Filtros cerámicos porosos Ofrecen un método fiable y rentable para eliminar las inclusiones no metálicas y controlar el flujo de metal en la fundición de aluminio, lo que mejora el rendimiento, reduce las repeticiones y aumenta la integridad mecánica de las piezas fundidas. Cuando se combinan con el tamaño de poro, la composición química del material y la práctica de instalación adecuados, estos filtros producen piezas fundidas uniformes y de alta calidad, además de ahorros cuantificables para las fundiciones.
1. ¿Qué es un filtro cerámico poroso?
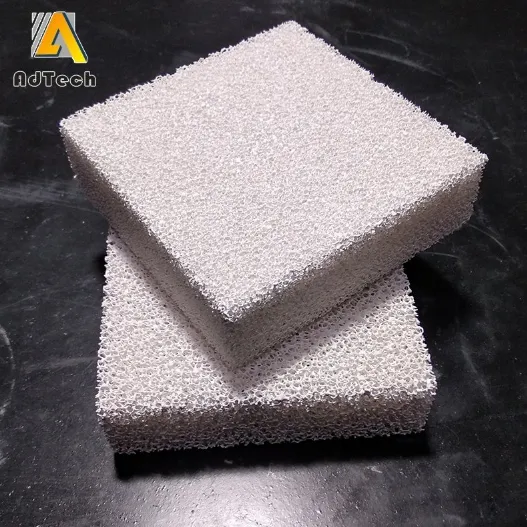
A cerámica porosa El filtro es un bloque o disco rígido fabricado con material cerámico y diseñado para contener una red de huecos interconectados. El metal fundido fluye a través de estos canales tortuosos; las partículas más grandes que las aberturas efectivas de los poros quedan atrapadas por retención física y por adherencia a las superficies de los puntales, mientras que el filtro también reduce el flujo turbulento y favorece el llenado laminar del molde. El resultado: menos inclusiones, menos óxido arrastrado y menor porosidad en las piezas fundidas acabadas.
Conceptos clave
-
Estructura de célula abierta: La estructura interna contiene poros conectados que permiten el flujo al tiempo que exponen una gran superficie.
-
Captura de puntales: Los puntales microscópicos atrapan las inclusiones mediante la interceptación y la adhesión.
-
Acondicionamiento del flujo: El lecho poroso suaviza la velocidad del flujo y reduce las salpicaduras que generan óxidos.
2. Química cerámica común y cómo se fabrican los filtros.
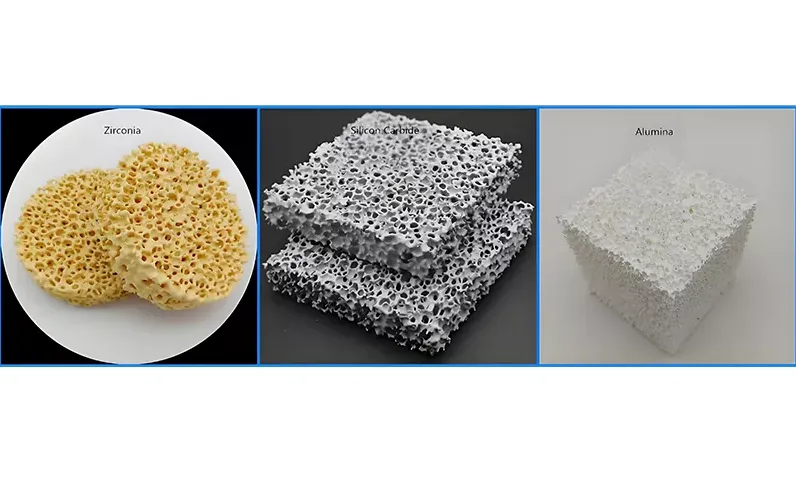
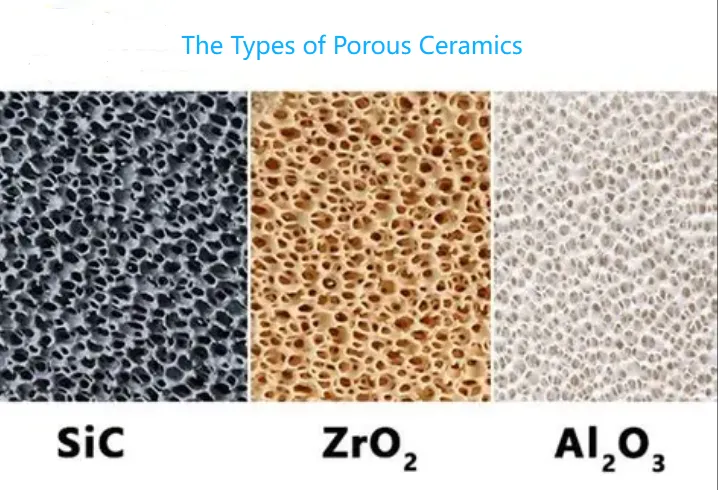
Los filtros porosos para aluminio se fabrican habitualmente a partir de cerámicas a base de alúmina, alúmina ligada con fosfato, carburo de silicio o composiciones híbridas ajustadas para ofrecer resistencia al choque térmico y compatibilidad química con el aluminio fundido. La vía de fabricación más habitual para los filtros de espuma cerámica utiliza una plantilla de espuma polimérica sacrificial impregnada con lechada cerámica; tras el secado y la combustión del aglutinante, la estructura se sinteriza para crear una espuma rígida de célula abierta.
Elección de materiales y compensaciones
-
Alúmina (Al₂O₃): Excelente estabilidad química con el aluminio y opción habitual para la filtración de uso general.
-
Alúmina ligada con fosfato (PBA): Importante desde el punto de vista histórico, rendimiento probado en condiciones de fundición.
-
Carburo de silicio (SiC): Mayor resistencia al choque térmico, útil para aleaciones de alta temperatura o condiciones más duras.
-
Variantes que contienen circonio: Se utiliza cuando se requiere una resistencia extrema a la corrosión o un riesgo de contaminación muy bajo.
3. Arquitectura de los poros, PPI, permeabilidad y cómo elegir el tamaño adecuado de los poros.
El tamaño de los poros se expresa normalmente en poros por pulgada (PPI). Los rangos típicos para los filtros de fundición de aluminio oscilan entre unos 10 PPI (más gruesos) y más de 70 PPI (muy finos), dependiendo de los objetivos de filtración y la caída de presión aceptable. Los poros más finos capturan inclusiones más pequeñas, pero aumentan la resistencia al flujo; el tamaño correcto equilibra la eficiencia de captura con la velocidad de vertido y el área de entrada.
Directrices prácticas para la selección
-
10-20 PPI: Para vertidos de secciones pesadas, alto índice de fluidez con requisitos de baja caída de presión.
-
20-30 PPI: Más común para fundiciones de aleación de aluminio de uso general.
-
30-70 PPI: Para piezas de paredes delgadas o aplicaciones de alta especificación en las que es fundamental que las inclusiones sean mínimas.

Tabla 1: Selección típica del tamaño de poro según el tipo de fundición
| Tipo de fundición | IPP típico | Beneficio principal | Precaución habitual |
|---|---|---|---|
| Vertidos pesados y a granel | 10-20 | Baja caída de presión, fácil rendimiento | Menor captura de inclusiones muy finas |
| Fundiciones de aleaciones generales | 20-30 | Captación y flujo equilibrados | Funciona para muchas líneas de producción. |
| Piezas de pared delgada o aeroespaciales | 30-70 | Alta eliminación de inclusiones, acabado superficial mejorado | Se necesita un área de compuerta más grande o vertidos más lentos. |
4. Física de la filtración: cómo elimina los defectos el filtro.
Varios mecanismos operan conjuntamente:
-
Tamizado mecánico: Partículas grandes bloqueadas por las aberturas de los poros.
-
Impacto inercial: Las partículas con impulso se desvían de las líneas de corriente y chocan con los puntales.
-
Interceptación: Las partículas pequeñas siguen las líneas de corriente, pero tocan y se adhieren a las superficies.
-
Adhesión y fuerzas superficiales: La humectación y la interacción química hacen que las partículas se adhieran a los puntales.
-
Alisamiento del flujo: La reducción de la turbulencia limita la formación de óxido durante el llenado del molde.
Comprender qué mecanismo predomina ayuda a los ingenieros a elegir los tamaños de poro y el área de filtrado para las inclusiones deseadas.
Lea también: Precio de los filtros de espuma cerámica 2026.
5. Métricas de rendimiento y cómo se relacionan con la calidad
Los ingenieros de fundición realizan un seguimiento de varios indicadores:
-
Eficiencia de captura de inclusión: Fracción de elementos no metálicos eliminados.
-
Caída de presión (ΔP): Resistencia introducida a un caudal determinado; importante para el diseño de la cuchara y el molde.
-
Índices de limpieza de metales: Medido mediante métodos de ensayo posteriores, como las normas de limpieza ASTM o el análisis de fusión en laboratorio.
-
Mejora del rendimiento: Reducción porcentual de desechos y reelaboraciones atribuible a la filtración.
Los fabricantes informan de que una filtración adecuada reduce los defectos no metálicos visibles y mejora el rendimiento del mecanizado posterior. La selección de un PPI más bajo generalmente aumenta la eficiencia de captura, pero el área de filtración y la geometría de la entrada deben ajustarse para evitar una pérdida de presión excesiva.

6. Instalación, geometría de la compuerta y mejores prácticas de manipulación.
El rendimiento del filtro depende en gran medida de una instalación y un manejo correctos:
Colocación y orientación
-
Los filtros pertenecen al sistema de compuerta entre la cuchara/canal de colada y el bebedero del molde.
-
Utilice una zona de sedimentación aguas arriba siempre que sea posible, de modo que las inclusiones más grandes caigan antes de llegar al filtro.
Relación entre el área y la puerta
-
Mantenga las proporciones recomendadas entre el área del filtro y el área del estrangulador para controlar la velocidad del flujo. Una regla comúnmente utilizada es que el área mínima del filtro sea cuatro veces mayor que el área del estrangulador para ciertas piezas fundidas delgadas; para secciones muy delgadas, aumente aún más la proporción.
Precalentamiento y control de temperatura
-
Precalentar los filtros para eliminar la humedad y reducir el riesgo de choque térmico al entrar en contacto con el material fundido. Las temperaturas típicas de precalentamiento dependen del material, pero suelen ser moderadas (una breve permanencia a 100-300 °C) para evitar la generación repentina de vapor.
Precauciones de manipulación
-
Evite los golpes mecánicos; las espumas cerámicas son frágiles y pueden romperse si se caen.
-
Almacenar en estantes secos y cubiertos para evitar la contaminación y la absorción de humedad.
Tabla 2. Lista de verificación para una instalación rápida
| Paso | Acción |
|---|---|
| 1 | Inspeccione el filtro en busca de grietas o materias extrañas. |
| 2 | Precalentar según las recomendaciones del fabricante. |
| 3 | Coloque el filtro en la orientación correcta dentro de la caja de compuerta. |
| 4 | Asegúrese de que la relación entre el área del filtro y el área del acelerador cumpla con las especificaciones. |
| 5 | Controle la velocidad de vertido y la caída de presión durante los vertidos de prueba. |
| 6 | Reemplace el filtro si se producen daños mecánicos o una obstrucción significativa. |
7. Casos de uso comunes y notas específicas sobre aleaciones
Los filtros cerámicos porosos se utilizan en una amplia gama de piezas de fundición de aluminio:
-
Materiales de alimentación fundidos a presión y lingotes colados: Prefiltración antes del procesamiento secundario.
-
Fundición por gravedad y fundición a baja presión: Mejora el aspecto de la superficie y elimina las inclusiones internas.
-
Aleaciones de alta especificación para la industria aeroespacial y automovilística: Los filtros muy finos, combinados con tratamientos de fusión estrictos, producen propiedades de primera calidad.
Notas sobre aleaciones:
-
Las aleaciones con alto contenido en silicio pueden formar finos compuestos intermetálicos; elija poros más finos cuando el aspecto de la superficie sea crítico.
-
En el caso de las aleaciones con alto contenido en magnesio, asegúrese de que haya compatibilidad química y un precalentamiento suficiente para evitar reacciones.
8. Integración de procesos: sinergia entre desgasificación, fundición y filtración.
La filtración funciona mejor cuando se combina con un manejo adecuado del material fundido:
-
Desgasificación: Elimina el hidrógeno disuelto que puede formar porosidad. Realice las operaciones de desgasificación antes de la filtración para evitar que las burbujas de gas obstruyan los filtros.
-
Fundición y desnatado: Elimine las impurezas antes de que la masa fundida entre en la fase de filtración.
-
Control térmico: Mantenga una temperatura de fusión constante para evitar cambios de viscosidad que alteren el comportamiento del flujo a través del filtro.
Cuando se integran estas prácticas, la vida útil y la eficiencia del filtro mejoran y aumenta la limpieza general de la masa fundida.

9. Inspección, vida útil, modos de fallo y resolución de problemas.
Gatillos de por vida y de repuesto
-
Los filtros son de un solo uso en la mayoría de las prácticas de fundición. Sustitúyalos después de cada vertido o cuando un aumento significativo de la presión indique que están obstruidos.
-
Los daños mecánicos durante la manipulación son una causa habitual de rechazo.
Modos de fallo comunes
-
Agrietamiento por choque térmico: Causado por filtros fríos o húmedos que entran en contacto con metal caliente.
-
Obstrucción excesiva: Aumento rápido de la presión, velocidades de vertido más lentas o filtros demasiado finos para la zona de entrada.
-
Canalización: Flujo irregular que pasa por alto partes del filtro debido a un mal asentamiento o una estructura fracturada.
Tabla de resolución de problemas
| Síntoma | Causa probable | Medidas correctivas sugeridas |
|---|---|---|
| Pico repentino de presión | Poros obstruidos o residuos atrapados | Aumentar el área del filtro, comprobar el descremado aguas arriba. |
| Residuos visibles del filtro en la fundición. | Fragmentos de filtro o mal asentamiento | Inspeccione el filtro en busca de daños, cambie el método de asentamiento. |
| Aumento de la porosidad a pesar del filtro | Contenido de gas, no inclusiones. | Compruebe el sistema de desgasificación y los niveles de hidrógeno. |
| Desgaste rápido o erosión | Incompatibilidad química o turbulencia | Utilice SiC o productos químicos de mayor calidad, velocidad de vertido lenta. |
10. Argumento económico: equilibrio entre costes y beneficios
Los filtros cerámicos porosos son económicos en comparación con el valor que aportan al mejorar el rendimiento de la fundición y reducir las repeticiones. Factores que influyen en el valor típico:
-
Menores tasas de desechos por menos defectos relacionados con la inclusión.
-
Reducción de los rechazos por mecanizado debido a la mejora de la solidez interna.
-
Calidad predecible permitiendo piezas premium de mayor precio.
Un modelo de amortización sencillo compara el coste del filtro por fundición con la reducción de desechos. En muchas operaciones, una modesta reducción de los desechos (porcentajes de un solo dígito) cubre rápidamente los costes de filtración.
11. Comparaciones con métodos de filtración alternativos
Otros métodos incluyen filtros cerámicos aglomerados, filtros de malla y limpieza electromagnética o centrífuga. Las espumas cerámicas porosas conservan sus ventajas:
-
Gran superficie para una captura profunda.
-
Funcionamiento pasivo, sin piezas móviles.
-
Buena estabilidad térmica y química con fundiciones de aluminio.
Sin embargo, las alternativas pueden ser preferibles cuando se deben alcanzar tamaños de partículas específicos o cuando se utilizan sistemas de filtración continua.
12. Preocupaciones medioambientales, de seguridad y de manipulación
-
Desgaste por polvo y aglutinante: Durante la fabricación o las operaciones de corte a medida, el polvo cerámico en suspensión puede ser peligroso. Utilice controles de polvo y EPI.
-
Filtros usados: Los filtros usados contienen residuos atrapados y deben manipularse y desecharse de acuerdo con las normas locales sobre residuos peligrosos, cuando corresponda.
-
Seguridad con metales fundidos: Siga siempre las normas establecidas para la manipulación de cucharas y el uso de EPI al instalar o sustituir filtros.
13. Ejemplos de diseño y notas de ingeniería
Ejemplo: dimensionamiento de un filtro para una fundición a presión de pared delgada.
-
Determine la velocidad de vertido necesaria y el área de estrangulamiento de la entrada.
-
Elija un tamaño de poro que se centre en las inclusiones más pequeñas que le preocupan, al tiempo que garantiza que la caída de presión se mantenga dentro de la capacidad de la cuchara.
-
Aumente el área del filtro si utiliza un PPI más fino.
Tabla 3. Propiedades comparativas de los compuestos químicos habituales en los filtros cerámicos.
| Propiedad | Alúmina (Al₂O₃) | Carburo de silicio (SiC) | Alúmina ligada con fosfato |
|---|---|---|---|
| Compatibilidad química con el aluminio | Alta | Alta | Alta |
| Resistencia al choque térmico | Moderado | Alta | Moderado |
| Aplicación típica | De uso general | Vertidos con alto nivel de estrés | Práctica habitual en fundición |
| Rango típico de poros disponible | 10-70 PPI | 10-40 PPI | 10-40 PPI |
14. Cómo encajan los filtros cerámicos porosos de AdTech en las fundiciones modernas
En AdTech fabricamos filtros adaptados a la química de fusión y al ritmo de producción. Nuestra gama incluye filtros de espuma de alúmina estándar y grados de mayor rendimiento para usos en paredes delgadas o aeroespaciales. Los filtros se someten a pruebas de calidad en cuanto a porosidad, integridad de los puntales y rendimiento térmico para satisfacer las necesidades de producción. Para requisitos personalizados, ofrecemos opciones de distribución de poros y corte a medida que se adaptan a los diseños de entradas de fundición.
15. Estudio de caso de implementación (conciso, práctico)
Una fundición automotriz de tamaño mediano cambió a filtros de espuma de alúmina de 25 PPI para una línea crítica de carcasas de motor. Después de ajustar el área de entrada para mantener la velocidad de vertido, la fundición registró:
-
Reducción de 18% en desechos relacionados con defectos de inclusión.,
-
12% menos rechazo por mecanizado secundario,
-
Amortización del coste de filtración en cuatro meses.
Lecciones clave: ajustar el tamaño de los poros a la distribución real del tamaño de los defectos y supervisar la caída de presión.
16. Temas avanzados y líneas de investigación
Los investigadores continúan evaluando:
-
Filtros de porosidad graduada: Capas con diferentes PPI para atrapar inclusiones grandes al principio y partículas más finas después.
-
Puntales recubiertos: Tratamientos superficiales para mejorar la humectación, reducir las reacciones químicas o favorecer la adhesión de partículas.
-
Cerámicas porosas fabricadas mediante aditivos: Control preciso de la forma y distribución de los poros para un rendimiento optimizado.
Estos avances sugieren mejoras continuas en la eficiencia de filtración y una calidad de fundición predecible.
Filtración de espuma cerámica: Preguntas frecuentes sobre ingeniería y calidad
1. ¿Qué tamaño de poro debo utilizar para el aluminio aeroespacial?
2. ¿Puede un filtro eliminar el hidrógeno disuelto?
3. ¿Cómo evitar el choque térmico al instalar un filtro?
4. ¿Es siempre mejor un PPI más fino?
5. ¿Cómo puedo saber si un filtro está obstruido durante un vertido?
6. ¿Son reutilizables los filtros cerámicos?
7. ¿Qué química es mejor para las fusiones agresivas?
8. ¿Cambian los filtros la composición química de la masa fundida?
9. ¿Qué tamaño debe tener el área del filtro en relación con el área del acelerador?
Muchas fundiciones utilizan una relación mínima de 4:1 (A_{filtro} : A_{acelerador}) para secciones finas estándar. Esta relación suele aumentar en el caso de coladas muy finas o complejas para garantizar una velocidad de flujo constante.
10. ¿Qué pruebas confirman la eficacia del filtro?
Recomendaciones finales
-
Realice una prueba factorial breve con dos niveles de PPI y un cambio controlado del área de compuerta para observar la caída de presión y las tasas de rechazo.
-
Mida los niveles de hidrógeno y escoria aguas arriba para garantizar que la filtración se centre en los problemas de partículas, no en los defectos del gas.
-
Estandarizar el manejo de los filtros y el precalentamiento en la planta de producción para reducir los incidentes de choque térmico.
