Para piezas de gran volumen que exigen un control dimensional estricto, un acabado superficial fino, un rendimiento mecánico repetible y un bajo coste unitario a gran escala, la fundición a presión suele ser la mejor opción. Para prototipos, piezas únicas, componentes muy grandes, núcleos complejos o piezas que requieren aleaciones ferrosas y un bajo coste inicial de herramientas, suele ser preferible la fundición en arena. La selección final depende del material requerido, el volumen de producción, las tolerancias, el estado de la superficie, el tamaño de la pieza y el coste total del ciclo de vida.
1. Definiciones rápidas y qué las diferencia
El moldeo a presión utiliza moldes metálicos reutilizables (matrices) e introduce metal no ferroso fundido en la cavidad a presión. Produce piezas con detalles precisos, alta repetibilidad y superficies lisas. El moldeo en arena forma el molde a partir de arena compactada alrededor de un patrón; el metal fundido se vierte en la cavidad de arena por gravedad o con ayuda. El moldeo en arena admite una gama más amplia de aleaciones y tamaños grandes, al tiempo que mantiene bajos los costes de herramientas.
2. Breve historia y funciones industriales actuales
Ambos métodos tienen raíces profundas. Las técnicas de moldeo en arena se remontan a siglos atrás y siguen siendo el caballo de batalla de las fundiciones que producen piezas grandes y pesadas y tiradas bajas a medias. El moldeo a presión cobró importancia con el desarrollo de los aceros modernos y las máquinas de alta presión, adaptándose a industrias que requieren de miles a millones de piezas pequeñas y medianas al año, como carcasas eléctricas para automóviles, electrónica de consumo y accesorios de climatización. Las instalaciones modernas combinan la automatización, los controles de calidad de circuito cerrado y el mecanizado secundario para producir piezas acabadas con una manipulación manual mínima.
3. Pasos del proceso: uno al lado del otro
Fundición a presión (secuencia típica)
-
Diseñar y finalizar la pieza y el molde, incluyendo las entradas y los respiraderos.
-
Fabricación de matrices de acero endurecido con cavidades precisas.
-
Precalentar el troquel, aplicar lubricante/agente desmoldeante.
-
Inyectar metal fundido a alta presión en el molde.
-
Mantenga la presión durante la solidificación, abra el molde y expulse la pieza.
-
Recortar el exceso de metal, aplicar cualquier mecanizado de acabado, inspección.
Fundición en arena (secuencia típica)
-
Crear el diseño del patrón y de las entradas y salidas.
-
Rellene con arena alrededor del patrón en un molde para formar las mitades del molde.
-
Retire el patrón, ensamble las mitades del molde y el núcleo o núcleos.
-
Vierta el metal fundido en la cavidad de arena por gravedad o baja presión.
-
Deje que se solidifique, rompa el molde para extraer la pieza fundida.
-
Limpiar la arena, perseguir la pieza, realizar el tratamiento térmico o el mecanizado, inspeccionar.
Una diferencia operativa clave: el moldeo a presión utiliza herramientas permanentes y un proceso de formación a alta presión que favorece la automatización; el moldeo en arena utiliza moldes desechables y requiere más etapas manuales, pero ofrece flexibilidad en cuanto al tamaño y la elección de la aleación.
4. Compatibilidad de materiales y aleaciones
-
La fundición a presión es más habitual con aleaciones no ferrosas que tienen puntos de fusión relativamente bajos y se llenan bien bajo presión, principalmente zinc, aluminio y magnesio. Estas aleaciones producen un buen flujo, paredes delgadas y tiempos de ciclo rápidos.
-
El moldeo en arena admite una gama mucho más amplia de materiales, incluidas aleaciones ferrosas como hierro gris y dúctil, aceros, bronces y aleaciones de cobre. Dado que cada molde de arena es desechable, el proceso tolera temperaturas de vertido más altas y aleaciones más reactivas.
Nota práctica: Si su diseño debe utilizar acero inoxidable o hierro fundido por motivos de resistencia o desgaste, el moldeo en arena suele ser la opción más realista. Si necesita piezas de aluminio ligeras en grandes cantidades con paredes delgadas, el moldeo a presión suele ser la mejor opción.
5. Herramientas, plazos de entrega y economía de costes.
Las herramientas influyen considerablemente en las decisiones comerciales.
Coste y vida útil de las herramientas
-
Los moldes de fundición a presión son caros de diseñar y fabricar, y a menudo cuestan entre decenas y cientos de miles de dólares estadounidenses en herramientas de acero de precisión. Sin embargo, duran entre miles y millones de disparos, lo que permite repartir la inversión para grandes volúmenes.
-
Las herramientas de fundición en arena son económicas porque los moldes se forman con arena y los patrones pueden ser simples formas de madera, plástico o metal. Para tiradas pequeñas y prototipos, esto reduce el tiempo hasta la primera pieza y disminuye el capital inicial.
Coste por pieza frente a volumen de producción
Un patrón general:
-
Volúmenes bajos (desde prototipos hasta unos pocos cientos): el moldeo en arena suele tener un coste total mucho menor.
-
Volúmenes medios (de cientos a miles): el punto de equilibrio depende de la complejidad de la pieza, el acabado y la tolerancia requerida.
-
Grandes volúmenes (de miles a millones): el moldeado a presión suele lograr un coste por pieza mucho menor debido a las altas velocidades de ciclo y a los moldes reutilizables.
6. Precisión dimensional, tolerancias y repetibilidad.
-
El moldeado a presión ofrece un control dimensional preciso y una repetibilidad adecuada para ensamblajes a presión y componentes que requieren superficies de acoplamiento uniformes. Las tolerancias típicas para las piezas moldeadas a presión pueden estar en el rango de ±0,1 mm a ±0,5 mm, dependiendo del tamaño y las características.
-
Las piezas fundidas en arena presentan una mayor dispersión dimensional debido a la deformación del molde, las inconsistencias en la compactación de la arena y los retos que plantea el control de la contracción. Las tolerancias típicas de la fundición en arena son más holgadas y a menudo requieren un mecanizado secundario para las superficies críticas.
Implicaciones en el diseño: Si la pieza debe mantener un ajuste perfecto sin necesidad de un mecanizado exhaustivo, la fundición a presión ahorrará operaciones secundarias en tiradas grandes.
7. Acabado superficial y procesamiento secundario
-
Las piezas fundidas a presión presentan superficies lisas y detalles precisos, lo que reduce el tiempo de acabado. El acabado de la superficie es adecuado para el chapado o el pintado con una preparación mínima.
-
Las superficies fundidas en arena son más rugosas y porosas debido a la naturaleza granular del molde; normalmente necesitan granallado, rectificado o mecanizado para obtener características estéticas o de precisión. Esto aumenta la mano de obra y el tiempo de ciclo de las piezas acabadas.
Procesos secundarios que se deben planificar: Mecanizado, tratamiento térmico, galvanizado, pintura, pruebas de fugas, ensayos no destructivos. Los diseños de fundición en arena suelen presupuestar más para estos pasos.
8. Diferencias en las propiedades mecánicas y la microestructura
La ruta de fundición afecta a la velocidad de enfriamiento y a la estructura del grano:
-
El moldeo a presión suele producir una microestructura más fina y menos porosidad gaseosa cuando se procesa adecuadamente, debido al rápido llenado y la solidificación controlada bajo presión. Esto tiende a mejorar las propiedades mecánicas, como la resistencia a la tracción, de determinadas aleaciones de aluminio y zinc.
-
Las piezas fundidas en arena pueden tener un tamaño de grano mayor y un mayor potencial de porosidad, a menos que los núcleos, las entradas y las coladas se diseñen cuidadosamente. El tratamiento térmico puede mejorar las propiedades, pero la consistencia depende de las prácticas de fundición.
Nota técnica: Para las piezas críticas que soportan carga, solicite datos de ensayos mecánicos (tracción, límite elástico, elongación) a los posibles proveedores y especifique los criterios de aceptación requeridos.
9. Libertad de diseño, complejidad y características internas
-
El moldeo en arena destaca por su idoneidad para formas complejas, secciones grandes y cavidades internas creadas con núcleos. Es sencillo crear geometrías únicas o personalizadas sin necesidad de costosos cambios de herramientas.
-
El moldeo a presión permite manejar bien geometrías externas complejas y paredes delgadas, pero los socavados internos y los núcleos complicados aumentan el coste y la complejidad del molde. Las inserciones y los moldes de varias piezas pueden satisfacer esas necesidades, pero aumentan los gastos de herramientas.
Regla general: Utilice el moldeo en arena cuando el tamaño o la complejidad de la pieza requieran un trabajo flexible del núcleo o cuando el coste y el calendario no puedan absorber un molde complejo.
10. Volumen de producción, tiempo de ciclo y escalabilidad
-
Los tiempos de ciclo del moldeo a presión son cortos y altamente repetibles, a menudo medidos en segundos o decenas de segundos por inyección, lo que favorece la producción en masa. La automatización reduce el coste de mano de obra por pieza.
-
El tiempo de ciclo del moldeo en arena es más largo porque los moldes se fabrican y se rompen; el proceso está más orientado a la producción por lotes y es menos susceptible de ciclos automatizados continuos. Sigue siendo eficaz para cantidades moderadas y artículos muy grandes en los que los troqueles resultarían poco prácticos.
11. Consideraciones medioambientales, sanitarias y laborales
-
El moldeo a presión requiere el mantenimiento de los moldes y la manipulación de lubricantes y metal fundido a alta temperatura bajo presión; la ventilación y el control de los humos son fundamentales. Los lubricantes para moldes y los recubrimientos para matrices deben gestionarse para limitar las emisiones.
-
El moldeo en arena genera arena usada que puede necesitar recuperación, aglutinantes que requieren tratamiento y control del polvo. Las fundiciones suelen utilizar sistemas de recuperación de arena, recuperación de calor residual y filtración.
Punto de sostenibilidad: Muchas fundiciones modernas recuperan y reutilizan la arena y recuperan energía, y los talleres de fundición a presión reciclan el metal, pero deben gestionar los residuos y el desgaste de los moldes.
12. Control de calidad, pruebas y medidas correctivas
Pasos comunes de control de calidad para ambos:
-
Inspección dimensional (CMM, calibres).
-
Inspección visual y reparación de defectos superficiales.
-
Pruebas de presión o fugas para piezas que contienen fluidos.
-
Ensayos no destructivos (rayos X, ultrasonidos) para detectar defectos internos.
-
Ensayos mecánicos de muestras (tensión, dureza).
-
Análisis metalúrgico para determinar la microestructura y el contenido de inclusiones.
El moldeo a presión se beneficia de sensores integrados en el proceso que controlan los parámetros de inyección y la temperatura; el moldeo en arena se basa más en el control del proceso y el muestreo realizados por personal experimentado.
13. Aplicaciones típicas y ejemplos industriales
-
Fundición a presión: carcasas eléctricas, carcasas de conectores, marcos de carcasas ópticas, soportes para transmisiones y motores de automóviles (donde se aceptan metales no ferrosos), componentes de productos de consumo.
-
Fundición en arena: carcasas de bombas, bloques y culatas de motor en hierro, válvulas grandes, componentes de maquinaria pesada, prototipos de piezas fundidas para la industria aeroespacial que requieren aleaciones específicas.
14. Matriz de decisión práctica
La tabla siguiente resume las decisiones según los principales factores de selección.
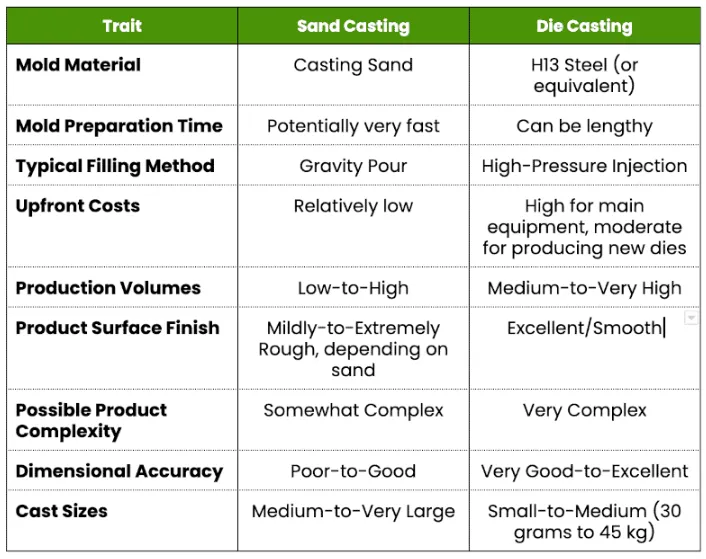
| Controlador de selección | Cuándo elegir la fundición a presión | Cuándo elegir el moldeo en arena |
|---|---|---|
| Volumen de producción | Recorridos muy largos con repetibilidad | Tirajes bajos a medios o tiradas únicas |
| Tolerancia requerida | Tolerancias estrictas, mecanizado mínimo | Tolerancias holgadas, se espera mecanizado. |
| Acabado superficial | Acabado suave y minimalista | Toscamente, necesita acabado |
| Elección de aleación | No ferrosos (Al, Mg, Zn) | Amplia gama, incluyendo metales ferrosos. |
| Tamaño de la pieza | Pequeña a mediana | Pequeño a muy grande |
| Coste inicial | Alto coste de los troqueles | Bajo coste de patrones/moldes |
| Complejidad del diseño | Detalle exterior, paredes delgadas | Núcleos complejos, cavidades grandes, insertos. |
| Plazo de entrega de la primera pieza | Largo (fabricación de troqueles) | Corto (molde de arena directo o patrón) |
(Fuentes consolidadas a partir de referencias del sector).
15. Ejemplos de escenarios de coste por pieza
Tabla: Ejemplo de estimación del punto de equilibrio (cifras ilustrativas; solicite presupuestos para obtener cifras exactas)
| Volumen (unidades) | Coste estimado del troquel en USD | Patrón de arena / herramientas USD | Estimación por pieza fundida a presión (USD) | Estimación por pieza fundida en arena (USD) | Proceso recomendado |
|---|---|---|---|---|---|
| 100 | 60,000 | 1,500 | 600.00 | 120.00 | Fundición en arena |
| 1,000 | 60,000 | 1,500 | 60.00 | 70.00 | Fundición en arena o fundición a presión, dependiendo del acabado. |
| 10,000 | 60,000 | 1,500 | 10.00 | 40.00 | Fundición a presión |
| 100,000 | 60,000 | 1,500 | 1.50 | 30.00 | Fundición a presión |
Modo de empleo: Solicite presupuestos a ambos tipos de proveedores, incluya los costes de acabado e inspección, y calcule el coste total de entrega para toda la producción prevista.
16. Lista de verificación del diseño para elegir el proceso (práctico)
-
Confirme el material definitivo y si se requieren aleaciones ferrosas.
-
Definir las dimensiones críticas y las tolerancias admisibles.
-
Estimar el volumen de producción anual y la demanda prevista a lo largo de la vida útil.
-
Compruebe los requisitos de espesor máximo y mínimo de las paredes.
-
Evalúa si se necesitan paredes delgadas, texturas finas o salientes integrados.
-
Identifique cualquier cavidad interna que requiera núcleos o insertos.
-
Presupuesto para herramientas, mecanizado secundario y acabado.
-
Tenga en cuenta el tiempo de entrega de las primeras piezas y la rapidez de comercialización.
17. Tablas que ayudan a los ingenieros y al departamento de compras.
Tabla A: Compatibilidad de materiales de un vistazo
| Familia de materiales | Compatibilidad típica del moldeado a presión | Compatibilidad típica del moldeo en arena |
|---|---|---|
| Aleaciones de aluminio | Alta | Alta |
| Aleaciones de zinc | Muy alta | Limitado |
| Aleaciones de magnesio | Alta | Limitado |
| Cobre / bronce | Limitado | Alta |
| Hierro / acero | No apto | Muy alta |
| Aceros inoxidables | No apto | Muy alta |
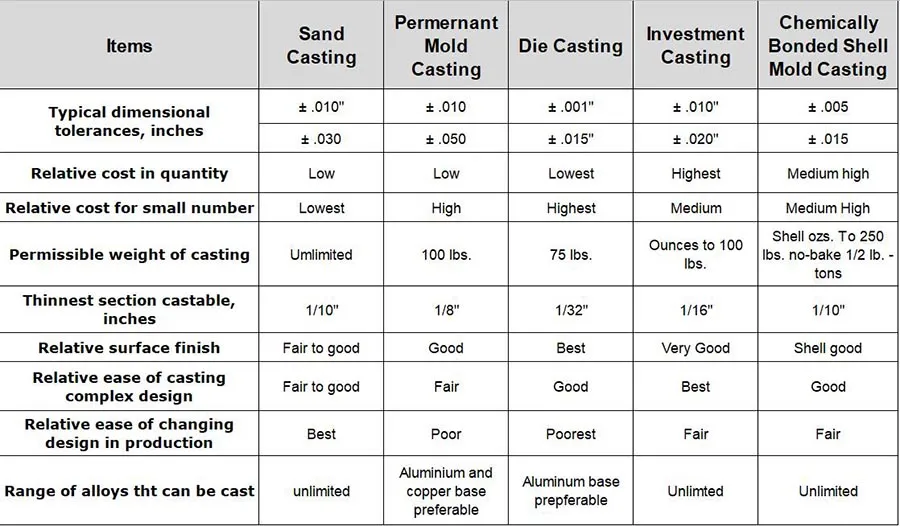
Tabla B: Clases de tolerancia típicas (indicativas)
| Proceso | Tolerancia lineal típica por cada 100 mm |
|---|---|
| Fundición a presión de alta calidad | De ±0,05 a ±0,2 mm |
| Fundición a presión típica | De ±0,1 a ±0,5 mm |
| Fundición en arena típica | De ±0,5 a ±2,0 mm |
(Consulte a un proveedor para conocer las tolerancias exactas en geometrías específicas).
18. Consejos prácticos para reducir costes y riesgos
-
Para el moldeo a presión, invierta tiempo en el diseño para facilitar la fabricación: añada ángulos de desmoldeo adecuados, espesor de pared uniforme y considere el uso de nervaduras y salientes que se adapten al flujo del metal.
-
Para el moldeo en arena, planifique cuidadosamente la entrada y la elevación para minimizar los defectos de contracción y reducir el mecanizado. Utilice herramientas de simulación para ambos métodos a fin de predecir el llenado, la contracción y la porosidad.
-
Considere enfoques híbridos: utilice el moldeado en arena para formas de base grandes y, a continuación, mecanice y ensamble subcomponentes fundidos a presión más pequeños, o utilice el moldeado en molde permanente para tiradas medianas cuando sea apropiado.
19. Errores comunes y cómo evitarlos
-
Elegir el moldeado a presión para una aleación inadecuada, lo que obliga a realizar costosos ajustes en el proceso. Solución: confirmar las opciones de aleación con antelación.
-
Subestimar el acabado secundario de las piezas fundidas en arena. Solución: incluir presupuestos de acabado y comprobaciones de prototipos.
-
Ignorar los plazos de entrega de las herramientas en los calendarios de los proyectos. Solución: incluir el plazo de entrega de los troqueles en el plan del programa y considerar la posibilidad de realizar prototipos rápidos para una validación temprana.
20. Flujo de decisiones prácticas finales
-
¿Necesita aleaciones ferrosas o resistentes a altas temperaturas? Si es así, elija el moldeo en arena.
-
¿El volumen anual previsto es muy alto y el tamaño de las piezas se ajusta a la capacidad de la máquina de moldeo? Si es así, opte por el moldeo a presión.
-
¿Se requieren tolerancias estrictas y un excelente acabado superficial sin un mecanizado pesado? Si es así, elija la fundición a presión.
-
¿Es más importante el coste de la primera pieza que el coste por pieza posterior? Si es así, elija el moldeado en arena.
Si aún tiene dudas, cree un prototipo breve con fundición en arena mientras solicita un presupuesto para la producción en serie.
Fundición en arena frente a fundición a presión: Preguntas frecuentes sobre el proceso estratégico
1. ¿Qué proceso proporciona la mejor precisión dimensional?
2. ¿Puede utilizarse la fundición a presión para piezas muy grandes?
3. ¿Qué proceso es más barato para 500 piezas?
4. ¿Existen límites de aleación para la fundición a presión?
5. ¿Es necesario mecanizar las piezas de fundición a presión?
6. ¿Es la porosidad un problema mayor en las piezas moldeadas en arena?
7. ¿Qué proceso es más rápido para grandes volúmenes?
8. ¿Cómo debo elegir si necesito paredes finas?
9. ¿Puedo hacer prototipos en fundición a presión?
10. ¿Qué proceso es mejor para cavidades internas complejas?
Fundición en arena con el uso de núcleos de arena suele ofrecer más libertad para cavidades internas profundas, socavadas o complejas. En la fundición a presión, la creación de características internas complejas requiere guías móviles o núcleos de sacrificio, lo que aumenta drásticamente el coste y la complejidad de las matrices.
Notas finales para compras e ingenieros
La elección entre el moldeo a presión y el moldeo en arena no es una decisión unidimensional. Evalúe las necesidades de material, la escala, la geometría de las piezas, el plazo de entrega y el coste total de entrega. Utilice prototipos para validar la función y, a continuación, amplíe las herramientas una vez que se haya congelado el diseño. En caso de duda, solicite a los proveedores tanto prototipos de moldeo en arena como presupuestos de moldeo a presión, de modo que pueda comparar el rendimiento técnico y la economía en su contexto de producción real.
