Las piezas fundidas de aluminio de alta calidad exigen un control estricto de la composición química de la masa fundida, el comportamiento del flujo y la solidificación. Los defectos más frecuentes y críticos para el rendimiento —porosidad por gas, contracción, arrastre de óxidos e inclusiones, desgarros en caliente y defectos superficiales— se originan en etapas predecibles: preparación de la masa fundida, transferencia, llenado del molde y solidificación. Una mitigación eficaz requiere un programa coordinado que combine una limpieza robusta de la masa fundida (flujo o desgasificación), filtración diseñada (filtros de espuma cerámica), un diseño cuidadoso de las compuertas y la temperatura, y controles de proceso validados. Cuando estas medidas se implementan conjuntamente, las fundiciones pueden reducir los desechos, mejorar las propiedades mecánicas y cumplir con estándares de aceptación más altos, al tiempo que mantienen la rentabilidad de la producción.
1. Por qué son importantes los defectos en la fundición de aluminio
Una mala calidad de fundición aumenta el coste unitario, aumenta el riesgo de fallos en el campo y puede descalificar las piezas para su uso en aplicaciones aeroespaciales, automovilísticas o de retención de presión. El control de la integridad de la fundición permite reducir el margen de mecanizado, aumentar el rendimiento, obtener un comportamiento mecánico predecible y reforzar la confianza de los clientes. A menudo se requieren controles de proceso trazables y un tratamiento de fusión documentado para satisfacer las exigencias de adquisición y certificación.
2. Cómo se forman los defectos
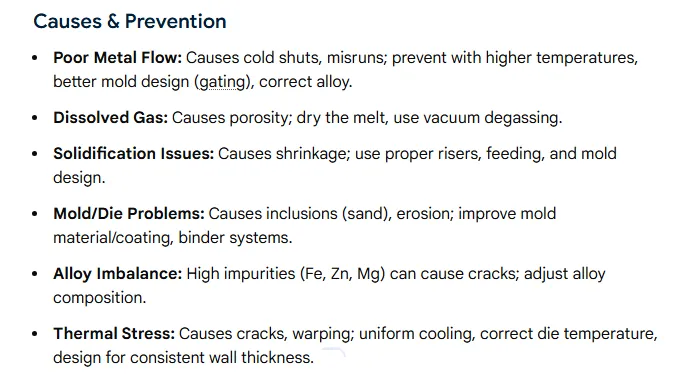
Los defectos surgen cuando el metal, el molde, las herramientas o las condiciones del proceso producen un flujo no uniforme, gas atrapado o una alimentación inadecuada durante el cambio de fase. Procesos clave que generan defectos:
-
La disolución y liberación de gas durante la solidificación producen poros redondeados.
-
La contracción térmica sin una alimentación adecuada de metal genera cavidades por contracción y huecos internos.
-
El llenado turbulento y la ruptura de la superficie forman películas de óxido que quedan atrapadas, produciendo inclusiones no metálicas y biopelículas.
-
Los gradientes térmicos inadecuados o la contracción restringida provocan desgarros por calor.
Estos mecanismos están bien estudiados en la literatura; el comportamiento de la solubilidad del hidrógeno es fundamental para la porosidad del gas, ya que el aluminio fundido puede transportar una cantidad de hidrógeno significativamente mayor que el sólido, por lo que el hidrógeno se rechaza durante la solidificación y forma burbujas si no se elimina previamente.
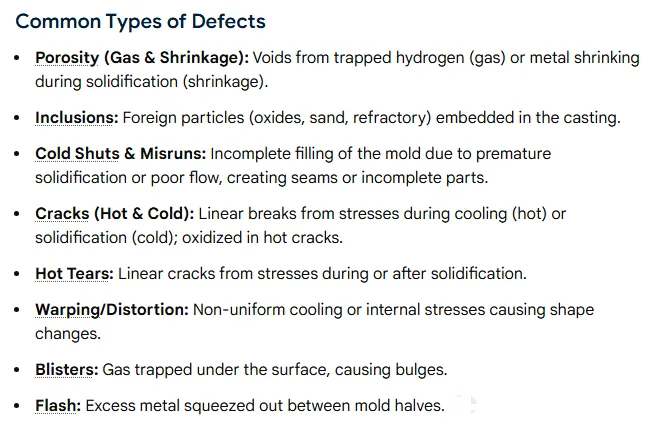
3. Clasificación: defectos comunes en la fundición de aluminio (tabla resumen)
| Tipo de defecto | Apariencia típica | Causas fundamentales principales | Métodos de detección típicos |
|---|---|---|---|
| Porosidad gaseosa (hidrógeno) | Internos redondeados/poros | Exceso de hidrógeno disuelto; humedad, carga turbulenta. | Rayos X, ultrasonidos, seccionamiento destructivo. |
| Porosidad de contracción | Cavidades irregulares cerca de las regiones que se solidifican en último lugar. | Alimentación insuficiente, mal levantamiento, gradientes térmicos. | Radiografía, metalografía |
| Inclusiones de óxido / bifilms | Estriados, defectos laminares | Oxidación superficial, llenado turbulento, arrastre | Análisis visual, radiográfico e intergranular. |
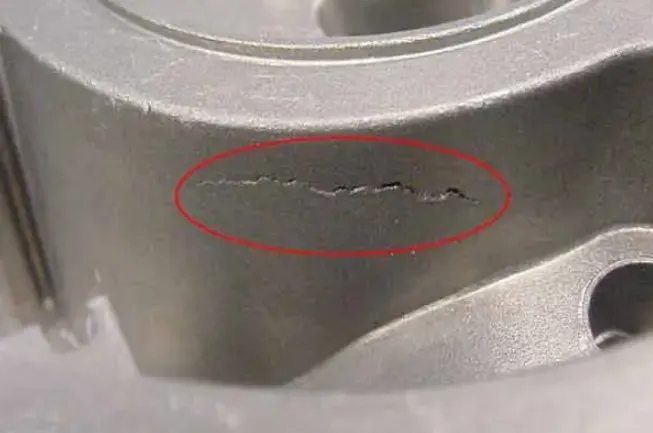
| Lágrimas calientes / grietas calientes | Grietas irregulares cerca de puntos calientes | Altas tensiones de tracción durante la solidificación | Visual, penetrante de tinte, metalografía |
| Cierre en frío | Líneas de fusión incompletas en la superficie | Baja temperatura de vertido, llenado lento | Evidencia visual, mecanizado |
| Errores de impresión | Formas de molde cortas e incompletas | Baja temperatura, baja velocidad de vertido | Visual |
| Defectos de arena (burbujas, fusión de arena) | Puntos rugosos, asperezas | Descomposición del moho, humedad en la arena | Visual, seccionamiento |
| Inclusiones (escoria, refractario) | Partículas duras, defectos localizados | Contaminación de la superficie de fusión, refractario desgastado. | Análisis visual y químico |
| Ampollas superficiales / marcas de gas | Áreas elevadas, huecos subterráneos | Generación de gas en la interfaz del molde | Visual, seccionamiento |
| Grietas por contracción (zonas frías) | Finas grietas en las transiciones de grueso a fino. | Desajuste del diseño térmico | Visual y metalografía |
(Esa taxonomía condensada sigue los atlas estándar de defectos de fundición y las prácticas habituales en las fundiciones).
4. Porosidad del gas: el factor limitante dominante del rendimiento
Por qué el hidrógeno es el culpable habitual
El hidrógeno se disuelve fácilmente en el aluminio líquido y mucho menos en el sólido. Durante el enfriamiento, la solubilidad disminuye abruptamente y el hidrógeno se rechaza en el líquido restante, donde forma burbujas que quedan atrapadas si no pueden escapar antes de que se complete la solidificación. Este mecanismo explica por qué la porosidad a menudo se concentra en las regiones interdendríticas y en las áreas que se solidifican en último lugar. Es esencial supervisar y controlar el contenido de hidrógeno fundido, además de los pasos del proceso que permiten que el hidrógeno escape.
Detección y aceptación prácticas
-
Utilice sensores de hidrógeno disuelto en tiempo real para supervisar los procesos.
-
Utilice radiografía de rayos X o tomografía computarizada para las piezas críticas.
-
Establecer límites de aceptación (por ejemplo, muchas piezas aeroespaciales requieren una porosidad interna cercana a cero y utilizan estrictos estándares de rayos X).
Jerarquía de remediación
-
Detenga la entrada de hidrógeno: seque los materiales de carga, elimine las fuentes de humedad y controle la atmósfera del horno.
-
Tratamiento de fusión: fundición y desgasificación para eliminar el gas disuelto y los contaminantes superficiales.
-
Filtración y llenado controlado para evitar la recontaminación y el arrastre.
-
Gestión de la solidificación para evitar la acumulación de gas en las regiones interdendríticas (colocación de elevadores, enfriadores).
5. Contracción y fallos en la alimentación
Los defectos por contracción aparecen cuando la solidificación consume localmente volumen de metal y no llega metal de alimentación debido a un diseño deficiente del canal de alimentación o al aislamiento térmico. Evitar la contracción es una cuestión tanto térmica como de canalización:
-
Utilice los principios de solidificación direccional para que el metal fundido se alimente hacia los elevadores.
-
Localice los tubos ascendentes en las zonas menos expuestas a la congelación y asegúrese de que tengan una masa y un aislamiento térmico adecuados.
-
Utilice enfriamientos para desplazar el frente de solidificación si el tamaño del elevador está limitado.
-
Validar con herramientas de simulación; muchas fundiciones exitosas utilizan la simulación de fundición para predecir correctamente los puntos calientes y el tamaño de los alimentadores.
6. Películas de óxido, inclusiones y biopelículas: los asesinos invisibles
Cuando el aluminio fundido entra en contacto con el aire, forma una película de óxido en fracciones de segundo. Si el flujo es turbulento o la superficie se altera durante el vertido, estas películas se pliegan en la masa fundida y producen defectos en capas denominados «bifilms», que reducen drásticamente la resistencia a la fatiga y actúan como puntos de inicio de grietas. Para evitar la formación de óxido es necesario:
-
Llenado laminar mediante un diseño adecuado de compuerta y prácticas de artesa.
-
Limpieza de la superficie y desnatado para eliminar las impurezas antes de la transferencia.
-
Uso de filtros eficaces que atrapan inclusiones submicrónicas y producen un flujo estable aguas abajo. Los filtros de espuma cerámica producen un flujo laminar y capturan mecánicamente óxidos y partículas arrastradas, al tiempo que son resistentes al choque térmico y a la erosión, lo que ayuda a reducir el número de inclusiones y mejora la fiabilidad de las piezas.
7. Lágrimas calientes y tensiones térmicas
El desgarro en caliente se produce cuando la contracción de la aleación durante la etapa final de solidificación no puede ser compensada por la deformación plástica debido a que el material es semisólido y frágil. Controles clave:
-
Evite los cambios bruscos de sección y las transiciones moderadas de fino a grueso.
-
Fomente gradientes térmicos más uniformes; utilice enfriadores o calentadores localizados para alterar el orden de congelación.
-
Seleccionar aleaciones y sistemas de colada que reduzcan el tiempo de permanencia en los puntos calientes.
-
Utilice la simulación para cuantificar la tensión térmica y ajustar las herramientas.
8. Problemas de acabado superficial y defectos estéticos.
Las imperfecciones superficiales pueden deberse a defectos en la arena, gas en la interfaz del molde, refractarios de mala calidad u hornos sucios. Las medidas de prevención incluyen un control riguroso de la arena, materiales de carga secos y limpios, mantenimiento de los refractarios y filtración para evitar la redeposición de inclusiones en las superficies de la trayectoria del flujo.
9. Tecnologías de tratamiento por fusión (fundente, desgasificación)
Funciones y selección de Flux
Los fundentes para el tratamiento de la fusión del aluminio son mezclas diseñadas de sales inorgánicas que se utilizan para el control de la escoria, la desoxidación, la eliminación de impurezas y el refinado de la composición química de la fusión. Los fundentes granulares de alta calidad pueden: cubrir la masa fundida para inhibir la oxidación, unir o flotar la escoria, promover la coalescencia de pequeñas inclusiones y ayudar a eliminar los gases disueltos cuando se utilizan con agitación. La selección adecuada del fundente depende de la familia de aleaciones, la temperatura de funcionamiento y si el tratamiento es para desgasificación, limpieza o control químico.
Métodos de desgasificación
Los métodos habituales de desgasificación incluyen:
-
Burbujeo del gas de purga: se hace burbujear gas inerte (argón o nitrógeno) a través del aluminio fundido para eliminar el hidrógeno. Eficaz, escalable y ampliamente utilizado.
-
Desgasificación rotativa: un rotor dispersa el gas en finas burbujas, lo que aumenta la eficiencia de captura del hidrógeno. Ideal para hornos de alto rendimiento.
-
Desgasificantes sólidos / en tabletas: pastillas químicas que reaccionan para liberar gases que ayudan a fusionar el hidrógeno. Útiles para tiendas pequeñas, pero pueden añadir residuos.
-
Desgasificación al vacío: reduce la presión para favorecer la evolución del hidrógeno; se utiliza cuando se necesitan niveles muy bajos de hidrógeno.
-
Desgasificación por ultrasonidos: la cavitación acústica puede eliminar el gas disuelto y algunas inclusiones; está surgiendo para aplicaciones especializadas.
Cada método tiene sus ventajas e inconvenientes en cuanto a coste del equipo, rendimiento, habilidad del operador y residuos. Un programa combinado —desgasificación mecánica con purga de gas más fundente y filtración— ofrece la mejor reducción práctica de la tasa de defectos para la mayoría de las fundiciones de aluminio.
10. Tecnologías de filtración y colocación
Por qué se utilizan ampliamente los filtros de espuma cerámica
Los filtros de espuma cerámica a base de alúmina proporcionan una alta porosidad con vías tortuosas que atrapan partículas de hasta micras de tamaño y convierten el flujo caótico en flujo laminar. Debido a que son térmicamente robustos y resistentes a la erosión, son una opción fiable para la fundición de aleaciones de aluminio, donde la eliminación de inclusiones y el suavizado del flujo son fundamentales para evitar la arrastrada de óxido y reducir la reoxidación turbulenta aguas abajo. Los filtros de espuma cerámica correctamente especificados pueden reducir drásticamente el número de inclusiones y mejorar los resultados mecánicos aguas abajo.
Consideraciones prácticas
-
Seleccione el tamaño de poro y el índice de porosidad que equilibren el rendimiento con la eficiencia de captura.
-
Coloque el filtro aguas arriba del sistema de compuerta, dentro de un molde o artesa bien diseñados, de modo que vea la masa fundida y no solo la superficie desnatada.
-
Asegúrese de que el montaje sea seguro y que el choque por precalentamiento sea mínimo para evitar fracturas prematuras.
-
Reemplazar según lo previsto y registrar el uso del filtro como parte de la documentación de trazabilidad.
11. Diseño del proceso: compuertas, ventilación, enfriadores y simulación.
Un buen diseño térmico y de flujo evita muchos defectos antes de que el tratamiento de fusión se convierta en el factor decisivo. Técnicas clave:
-
Utilice una entrada suave, un canal de inyección cónico y canales de buen tamaño para evitar turbulencias y pliegues.
-
Proporcione orificios de ventilación y vías de escape para el aire y los gases de la cavidad del molde.
-
Aplicar enfriamiento y solidificación direccional para facilitar la alimentación en los tubos ascendentes.
-
Utilice un software de simulación de fundición para predecir puntos calientes, turbulencias y comportamiento de llenado; a continuación, repita el diseño de las herramientas.
La simulación combinada con pruebas piloto expone rápidamente las geometrías peligrosas que, de otro modo, producirían altos índices de desechos.
12. Inspección, medición y control
Una fundición moderna utiliza controles por capas:
-
Monitorización en línea: medición de hidrógeno, registro de temperatura y registros de aplicación de flujo.
-
Ensayos no destructivosRadiografía con rayos X, ensayos ultrasónicos, ensayos con líquidos penetrantes para detectar grietas y tomografía computarizada para componentes críticos.
-
Muestreo destructivo: seccionamiento metalográfico y análisis de inclusiones durante las auditorías de procesos.
-
SPC: aplicar el control estadístico de procesos a los parámetros clave (ppm de hidrógeno, temperatura de fusión, ciclo de filtración y tiempo de desgasificación) y, a continuación, impulsar mejoras continuas.
13. Matriz de resolución de problemas (tablas de acciones)
Tabla: Lista de verificación de causas fundamentales para defectos comunes
| Defecto observado | Comprobaciones inmediatas | Posibles causas fundamentales | Primeras medidas correctivas |
|---|---|---|---|
| Porosidad gaseosa (dispersa) | Lectura del medidor de hidrógeno, humedad de carga, atmósfera del horno | Carga húmeda, condensación, alto contenido de hidrógeno en la masa fundida. | Degas (rotatorio + purga), carga seca, mejora el almacenamiento |
| Contracción (localizada) | Punto caliente de simulación, adecuación del elevador | Mal ascenso, cuello de botella térmico | Añadir elevador/enfriador, revisar la entrada, utilizar simulación. |
| Inclusión de óxido / bifilms | Escoria visual, relleno turbulento | Turbulencia, borde del cucharón dañado, transferencia deficiente. | Instalar filtro de espuma cerámica, llenado lento, modificar la entrada. |
| Desgarro en caliente | Sección transversal del diseño, comprobaciones de restricción | Molde rígido con alto gradiente térmico | Añadir ductilidad mediante aleación, ajustar la trayectoria de solidificación, utilizar enfriadores. |
| Quemadura superficial | Condición refractaria, desnatado del horno | Desgaste refractario, sobrecalentamiento | Reparar refractario, limpiar superficie fundida, eliminar escoria. |
Tabla: Referencia rápida para la selección de filtración y desgasificación
| Requisito | Método primario recomendado | Notas |
|---|---|---|
| Alta eliminación de inclusiones, flujo continuo | Filtro de espuma cerámica (Al₂O₃) | Precalentar el filtro, elegir el grado de porosidad. |
| Bajo a moderado hidrógeno | Desgasificación rotativa con gas inerte | Utilice argón para obtener el mejor rendimiento. |
| Niveles muy bajos de hidrógeno | Aspiradora o combinada rotativa + aspiradora | Mayor CAPEX, utilizado para piezas críticas. |
| Tienda pequeña, volumen reducido | Flux para tabletas + desnatado manual | Menor coste; posibles residuos. |
| Alto rendimiento, automatizado | Filtros en línea + desgasificador rotativo automatizado | Lo mejor para una calidad constante |
(Utilice estas tablas como lista de verificación inicial; adáptelas al tipo de aleación y al tamaño de la pieza).
14. Plan de implementación práctica y dónde encaja AdTech
AdTech fabrica equipos y consumibles que se adaptan a cada capa de control:
-
Estaciones de desgasificación: los desgasificadores rotativos y los sistemas de purga dimensionados para el rendimiento del horno reducen el hidrógeno disuelto y mejoran la consistencia. Cuando se combinan con la dosificación controlada de gas inerte y la agitación automatizada, reducen la variación que causa la porosidad aleatoria.
-
Línea de productos de fundente granular: mezclas de fundente formuladas para cubrir, aglutinar escorias y facilitar la coalescencia de elementos no metálicos y la eliminación de hidrógeno durante periodos de tratamiento cortos. Una técnica de adición adecuada y una selección correcta de la fórmula reducen la oxidación y la formación de escoria.
-
Placas filtrantes de espuma cerámica: Los filtros de espuma de AdTech atrapan óxidos y partículas, al tiempo que producen un flujo laminar que evita el plegamiento de la biopelícula. La selección correcta del filtro y su instalación segura proporcionan una reducción cuantificable en el recuento de inclusiones y mejoran las características de tracción/fatiga de las piezas fundidas.
Programa sugerido para la implementación
-
Auditoría: medir los niveles básicos de ppm de hidrógeno, las tasas de inclusión y los motivos de desechado.
-
Piloto: añadir un filtro de espuma cerámica en el distribuidor, utilizarlo junto con el procedimiento actual durante 50-200 coladas. Registrar el número de inclusiones y los resultados de las pruebas mecánicas.
-
Validar: introducir la desgasificación rotativa y la adición estandarizada de fundente; supervisar la tendencia del hidrógeno.
-
Control: integrar sensores, SPC y formación de operadores; mantener registros trazables para cada calentamiento.
Este enfoque sistemático reduce la variación y facilita enormemente la resolución de problemas.
15. Reparación, mantenimiento y formación de operadores.
-
Mantenga el fundente almacenado en un lugar seco y en recipientes herméticos; descarte los lotes aglomerados o descoloridos.
-
Precaliente los filtros cuando se recomiende e inspeccione si hay grietas; nunca fuerce un filtro frío en un flujo intenso.
-
Calibrar los analizadores de hidrógeno y registrar los resultados.
-
Capacitar a los operadores sobre el vertido suave, el manejo de cucharas y las medidas correctivas rápidas cuando las lecturas se desvían.
16. Notas sobre normativa, especificaciones y adquisiciones
-
Especifique los requisitos de filtración y desgasificación en las órdenes de compra si los clientes posteriores requieren una porosidad reducida o trazabilidad.
-
Incluir criterios de aceptación vinculados al nivel de NDT (por ejemplo, niveles de calidad radiográfica) y exigir registros documentados del tratamiento de fusión.
-
Para aplicaciones aeroespaciales o críticas, conserve los certificados de análisis de los lotes de fundente y los filtros.
17. Lista de verificación rápida para tomar decisiones antes de cada turno de producción.
-
Verifique el estado de los refractarios del horno y la cuchara.
-
Confirme la carga y compruebe que el material esté seco.
-
Compruebe y registre la temperatura de fusión.
-
Registrar el nivel inicial de ppm de hidrógeno; si supera el umbral, desgasificar.
-
Asegúrese de que el filtro y el equipo de desgasificación estén instalados y funcionen correctamente.
-
Confirmar que las herramientas de moldeo y los patrones de colada coinciden con los planos validados.
-
Documente cualquier desviación.
18. Tratamiento de la masa fundida y trazabilidad de la calidad: FAQ
1. ¿Cuál es la acción más eficaz para reducir la porosidad interna?
2. ¿Puede un buen filtro eliminar toda la porosidad?
3. ¿Con qué frecuencia deben sustituirse los filtros de espuma cerámica?
4. ¿Son seguros los fundentes y cómo deben manipularse?
5. ¿Qué método de desgasificación es el mejor para la fundición de grandes volúmenes en el sector de la automoción?
6. ¿Cómo puedo saber si la porosidad se debe a la contracción o al gas?
7. ¿Afectan los filtros cerámicos a la química de la masa fundida?
8. ¿Puede el fundente sustituir a la desgasificación?
9. ¿Cuáles son los umbrales prácticos para el hidrógeno en el aluminio fundido?
10. ¿Qué mediciones y registros deben mantenerse para la trazabilidad?
19. Estudio de caso de implementación
Una fundición de tamaño medio redujo las quejas por porosidad interna en un 70 % tras implementar tres cambios: desgasificación rotativa automática en cada calentamiento, dosificación estandarizada de fundente granular para cada familia de aleaciones y modernización de los filtros de espuma cerámica en la estación de colada. La fundición añadió un sistema de monitorización del hidrógeno y creó gráficos SPC para las ppm de hidrógeno durante tres meses; los datos mostraron una reducción constante y menos rechazos por rayos X.
20. Recomendaciones finales y lista de verificación
-
Trate la limpieza de la fusión como la primera línea de defensa: carga seca, control de la atmósfera del horno.
-
Utilice tácticas combinadas: la desgasificación + el fundente + la filtración producen ganancias de calidad multiplicativas.
-
Instalar instrumentos en controles críticos (medidor de hidrógeno, registrador de temperatura).
-
Aplique la simulación en las primeras fases del diseño de herramientas para eliminar los puntos calientes térmicos.
-
Mantenga registros de trazabilidad para cada ciclo de calentamiento a fin de permitir una rápida resolución de la causa raíz.
