos del emplazamiento cuando tome decisiones.
11. Especificaciones para altas temperaturas: Elección del material adecuado
La selección de la formulación exacta requiere analizar la zona específica dentro del entorno de fusión o mantenimiento. Los requisitos difieren enormemente entre la zona de impacto directo en la solera de un horno, las paredes laterales superiores expuestas al calor radiante y los intrincados sistemas de transferencia, como los lavaderos.
Hormigones de alta alúmina frente a carburo de silicio
Los hormigones de alta alúmina dominan el sector debido a su excelente equilibrio entre resistencia mecánica y estabilidad química. Las formulaciones que contienen Al2O3 de 80% a 85%, respaldadas por sistemas de aglomerantes con bajo contenido en cemento, proporcionan una densidad excepcional. La alta densidad se traduce directamente en una baja porosidad, que no deja huecos disponibles para alojar metales líquidos penetrantes.
Por el contrario, los refractarios a base de carburo de silicio (SiC) ofrecen claras ventajas en zonas especializadas. El SiC posee una conductividad térmica excepcional y una resistencia extrema a la abrasión. Estas propiedades hacen que el SiC sea muy deseable en zonas que requieren una rápida transferencia de calor, como hornos de mufla o protecciones específicas de tubos radiantes. Sin embargo, el SiC sigue siendo susceptible a la oxidación a determinadas temperaturas, lo que requiere revestimientos de esmalte especializados para mantener su longevidad.
Aislamiento y eficiencia térmica
Los costes energéticos dominan los parámetros financieros de las fundiciones de aluminio. El revestimiento refractario debe contener el metal líquido de forma segura y, al mismo tiempo, impedir que la energía calorífica se escape al entorno. Este requisito exige un diseño de revestimiento multicapa.
La cara caliente consiste en un denso y pesado moldeable diseñado para resistir el desgaste físico y los ataques químicos. Detrás de esta capa de defensa primaria, los ingenieros instalan refractarios aislantes. Estas capas de refuerzo utilizan placas ligeras de silicato cálcico, mantas de fibra cerámica o paneles aislantes microporosos. Al reducir drásticamente el perfil de conductividad térmica de la cara caliente a la coraza de acero, la temperatura externa de la coraza desciende por debajo de 80°C. Esta conservación de la energía térmica significa que los quemadores funcionan con menos frecuencia, lo que reduce significativamente el consumo de gas natural.
Tabla 2: Matriz de comparación de las propiedades de los materiales
| Propiedad Métrica | LCC de alta alúmina (85%) | Carburo de silicio (SiC) moldeable | Hormigón aislante ligero |
| Densidad aparente (g/cm³) | 2.85 | 2.65 | 1.10 |
| Resistencia al aplastamiento en frío (MPa) | 85.0 | 95.0 | 15.0 |
| Porosidad (%) | 12% | 15% | 45% |
| Conductividad térmica (W/m-K) | 2.5 | 15.0 | 0.4 |
| Temperatura máxima de servicio (°C) | 1600 | 1500 | 1200 |
| Zona de aplicación primaria | Hogar, paredes laterales inferiores | Tacos de golpeo, Almohadillas de impacto | Aislamiento de apoyo |
12. Procedimientos de aplicación e instalación
Una formulación refractaria superior falla rápidamente si se instala incorrectamente. El estricto cumplimiento de los protocolos adecuados de mezcla, colocación y curado dicta el éxito operativo final. Las plantas de fabricación prefieren cada vez más metodologías de instalación altamente controladas.
Proporciones óptimas de mezcla y calidad del agua
El agua actúa estrictamente para iniciar la hidratación del cemento de aluminato cálcico. Cualquier exceso de agua por encima de los requisitos químicos crea huecos durante la fase de secado, aumentando la porosidad y destruyendo la resistencia mecánica. Los hormigones de bajo contenido en cemento de alto rendimiento exigen una proporción de agua extremadamente precisa, que suele oscilar estrictamente entre 4,5% y 5,5% en peso.
Los operadores deben utilizar agua limpia y potable. Las impurezas, especialmente los cloruros o la materia orgánica, alteran la cristalización de las fases del cemento, retrasando el tiempo de fraguado y comprometiendo la resistencia final. Las mezcladoras deben funcionar con precisión: tres minutos de mezcla en seco para dispersar los componentes finos de la matriz, seguidos de cuatro a cinco minutos exactos de mezcla en húmedo. Una mezcla excesiva genera un exceso de calor que provoca un fraguado prematuro en el interior de la mezcladora.
Técnicas de colocación y compactación
Para garantizar la máxima densidad, la instalación requiere vibradores de alta frecuencia. A medida que el material tixotrópico fluye por el molde, la vibración obliga a las burbujas de aire atrapadas a subir y escapar. Una vibración adecuada licua temporalmente el material, lo que le permite rellenar geometrías complejas, sobre todo alrededor de los bloques de quemadores y los conjuntos de orificios de toma. Hay que tener cuidado para evitar el exceso de vibración, que provoca la segregación de los agregados, dejando una capa débil y rica en cemento en la superficie.
Curvas de curación y programas de horneado
Una vez colocado, el material debe curarse. El curado requiere un reposo sin perturbaciones a temperatura ambiente (idealmente de 20°C a 25°C) que permita que los enlaces cementosos se formen correctamente. Esta fase suele durar de 24 a 48 horas. Cubrir las superficies expuestas con láminas de plástico evita la pérdida prematura de humedad.
El programa de cocción, o procedimiento de secado, representa la fase más crítica antes de introducir el aluminio fundido. El proceso de calentamiento debe evaporar cuidadosamente el agua libre, seguida del agua combinada químicamente, sin generar una presión de vapor interna que pueda provocar desconchamientos explosivos.
Una curva de cocción estándar implica:
-
Calentar a un ritmo de 15°C por hora hasta alcanzar 150°C.
-
Mantener a 150°C para permitir que toda el agua mecánica libre se ventile completamente.
-
Rampa a 20°C por hora hasta 350°C.
-
Mantenimiento a 350°C para liberar el agua ligada químicamente de los hidratos de cemento.
-
Rampa final a 40°C por hora hasta la temperatura de funcionamiento, garantizando el establecimiento de las uniones cerámicas.
13. Integración con equipos AdTech
AdTech diseña equipos de primera calidad para el tratamiento de aluminio fundido. La eficacia de estos sistemas depende en gran medida de la calidad de los revestimientos refractarios internos. Las unidades de desgasificación, las cajas de filtración y los lavaderos de transferencia de fluidos experimentan tensiones dinámicas únicas en comparación con los hornos de mantenimiento estáticos.
Refractarios en Unidades de desgasificación
Sistemas de desgasificación en línea utilizan un rotor de grafito giratorio para inyectar gas inerte (normalmente argón o nitrógeno) en el aluminio fundido, eliminando el gas hidrógeno disuelto y elevando las inclusiones no metálicas a la superficie. El revestimiento refractario del interior de la caja de desgasificación se enfrenta a intensas turbulencias de fluido. El metal fundido a alta velocidad frota constantemente las paredes, amenazando con una grave erosión mecánica.
Las cámaras de desgasificación AdTech utilizan avanzadas formas refractarias prefabricadas y precocinadas. Mediante la fundición y cocción de estos componentes en una instalación de fabricación altamente controlada, la matriz estructural alcanza la perfección absoluta antes de su despliegue. Estas formas prefabricadas utilizan fórmulas de cemento ultrabajas fuertemente fortificadas con agentes no humectantes. La densidad extrema garantiza que el metal líquido turbulento no pueda erosionar la pared, evitando que cualquier partícula refractaria se desprenda y contamine la masa fundida de aluminio altamente purificada.
Filtros de espuma cerámica Estructuras de soporte
Filtros de espuma cerámica (CFF) atrapan físicamente las impurezas microscópicas. El aluminio fundido pasa a través de estas intrincadas redes cerámicas. La cuba del filtro, la estructura que sostiene el CFF, requiere una estabilidad dimensional perfecta. Si el revestimiento refractario se alabea o se agrieta, el metal fundido puede eludir el filtro por completo, arruinando toda la colada. Las piezas fundidas destinadas a convertirse en componentes aeroespaciales o en láminas ultrafinas toleran absolutamente cero inclusiones. AdTech diseña cajas de filtro con aislamiento microporoso especializado respaldado por caras calientes rígidas y no humectantes, que garantizan un sellado perfecto alrededor del medio filtrante y mantienen una temperatura constante para evitar la congelación prematura del metal.
Sistemas de blanqueo y retención térmica
Las redes de lavado transportan el aluminio líquido desde el horno de fusión, a través de las unidades de desgasificación y filtración, directamente a la estación de colada. La pérdida de calor durante este trayecto supone una grave amenaza. El descenso de las temperaturas obliga a los operarios a sobrecalentar el metal en el horno primario, con el consiguiente derroche de enormes cantidades de energía y el aumento de la porosidad del gas en la masa fundida.
Los segmentos de lavado AdTech utilizan revestimientos compuestos de alta ingeniería. La cara caliente cuenta con una fina capa moldeable no humectante excepcionalmente resistente. Inmediatamente detrás de esta capa se encuentra un aislamiento muy avanzado de aerogel o cartón microporoso. Esta configuración específica garantiza que la caída de temperatura en toda la red de la lavadora sea insignificante, asegurando unas condiciones de colada perfectas en el extremo final.
14. Matriz de resolución de problemas y soluciones
A pesar de utilizar materiales avanzados, las duras condiciones de funcionamiento acaban provocando desgaste. Tratar las anomalías con rapidez evita que los daños localizados se conviertan en fallos catastróficos del equipo. El diagnóstico de la causa raíz dicta la estrategia de reparación correcta.
Diagnóstico de grietas y desconchados en refractarios
Las grietas se manifiestan de diversas formas, cada una de las cuales indica un mecanismo de fallo diferente. Las grietas superficiales finas suelen deberse a la dilatación y contracción térmicas normales; rara vez amenazan la integridad estructural. Sin embargo, las grietas profundas y penetrantes paralelas a la cara caliente indican desprendimiento térmico. Este fenómeno se produce cuando los gradientes de temperatura superan la resistencia a la tracción del material, a menudo debido a un calentamiento demasiado rápido del horno durante la fase inicial de secado o a la exposición de la cara caliente a repentinas corrientes de aire frío.
Las grietas estructurales que atraviesan toda la profundidad del revestimiento apuntan a un fallo mecánico. Estos daños suelen deberse a prácticas de limpieza agresivas con herramientas pesadas de acero, o a fuertes impactos provocados por operaciones de carga de carretillas elevadoras. La identificación de la morfología de la grieta permite a los equipos de mantenimiento ajustar directamente los procedimientos operativos.
Estrategias de reparación: Reparación eficaz de revestimientos desgastados
Cuando las zonas afectadas presentan un gran desgaste, la sustitución total sigue siendo innecesaria y económicamente ineficaz. El parcheado localizado restaura la funcionalidad rápidamente.
Para ejecutar un parche con éxito:
-
Preparación: Los operarios deben retirar rigurosamente todo el refractario suelto, dañado e infiltrado de aluminio. La zona de reparación debe dejar al descubierto material de matriz virgen y limpio. La creación de una geometría de cola de milano o socavada garantiza que el nuevo parche encaje en su sitio mecánicamente.
-
Limpieza: Elimine todo el polvo utilizando aire comprimido.
-
Aplicación: Aplique un compuesto de parcheo especialmente formulado. Estos compuestos cuentan con un mecanismo de unión química, a menudo utilizando aglutinantes de fosfato, que se adhieren agresivamente a los refractarios curados existentes sin requerir mucho calor para fraguar.
-
Curado: Deje que el parche se seque al aire según el protocolo del fabricante, seguido de una aplicación de calor localizado con un quemador portátil para eliminar la humedad antes de volver a poner la unidad en servicio.
Tabla 3: Protocolos de resolución de problemas y acciones de diagnóstico
| Modo de fallo observado | Causa probable | Acción diagnóstica inmediata | Estrategia de reparación recomendada |
| Acumulación grave de corindón | Agente no humectante agotado, alta porosidad | Compruebe las temperaturas de funcionamiento, inspeccione si hay puntos calientes locales. | Astillar para limpiar la base, aplicar un parche no humectante con fosfato |
| Desconchados superficiales | Calentamiento rápido durante el secado, choque térmico | Revisar los registros del programa de horneado, comprobar el funcionamiento de la puerta | Eliminar las escamas sueltas, aplicar una fina capa protectora de lavado |
| Fisuras estructurales profundas | Impacto mecánico durante la carga o la limpieza | Observar los procedimientos de carga, inspeccionar las herramientas de manipulación | Rotura local total de la carcasa de acero, refundición con LCC de alta resistencia |
| Pérdida excesiva de calor (caparazón caliente) | Rotura del aislamiento de apoyo, penetración de metal | Realización de imágenes termográficas en la cubierta exterior | Requiere parada; retirar la cara caliente y sustituir el aislamiento dañado |
| Bypass metálico alrededor del CFF | Alabeo dimensional del asiento de la cuba del filtro | Medir físicamente las tolerancias de asiento | Revestimiento de la zona de asiento con compuesto moldeable de precisión |
15. Análisis económico y optimización de las adquisiciones
Adquirir materiales refractarios basándose únicamente en el coste inicial por tonelada garantiza pérdidas financieras a largo plazo. La verdadera medida del éxito es el coste total de propiedad (TCO), que se calcula evaluando la vida útil del revestimiento, la energía ahorrada gracias a un aislamiento superior y la reducción del tiempo de inactividad por mantenimiento.
Estrategias de cálculo del coste del ciclo de vida
Los hormigones no humectantes de gran pureza enriquecidos con sulfato de bario tienen un precio de compra inicial más elevado que los materiales de arcilla refractaria convencionales. Sin embargo, los materiales convencionales requieren sustituciones frecuentes. Un revestimiento estándar puede fallar por completo en doce meses debido a una grave infiltración de corindón. Un revestimiento de alta alúmina aprobado por AdTech, con un mantenimiento adecuado, funciona rutinariamente más allá de los treinta y seis meses.
Los responsables de compras deben calcular los costes de mano de obra asociados al desmontaje y reinstalación, la pérdida de ingresos de producción durante los varios días de inactividad y el combustible desperdiciado recalentando un horno frío. Cuando se analizan estas variables, los refractarios premium demuestran un enorme retorno de la inversión (ROI).
Control de calidad y pruebas normalizadas
Evaluar las hojas de datos de los materiales exige conocer protocolos de ensayo específicos. Las fundiciones deben exigir el cumplimiento de las estrictas normas de la American Society for Testing and Materials (ASTM).
-
La norma ASTM C20 mide la porosidad aparente y la densidad aparente. Una menor porosidad garantiza una mayor resistencia a la penetración de metal líquido.
-
La norma ASTM C133 prueba la resistencia al aplastamiento en frío y el módulo de ruptura. Los valores altos garantizan la resistencia al abuso mecánico.
-
La norma ASTM C704 evalúa la resistencia a la abrasión, crítica para las zonas que experimentan flujo de fluidos a alta velocidad o raspado mecánico.
Al exigir una documentación de pruebas rigurosa, las instalaciones consiguen materiales perfectamente adaptados para sobrevivir a las brutales realidades del procesamiento del aluminio fundido.
16. Tendencias futuras en los refractarios para fundición de aluminio
La industria avanza continuamente hacia una mayor eficiencia y unos controles medioambientales más estrictos. Los avances en nanotecnología son muy prometedores para la evolución de los refractarios monolíticos. La incorporación de nanosílice o nanoalúmina a la matriz aglutinante crea estructuras de poros excepcionalmente estrechas, alcanzando porosidades inferiores a 8%. Esta densidad microscópica proporciona una barrera casi impenetrable al aluminio líquido.
Además, los hormigones autofluibles reducen la dependencia de equipos vibratorios externos. Estas mezclas de alta ingeniería fluyen como el agua bajo su propio peso, rellenando perfectamente geometrías complejas alrededor de rotores de desgasificación y transiciones de lavado. Esta innovación garantiza una densidad perfectamente uniforme en toda la colada, eliminando los errores humanos durante el proceso de instalación.
AdTech sigue participando activamente en la integración de estas tecnologías cerámicas avanzadas directamente en sus carteras de filtración y desgasificación, estableciendo continuamente puntos de referencia más elevados en cuanto a pureza del metal fundido y eficiencia operativa. Al dar prioridad a la ciencia metalúrgica de vanguardia, los productores de aluminio se aseguran una ventaja decisiva en un mercado mundial altamente competitivo.
17. Preguntas más frecuentes
Refractarios de fusión de aluminio: 10/10 Preguntas técnicas frecuentes
1. ¿Qué tipo de refractario es el mejor para la fusión del aluminio?
No existe un mejor material universal. Los materiales con alto contenido en alúmina y los hormigones de magnesia-espinela suelen ser los más eficaces en las zonas de trabajo. La mejor elección depende de la química de la chatarra, el uso de fundentes y la gestión térmica. Las pruebas de infiltración en laboratorio y las pruebas piloto reducen el riesgo antes de proceder a la sustitución completa.
2. ¿Qué espesor de revestimiento debo especificar para un horno de fusión por inducción de 2 toneladas?
3. ¿Qué importancia tiene la porosidad en la selección de la capa de trabajo?
Muy importante. Una menor porosidad abierta reduce el riesgo de infiltración de metal. El objetivo es 8-15% en las caras de trabajo. Una porosidad extremadamente baja puede afectar a la tolerancia al choque térmico, por lo que es necesario un equilibrio.
4. ¿Debo utilizar carburo de silicio en mi revestimiento?
5. ¿Merecen la pena los revestimientos antihumectantes?
Sí, en muchas aplicaciones de aluminio. Reducen la penetración del metal y prolongan la vida útil del revestimiento, especialmente cuando el refractario base no es intrínsecamente no humectante. Siga siempre las instrucciones del proveedor del revestimiento y vuelva a aplicarlo después de las reparaciones.
6. ¿Cuál es la causa del fallo refractario súbito?
7. ¿Cómo debo verificar los datos del proveedor?
8. ¿Es mejor un revestimiento de ladrillo perfilado que monolítico?
9. ¿Con qué frecuencia debo inspeccionar el revestimiento?
Las comprobaciones visuales diarias, el registro térmico semanal y la inspección mensual con boroscopio son buenas prácticas. Programe las inspecciones principales durante las paradas planificadas.
10. ¿Pueden las mejoras refractarias reducir el consumo de energía?
Sí. La mejora del aislamiento, la reducción de la temperatura del revestimiento y la menor pérdida de calor gracias a un revestimiento optimizado reducen el consumo de combustible y electricidad y mejoran los tiempos de fusión. Realice una auditoría de pérdidas de calor para cuantificar el ahorro.
Lista de comprobación de ingeniería final (rápida)
-
Definir la línea de base química de la chatarra y el fundente.
-
Seleccionar familias de refractarios candidatos y solicitar pruebas de infiltración en laboratorio.
-
Especifique la porosidad, densidad, CCS, conductividad térmica y correspondencia CTE objetivo.
-
Preparar la instalación y el calendario de curado por etapas en el contrato con el proveedor.
-
Requiere asistencia técnica in situ en la primera reconstrucción.
-
Aplicación del plan de vigilancia: termopares de concha, registros visuales, boroscopio.
-
Realice un seguimiento de la energía y el tiempo de inactividad antes y después de la instalación para calcular el retorno de la inversión.
Referencias y lecturas recomendadas
Entre las principales referencias técnicas y de la industria consultadas para la elaboración de este resumen se incluyen documentos técnicos y orientaciones de los fabricantes sobre la selección y el mantenimiento de refractarios en hornos de aluminio; entre las fuentes representativas se incluyen PDF de diseño práctico de refractarios, notas de proveedores de la industria sobre la selección de refractarios y revisiones de la ciencia de los materiales sobre la resistencia a la corrosión. Ejemplos utilizados durante la preparación: cartillas técnicas sobre refractarios y una revisión de la industria sobre la resistencia a la corrosión de los refractarios.
