En la fundición de aluminio moderna, el camino más fiable para conseguir un menor contenido de hidrógeno, menos agujeros de alfiler, un metal más limpio y una calidad más estable de la palanquilla, el planchón o la fundición es un AdTech desgasificador rotativo equipado con un rotor de grafito y eje de grafito, El proceso de fundición de aluminio se realiza dentro de un intervalo controlado de flujo de gas, velocidad del rotor, profundidad de inmersión, temperatura de la masa fundida y tiempo de tratamiento. Cuando estas variables se ajustan al tipo de aleación y a las condiciones del horno, el aluminio fundido presenta un menor índice de densidad, menos defectos de gas, una mejor flotación de las inclusiones, una reducción de los atascos aguas abajo, un mejor acabado superficial y una mayor consistencia del proceso. En términos prácticos de planta, una buena desgasificación rotativa no es un paso de tratamiento secundario. Es un punto de control metalúrgico fundamental.
Si su proyecto requiere el uso de la Unidad de Desgasificación de Aluminio Fundido, puede Contacto para obtener un presupuesto gratuito.
El aluminio fundido puede parecer tranquilo en la superficie, pero en su interior puede contener hidrógeno disuelto, películas de óxido fragmentadas, residuos de fundente y finas partículas no metálicas. El hidrógeno es el problema de gas más persistente porque el aluminio líquido disuelve el hidrógeno mucho más fácilmente que el aluminio sólido. Durante la solidificación, ese hidrógeno disuelto pierde solubilidad y forma poros. El resultado pueden ser poros visibles, porosidad interna, menor estanqueidad a la presión, menor resistencia a la fatiga, respuesta deficiente al mecanizado o aspecto inestable del anodizado. La desgasificación rotativa soluciona este problema mediante un rotor de grafito giratorio que dispersa el gas inerte en burbujas muy finas. Estas burbujas crean una gran superficie, lo que acelera la difusión del hidrógeno fuera del metal y ayuda a las inclusiones a ascender hacia la superficie. Esta combinación hace que el tratamiento rotativo sea uno de los métodos de purificación de aluminio fundido más adoptados en los talleres de fundición, las fundiciones de fundición a presión, las líneas de palanquilla y las plantas de laminación de planchones.

¿Qué resuelve la desgasificación del aluminio fundido y por qué es esencial antes de la colada?
La desgasificación elimina el hidrógeno disuelto y ayuda a transportar las impurezas en suspensión fuera de la masa fundida. En la metalurgia del aluminio, el hidrógeno es el principal gas disuelto que preocupa porque puede entrar fácilmente en la masa fundida a través de la humedad, las herramientas húmedas, el material de carga húmedo, los productos de combustión húmedos o la exposición a la atmósfera del horno.
Cuando el metal se enfría y empieza a solidificarse, la solubilidad del hidrógeno desciende bruscamente. Esa caída fuerza al gas a salir de la solución, produciendo porosidad. El defecto puede aparecer de varias formas:
- Agujeros finos cerca de la superficie.
- Poros internos visibles en fractura o macrograbado.
- Reducción de la estanqueidad a la presión en los componentes de fundición.
- Menor alargamiento y resistencia a la fatiga.
- Ampollas superficiales tras el laminado o el tratamiento térmico.
- Comportamiento incoherente del mecanizado.
- Rechazo en aplicaciones de vacío o sensibles a las fugas.
Una planta que omite la desgasificación o la realiza de forma deficiente suele registrar una mayor variabilidad en la calidad, incluso cuando la química y la temperatura parecen aceptables.
Lea también:¿Qué es la desgasificación? ¿Cuál es su significado, finalidad y métodos?
Hidrógeno en aluminio fundido: el problema metalúrgico central
El hidrógeno entra en la masa fundida a través del contacto con el vapor de agua o los hidrocarburos. Incluso una pequeña cantidad de humedad puede desencadenar la captación de hidrógeno. Las fuentes comunes incluyen:
- Chatarra húmeda
- Atmósfera húmeda del horno.
- Flujos húmedos
- Superficies refractarias húmedas.
- Sistemas de refrigeración con fugas cerca de los puntos de transferencia.
- Condensación en las herramientas o lavadoras durante el arranque.
Esta es la razón por la que dos calores con una química de aleación casi idéntica pueden fundir de forma muy diferente. Una aleación puede tener poco hidrógeno y colar limpia. Otro puede llevar suficiente gas disuelto para producir porosidad en toda la colada.
Principales riesgos para la calidad de la masa fundida relacionados con una mala desgasificación
| Problema en la producción | Causa raíz típica | Resultado en el producto final |
|---|---|---|
| Pinholes y porosidad del gas | Alto contenido de hidrógeno disuelto | Densidad reducida, fallos de estanqueidad, defectos de mecanizado |
| Ampollas tras el laminado o el tratamiento térmico | Hidrógeno atrapado en el metal | Rechazo de superficies y reclamaciones de clientes |
| Baja vida a la fatiga | Poros de gas e interacción de óxidos | Iniciación temprana de la grieta |
| Filtración inestable | Carga de inclusión pesada mezclada con burbujas de gas | Fluctuaciones de presión y reducción de la vida útil del filtro |
| Acabado superficial deficiente | Escoria y óxido transportados a la fundición | Rayas, astillas, asperezas |
Una regla útil en el tratamiento de la masa fundida es simple: la química por sí sola no garantiza la calidad de la colada. El control del hidrógeno sigue siendo igual de importante.
¿Cómo elimina el hidrógeno del aluminio líquido una unidad de desgasificación rotativa?
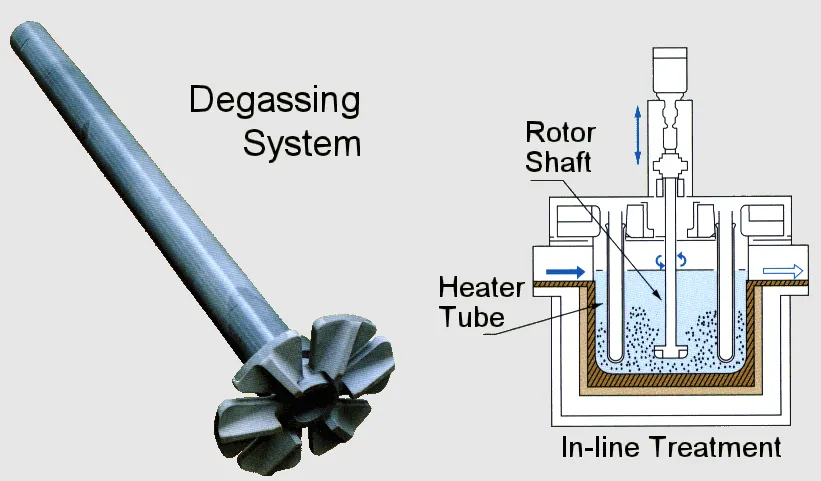
Una unidad de desgasificación rotativa inyecta un gas de tratamiento inerte o semi-inerte a través de un eje de grafito giratorio y un rotor de grafito, a veces denominado impulsor. El rotor rompe la corriente de gas en una nube de pequeñas burbujas y hace circular la masa fundida al mismo tiempo. Esta acción combinada es la razón por la que los sistemas rotativos suelen superar al simple burbujeo con lanza.
El principio físico de la eliminación del hidrógeno
El hidrógeno se difunde desde el aluminio fundido a las burbujas de gas de tratamiento porque la presión parcial del hidrógeno dentro de la burbuja recién formada es muy baja. Las burbujas pequeñas son importantes porque proporcionan:
- Más superficie por unidad de volumen de gas.
- Mayor tiempo de contacto en la masa fundida.
- Mejor distribución por la zona de tratamiento.
- Transferencia de hidrógeno más eficaz.
El rotor giratorio también desplaza la masa fundida de una región a otra, reduciendo las zonas muertas y mejorando la uniformidad en toda la cámara de tratamiento o la cavidad del horno.
Desgasificación rotativa comparada con la purga de gas simple
| Método de tratamiento | Calidad de la burbuja | Circulación de metales | Eficacia de la desgasificación | Resultado típico de una planta |
|---|---|---|---|---|
| Purga de lanza estática | Burbujas gruesas | Débil | Moderado a bajo | Tratamiento desigual y mayor duración del ciclo |
| Desgasificación rotativa | Burbujas finas y bien dispersas | Fuerte | Alta | Menor hidrógeno y mayor consistencia |
| Tratamiento sólo con pastillas o fundente | Efecto gas limitado | Mínimo | Poca eliminación de hidrógeno | Puede ayudar a las inclusiones, no lo suficiente en el control de gases |
Por qué el tamaño de la burbuja cambia tanto el rendimiento
Las burbujas muy grandes se elevan rápidamente y abandonan la masa fundida antes de que se produzca una gran transferencia de hidrógeno. Un rotor bien diseñado crea un campo de burbujas fino y estable. Esto prolonga el tiempo de residencia y mejora enormemente la eficacia del tratamiento. Las plantas suelen notar la diferencia inmediatamente en el índice de densidad, la reducción de los resultados de las pruebas de presión y la tasa de defectos de colada.
Flotación por inclusión durante el tratamiento rotativo
La desgasificación rotativa no sólo tiene que ver con el hidrógeno. Las burbujas finas pueden adherirse a películas de óxido, residuos de fundente y otras partículas en suspensión. Una vez adheridas, estas impurezas se vuelven más flotantes y se desplazan hacia la superficie de la masa fundida o hacia la capa desnatada. Esto significa que un buen sistema rotativo permite tanto la eliminación de gases como la mejora de la limpieza.

¿Qué gases se utilizan en la desgasificación rotativa y cómo deben seleccionarse?
La selección del gas afecta al coste del tratamiento, la eficacia de la eliminación del hidrógeno, la limpieza del metal, la carga medioambiental y el desgaste del equipo. Las opciones más comunes son el argón y el nitrógeno. Algunas operaciones también utilizan mezclas con cloro en casos especiales, aunque muchas plantas prefieren ahora la práctica sin cloro por motivos de seguridad y emisiones.
Tabla comparativa de gases
| Tipo de gas | Beneficio principal | Limitación principal | Caso típico |
|---|---|---|---|
| Argón | Altamente inerte, gran capacidad de desgasificación, bajo riesgo de reacción | Mayor coste | Líneas de limpieza de primera calidad, familias de aleaciones reactivas, objetivos de calidad estrictos |
| Nitrógeno | Menor coste, ampliamente disponible, eficaz en muchas aleaciones de aluminio | Ligeramente menos inerte que el argón, la ventana de aplicación depende de la aleación y de la práctica de la planta. | Uso general de fundición, operaciones sensibles a los costes |
| Argón más cloro o mezcla con cloro | Ayuda a eliminar el hidrógeno y ciertas impurezas alcalinas disueltas | Seguridad, corrosión, control de humos, presión reglamentaria | Sistemas heredados o vías de tratamiento especializadas |
Cuando se prefiere el argón
El argón suele elegirse cuando:
- Los objetivos de limpieza son muy estrictos.
- El valor del producto es alto.
- La química de las aleaciones es más reactiva.
- La planta quiere la ruta de proceso más estable e inerte.
- Las auditorías de clientes se centran en gran medida en los registros de tratamientos de fusión.
Cuando el nitrógeno es una opción práctica
El nitrógeno sigue siendo habitual en muchas fundiciones porque puede producir muy buenos resultados a menor coste, siempre que la familia de aleaciones, la temperatura de tratamiento y la disciplina de trabajo sean adecuadas.
Por qué es importante la pureza del gas
Incluso el gas adecuado puede rendir menos si su pureza es escasa o si las fugas de la tubería introducen humedad. Los ingenieros deben comprobarlo:
- Especificación de pureza del gas.
- Nivel del punto de rocío.
- Estabilidad del flujo.
- Integridad de mangueras y racores.
- Estado del regulador.
Un rotor de alta calidad no puede compensar el gas húmedo o el suministro de gas inestable.
¿Cuáles son las partes principales de un desgasificador rotativo AdTech?
Un sistema rotativo de desgasificación no es sólo un motor con un impulsor de grafito. Un tratamiento fiable depende del conjunto completo.
Componentes básicos de la unidad
| Componente | Función | Por qué es importante |
|---|---|---|
| Motor de accionamiento | Gira el eje y el rotor | El control estable de la velocidad influye en la calidad de las burbujas |
| Mecanismo de elevación | Sube y baja el conjunto del eje | Controla la profundidad de inmersión y protege el rotor durante el arranque o la parada |
| Eje de grafito | Transfiere gas y par al rotor | Debe resistir la oxidación y el choque térmico |
| Rotor de grafito | Rompe el gas en finas burbujas y hace circular la masa fundida | Principal componente activo del tratamiento |
| Sistema de suministro de gas | Envía argón o nitrógeno al eje | La estabilidad del flujo afecta a la eliminación del hidrógeno |
| Armario de control | Ajusta la velocidad, el tiempo, la tasa de gas, la secuencia de movimiento | La repetibilidad del tratamiento depende de la coherencia de los ajustes |
| Cubierta protectora o junta de estanqueidad | Reduce la dispersión de humos y la pérdida de calor | Mejora la seguridad de la planta y la estabilidad del tratamiento |
| Bastidor o carro de montaje | Soporta la unidad por encima del horno, cuchara o caja de tratamiento | La precisión estructural favorece una inmersión y alineación fiables |
Ubicaciones de las unidades rotatorias en producción
Los desgasificadores rotativos AdTech pueden instalarse en:
- Hornos de mantenimiento
- Cucharas de transferencia
- Crisoles
- Cajas de tratamiento en línea.
- Estaciones de refinado conectadas a la lavandería.
La mejor ubicación depende del volumen de fusión, el ritmo del lote, la frecuencia de cambio de aleación y la ruta de colada posterior.
Por qué es importante la precisión del control
Dos unidades con una potencia de motor similar pueden producir resultados de tratamiento muy diferentes si una de ellas carece de un control de velocidad preciso o de un posicionamiento de inmersión estable. La repetibilidad es crucial porque la captación de hidrógeno puede cambiar rápidamente de un calor a otro. Las plantas necesitan una receta de desgasificación que puedan repetir, no un método de tratamiento basado en las sensaciones del operario.
¿Qué especificaciones del rotor de grafito son más importantes en el funcionamiento real de una planta?
El tráfico de búsqueda en torno a este tema suele centrarse en una pregunta: “¿Qué debo comprobar en la hoja de especificaciones de un rotor de grafito?”. La respuesta es más amplia que el mero diámetro. La vida útil del rotor y la calidad del tratamiento dependen del grado del material, la estructura, la geometría, el diseño de la salida de gases, la protección antioxidante, la precisión dimensional y la compatibilidad con el eje.
Especificaciones clave del rotor de grafito
| Especificación | Enfoque industrial típico | Por qué es importante |
|---|---|---|
| Grado de grafito | Grafito denso de grano fino y gran pureza | Solidez, resistencia a la oxidación, bajo riesgo de contaminación |
| Densidad aparente | Suelen preferirse las calidades de mayor densidad | Mayor resistencia al desgaste y menor fuga de gas a través del cuerpo |
| Contenido en cenizas | Se prefiere muy poca ceniza | Reduce el riesgo de contaminación en el aluminio fundido |
| Protección contra la oxidación | Impregnación o revestimiento superficial | Prolonga la vida útil en condiciones de oxidación en caliente |
| Diámetro del rotor | Adaptado al volumen de fusión y a la geometría del recipiente | Controla el patrón de circulación y la dispersión de las burbujas |
| Forma del rotor | Estilos abierto, cerrado, ranurado y multipuerto | Influencia del tamaño de las burbujas, el cizallamiento y la flotación por inclusión |
| Diseño del orificio de gas | Número, tamaño y ángulo de las salidas | Crítico para la distribución de burbujas |
| Estilo de rosca o junta | Ajuste seguro con el eje | Evita el tambaleo, las fugas y los fallos mecánicos |
| Temperatura máxima de funcionamiento | Vinculado al grado de grafito y al revestimiento | Ayuda a definir la ventana de servicio |
| Vida útil prevista | Medido en ciclos, horas o toneladas | Importante en la planificación de costes |
Rangos típicos de propiedades del rotor de grafito
Los valores exactos varían según el fabricante y el grado. Las siguientes gamas reflejan la práctica industrial común más que una norma universal única.
| Propiedad | Gama típica en rotores de grafito de alta calidad | Importancia práctica |
|---|---|---|
| Densidad aparente | 1,70 a 1,86 g/cm³ | Una mayor densidad suele prolongar la vida útil |
| Contenido en cenizas | Por debajo de 0,3% | Menor transferencia de impurezas a la masa fundida |
| Resistencia a la flexión | 20 a 45 MPa | Ayuda a resistir el agrietamiento durante la rotación y la inmersión |
| Resistencia a la compresión | 50 a 100 MPa | Apoya la estabilidad estructural |
| Porosidad aparente | Bajo y controlado | Menor oxidación y menor filtración de gas |
| Vida útil | Decenas o cientos de ciclos según el uso | Principal factor de coste en la contratación |
Por qué la geometría del rotor no es un detalle menor
La geometría del rotor controla la creación de burbujas y la circulación de la masa fundida. Una geometría deficiente puede producir grandes burbujas y zonas muertas incluso cuando el flujo de gas y las rpm parecen correctos. Un diseño sólido distribuye el gas uniformemente, mantiene estable la nube de burbujas y evita la formación de vórtices violentos que pueden arrastrar el óxido de la superficie a la masa fundida.
Familias comunes de diseño de rotores
| Tipo de rotor | Comportamiento típico | Situaciones adecuadas |
|---|---|---|
| Rotor de ranura abierta | Fuerte disgregación del gas, fácil limpieza | Tratamiento general |
| Rotor cerrado o semicerrado | Liberación de burbujas más controlada | Aplicaciones que requieren una dispersión fina estable |
| Rotor radial multiagujero | Amplio campo de burbujas | Volumen de fusión de medio a grande |
| Rotor de bombeo | Fuerte circulación más desgasificación | Cámaras de tratamiento más grandes o cajas en línea |
Qué acorta la vida útil del rotor
Los principales factores que limitan la vida son:
- Oxidación en el aire durante la exposición al calor en reposo.
- Choque térmico por precalentamiento deficiente.
- Impacto mecánico durante la inmersión.
- Flujo de gas inadecuado que provoca una combustión inestable o un sobrecalentamiento local.
- Ataque químico en atmósferas agresivas de hornos.
- Funcionamiento a sobrevelocidad.
- Mala alineación del eje.
Un rotor de bajo precio puede parecer atractivo en la orden de compra, pero su sustitución frecuente, su rotura repentina y su tratamiento inestable lo convierten a menudo en la opción más costosa.
¿Cómo influyen las especificaciones del eje de grafito en la estabilidad de la desgasificación?
A menudo se presta menos atención al eje que al rotor, pero el eje transporta el gas, transmite el par y mantiene el rotor en posición dentro de un entorno hostil de metal fundido. Si la calidad del eje es deficiente, el rotor no puede rendir al máximo.
Parámetros importantes del eje de grafito
| Parámetro | Lo que los compradores deben comprobar | Efecto sobre el funcionamiento |
|---|---|---|
| Calidad del material | Grafito denso de gran pureza con tratamiento antioxidante | Mayor resistencia al desgaste y a la oxidación |
| Longitud del eje | Adaptado a la profundidad del horno y a la carrera de elevación | Inmersión correcta y funcionamiento seguro |
| Diámetro exterior | Adaptado a la demanda de par y al tamaño del paso de gas | Estabilidad durante la rotación |
| Diámetro interior | Dimensionado para el flujo de gas de tratamiento | Evita la restricción de gas |
| Diseño conjunto | Conexión roscada o con bloqueo personalizado | Limita las vibraciones y las fugas |
| Tolerancia de rectitud | Control estricto del mecanizado | Reduce el bamboleo y el desgaste irregular del rotor |
| Calidad del revestimiento | Protección antioxidante uniforme | Mayor vida útil en caliente por encima de la línea de fusión |
Por qué es crítica la zona caliente superior
La sección del eje próxima a la superficie metálica y a la abertura del horno suele sufrir la oxidación más rápida. Esa zona está expuesta al aire caliente, los ciclos térmicos y el ataque de los humos. Un buen revestimiento y unas prácticas de funcionamiento inteligentes pueden prolongar muchos ciclos la vida útil.
Modos de fallo del eje observados en la producción
- Adelgazamiento por oxidación por encima de la línea de fusión.
- Daños en la rosca de la conexión del rotor.
- Flexión por impacto o mala manipulación.
- Obstrucción interna del orificio por depósitos.
- Iniciación de grietas tras choques térmicos repetidos.
Un comprador que evalúe los componentes de grafito debe tratar el eje y el rotor como un conjunto combinado, no como piezas de repuesto sin relación entre sí.
¿Qué parámetros de funcionamiento determinan la eficacia de la eliminación del hidrógeno?
Incluso los equipos de primera calidad no funcionarán bien si la ventana de proceso es incorrecta. La desgasificación rotativa tiene varias variables ajustables, y su interacción determina si la masa fundida mejora o simplemente se agita.
Principales variables del proceso
| Parámetro | Si es demasiado bajo | Si es demasiado alto | Lógica práctica de objetivos |
|---|---|---|---|
| Velocidad del rotor | Burbujas grandes, circulación débil | Vórtice superficial, arrastre de escoria, desgaste excesivo | Utilice una velocidad que cree burbujas finas sin tirar del óxido superficial hacia abajo |
| Caudal de gas | Transferencia limitada de hidrógeno | Coalescencia de burbujas, turbulencia, perturbación metálica | Adaptación al volumen de fusión y a la geometría del rotor |
| Profundidad de inmersión | Mezcla pobre sólo cerca de la parte superior | Socavación del fondo o interacción refractaria | Mantener el rotor en la zona de fusión activa con holgura desde el fondo |
| Duración del tratamiento | Desgasificación incompleta | Más escoria, oxidación, menor productividad | Validación mediante pruebas de hidrógeno en lugar de conjeturas |
| Temperatura de fusión | Comportamiento lento de la burbuja si es demasiado baja | Mayor riesgo de oxidación y captación de hidrógeno si es demasiado alto | Mantenerse dentro de la ventana de colada específica de la aleación |
| Masa metálica y geometría | Tratamiento desigual si no se tiene en cuenta | Mala transferencia de recetas entre hornos | Ajustes de escala al volumen real del baño y a la forma del recipiente |
Por qué las rpm no se eligen por costumbre
Un error común en las fundiciones es utilizar una velocidad de rotor para cada aleación, horno y tamaño de lote. Esto rara vez da el mejor resultado. El mismo rotor puede necesitar un número de revoluciones diferente en un crisol pequeño que en un horno de retención más grande. Las plantas que validan las rpm con los datos de las pruebas de hidrógeno suelen obtener una mayor repetibilidad.
Método de desarrollo del proceso recomendado
Los ingenieros suelen construir la receta de esta manera:
- Definir familia de aleaciones y volumen de fusión.
- Seleccione el tipo de gas y su pureza.
- Elija una profundidad de inmersión del rotor segura.
- Ejecute varias combinaciones de velocidad y gas.
- Medir el nivel de hidrógeno, el índice de densidad o el resultado de presión reducida.
- Registrar la generación de escoria y el desgaste del rotor.
- Fijar la receta que equilibre calidad, coste y vida útil de los componentes.
Este método basado en datos es mucho más potente que copiar un ajuste de otra línea.
¿Cómo afecta la desgasificación rotativa a la eliminación de inclusiones, la generación de escoria y el rendimiento del metal?
El tratamiento rotativo influye en algo más que en el contenido de gas. También afecta al comportamiento de las impurezas en suspensión, al volumen desnatado y a la pérdida de masa fundida. Un buen sistema reduce el hidrógeno al tiempo que favorece la flotación de la inclusión sin crear turbulencias innecesarias.
Beneficios más allá de la reducción de hidrógeno
- Las películas de óxido se mueven hacia arriba de forma más eficiente.
- Las partículas finas no metálicas pueden adherirse a las burbujas y subir.
- La temperatura de fusión se vuelve más uniforme en la zona de tratamiento local.
- Los filtros de espuma cerámica situados aguas abajo pueden durar más tiempo debido a la menor carga de contaminación.
- Los defectos de fundición relacionados con la interacción combinada de gas e inclusión suelen disminuir.
Pero, ¿puede la desgasificación aumentar la escoria?
Sí, una mala práctica puede generar más escoria. Si la velocidad del rotor es demasiado alta o la inmersión demasiado superficial, la unidad puede arrastrar óxido superficial hacia la masa fundida y generar más oxidación. Esto significa que la desgasificación debe mantenerse controlada. Un buen tratamiento rotativo es tranquilo por debajo de la superficie, no violento en la parte superior.
Tabla de equilibrio del proceso
| Estado de funcionamiento | Efecto sobre el hidrógeno | Efecto sobre las inclusiones | Efecto sobre la escoria y el rendimiento |
|---|---|---|---|
| RPM y caudal de gas correctos | Fuerte eliminación | Buen soporte de flotación | Nivel de desnatado aceptable |
| Demasiada agitación superficial | Resultado mixto | El óxido superficial puede volver a fundirse | Mayor escoria, menor rendimiento |
| Tiempo de tratamiento demasiado corto | Eliminación débil | Flotación limitada | Puede parecer eficiente, pero la calidad sigue siendo mala |
| Tratamiento estable y desnatado adecuado | Mejor resultado global | Fusión más limpia | Menor chatarra y mayor estabilidad del rendimiento |
Por qué debe incluirse el rendimiento en la evaluación de la desgasificación
Algunas plantas juzgan una unidad de desgasificación sólo por los números de hidrógeno. Esto es incompleto. El verdadero resultado económico incluye:
- Tasa de chatarra
- Generación de escoria.
- Consumo del rotor y del eje.
- Tiempo de tratamiento.
- Consumo de gas.
- Tiempo de inactividad por mantenimiento.
- Calidad final de la fundición.
La mejor configuración no siempre es la que ofrece el resultado de hidrógeno más bajo. Es la configuración que ofrece el mejor resultado de producción total.
¿Cómo deben elegir los ingenieros el diámetro del rotor, la profundidad de inmersión y el ajuste del recipiente?
El tamaño del rotor y la geometría de la cámara de tratamiento deben ir de la mano. Un rotor demasiado pequeño puede no mover suficiente masa fundida. Uno demasiado grande puede crear un flujo inestable y un rápido desgaste.
Factores prácticos de selección
| Factor de selección | Por qué es importante |
|---|---|
| Volumen de fusión | Los baños más grandes necesitan una circulación más amplia |
| Forma de horno o cazo | La geometría controla el patrón de recirculación |
| Altura libre inferior | Evita la alteración de arenas, lodos o refractarios |
| Superficie libre | Limita la formación de vórtices y el arrastre de óxidos |
| Objetivo de limpieza de la aleación | Los objetivos metálicos más limpios pueden justificar un diseño de burbuja más fino y un tratamiento más prolongado |
| Ritmo de producción | Los ciclos cortos necesitan una gran eficacia sin una mezcla demasiado agresiva |
Normas utilizadas en las revisiones de diseño de plantas
- Mantenga el rotor alejado del fondo del recipiente.
- Evite una posición demasiado cercana a la superficie.
- Adaptar el diámetro del rotor a la anchura de la cámara de tratamiento.
- Confirme que la longitud del eje proporciona una inmersión repetible.
- Verifique que el sistema de transmisión maneja el par sin tambalearse.
Por qué el ajuste del recipiente importa más que el tamaño del catálogo
Un rotor que funciona bien en el horno de un cliente puede funcionar mal en otro si la profundidad de fusión, la separación de las paredes o el volumen de carga de metal son diferentes. Este es uno de los motivos por los que los clientes de AdTech suelen solicitar dimensiones vinculadas al plano real de su horno en lugar de confiar únicamente en una pieza de repuesto de tamaño general.
¿Qué métodos de ensayo demuestran la calidad de la desgasificación en una nave de fundición?
Ningún programa de tratamiento de fundición debe basarse únicamente en el juicio visual. El hidrógeno y la limpieza requieren mediciones objetivas.
Métodos de ensayo habituales tras la desgasificación
| Método de ensayo | Qué comprueba | Uso típico |
|---|---|---|
| Prueba de presión reducida | Tendencia a formar porosidad gaseosa en vacío | Control de calidad rápido en el taller |
| Índice de densidad | Contenido relativo de gas comparando muestras | Ampliamente utilizado en fundiciones y talleres de fundición |
| Analizador de hidrógeno, primera burbuja o similar | Medición directa del contenido de hidrógeno | Control de procesos y optimización de recetas |
| Revisión del aspecto de las fracturas | Señal visual del nivel de poros y limpieza | Comprobación de asistencia rápida, no suficiente por sí sola |
| Sección metalográfica | Distribución interna de los poros e interacción de inclusión | Investigación de calidad más profunda |
| Datos sobre defectos de colada | Efecto de la producción real | Confirma si los ajustes del tratamiento están funcionando |
Por qué el índice de densidad sigue siendo popular
La prueba del índice de densidad es práctica, asequible y lo suficientemente rápida como para adaptarse al ritmo normal de las fundiciones. No sustituye al análisis directo del hidrógeno en las operaciones de gama alta, pero sigue siendo una herramienta de control útil.
Por qué las plantas deben seguir la tendencia, no sólo un valor individual
Un buen resultado no prueba el control del proceso. El método más sólido es el seguimiento:
- Resultado del hidrógeno antes del tratamiento
- Resultado del hidrógeno tras el tratamiento
- Tipo de aleación
- Temperatura de fusión
- Tipo y caudal de gas
- Velocidad del rotor
- Operador y número de calefacción.
- Tasa de defectos aguas abajo.
Los registros de tendencias revelan si la unidad es realmente estable o sólo ocasionalmente eficaz.
¿Qué modos de fallo acortan la vida útil de los rotores de grafito y cómo pueden evitarlos las fábricas?
El coste del rotor es una parte significativa de la economía del tratamiento de fusión. La mayoría de los fallos prematuros se deben a errores evitables de funcionamiento o manipulación.
Modos de fallo frecuentes y medidas correctoras
| Síntoma de fallo | Causa probable | Medidas correctoras |
|---|---|---|
| Quemadura del borde del rotor | Exposición al aire caliente, revestimiento débil, tiempo de inactividad por encima de la fusión | Reducir la exposición al aire, revisar la calidad del revestimiento, mejorar la disciplina de manipulación |
| Agrietamiento durante el primer uso | Precalentamiento deficiente, choque térmico | Utilice el procedimiento de precalentamiento por etapas |
| Erosión excesiva en las salidas de gas | Caudal de gas demasiado elevado, patrón de flujo abrasivo | Vuelva a comprobar el caudal y el diseño del rotor |
| Fallo del hilo | Apriete excesivo o desalineación | Utilice el par de apriete correcto y las comprobaciones de alineación |
| Oxidación del eje por encima del baño | Zona de oxidación caliente cerca de la abertura del horno | Mejorar la protección y reducir el tiempo de permanencia en el aire caliente |
| Vibración o bamboleo | Eje doblado, mal ajuste de la junta, desalineación de la transmisión | Inspeccione el conjunto y sustituya las piezas dañadas |
| Corta vida sólo en una aleación | Efecto químico o atmosférico | Revisar la compatibilidad y la ventana de tratamiento |
Prácticas de manipulación que protegen las piezas de grafito
- Almacenar el grafito seco y protegido de golpes.
- Precalentar gradualmente antes de la primera inmersión.
- Evite golpear el rotor contra las paredes del horno.
- Mantenga la unidad alineada durante la entrada y la salida.
- Siga la secuencia de purga de gas antes de iniciar el centrifugado cuando lo exija el diseño.
- Elimine las acumulaciones con cuidado durante el mantenimiento, no mediante fuertes golpes mecánicos.
Por qué es tan valiosa la protección contra la oxidación
El grafito funciona muy bien con aluminio fundido, pero se oxida con el aire caliente. Un tratamiento protector, un tiempo de exposición controlado y unas prácticas de puesta en marcha sensatas pueden prolongar drásticamente su vida útil. Esta es una de las palancas de coste más importantes en la propiedad del rotor.
¿Qué debe comprobar el comprador antes de encargar un desgasificador rotativo o un rotor de grafito?
Los equipos de compras suelen comparar sólo el precio inicial, pero la comparación más rentable incluye la vida útil, la consistencia de la calidad, la carga de mantenimiento y la asistencia técnica.
Lista de comprobación para la evaluación del comprador
| Categoría | Qué verificar |
|---|---|
| Capacidad unitaria | Volumen de fusión por ciclo, tiempo de tratamiento, gama de aleaciones |
| Sistema de gas | Gases admitidos, rango de presión, precisión del control de caudal |
| Especificación del rotor | Grado de grafito, densidad, revestimiento, geometría, vida útil prevista |
| Especificación del eje | Material, rectitud, tamaño del orificio, tratamiento antioxidante |
| Control del accionamiento | Rango de rpm ajustable, repetibilidad, enclavamientos de seguridad |
| Diseño mecánico | Recorrido de elevación, estabilidad de montaje, acceso para mantenimiento |
| Documentación | Planos, procedimiento de funcionamiento, lista de piezas de repuesto, apoyo a la puesta en marcha |
| Suministro de repuesto | Plazo de entrega de rotores y ejes, disponibilidad de existencias, intercambiabilidad de piezas |
| Servicio de campo | Asistencia en la puesta en marcha y solución de problemas |
| Coste total de propiedad | Uso de gas, consumo de grafito, tiempo de mantenimiento, impacto de la reducción de defectos |
Preguntas que debe plantearse un comprador serio
- ¿Qué volumen de masa fundida trata la unidad por ciclo?
- ¿Qué geometría de rotor se recomienda con mi familia de aleación?
- ¿Qué vida útil debo esperar en ciclos o toneladas?
- ¿Qué tipo de gas se ha utilizado para validar el rendimiento indicado?
- ¿Puede el proveedor soportar tanto el montaje del horno como el de la cuchara?
- ¿Es el grado de grafito idéntico en todos los lotes de repuesto?
- ¿Cuáles son los procedimientos de arranque y parada recomendados?
- ¿Qué datos puede compartir el proveedor sobre el índice de densidad o la reducción de hidrógeno?
Por qué el coste total importa más que el precio de recambio
Un rotor con un precio de compra inferior pero con la mitad de vida útil, una consistencia débil o una formación de burbujas inestable puede aumentar el coste total:
- Mayor consumo de grafito
- Más tiempo de inactividad
- Más consumo de gas
- Mayor chatarra
- Más intervención del operador.
- Mayor riesgo para la calidad del cliente.
El departamento de compras debe colaborar estrechamente con los ingenieros de procesos durante la evaluación de los proveedores.
¿Cómo encaja la desgasificación rotativa con la filtración y el diseño de la línea de fundición?
La desgasificación rotativa ofrece el mejor valor cuando forma parte de una ruta completa de tratamiento de la masa fundida. No debe considerarse de forma aislada.
Secuencia típica de tratamiento de la masa fundida
- Fusión de la carga y ajuste de la aleación.
- Desespumado del horno y control de la escoria.
- Desgasificación rotativa.
- Transferencia de metales con baja turbulencia.
- Filtración de espuma cerámica o filtración de lecho profundo cuando sea necesario.
- Distribución a molde, mesa de tochos, máquina de fundición a presión o molde de planchas de laminación.
Por qué la filtración sigue siendo importante tras la desgasificación
La desgasificación rotativa contribuye a la eliminación del hidrógeno y a la flotación por inclusión, pero no es la solución definitiva para todas las fuentes de impurezas. La filtración aguas abajo sigue atrapando óxidos residuales, partículas refractarias o restos generados por la transferencia. Las plantas más potentes combinan ambos tratamientos.
Por qué el control de la turbulencia está vinculado a la calidad de la desgasificación
Una planta puede perder gran parte del beneficio de la desgasificación si la transferencia de metales después del tratamiento se vuelve violenta. Durante una mala práctica de transferencia puede producirse una reoxidación y una nueva captación de hidrógeno. Por este motivo, los lavadores, los pozos de bombeo, los tubos de transferencia y los cucharones deben formar parte de la misma revisión de calidad.
¿Qué aplicaciones de aluminio fundido se benefician más de los sistemas de desgasificación rotativa AdTech?
La desgasificación rotativa crea valor en muchos sectores del aluminio, aunque el nivel de beneficio depende de la sensibilidad del producto.
Sectores de aplicación
| Segmento industrial | Por qué es fundamental la desgasificación |
|---|---|
| Fundición de palanquilla | La baja porosidad favorece un mejor acabado de extrusión y uniformidad mecánica |
| Producción de planchas | La reducción de los defectos de gas y óxido mejora la calidad de la chapa, la lámina y las latas. |
| Preparación de la masa fundida | Un metal más limpio reduce el riesgo de rechazo y mejora la estanqueidad a la presión |
| Fundición por gravedad | Mayor densidad y menos poros internos |
| Fundición de ruedas y estructuras | El control del hidrógeno favorece los objetivos de fatiga e integridad |
| Procesado de aluminio reciclado | Ayuda a estabilizar la calidad variable de la masa fundida entrante |
Qué productos suelen exigir un control más estricto
- Chapa de automóvil
- Papel de aluminio
- Aleaciones conductoras de electricidad.
- Piezas de fundición estancas a la presión.
- Palanquilla de extrusión de alto acabado.
- Fundiciones estructurales tratadas térmicamente.
Estas familias de productos suelen justificar componentes de grafito de primera calidad y una disciplina de funcionamiento más estricta.
¿Cómo pueden las plantas crear una norma de desgasificación estable en lugar de depender de la costumbre de los operarios?
Un programa de desgasificación fiable se basa en un control escrito, pruebas objetivas y hardware repetible.
Pasos que aumentan la estabilidad del proceso
- Definir recetas de tratamiento por familia de aleación.
- Bloquee los rangos de rpm y caudal de gas en el sistema de control.
- Normalizar la profundidad de inmersión del rotor.
- Registrar la temperatura de fusión antes del tratamiento.
- Prueba de hidrógeno o índice de densidad a intervalos fijos.
- Sustituya las piezas de grafito basándose en criterios de desgaste, no en conjeturas.
- Formar a los operarios para evitar la escoria y el choque térmico.
- Revise semanalmente las tendencias de los defectos comparándolas con los datos de desgasificación.
Por qué el trabajo estándar mejora la calidad y los costes
Cuando se estandariza el proceso, la planta consigue:
- Vida útil del rotor más predecible.
- Menor gasto de gas.
- Mejor repetibilidad entre turnos.
- Solución de problemas más rápida.
- Mayor preparación para las auditorías..
- Mayor confianza de los clientes.
Este tipo de disciplina hace que la desgasificación deje de ser una tarea dependiente del operario para convertirse en un proceso metalúrgico medible.
Preguntas frecuentes sobre la desgasificación del aluminio fundido, las unidades rotativas y los rotores de grafito
Desgasificación del aluminio y Rotor Tech: 10/10 FAQ
1. ¿Cuál es la finalidad de la desgasificación del aluminio fundido?
El objetivo principal es eliminar hidrógeno disuelto y ayudan a que las impurezas no metálicas (inclusiones) floten fuera de la masa fundida. Una desgasificación eficaz reduce significativamente la porosidad, los agujeros de alfiler y las variaciones de calidad en los productos de fundición finales, garantizando la integridad estructural.
2. ¿Por qué el hidrógeno es el principal gas del aluminio?
3. ¿Qué hace un rotor de grafito en una unidad de desgasificación rotativa?
La función del rotor de grafito es cizallar el gas de tratamiento en millones de burbujas minúsculas y finas y hacerlas circular por todo el aluminio fundido. Las burbujas más pequeñas proporcionan una superficie mucho mayor para la transferencia de hidrógeno y un mejor soporte para la flotación de los óxidos hacia la superficie.
4. ¿Qué es mejor, argón o nitrógeno en la desgasificación del aluminio?
Argón es más inerte y es el estándar de oro para aplicaciones aeroespaciales o de automoción de primera calidad para evitar cualquier reacción potencial. Nitrógeno es una alternativa rentable ampliamente utilizada en trabajos generales de fundición. La elección final suele depender de la aleación específica, el nivel de limpieza requerido y la economía de la planta.
5. ¿Cuánto dura un rotor de grafito?
6. ¿Puede la desgasificación rotativa eliminar también las inclusiones?
7. ¿Qué ocurre si la velocidad del rotor es demasiado alta?
Una velocidad excesiva es contraproducente. Crea un vórtice superficial que pueden arrastrar óxidos y aire de vuelta a la masa fundida, aumentando la generación de escoria y acelerando el desgaste del rotor sin mejorar la eficacia de la desgasificación.
8. ¿Cómo puede comprobar una planta si la desgasificación funciona?
CONTROL DE CALIDAD
Entre los métodos de validación más habituales se encuentran los siguientes Prueba de presión reducida (RPT) para calcular el Índice de Densidad, análisis directo de hidrógeno mediante extracción al vacío y revisión metalográfica de muestras solidificadas para comprobar la existencia de microporosidad.
9. ¿Por qué son importantes la calidad y la rectitud de la varilla de grafito?
10. ¿Es suficiente la desgasificación rotativa por sí sola?
Resumen técnico final
Un sistema eficaz Desgasificador rotativo AdTech funciona porque combina la dispersión del gas y la circulación de la masa fundida en un solo paso de tratamiento. El rotor de grafito se sitúa en el centro de ese rendimiento. Si el material del rotor es denso, puro, resistente a la oxidación, de dimensiones exactas y se ajusta a la geometría del horno, la unidad puede generar burbujas finas, eliminar el hidrógeno de forma eficaz, soportar la flotación de impurezas y producir calor de calidad repetible tras calor. Si el rotor o el eje están mal especificados, incluso una máquina bien construida rendirá por debajo de sus posibilidades.
Las lecciones prácticas más importantes están claras:
- La eliminación del hidrógeno depende de la calidad de las burbujas, no sólo de la cantidad de gas.
- La geometría del rotor y la alineación del eje importan tanto como la potencia del motor.
- Tanto el argón como el nitrógeno tienen ventanas de uso válidas.
- La protección contra la oxidación y la disciplina térmica afectan mucho a la vida útil del grafito.
- El índice de densidad y las pruebas de hidrógeno deben controlar la receta.
- La desgasificación ofrece el mejor rendimiento cuando se combina con una transferencia de baja turbulencia y una filtración posterior.
En términos de compra, los compradores deben evaluar la sistema completo, no sólo el precio de las piezas de recambio. En términos de ingeniería, la especificación correcta incluye el grado de grafito, la forma del rotor, las dimensiones del eje, el rango de flujo de gas, el rango de rpm, la profundidad de inmersión, la vida útil prevista y el procedimiento de funcionamiento basado en pruebas. Cuando estos elementos se controlan conjuntamente, la desgasificación del aluminio fundido se convierte en una de las mejoras de calidad de mayor valor en el proceso de fundición.
