Deep bed filtration provides the highest inclusion removal capacity for molten aluminum in high-volume, high-quality production lines; when designed and operated correctly, a deep bed filter can reduce particulate defects, improve downstream product consistency, and support demanding products such as aluminum can stock, foil, and capacitor foil.
Summary and key takeaways
Deep bed filtration employs a packed bed of calibrated refractory granules to trap inclusions through depth filtration. When used upstream of casting equipment, it delivers high retention of nonmetallic particles and oxide films, achieving filtration efficiencies often reported above 90 percent for particles larger than 10 micrometers. Selection of particle sizes, bed depth, and flow distribution controls the balance between capture efficiency and pressure drop. Operational strategies that reduce metal hold-up during alloy changes can markedly lower cost and scrap.

What a deep bed filter is and where it fits in a casthouse
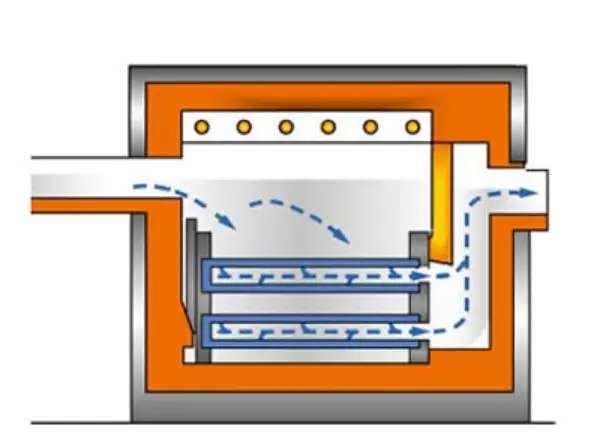
A deep bed filter is a refractory-lined vessel filled with layers of granular filter media. Molten aluminum enters the vessel at the top, flows downward through the layers, and exits at the bottom into the transfer launder or casting equipment. Typical placements include between a holding furnace and continuous casting or between an alloying furnace and pouring system. The configuration suits high-volume operations where steady flow and high cleanliness targets are critical.
Basic operating principle and particle capture mechanisms
Depth filtration differs from surface filtration. In a packed granular bed, the melt weaves a tortuous path through interstices and contacts many solids surfaces. Capture mechanisms include:
-
Direct interception when a particle collides with a granule surface.
-
Inertial impaction for larger or denser particles that cannot follow flow streamlines.
-
Diffusion-driven capture for nanoparticles where Brownian motion increases collision odds.
-
Sedimentation for very coarse inclusions under gravity.
Filtration efficiency increases with bed depth and with decreasing median pore size, but pressure drop rises accordingly. Properly staged media can capture a broad size range while keeping head loss within permitted limits.
Typical components and materials of construction
A standard deep bed filter assembly contains these zones and parts:
-
Outer shell: structural steel casing that supports insulation and refractory lining.
-
Refractory lining: cast or preformed alumina or magnesia-based bricks tailored for thermal shock resistance.
-
Inlet distribution plate: spreads flow over the bed, reduces localized channeling.
-
Top support and retention grid: prevents media loss and supports the upper layers.
-
Pack of graded media: typically alumina balls, coarse grit, and fines arranged in multiple layers.
-
Outlet support grid and launder connection: filters discharge area and connects to the downstream flow path.
-
Instrumentation: thermocouples, level indicators, pressure sensors and access ports for inspection.
Materials are selected for chemical compatibility with aluminum, thermal conductivity requirements, and mechanical strength. Alumina-based media remain the industry standard for aluminum deep beds.

Filter media selection and staging strategy
Media are specified by shape, nominal diameter, density, and surface condition. Common arrangements use three principal layers:
-
Top layer (ball media): relatively large spherical tabular alumina balls that protect the inner fines from displacement and prevent entrainment. They also provide low head loss at initial entry.
-
Middle layer (fines or crushed tabular alumina): the principal capture zone. Particle packing density and fines size distributions determine pore throat dimensions and filtration efficiency.
-
Bottom layer (support balls or coarse grit): prevents fines from escaping and supports the capture bed.
Layer thicknesses vary by flow rate and particle load. A common approach sizes fines so interstitial pore throats effectively trap the target inclusion size range while limiting pressure drop. Industry vendors publish calibrated media gradations and recommended staging for target throughputs.
Sizing, throughput and hold-up calculations
Design objectives
Design selects bed cross sectional area, depth, and media gradation to meet target throughput, allowable pressure drop, desired capture efficiency, and maximum acceptable metal hold-up volume.
Basic relationships
-
Filtration area often scales with metal mass flow rate in tons per hour. A commonly used empirical relation is
A = k * Q, whereAis filter area in square meters,Qis metal throughput in t/h, andkis a capacity coefficient derived from vendor data and past installations. Typical reported coefficients lie near 0.04 to 0.06 m² per t/h for deep bed designs used in sheet and foil production. -
Metal hold-up volume V_h depends on bed packing porosity and bed depth:
V_h = (1 - ε) * V_bedwhereεis void fraction andV_bedis geometric volume of the packed zone. The void fraction for packed spherical alumina is typically 36 to 40 percent, leading to hold-up fractions that are significant for deep beds. Minimizing hold-up is critical for multi-alloy environments.
Worked example
Assume required throughput 50 t/h. Using k = 0.0413 m²·h/t (commonly referenced), filter area A = 0.0413 * 50 = 2.065 m². If the bed depth is 0.8 m and bed diameter corresponds to the area, the bed volume is V_bed = A * depth = 1.652 m³. With void fraction 0.38, metal contained equals V_metal = ε * V_bed = 0.6278 m³, which at molten aluminum density 2.4 t/m³ equals roughly 1.51 t of metal hold-up. Designers use this metric to compute alloy change losses and replacement schedules.

Installation, integration and process placement
Best placement practices minimize recontamination and steady the flow to the casting point:
-
Locate the filter between the final holding furnace and the casting machine to ensure treated metal goes directly to the process. Avoid long open launders that invite oxide reformation.
-
Provide a transition piece or throat that maintains laminar plug flow across the bed top. Flow distribution plates mitigate channeling.
-
Include bypass and drain capability to permit maintenance and controlled metal handling during changeover. An integrated surge volume can offset brief flow interruptions.
-
Instrumentation for temperature, level, and differential pressure should feed process control to avoid overheating or running the bed dry.
Integration with upstream degassing, fluxing, and alloying operations improves overall casthouse cleanliness and reduces downstream rework.
Operation parameters and performance metrics
Operators monitor several indicators:
-
Differential pressure: rising differential pressure suggests progressive loading. Typical acceptable ranges and alarm setpoints are vendor-specific.
-
Metal outlet temperature: maintain within casting tolerance. Excessive heat loss through the bed may increase solidification risk.
-
Flow rate: maintain designed throughput to avoid entrainment or localized cooling.
-
Filtration efficiency: often measured by sampling and particle counting; many users report >90 percent capture for particles over 10 micrometers with well-designed deep beds.
Testing protocols include pre- and post-filter sampling, microscopy inspection of inclusions, and monitoring of defect rates in finished product.
Maintenance, media replacement and alloy change management
Media wear and contamination mandate planned replacement cycles. Key factors:
-
Scheduled replacement: depends on inclusion load, alloy schedule, and acceptable scrap from media hold-up. Planned changes are coordinated with production to minimize downtime and alloy loss.
-
Layer handling: replace fines and balls in the recommended sequence. Some systems permit top-up of ball layers while retaining fines if contamination is low.
-
Alloy change procedures: when switching alloys, the metal held in the bed often must be recovered or treated; techniques include controlled tapping, skimming or salvage into a mixing furnace to reduce scrap. Vendors and casthouses often use predesigned alloy change recipes to lower losses.
Good housekeeping, strict record keeping of replacement intervals and inclusion counts help optimize life-cycle costs.
Comparison with ceramic foam filters and other technologies
Deep bed filtration and ceramic foam filters share the internal filtration principle but differ in form factor and trade-offs:
-
Capture spectrum: deep beds can achieve superior bulk capture for a wide particle distribution by staging media; ceramic foam filters have fixed pore structures and excel in low hold-up, point-of-use filtration for smaller batches.
-
Metal hold-up: deep beds typically retain more metal, increasing cost during alloy changes. Ceramic foam filters present far lower hold-up per filter.
-
Operational simplicity: ceramic filters are commonly single-use elements with simpler replacement. Deep beds require more complex handling but provide higher continuous-flow capacity.
The choice depends on production cadence, alloy mix, target cleanliness, and capital versus operating cost trade-offs. Some plants adopt hybrid strategies including initial deep bed filtration followed by localized ceramic foam polish filters to combine benefits.
Environmental, safety and metallurgical considerations
-
Scrap and alloy mixing: metal retained in the bed creates alloy inventory that must match quality control practices. Uncontrolled mixing can contaminate high-value alloys.
-
Fume control: oxygen pickup and fluxing generate fumes. Enclosures, local extraction and sealed launders mitigate emissions.
-
Thermal hazards: access ports require safe lockout procedures and hot work controls. Refractory handling requires PPE against dust.
-
Waste media disposal: spent fines and contaminated balls may classify as industrial waste; follow local regulations for disposal and potential recycling of alumina materials.
Good metallurgical practice requires documenting metal inventories, including metal held in filters, to ensure traceability.
Common problems and troubleshooting checklist
-
High pressure rise: check for fines compaction, downstream restriction, or slag accumulation. If rapid, inspect for foreign object or collapsed grid.
-
Channeling and poor capture: verify inlet distribution plate and bed packing uniformity. Damaged balls or uneven layering can create preferential paths.
-
Excessive metal hold-up: confirm bed depth and porosity against design; consider staged media changes or design modifications to reduce hold-up.
-
Outlet contamination after maintenance: ensure proper reseating of outlet grid and perform controlled start-up to purge entrained fines.
-
Thermal cracking of lining: inspect for rapid temperature swings or mechanical impact during media handling; follow vendor maintenance recommendations.
A structured logbook recording pressure trends, temperatures, and maintenance actions speeds root cause analysis.
Industry applications and case notes
Deep bed filters see common use in:
-
Rolling mills producing foil and sheet for food packaging and electronics. Their capacity suits continuous high-volume lines with stringent defect limits.
-
Slab and ingot casting where large throughput benefits from continuous depth filtration.
-
Multi-stage casthouses combining degassing, fluxing, and deep filtration to produce billets for demanding downstream processing.
Case notes from vendors show significant reductions in inclusion-related defects following DBF installation, with payback driven by reduced scrap and rework for premium products.
Tables
Table 1: Typical deep bed media layers and characteristics
| Layer | Typical material | Nominal particle size range | Primary role |
|---|---|---|---|
| Top layer | Tabular alumina balls | 10 to 30 mm | Flow distribution, prevent fines entrainment |
| Capture layer | Crushed tabular alumina fines | 0.5 to 6 mm | Main capture zone for inclusions |
| Support layer | Coarse grit or balls | 6 to 12 mm | Mechanical support and retention of fines |
Table 2: Typical performance benchmarks (industrial reports)
| Metric | Typical deep bed range | Notes |
|---|---|---|
| Filtration efficiency for >10 μm particles | 90 to 98 percent | Dependent on staging and bed depth |
| Metal hold-up per m³ bed | 0.6 to 0.9 m³ | Depends on void fraction and bed geometry |
| Common bed depths | 0.5 to 1.0 m | Longer beds boost capture but increase hold-up |
Table 3: Comparison summary: deep bed versus ceramic foam
| Feature | Deep bed filter | Ceramic foam filter |
|---|---|---|
| Throughput capacity | High, suited to continuous operations | Lower per element, good for point-of-use |
| Metal hold-up | High | Low |
| Replacement logistics | Complex staged handling | Simple swap-out |
| Capture for broad size distribution | Excellent | Good for small pores and specific sizes |
Deep Bed Filtration (DBF): High-Performance Refining FAQ
1. What particle sizes will a deep bed capture effectively?
2. How much metal is typically held in the bed?
3. How often should filter media be replaced?
4. Can deep beds filter all aluminum alloy types?
5. What causes a rapid increase in bed pressure?
Sudden pressure spikes usually indicate:
- Fines Compaction: Media shifting or settling too tightly.
- Slag Blockage: Large oxides or furnace refractories entering the bed.
- Downstream Restrictions: Issues with the outlet grid or support plates.
6. Are deep beds compatible with automated casthouse control?
7. Which media perform best for extreme cleanliness?
8. How can I reduce metal losses during alloy changes?
To minimize loss, consider:
- Implementing quick-drain designs to recover more metal.
- Scheduling production runs to group similar alloys together.
- Using a salvage furnace to process the metal recovered from the bed.
9. What testing validates deep bed performance?
Standard validation includes:
- PoDFA/Prefil: Metallographic analysis of inclusions.
- Liquid Metal Particle Counting: Real-time monitoring of particle flux.
- Final Product Defect Tracking: Correlating foil pinholes or can flange cracks to filtration data.
