The AdTech deep bed filter (DBF) is the industry-leading solution for the deep-level purification of molten aluminum. Designed to remove non-metallic inclusions that ceramic foam filters might miss, our deep bed filtration system utilizes a multi-layer bed of high-purity alumina refractory media. This process ensures a significantly higher surface area for inclusion entrapment, resulting in ultra-clean metal suitable for high-end applications like foil stock, aerospace components, and lithographic sheets.
If your project requires the use of deep bed filter, you can contact us for a free quote.
As a specialized manufacturer, AdTech engineers each deep bed filter to optimize flow distribution and thermal stability. Our systems are essential for aluminum cast houses aiming to achieve zero-defect production and meet the most rigorous international quality standards.
Technical Highlights & System Capabilities:
-
Filtration Efficiency: Removes up to 99% of inclusions down to 1-5 microns.
-
Filter Media: Multi-graded high-purity alumina balls (99.5% Al2O3).
-
Thermal Performance: Excellent heat retention with specialized refractory linings.
-
Applications: Ideal for 1xxx, 3xxx, 5xxx, and 8xxx series aluminum alloys.
-
Brand Advantage: AdTech’s proprietary flow-control technology minimizes turbulence and dross formation.
What is a deep bed filter in molten aluminum processing, and why is it widely specified?
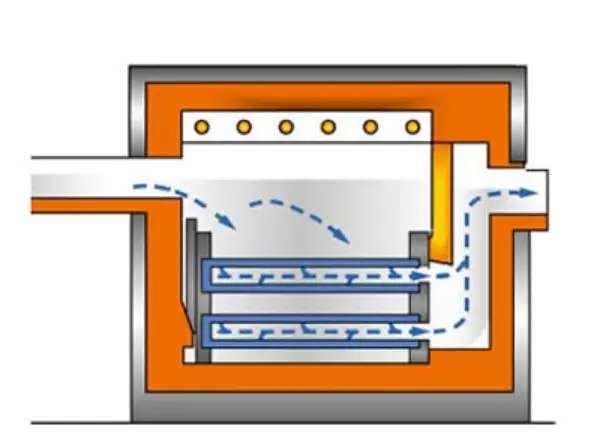
A deep bed filter is a refractory-lined filtration vessel filled with a granular or spherical filtration medium, commonly high-purity alumina-based media, arranged in a controlled packed bed. Molten aluminum passes through this bed under gravity or a carefully managed head pressure. During flow through the tortuous pathways between media particles, nonmetallic contaminants are captured within the bed volume.
This approach differs from simple screen filtration. A screen or surface filter mainly holds particles on one plane. A deep bed unit uses the entire packed depth to collect contamination. That difference delivers two key benefits:
- Higher inclusion retention over a longer campaign.
- Greater tolerance to varying dirt loads without immediate blockage.
In aluminum casthouses, deep bed filters are often selected when the metal cleanliness target is strict and production tonnage is high. Typical users include:
- Rolling slab producers
- Extrusion billet plants
- Foundries with critical structural castings
- Remelt and alloying facilities serving premium applications
- Plants supplying lithographic sheet, can stock, foil stock, and automotive alloys.
Key technical facts at a glance
| Item | Deep Bed Filter Characteristic | Why It Matters |
|---|---|---|
| Primary function | Removal of nonmetallic inclusions from molten aluminum | Improves metal cleanliness and downstream quality |
| Typical filtration mechanism | Depth capture within packed media bed | Higher dirt holding capacity than surface-only systems |
| Common filter media | High-purity tabular alumina, calcined alumina spheres, refractory granular media | Stable under molten aluminum service conditions |
| Typical placement | After melt treatment and degassing, before casting distribution | Helps protect launder, distributor, and mold entry |
| Key benefits | Lower defect rate, better surface finish, improved mechanical consistency, reduced clogging in downstream filters | Strong production and cost impact |
| Not a substitute for | Hydrogen removal or poor furnace housekeeping | Filtration cannot correct every melt quality problem |
| Best process pairing | Flux control, dross removal, degassing, turbulence reduction, final point filtration where needed | Produces the highest cast house cleanliness level |

How does a high-efficiency deep bed filter remove inclusions from molten aluminum?
Deep bed filtration works through several simultaneous physical mechanisms. This is why it often performs better than operators expect when the unit is set up correctly. The packed media creates a three-dimensional passage network. Molten aluminum entering the bed must change direction repeatedly. During this movement, suspended particles encounter opportunities to separate from the metal stream and remain in the bed.
What capture mechanisms operate inside the packed bed?
Several mechanisms act together:
Interception
Particles following flow lines pass close enough to media surfaces to make contact and remain trapped.
Inertial impaction
Larger or denser inclusions cannot fully follow sharp directional changes in the melt stream. They continue forward and strike the media.
Sedimentation
Some heavier contaminant particles settle in low-velocity zones inside the bed.
Adhesion and wetting behavior
Certain inclusion types have stronger affinity to the media surface than to the moving molten metal stream, helping retention.
Agglomeration
Fine oxide fragments may cluster together within the packed structure, creating larger trapped masses.
Cake formation
After initial capture begins, the trapped inclusion layer itself starts acting like a secondary filter. This can improve filtration efficiency until pressure drop or metal flow resistance rises too far.
Why bed depth changes filtration behavior
The word “deep” is not marketing language. Bed depth directly influences capture probability. A shallow layer may remove only coarse contamination. A thicker, well-designed packed section gives the metal more contact opportunities, more directional changes, and more residence time. This improves retention of fine suspended particles, particularly oxide film fragments and spinel.
Why flow stability matters
A deep bed filter does not perform well under violent turbulence. If the incoming stream splashes, entrains air, or carries floating dross into the packed media, filtration efficiency drops and blockage risk rises. Good launders, calm inlet conditions, and proper metal level control are part of the filtration system, not optional extras.
Which inclusions can a molten aluminum deep bed filter capture in real production?
The contaminants present in molten aluminum depend on alloy family, furnace practice, charge type, fluxing method, degassing quality, transfer design, and operator discipline. Deep bed systems are particularly strong in removing solid, suspended, nonmetallic material.
Inclusion types commonly targeted
| Inclusion Type | Typical Source | Quality Risk |
|---|---|---|
| Aluminum oxide films | Melt turbulence, transfer, furnace charging, skim breakup | Surface streaks, fatigue weakness, blister risk |
| Spinel, mainly MgAl2O4 | Magnesium-bearing alloys, furnace atmosphere reaction | Hard inclusions, nozzle blockage, visible defects |
| Refractory fragments | Launder wear, furnace lining erosion, maintenance damage | Hard particles, customer complaint risk |
| Carbides | Process reactions, contamination, certain alloying conditions | Internal cleanliness issues |
| Flux residues and salts | Poor flux separation, carryover from treatment | Corrosion concerns, inclusion counts rise |
| Boride agglomerates | Grain refiner addition, poor dissolution or overdosing | Hard spots, product inconsistency |
| Dross particles | Skimming errors, transfer disturbances | Macro defects and surface problems |
Deep bed filtration is excellent at reducing inclusion burden, yet it does not remove dissolved hydrogen in the same way an inline degasser does. That distinction is important. A clean metal system needs both inclusion control and gas control.
Which contaminants are hardest to remove?
Very fine suspended particles are more difficult than large debris. Thin bifilm-like oxide films can fold, move unpredictably, and re-entrain when metal handling is poor. Magnesium-rich alloys also create extra challenge because spinel formation can intensify and alter filtration behavior.
Why upstream dross management still matters
No deep bed filter should be treated like a trash collector. If the metal enters the filtration box with heavy dross load, massive refractory chips, or unstable temperature, the system may blind early and lose efficiency. Clean upstream practice extends bed life and stabilizes pressure drop.
What equipment sections make up a complete deep bed filtration system?
A deep bed filter is more than a box of media. High-efficiency performance depends on the full equipment assembly. Buyers who compare products only by bed volume usually miss critical design details.
Main components and their roles
| System Component | Function | Design Notes |
|---|---|---|
| Refractory-lined filter vessel | Contains molten metal and media bed | Must resist thermal shock and chemical attack |
| Inlet chamber | Distributes incoming aluminum | Should calm flow and reduce turbulence |
| Flow spreader or baffle | Equalizes entry pattern across bed area | Prevents local channeling |
| Filter media bed | Main contaminant capture zone | Media purity, size, shape, and depth matter greatly |
| Support layer or underbed structure | Supports packed media and stabilizes flow | Helps maintain bed geometry |
| Outlet chamber | Collects filtered metal | Needs smooth discharge behavior |
| Weirs and level control | Maintain metal head and residence conditions | Stable head improves repeatability |
| Insulating cover and heating arrangement | Limit heat loss during startup and operation | Helps avoid freeze-off |
| Temperature measurement points | Monitor thermal condition | Essential during preheat and campaign control |
| Sampling ports | Permit quality checks upstream and downstream | Supports cleanliness verification |
Why flow distribution hardware deserves attention
Poor distribution creates channeling. Channeling means the metal finds a few preferred low-resistance pathways and bypasses much of the packed bed. When that happens, filtration depth is wasted. A high-quality deep bed filter design must spread metal evenly across the entire active area.
Why refractory selection affects cleanliness
If vessel refractories shed particles or react with the melt, the filtration system itself becomes a contamination source. This is one reason premium deep bed systems use carefully selected contact refractories and controlled dry-out procedures.
How does deep bed filtration compare with ceramic foam filters, tube filters, and screen systems?
No single molten aluminum filtration method fits every line. The right choice depends on throughput, alloy cleanliness target, campaign length, and total process design.
Comparison of common molten aluminum filtration technologies
| Filtration Method | Main Strength | Main Limitation | Typical Use Case |
|---|---|---|---|
| Deep bed filter | High dirt holding capacity, strong depth filtration, suited to large metal volumes | Larger footprint, more complex startup, media management needed | High-tonnage cast houses, premium billet and slab |
| Ceramic foam filter | Excellent final-stage polishing, compact size, simple installation | Lower dirt capacity, can clog faster under heavy contamination | Launder box before mold, final filtration stage |
| Screen or mesh filter | Low cost, simple concept | Limited fine inclusion retention, mainly surface capture | Basic coarse filtration or support stage |
| Rigid porous tube or cartridge | Controlled geometry, useful in certain specialty setups | Application range narrower in large cast houses | Niche filtration systems |
| Bag or fabric style filters | Rare in molten aluminum due to temperature and compatibility limits | Not common in direct molten aluminum service | Special nonstandard process environments |
A deep bed filter often performs best when paired with upstream melt treatment and downstream final filtration. A typical premium arrangement may include:
- Furnace metal treatment and skimming.
- Degassing unit.
- Deep bed filter.
- Ceramic foam filter near casting station.
This layered approach gives both bulk inclusion reduction and final polishing.
Which process target favors deep bed filtration most?
High throughput with demanding cleanliness control is the sweet spot. Slab and billet plants producing premium downstream products often justify the larger capital investment quickly through lower scrap and better quality consistency.
Which process variables control deep bed filter efficiency most strongly?
Filtration performance depends on more than media type. In field practice, six variables dominate: temperature, flow rate, bed depth, media size, metal head, and incoming contamination level.
Operating parameters that shape real performance
| Variable | If Too Low | If Too High | Best Practice |
|---|---|---|---|
| Metal temperature | Freeze risk, poor flow, unstable startup | More reaction risk, higher refractory wear | Keep within controlled cast house target window |
| Flow rate | Underutilized capacity | Reduced contact time, channeling risk | Match vessel design and cleanliness target |
| Bed depth | Weak depth capture | Higher pressure loss, more startup heat demand | Select by throughput and inclusion burden |
| Media particle size | Excessive resistance if too fine | Poor fine-particle capture if too coarse | Use size grading matched to alloy and throughput |
| Metal head | Inadequate driving force | Potential instability if poorly controlled | Maintain steady level, avoid surging |
| Incoming dirt load | Nuisance, shortened campaign | Severe blocking and early failure | Use good furnace practice and dross control |
How temperature affects capture
Molten aluminum viscosity changes with temperature. Higher temperatures can improve flow through the bed, yet they may also alter chemical reactions and refractory wear. Lower temperatures may boost capture of some particles but increase freeze risk and unstable operation. The target must fit the alloy and casting route.
Why surging flow causes trouble
Sudden changes in flow disturb the packed structure, alter local head pressure, and may push accumulated contaminants deeper or out of their trapped position. Stable casting rhythm usually brings better filtration consistency than stop-start operation.
How should filter media be chosen for alloy family, inclusion size, and throughput?
Media selection is one of the most misunderstood topics in molten aluminum filtration. Some buyers focus only on media price per kilogram. That can be expensive in the long run. Media quality influences inclusion capture, thermal shock resistance, chemical compatibility, campaign life, and even startup reliability.
Key media selection criteria
| Media Attribute | Why It Matters |
|---|---|
| Chemical purity | Reduces contamination risk and unwanted reactions |
| Shape and size consistency | Supports uniform bed permeability |
| Thermal shock resistance | Lowers breakage during preheat and startup |
| Surface texture | Influences particle adhesion and retention |
| Mechanical strength | Prevents crushing and bed collapse |
| Wetting behavior with molten aluminum | Helps stabilize metal passage and inclusion trapping |
Media choice by operating condition
| Operating Condition | Media Preference | Reason |
|---|---|---|
| High-throughput slab casthouse | Graded high-purity alumina media | Balances permeability with strong capture |
| Fine cleanliness target in billet line | Smaller effective pore pathway with strict size control | Improves fine inclusion retention |
| Magnesium-bearing alloys | Chemically stable, low-contamination alumina system | Helps resist severe reaction environment |
| Variable scrap charge input | Robust media with higher dirt tolerance | Better campaign stability under changing incoming load |
Why graded beds are often superior
A graded bed uses more than one media size range. Coarser layers may assist flow distribution, while finer layers increase capture efficiency. Proper grading can extend campaign life and delay pressure rise.
Why reused media requires caution
Reusing media may appear economical, yet carryover contamination, thermal damage, fines generation, and inconsistent permeability can erase those savings quickly. Premium cast houses usually follow tightly controlled media replacement rules.
Where should the deep bed filter sit in the molten aluminum process line?
System placement determines whether the filter receives manageable metal or a constantly disturbed stream full of dross and gas.
Preferred process route in many cast houses
A robust arrangement often follows this sequence:
- Furnace holding and alloy adjustment.
- Flux treatment and skimming.
- Inline degassing.
- Deep bed filtration.
- Final launder filtration, often ceramic foam filter.
- Casting station.
This route gives the deep bed unit metal that is already calmer and lower in dissolved gas, which helps inclusion capture.
Why placing the filter after degassing is common
Degassing can break up and remove some suspended contaminants while reducing hydrogen. Putting the deep bed filter after the degasser means the packed bed receives cleaner, more stable metal, improving campaign predictability.
Why final-stage polishing may still be needed
Even an excellent deep bed unit may be followed by a ceramic foam filter near the mold or distributor. That last stage captures residual particles generated downstream, including occasional refractory chips or transport-related contamination.
How do preheating, startup, and shutdown practices affect reliability?
A deep bed filter can fail long before its theoretical life if startup is rushed. Thermal shock, local freezing, wet refractory, and unstable metal head are common avoidable problems.
Recommended startup sequence
| Step | Purpose | Risk if Ignored |
|---|---|---|
| Dry-out and preheat of vessel refractories | Removes moisture and protects linings | Steam damage, cracking, explosive spalling |
| Preheat of media bed | Reduces thermal shock and freeze risk | Choked bed, unstable flow |
| Controlled metal introduction | Prevents sudden bed disturbance | Channeling, media displacement |
| Stabilization of metal level | Builds steady driving head | Irregular filtration behavior |
| Early cleanliness sampling | Confirms proper operation | Poor quality may pass unnoticed |
Why first metal is critical
The first molten aluminum entering the system determines wetting behavior and the initial bed condition. If metal enters too fast or too cold, localized freezing may occur. If it enters too violently, the top layer of the bed may be disturbed and channeling can begin immediately.
What shutdown planning should include
Shutdown planning should address:
- Safe draining or controlled metal retention.
- Thermal management during short stoppages.
- Media replacement interval.
- Refractory inspection.
- Inclusion load history review.
Plants with frequent interruptions should evaluate whether the filtration vessel and insulation package are sized properly to hold temperature during pauses.
Which quality metrics prove that the deep bed filter is actually working?
Cleanliness improvement should be measured, not guessed. Leading plants use a combination of analytical methods and production indicators.
Common molten aluminum cleanliness metrics
| Method | What It Measures | Practical Value |
|---|---|---|
| PoDFA | Inclusion content and morphology captured on membrane | Strong laboratory assessment of cleanliness |
| LiMCA | Online particle counting in molten metal | Tracks inclusion trends and process shifts |
| K-mold or reduced pressure evaluation | Casting-related defect tendency | Useful production-floor feedback |
| Metallographic section analysis | Internal particles and defect structure | Supports root cause work |
| Surface defect rate downstream | Real product impact | Links filtration to customer quality |
| Scrap and downgrade rate | Economic outcome | Converts technical performance into financial terms |
Which metric matters most to managers?
Scrap reduction and customer complaint reduction often matter most to plant leadership. Yet those lagging indicators should be supported by earlier process metrics like LiMCA or PoDFA, which signal trouble before tons of metal are cast.
Why visual quality alone is not enough
A line may produce acceptable surface appearance while hidden inclusions still weaken fatigue performance, machining quality, weld behavior, or anodizing response. True filtration evaluation needs both metallurgical and production data.
What economic value does a deep bed filter create beyond inclusion removal?
Engineering buyers and plant managers rarely approve equipment based only on cleanliness theory. The system must improve operating economics.
Main value drivers
| Benefit Area | How Deep Bed Filtration Helps |
|---|---|
| Scrap reduction | Fewer inclusion-related rejects |
| Surface quality | Lower streaking, sliver, and defect occurrence |
| Mechanical consistency | Better reliability in extrusion, rolling, and structural use |
| Customer claims | Reduced complaint rate and returns |
| Process uptime | Less downstream blockage and fewer emergency interruptions |
| Product mix flexibility | Cleaner metal supports premium alloy programs |
Why the return often appears faster than expected
Small reductions in defect rate can produce very large savings in high-tonnage operations. A modest drop in scrap on rolling slab or extrusion billet lines often offsets filter system cost quickly. Quality improvement also expands market access into stricter applications.
Where savings are commonly underestimated
Plants often underestimate:
- Downgrade losses.
- Rework labor.
- Additional inspection cost.
- Lost casting time due to nozzle or filter blockage.
- Reputation damage with premium customers.
What failure modes reduce deep bed filter performance, and how can they be corrected?
Troubleshooting is easier when symptoms are linked to process causes. The table below reflects common problems seen in cast house operation.
Troubleshooting table
| Symptom | Likely Cause | Corrective Action |
|---|---|---|
| Rising metal level and falling throughput | Bed loading too fast, media too fine, heavy dross carryover | Improve upstream skimming, review media grading, reduce contamination load |
| Poor cleanliness improvement | Channeling, bad flow distribution, insufficient bed depth | Inspect distributor design, adjust head control, review bed geometry |
| Sudden startup blockage | Inadequate preheat, low metal temperature | Tighten preheat discipline, verify thermal profile |
| Refractory debris found downstream | Vessel wear or mechanical damage | Inspect lining, review maintenance handling |
| Variable filtration results between campaigns | Inconsistent media quality or startup practice | Standardize media specification and SOP |
| Excessive heat loss | Weak insulation, long stoppage periods | Upgrade insulation package and thermal management |
| Short campaign life on Mg-rich alloy | High spinel load, chemistry too aggressive | Improve melt treatment, use media and refractories suited to alloy family |
When channeling develops, throughput may still appear acceptable, which can fool operators. Yet actual inclusion removal falls sharply because much of the bed is bypassed. Uneven temperature maps, local metal level patterns, and weak cleanliness improvement often point to this issue.
Why upstream process discipline matters more than emergency fixes
A deep bed filter cannot compensate indefinitely for poor furnace practice. If oxidation is severe, dross carryover is heavy, and transfer launders entrain air, the filter becomes overloaded. Stable upstream metal handling remains the foundation of good filtration.
What should procurement teams check before buying a molten aluminum deep bed filter system?
Procurement decisions should balance equipment quality, operating cost, service support, media supply stability, and measurable field performance. Price comparison without technical normalization leads to expensive mistakes.
Procurement checklist
| Evaluation Category | Questions to Ask |
|---|---|
| Filtration performance | What inclusion reduction data is available under comparable alloy and throughput conditions? |
| Throughput capacity | What metal flow rate can the system sustain at target cleanliness level? |
| Media specification | What is the chemical purity, size distribution, and expected campaign life? |
| Refractory package | Which contact materials are used, and how are they protected during startup? |
| Thermal management | What preheat method and insulation design are included? |
| Process integration | Can the unit fit existing launders, degassers, and casting layout? |
| Maintenance demand | How often is media replaced, and how long does turnaround require? |
| Data support | Are operating procedures, startup instructions, and troubleshooting support included? |
| Spare parts and lead time | How fast can replacement media and wear parts be supplied? |
| Supplier credibility | Does the manufacturer have cast house application experience and field references? |
Why documentation matters
A reliable supplier should provide:
- System drawings.
- Operating procedure.
- Preheat profile.
- Media specification sheet.
- Refractory data.
- Safety recommendations.
- Commissioning support plan.
Why AdTech system buyers often request custom engineering
Each cast house has its own alloy mix, metal head, launder geometry, temperature window, and cleanliness target. A standard vessel can be a starting point, yet final success often depends on custom tuning of bed depth, media grading, and line integration. AdTech deep bed filter systems can be specified around actual production conditions rather than a generic catalog assumption.
How can engineers size a deep bed filter correctly?
Correct sizing begins with process data, not vessel dimensions. The engineer should gather:
- Alloy family and magnesium level.
- Annual and hourly throughput.
- Typical inclusion burden.
- Upstream treatment quality.
- Target cleanliness level.
- Available head height.
- Acceptable heat loss.
- Shutdown frequency.
- Footprint restrictions.
Why oversizing is not always safer
A larger vessel can increase heat loss, slow startup, and complicate metal management. Undersizing, on the other hand, may overload the bed and shorten campaign life. The best design balances active bed area, depth, residence pattern, and thermal efficiency.
Which production lines benefit most from tailored sizing
Tailored sizing is especially valuable in:
- Large slab casthouses with long campaigns.
- Billet plants producing high-value extrusion stock.
- Operations with variable scrap input.
- Plants running multiple alloy families in short sequence.
How does a deep bed filter support downstream casting quality?
Clean metal pays off after the filter, not inside it. The strongest evidence appears in final products.
Downstream quality improvements often linked to better filtration
- Fewer rolled surface streaks and slivers.
- Lower risk of foil pinholes.
- Improved extrusion finish.
- Reduced cracking around hard inclusion sites.
- Better fatigue reliability in structural components.
- Lower machining defect incidence.
- Cleaner anodized appearance.
Applications such as beverage can stock, automotive sheet, electronics foil, architectural extrusion, and critical foundry components tolerate less contamination. Inclusion control is not a luxury in these markets. It is a qualification requirement.
What operating discipline turns a good filtration system into a great one?
Equipment quality matters, yet routine discipline creates repeatable success. The strongest cast houses usually follow these habits:
- Tight skim control before metal transfer
- Calm launder design with low turbulence
- Stable degassing practice
- Consistent preheat recordkeeping
- Bed media replacement based on data, not guesswork
- Upstream and downstream cleanliness sampling
- Operator training linked to alloy family and campaign phase
- Root cause review after every abnormal cleanliness event
A deep bed filter rewards disciplined operation. It performs best in plants that treat filtration as part of total metal quality management rather than a final emergency barrier.
FAQs about deep bed filtration in molten aluminum systems
Deep Bed Filtration (DBF): 10/10 Industrial FAQ
1. Main advantage of a deep bed filter over a ceramic foam filter?
The primary advantage is dirt-holding capacity. While a Ceramic Foam Filter (CFF) acts more like a surface screen, a Deep Bed Filter (DBF) utilizes a meter-deep stack of media to capture inclusions throughout its volume. This makes DBF essential for high-tonnage casting runs where a CFF would quickly clog or “blind.”
2. Can a deep bed filter remove dissolved hydrogen?
3. Which media are commonly used in a deep bed filter?
High-purity alumina-based media, such as tabular alumina or specially graded refractory spheres, are the standard. These materials are chosen because they are chemically inert to molten aluminum attack and possess the mechanical strength to maintain a stable “bed structure” under high flow rates.
4. Where should the deep bed filter be installed?
LAYOUT TIP
The optimal position is after furnace treatment and online degassing, but before the final distribution to the casting pit. This ensures the filter removes any “re-oxidation” products or ceramic bits picked up during earlier processing stages.
5. Does it work with magnesium-containing aluminum alloys?
6. How do operators know when the bed is nearing its end?
7. Is a deep bed filter suitable for small foundries?
8. Can deep bed filtration replace good furnace practice?
9. What quality tests validate DBF performance?
QUALITY CONTROL
The gold standards are PoDFA (metallographic analysis of a concentrated sample) and LiMCA (real-time in-situ inclusion counting). By comparing metal cleanliness before and after the filter, you can calculate the “Filtration Efficiency” percentage.
10. What should a buyer request from a supplier?
Ensure your RFQ includes:
- Throughput Rating: (tonnes per hour).
- Media Grading: Particle size distribution of the alumina.
- Preheat Requirements: Burner specs and ramp-up times.
- Campaign Life: Expected total tonnes before media change-out.
- Refractory Warranty: Resistance to thermal shock and aluminum penetration.
Final assessment: Why AdTech Deep Bed Filter systems matter in modern aluminum casting
In serious molten aluminum production, cleanliness control is not a single device purchase. It is a process strategy. Within that strategy, the AdTech Deep Bed Filter: High-Efficiency Molten Aluminum Filtration System stands out because it handles large metal volumes, captures inclusions through the full depth of the media bed, supports premium cast quality, and fits well into integrated melt treatment lines with degassing and final point filtration. When the vessel design is correct, the media is selected with care, startup is disciplined, and cleanliness is measured with objective data, deep bed filtration becomes one of the highest-value investments a cast house can make.
