In modern aluminum casting, the most reliable path to lower hydrogen content, fewer pinholes, cleaner metal, and steadier billet, slab, or foundry quality is an AdTech rotary degassing unit fitted with a correctly specified graphite rotor and graphite shaft, operated within a controlled window of gas flow, rotor speed, immersion depth, melt temperature, and treatment time. When those variables are matched to alloy type and furnace conditions, molten aluminum shows lower density index, fewer gas defects, better inclusion flotation, reduced downstream clogging, improved surface finish, and stronger process consistency. In practical plant terms, good rotary degassing is not a secondary treatment step. It is a core metallurgical control point.
If your project requires the use of Degassing Molten Aluminum Unit, you can contact us for a free quote.
Molten aluminum may look calm on the surface, yet inside the melt it can hold dissolved hydrogen, fragmented oxide films, flux residues, and fine nonmetallic particles. Hydrogen is the most persistent gas problem because liquid aluminum dissolves hydrogen much more readily than solid aluminum. During solidification, that dissolved hydrogen loses solubility and forms pores. The result may be visible pinholes, internal porosity, lower pressure tightness, weaker fatigue life, poor machining response, or unstable anodizing appearance. Rotary degassing addresses this through a rotating graphite rotor that disperses inert gas into very fine bubbles. Those bubbles create high surface area, which accelerates hydrogen diffusion out of the metal while also helping inclusions rise toward the surface. This combination makes rotary treatment one of the most widely adopted molten aluminum purification methods in cast houses, die casting foundries, billet lines, and rolling slab plants.

What does molten aluminum degassing solve, and why is it essential before casting?
Degassing removes dissolved hydrogen and helps transport suspended impurities out of the melt. In aluminum metallurgy, hydrogen is the main dissolved gas of concern because it can enter the melt easily through moisture, wet tools, damp charge material, humid combustion products, or furnace atmosphere exposure.
When the metal cools and begins to solidify, hydrogen solubility drops sharply. That drop forces the gas out of solution, producing porosity. The defect may appear in several forms:
- Fine pinholes near the surface.
- Internal pores visible on fracture or macroetch.
- Reduced pressure tightness in cast components.
- Lower elongation and fatigue resistance.
- Surface blisters after rolling or heat treatment.
- Inconsistent machining behavior.
- Rejection in vacuum or leak-sensitive applications.
A plant that skips or underperforms degassing usually sees more variability in quality, even when chemistry and temperature look acceptable.
Also read:What is Degassing Meaning, Purpose, Methods?
Hydrogen in molten aluminum: the core metallurgical issue
Hydrogen enters the melt through contact with water vapor or hydrocarbons. Even a small amount of moisture can trigger hydrogen pickup. Common sources include:
- Wet scrap
- Humid furnace atmosphere.
- Wet fluxes
- Damp refractory surfaces.
- Leaky cooling systems near transfer points.
- Condensation on tools or launders during startup.
This is why two heats with nearly identical alloy chemistry can cast very differently. One heat may have low hydrogen and cast clean. Another may carry enough dissolved gas to produce porosity across an entire run.
Key melt quality risks linked to poor degassing
| Problem in production | Typical root cause | Result in final product |
|---|---|---|
| Pinholes and gas porosity | High dissolved hydrogen | Reduced density, leak failure, machining defects |
| Blisters after rolling or heat treatment | Hydrogen trapped in the metal | Surface rejection and customer complaints |
| Low fatigue life | Gas pores and oxide interaction | Early crack initiation |
| Unstable filtration | Heavy inclusion load mixed with gas bubbles | Pressure fluctuations and reduced filter life |
| Poor surface finish | Dross and oxide carried into casting | Streaks, slivers, roughness |
A useful rule in melt treatment is simple: chemistry alone does not guarantee cast quality. Hydrogen control remains equally important.
How does a rotary degassing unit remove hydrogen from liquid aluminum?
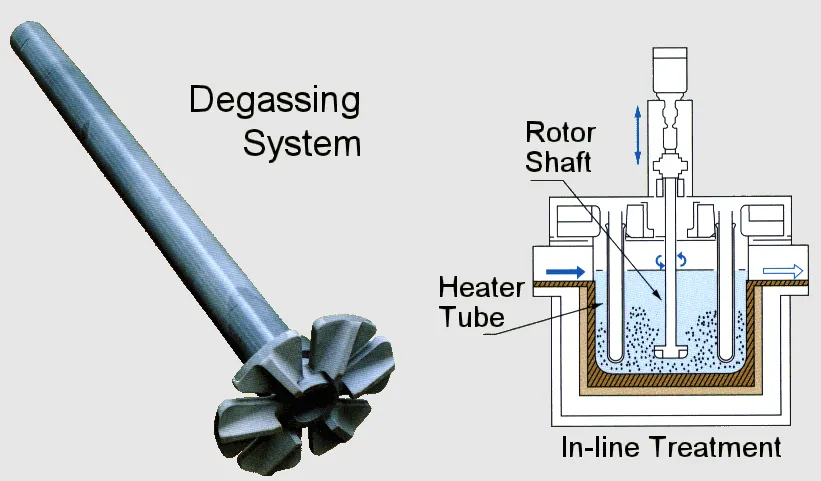
A rotary degassing unit injects an inert or semi-inert treatment gas through a spinning graphite shaft and graphite rotor, sometimes called an impeller. The rotor breaks the gas stream into a cloud of small bubbles and circulates the melt at the same time. This combined action is why rotary systems usually outperform simple lance bubbling.
The physical principle behind hydrogen removal
Hydrogen diffuses from the molten aluminum into the treatment gas bubbles because the hydrogen partial pressure inside the newly formed bubble is very low. Small bubbles matter because they provide:
- More surface area per unit gas volume.
- Longer contact time in the melt.
- Better distribution through the treatment zone.
- More efficient hydrogen transfer.
The spinning rotor also moves melt from one region to another, reducing dead zones and improving uniformity throughout the treatment chamber or furnace pocket.
Rotary degassing compared with plain gas purging
| Treatment method | Bubble quality | Metal circulation | Degassing efficiency | Typical plant outcome |
|---|---|---|---|---|
| Static lance purging | Coarse bubbles | Weak | Moderate to low | Uneven treatment and longer cycle time |
| Rotary degassing | Fine, well-dispersed bubbles | Strong | High | Lower hydrogen and better consistency |
| Tablet or flux-only treatment | Limited gas effect | Minimal | Low on hydrogen removal | May help inclusions, not enough on gas control |
Why bubble size changes performance so much
Very large bubbles rise quickly and leave the melt before much hydrogen transfer occurs. A well-designed rotor creates a fine and stable bubble field. That extends residence time and greatly improves treatment efficiency. Plants often see the difference immediately in density index, reduced pressure test results, and casting defect rate.
Inclusion flotation during rotary treatment
Rotary degassing is not only about hydrogen. Fine bubbles can attach to oxide films, flux residues, and other suspended particles. Once attached, these impurities become more buoyant and move toward the melt surface or skim layer. That means a good rotary system supports both gas removal and cleanliness improvement.

Which gases are used in rotary degassing, and how should they be selected?
Gas selection affects treatment cost, hydrogen removal efficiency, metal cleanliness, environmental burden, and equipment wear. The most common choices are argon and nitrogen. Some operations also use chlorine-bearing mixtures in special cases, though many plants now prefer chlorine-free practice due to safety and emission concerns.
Gas comparison table
| Gas type | Main benefit | Main limitation | Typical use case |
|---|---|---|---|
| Argon | Highly inert, strong degassing performance, low reaction risk | Higher cost | Premium cleanliness lines, reactive alloy families, strict quality targets |
| Nitrogen | Lower cost, widely available, effective in many aluminum alloys | Slightly less inert than argon, application window depends on alloy and plant practice | General cast house use, cost-sensitive operations |
| Argon plus chlorine or chlorine-bearing mix | Helps remove hydrogen and certain dissolved alkali impurities | Safety, corrosion, fume control, regulatory pressure | Legacy systems or specialized treatment routes |
When argon is preferred
Argon is often chosen when:
- Cleanliness targets are very strict.
- Product value is high.
- Alloy chemistry is more reactive.
- Plant wants the most stable and inert process route.
- Customer audits place heavy focus on melt treatment records.
When nitrogen is a practical option
Nitrogen remains common in many cast houses because it can produce very good results at lower cost, provided the alloy family, treatment temperature, and operating discipline are suitable.
Why gas purity matters
Even the right gas can underperform if purity is poor or if line leaks introduce moisture. Engineers should check:
- Gas purity specification.
- Dew point level.
- Flow stability.
- Hose and fitting integrity.
- Regulator condition.
A top-grade rotor cannot compensate for wet gas or unstable gas delivery.
What are the main parts of an AdTech rotary degassing unit?
A rotary degassing system is not just a motor with a graphite impeller. Reliable treatment depends on the full assembly.
Core components in the unit
| Component | Function | Why it matters |
|---|---|---|
| Drive motor | Rotates the shaft and rotor | Stable speed control influences bubble quality |
| Lifting mechanism | Raises and lowers the shaft assembly | Controls immersion depth and protects the rotor during startup or shutdown |
| Graphite shaft | Transfers gas and torque to the rotor | Must resist oxidation and thermal shock |
| Graphite rotor | Breaks gas into fine bubbles and circulates the melt | Main active treatment component |
| Gas delivery system | Sends argon or nitrogen into the shaft | Flow stability affects hydrogen removal |
| Control cabinet | Sets speed, time, gas rate, motion sequence | Repeatable processing depends on consistent settings |
| Protective hood or sealing arrangement | Reduces fume spread and heat loss | Improves plant safety and treatment stability |
| Mounting frame or carriage | Supports unit above furnace, ladle, or treatment box | Structural accuracy supports reliable immersion and alignment |
Rotary unit locations in production
AdTech rotary degassing units may be installed in:
- Holding furnaces
- Transfer ladles
- Crucibles
- Inline treatment boxes.
- Launder-connected refining stations.
The best location depends on melt volume, batch rhythm, alloy change frequency, and downstream casting route.
Why control precision matters
Two units with similar motor power may produce very different treatment results if one lacks precise speed control or stable immersion positioning. Repeatability is crucial because hydrogen pickup can change quickly from heat to heat. Plants need a degassing recipe they can repeat, not a treatment method based on operator feel.
Which graphite rotor specs matter most in real plant operation?
Search traffic around this topic usually focuses on one question: “What should I check in a graphite rotor specification sheet?” The answer is broader than diameter alone. Rotor life and treatment quality depend on material grade, structure, geometry, gas outlet design, anti-oxidation protection, dimensional accuracy, and compatibility with the shaft.
Key graphite rotor specifications
| Specification item | Typical industrial focus | Why it matters |
|---|---|---|
| Graphite grade | Fine-grain, high-purity, dense graphite | Strength, oxidation resistance, low contamination risk |
| Bulk density | Higher density grades are often preferred | Better wear resistance and lower gas leakage through the body |
| Ash content | Very low ash is preferred | Reduces contamination risk in molten aluminum |
| Oxidation protection | Impregnation or surface coating | Extends service life in hot oxidizing conditions |
| Rotor diameter | Matched to melt volume and vessel geometry | Controls circulation pattern and bubble dispersion |
| Rotor shape | Open, closed, slotted, multi-port styles | Influences bubble size, shear, and inclusion flotation |
| Gas hole design | Number, size, and angle of outlets | Critical to bubble distribution |
| Thread or joint style | Secure fit with shaft | Prevents wobble, leaks, and mechanical failure |
| Maximum operating temperature | Linked to graphite grade and coating | Helps define service window |
| Expected life | Measured in cycles, hours, or tons | Important in cost planning |
Typical graphite rotor property ranges
The exact values vary by manufacturer and grade. The following ranges reflect common industrial practice rather than a single universal standard.
| Property | Typical range in high-quality graphite rotors | Practical significance |
|---|---|---|
| Bulk density | 1.70 to 1.86 g/cm³ | Higher density usually supports longer life |
| Ash content | Below 0.3% | Lower impurity transfer into melt |
| Flexural strength | 20 to 45 MPa | Helps resist cracking during rotation and immersion |
| Compressive strength | 50 to 100 MPa | Supports structural stability |
| Apparent porosity | Low and controlled | Lower oxidation and less gas seepage |
| Service life | Tens to hundreds of cycles depending on use | Major cost factor in procurement |
Why rotor geometry is not a minor detail
Rotor geometry controls bubble creation and melt circulation. A poor geometry may produce large bubbles and dead zones even when gas flow and rpm look correct. A strong design spreads gas evenly, keeps the bubble cloud stable, and avoids violent vortex formation that can pull oxide from the surface back into the melt.
Common rotor design families
| Rotor type | Typical behavior | Suitable situations |
|---|---|---|
| Open slot rotor | Strong gas breakup, easy cleaning | General-purpose treatment |
| Closed or semi-closed rotor | More controlled bubble release | Applications needing stable fine dispersion |
| Multi-hole radial rotor | Broad bubble field | Medium to large melt volume |
| Pumping-style rotor | Strong circulation plus degassing | Larger treatment chambers or inline boxes |
What shortens rotor life
The main life-limiting factors are:
- Oxidation in air during idle hot exposure.
- Thermal shock from poor preheating.
- Mechanical impact during immersion.
- Improper gas flow that causes unstable burning or local overheating.
- Chemical attack in aggressive furnace atmospheres.
- Over-speed operation.
- Poor shaft alignment.
A low-price rotor may look attractive on the purchase order, yet frequent replacement, sudden breakage, and unstable treatment often make it the costly choice.
How do graphite shaft specs influence degassing stability?
The shaft often gets less attention than the rotor, yet the shaft carries gas, transmits torque, and holds the rotor in position inside a hostile molten-metal environment. If shaft quality is weak, the rotor cannot perform at its best.
Important graphite shaft parameters
| Parameter | What buyers should verify | Effect on operation |
|---|---|---|
| Material grade | Dense, high-purity graphite with anti-oxidation treatment | Better resistance to wear and oxidation |
| Shaft length | Matched to furnace depth and lifting stroke | Correct immersion and safe operation |
| Outside diameter | Matched to torque demand and gas passage size | Stability during rotation |
| Internal bore size | Sized to treatment gas flow | Avoids gas restriction |
| Joint design | Threaded or custom locked connection | Limits vibration and leakage |
| Straightness tolerance | Tight machining control | Reduces wobble and uneven rotor wear |
| Coating quality | Uniform anti-oxidation protection | Longer hot life above the melt line |
Why the upper hot zone is critical
The shaft section near the metal surface and furnace opening often suffers the fastest oxidation. That region sees hot air, thermal cycling, and fume attack. Good coating and smart operating practice can add many cycles of life.
Shaft failure modes seen in production
- Oxidation thinning above the melt line.
- Thread damage at the rotor connection.
- Bending due to impact or poor handling.
- Internal bore blockage from deposits.
- Crack initiation after repeated thermal shocks.
A buyer evaluating graphite components should treat the shaft and rotor like one matched assembly, not unrelated spare parts.
Which operating parameters decide hydrogen removal efficiency?
Even premium hardware will not perform well if the process window is wrong. Rotary degassing has several adjustable variables, and their interaction determines whether the melt improves or simply gets stirred.
Main process variables
| Parameter | If too low | If too high | Practical target logic |
|---|---|---|---|
| Rotor speed | Large bubbles, weak circulation | Surface vortex, dross entrainment, excess wear | Use speed that creates fine bubbles without pulling surface oxide downward |
| Gas flow rate | Limited hydrogen transfer | Bubble coalescence, turbulence, metal disturbance | Match to melt volume and rotor geometry |
| Immersion depth | Poor mixing near top only | Bottom scouring or refractory interaction | Keep rotor in the active melt zone with clearance from the bottom |
| Treatment time | Incomplete degassing | Extra dross, oxidation, lower productivity | Validate through hydrogen tests rather than guesswork |
| Melt temperature | Sluggish bubble behavior if too low | Higher oxidation and hydrogen pickup risk if too high | Stay within alloy-specific casting window |
| Metal mass and geometry | Uneven treatment if not considered | Poor recipe transfer between furnaces | Scale settings to actual bath volume and vessel shape |
Why rpm cannot be chosen by habit
A common mistake in foundries is using one rotor speed for every alloy, furnace, and batch size. That rarely gives the best result. The same rotor may need a different rpm in a small crucible than in a larger holding furnace. Plants that validate rpm against hydrogen test data usually see stronger repeatability.
Recommended process development method
Engineers often build the recipe this way:
- Define alloy family and melt volume.
- Select gas type and purity.
- Choose a safe rotor immersion depth.
- Run several speed and gas-rate combinations.
- Measure hydrogen level, density index, or reduced pressure result.
- Record dross generation and rotor wear.
- Fix the recipe that balances quality, cost, and component life.
This data-based method is much stronger than copying a setting from another line.
How does rotary degassing affect inclusion removal, dross generation, and metal yield?
Rotary treatment influences more than gas content. It also affects suspended impurity behavior, skim volume, and melt loss. A good system lowers hydrogen while promoting inclusion flotation without creating unnecessary turbulence.
Benefits beyond hydrogen reduction
- Oxide films move upward more efficiently.
- Fine nonmetallic particles can attach to bubbles and rise.
- Melt temperature becomes more uniform in the local treatment zone.
- Downstream ceramic foam filters may last longer due to lower contamination load.
- Casting defects linked to combined gas and inclusion interaction often decline.
But can degassing increase dross?
Yes, poor practice can create extra dross. If rotor speed is too high or immersion is too shallow, the unit may pull surface oxide into the melt and then generate more oxidation. That means degassing must stay controlled. Good rotary treatment is calm below the surface, not violent at the top.
Process balance table
| Operating condition | Effect on hydrogen | Effect on inclusions | Effect on dross and yield |
|---|---|---|---|
| Correct rpm and gas rate | Strong removal | Good flotation support | Acceptable skim level |
| Too much surface agitation | Mixed result | Surface oxide may re-enter melt | Higher dross, lower yield |
| Too short treatment time | Weak removal | Limited flotation | May look efficient yet quality remains poor |
| Stable treatment plus proper skimming | Best overall result | Cleaner melt | Lower scrap and better yield stability |
Why yield should be included in degassing evaluation
Some plants judge a degassing unit only by hydrogen numbers. That is incomplete. The true economic result includes:
- Scrap rate
- Dross generation.
- Rotor and shaft consumption.
- Treatment time.
- Gas consumption.
- Downtime due to maintenance.
- Final casting quality.
The best setup is not always the one with the absolute lowest hydrogen result. It is the setup that gives the best total production outcome.
How should engineers choose rotor diameter, immersion depth, and vessel fit?
Rotor size and treatment chamber geometry must work together. A rotor that is too small may fail to move enough melt. One that is too large may create unstable flow and rapid wear.
Practical selection factors
| Selection factor | Why it matters |
|---|---|
| Melt volume | Larger baths need broader circulation |
| Furnace or ladle shape | Geometry controls recirculation pattern |
| Bottom clearance | Prevents sand, sludge, or refractory disturbance |
| Surface clearance | Limits vortex formation and oxide entrainment |
| Alloy cleanliness target | Cleaner metal targets may justify finer bubble design and longer treatment |
| Production rhythm | Short cycles need strong efficiency without overaggressive mixing |
Rules used in plant design reviews
- Keep the rotor clear of the vessel bottom.
- Avoid a position too close to the surface.
- Match rotor diameter to treatment chamber width.
- Confirm the shaft length provides repeatable immersion.
- Verify the drive system handles torque without wobble.
Why vessel fit matters more than catalog size
A rotor that performs well in one customer furnace may work poorly in another if the melt depth, wall spacing, or metal charge volume is different. This is one reason AdTech customers often request dimensions tied to their actual furnace drawing instead of relying only on a general-size spare part.
Which test methods prove degassing quality in a cast house?
No melt treatment program should rely on visual judgment alone. Hydrogen and cleanliness need objective measurement.
Common test methods used after degassing
| Test method | What it checks | Typical use |
|---|---|---|
| Reduced Pressure Test | Tendency to form gas porosity under vacuum | Quick shop-floor quality check |
| Density Index | Relative gas content by comparing samples | Widely used in foundries and cast houses |
| Hydrogen analyzer, first bubble or similar | Direct hydrogen content measurement | Process control and recipe optimization |
| Fracture appearance review | Visual sign of pore level and cleanliness | Fast support check, not enough by itself |
| Metallographic section | Internal pore distribution and inclusion interaction | Deeper quality investigation |
| Downstream casting defect data | Real production effect | Confirms whether treatment settings are working |
Why density index remains popular
Density index testing is practical, affordable, and fast enough to fit normal cast house rhythm. It does not replace direct hydrogen analysis in high-end operations, yet it remains a useful control tool.
Why plants should track trend, not only single value
One good result does not prove process control. The stronger method is to track:
- Hydrogen result before treatment
- Hydrogen result after treatment
- Alloy type
- Melt temperature
- Gas type and flow
- Rotor speed
- Operator and heat number.
- Defect rate downstream.
Trend records reveal whether the unit is truly stable or only occasionally effective.
What failure modes shorten graphite rotor life, and how can plants prevent them?
Rotor cost is a meaningful part of melt treatment economics. Most premature failures come from avoidable operating or handling errors.
Frequent failure modes and corrective actions
| Failure symptom | Likely cause | Corrective action |
|---|---|---|
| Rotor edge burning | Hot exposure in air, weak coating, idle time above melt | Lower air exposure, review coating quality, improve handling discipline |
| Cracking during first use | Poor preheat, thermal shock | Use staged preheating procedure |
| Excessive erosion at gas outlets | Gas flow too high, abrasive flow pattern | Recheck flow rate and rotor design |
| Thread failure | Over-tightening or misalignment | Use correct torque and alignment checks |
| Shaft oxidation above bath | Hot oxidizing zone near furnace opening | Improve protection and reduce dwell time in hot air |
| Vibration or wobble | Bent shaft, poor joint fit, drive misalignment | Inspect the assembly and replace damaged parts |
| Short life only on one alloy | Chemistry or atmosphere effect | Review compatibility and treatment window |
Handling practices that protect graphite parts
- Store graphite dry and protected from impact.
- Preheat gradually before first immersion.
- Avoid striking the rotor on furnace walls.
- Keep the unit aligned during entry and lift-out.
- Follow gas purge sequence before spin start when required by the design.
- Remove buildup carefully during maintenance, not by heavy mechanical shock.
Why oxidation protection is so valuable
Graphite performs very well in molten aluminum service, yet it oxidizes in hot air. Protective treatment, controlled exposure time, and sensible startup practice can extend service life dramatically. This is one of the most important cost levers in rotor ownership.
What should buyers check before ordering a rotary degassing unit or graphite rotor?
Procurement teams often compare only initial price, yet the more profitable comparison includes service life, quality consistency, maintenance burden, and technical support.
Buyer evaluation checklist
| Category | What to verify |
|---|---|
| Unit capacity | Melt volume per cycle, treatment time, alloy range |
| Gas system | Supported gases, pressure range, flow control precision |
| Rotor specification | Graphite grade, density, coating, geometry, expected life |
| Shaft specification | Material, straightness, bore size, anti-oxidation treatment |
| Drive control | Adjustable rpm range, repeatability, safety interlocks |
| Mechanical design | Lift travel, mounting stability, maintenance access |
| Documentation | Drawings, operating procedure, spare parts list, commissioning support |
| Spare supply | Rotor and shaft lead time, stock availability, part interchangeability |
| Field service | Startup assistance and troubleshooting capability |
| Total ownership cost | Gas use, graphite consumption, maintenance time, defect reduction impact |
Questions a serious buyer should ask
- What melt volume does the unit treat per cycle?
- Which rotor geometry is recommended with my alloy family?
- What service life should I expect in cycles or tons?
- Which gas type was used to validate the quoted performance?
- Can the supplier support both furnace and ladle mounting?
- Is the graphite grade identical across every spare lot?
- What are the recommended startup and shutdown procedures?
- What data can the supplier share on density index or hydrogen reduction?
Why total cost matters more than spare price
A rotor with lower purchase price but half the life, weak consistency, or unstable bubble formation may increase total cost through:
- Higher graphite consumption
- More downtime
- More gas usage
- Higher scrap
- More operator intervention.
- Greater customer quality risk.
Procurement should work closely with process engineers during supplier evaluation.
How does rotary degassing fit with filtration and casting line design?
Rotary degassing gives the best value when it is part of a complete melt treatment route. It should not be viewed in isolation.
Typical melt treatment sequence
- Charge melting and alloy adjustment.
- Furnace skimming and dross control.
- Rotary degassing.
- Metal transfer with low turbulence.
- Ceramic foam filtration or deep bed filtration where required.
- Distribution to mold, billet table, die casting machine, or rolling slab mold.
Why filtration still matters after degassing
Rotary degassing helps hydrogen removal and inclusion flotation, yet it is not the final answer to every impurity source. Downstream filtration still catches residual oxides, refractory particles, or transfer-generated debris. The strongest plants combine both treatments.
Why turbulence control is linked to degassing quality
A plant can lose much of the degassing benefit if metal transfer after treatment becomes violent. Re-oxidation and renewed hydrogen pickup may occur during poor transfer practice. That is why launders, pump wells, transfer tubes, and ladles should be part of the same quality review.
Which molten aluminum applications benefit most from AdTech rotary degassing systems?
Rotary degassing creates value in many aluminum sectors, yet the level of benefit depends on product sensitivity.
Application sectors
| Industry segment | Why degassing is critical |
|---|---|
| Billet casting | Low porosity supports better extrusion finish and mechanical uniformity |
| Rolling slab production | Reduced gas and oxide defects improve sheet, foil, and can stock quality |
| Die casting melt prep | Cleaner metal lowers reject risk and improves pressure tightness |
| Foundry gravity casting | Better density and fewer internal pores |
| Wheel and structural casting | Hydrogen control supports fatigue and integrity targets |
| Recycled aluminum processing | Helps stabilize variable incoming melt quality |
Which products usually demand the strongest control
- Automotive sheet
- Foil stock
- Electrical conductor alloys.
- Pressure-tight cast parts.
- High-finish extrusion billet.
- Heat-treated structural castings.
These product families often justify premium graphite components and tighter operating discipline.
How can plants build a stable degassing standard instead of relying on operator habit?
A reliable degassing program is built on written control, objective testing, and repeatable hardware.
Steps that raise process stability
- Define treatment recipes by alloy family.
- Lock rpm and gas flow ranges in the control system.
- Standardize rotor immersion depth.
- Record melt temperature before treatment.
- Test hydrogen or density index at fixed intervals.
- Replace graphite parts based on wear criteria, not guesswork.
- Train operators on dross avoidance and thermal shock prevention.
- Review defect trends against degassing data every week.
Why standard work improves both quality and cost
When the process is standardized, the plant gets:
- More predictable rotor life.
- Lower gas waste.
- Better repeatability between shifts.
- Faster troubleshooting.
- Stronger audit readiness..
- Better customer confidence.
That kind of discipline turns degassing from an operator-dependent task into a measurable metallurgical process.
FAQs about degassing molten aluminum, rotary units, and graphite rotors
Aluminum Degassing & Rotor Tech: 10/10 FAQ
1. What is the purpose of degassing molten aluminum?
The main purpose is to remove dissolved hydrogen and help float non-metallic impurities (inclusions) out of the melt. Effective degassing significantly reduces porosity, pinholes, and quality variations in the final cast products, ensuring structural integrity.
2. Why is hydrogen the main gas concern in aluminum?
3. What does a graphite rotor do in a rotary degassing unit?
The graphite rotor’s job is to shear the treatment gas into millions of tiny, fine bubbles and circulate them throughout the molten aluminum. Smaller bubbles provide a much larger surface area for hydrogen transfer and better support for the flotation of oxides to the surface.
4. Which is better, argon or nitrogen in aluminum degassing?
Argon is more inert and is the gold standard for premium aerospace or automotive applications to avoid any potential reaction. Nitrogen is a cost-effective alternative widely used in general foundry work. The final choice usually depends on the specific alloy, the required cleanliness level, and plant economics.
5. How long does a graphite rotor last?
6. Can rotary degassing remove inclusions too?
7. What happens if rotor speed is too high?
Excessive speed is counterproductive. It creates a surface vortex that can actually pull oxides and air back into the melt, increasing dross generation and accelerating rotor wear without improving degassing efficiency.
8. How can a plant check whether degassing is working?
QUALITY CONTROL
Common validation methods include the Reduced Pressure Test (RPT) to calculate the Density Index, direct hydrogen analysis via vacuum extraction, and metallographic review of solidified samples to check for microporosity.
9. Why are graphite shaft quality and straightness important?
10. Is rotary degassing enough by itself?
Final technical summary
An effective AdTech rotary degassing unit works because it combines gas dispersion and melt circulation in one treatment step. The graphite rotor sits at the center of that performance. If the rotor material is dense, pure, oxidation-resistant, dimensionally accurate, and matched to the furnace geometry, the unit can generate fine bubbles, strip hydrogen efficiently, support impurity flotation, and produce repeatable quality heat after heat. If the rotor or shaft is poorly specified, even a well-built machine will underperform.
The most important practical lessons are clear:
- Hydrogen removal depends on bubble quality, not only gas quantity.
- Rotor geometry and shaft alignment matter as much as motor power.
- Argon and nitrogen each have valid use windows.
- Oxidation protection and thermal discipline strongly affect graphite life.
- Density index and hydrogen testing should control the recipe.
- Degassing gives the best return when linked with low-turbulence transfer and downstream filtration.
In purchasing terms, buyers should evaluate the whole system, not just spare part price. In engineering terms, the right specification includes graphite grade, rotor shape, shaft dimensions, gas flow range, rpm range, immersion depth, expected service life, and test-based operating procedure. When those elements are controlled together, molten aluminum degassing becomes one of the highest-value quality improvements in the casting process.
