Der effektivste Weg, den Wirkungsgrad von Aluminiumöfen zu erhöhen, Stillstandszeiten zu verringern und die Gesamtschmelzkosten zu senken, besteht darin, ein mehrschichtiges feuerfestes Auskleidungssystem zu spezifizieren, das eine korrosions- und nässebeständige Arbeitsschicht (hochtonerdehaltige, magnesiastämmige oder spinellreiche Monolithen oder Formsteine) mit einer abgestuften Sicherungs- und Isolierschicht kombiniert, die unter Einhaltung enger Toleranzen aufgetragen und ausgehärtet und nach einem festgelegten Programm gewartet wird. Die Wahl der richtigen Chemie, Dichte, Porosität, Wärmeleitfähigkeit und Einbaumethode verdoppelt in der Regel die Lebensdauer der Auskleidung im Vergleich zu einer unpassenden, minderwertigen Auskleidung und führt zu messbaren Einsparungen bei Energie, Metallverlust und Reparaturen.
1. Hintergrund: Warum ist das Feuerfestmaterial beim Schmelzen und Warmhalten von Aluminium wichtig?
Aluminiumöfen stellen im Vergleich zu Eisenschmelzanlagen eine besondere Herausforderung dar, da geschmolzenes Aluminium, seine Krätze, Schlacken, und Recycling-Verunreinigungen greifen die feuerfesten Chemikalien unterschiedlich an. Feuerfeste Auskleidungen trennen den Stahlmantel von hohen Temperaturen und chemisch aggressiven Phasen. Die Auskleidung bestimmt die Wärmeverluste, die Metallbenetzung und -durchdringung, die Lebensdauer der Auskleidung, die Häufigkeit von Reparaturen und damit die Betriebskosten. Die Auslegung mit der richtigen Feuerfestfamilie und Anwendungstechnik ist der wichtigste Hebel zur Verbesserung der thermischen Effizienz und zur Verringerung ungeplanter Ausfallzeiten.
2. Dienstumgebung und Ausfallmechanismen
2.1 Thermische und chemische Bedingungen in Aluminiumöfen
Typische Betriebstemperaturen für das Schmelzen von Aluminium reichen von etwa 700°C bis zu 820°C während des Schmelzens und können in der Nähe von Brennern oder beim Überhitzen höher sein; die Haltetemperaturen sind niedriger, können aber über 700°C liegen. Feuerfeste Materialien in direktem Kontakt mit der geschmolzenen Aluminiumoberfläche:
-
Benetzung und Durchdringung durch Flüssigmetall und Flussmittel.
-
Chemische Korrosion durch Oxide, Chloride und glasartige Flussmittel, die in Schrott oder Krätze enthalten sind.
-
Thermoschock durch schnelles Erhitzen oder schlechte Temperaturkontrolle.
-
Mechanischer Abrieb durch Chargenmaterial, Schrott und Handhabungswerkzeuge.
-
Örtliche Übertemperaturen an Brenner- oder Abstichstellen, die zu Versinterung oder Abplatzungen führen.
Die Erkenntnis, dass die Auskleidung einer Kombination aus thermischen, mechanischen und chemischen Einflüssen ausgesetzt ist, erklärt, warum keine einzelne Eigenschaft eine lange Lebensdauer garantiert. Kompromisse sind erforderlich und müssen in das Auskleidungssystem integriert werden.
2.2 Häufige Fehlerarten
-
Flüssigmetallpenetration und MetallsättigungMetall benetzt sich in Poren und Mikrorissen, wodurch innere glasartige Schichten und Volumenänderungen entstehen.
-
Flussmittel- oder SchlackenangriffFlussmittel aus Reinigungsmitteln oder Schrott schmelzen in die Matrixphasen ein und lösen sie auf, wobei sie vorzugsweise die kieselsäure- oder kalkreichen Phasen angreifen.
-
Abplatzungen und Thermoschockrisse: Die unterschiedliche Ausdehnung zwischen den Schichten bewirkt, dass Flocken abfallen.
-
Mechanischer AbriebWiederholter Aufprall von Ladungen oder Pfannen reibt die Oberfläche ab und setzt neues Material der Korrosion aus.
3. Wichtige Materialeigenschaften und Zielspezifikationen
Die Auswahl des richtigen Feuerfestmaterials beginnt mit klaren Zielwerten für Dichte, offene Porosität, Kaltstauchfestigkeit, Wärmeleitfähigkeit, Wärmeausdehnung und Chemie. Nachfolgend finden Sie praktische Zielbereiche aus der Industriepraxis und der Literatur.
3.1 Primäre technische Ziele (typisches Spezifikationsfenster)
-
Arbeitstemperatur: > 1750°C (für hochtonerdehaltige oder magnesiahaltige Sorten), so dass das Feuerfestmaterial seine strukturelle Festigkeit bei Schmelztemperaturen beibehält.
-
Schüttdichte2,4 bis 3,2 g/cm³ je nach Produktfamilie; eine höhere Dichte verringert in der Regel die offene Porosität und die Benetzung, kann aber die thermische Masse erhöhen.
-
Offene Porosität8 bis 18% für Arbeitsschichten; eine geringere Porosität verringert das Risiko des Eindringens von Metall, kann aber die Temperaturwechselbeständigkeit verringern.
-
Kaltstauchfestigkeit (CCS): > 50 MPa für Ziegel; > 30 MPa für Gussprodukte nach ordnungsgemäßem Brennen/Härten.
-
WärmeleitfähigkeitWärmeleitfähigkeit: gering in Isolierschichten (< 0,5 W/m-K bei Betriebstemperatur), mäßig in Arbeitsschichten (0,8-5 W/m-K je nach Zusammensetzung). Mit Siliziumkarbid angereicherte Materialien haben eine viel höhere Wärmeleitfähigkeit und sollten nur dort verwendet werden, wo eine schnelle Wärmeübertragung von Vorteil ist.
-
Wärmeausdehnungskoeffizient (CTE): schichtübergreifend aufeinander abgestimmt, um Spannungen während des Zyklus zu reduzieren.
-
Nicht-BenetzbarkeitOberflächenbeschaffenheit und Chemie, die die Aluminiumbenetzung verhindern; kohlenstoffhaltige Beschichtungen oder Anti-Benetzungsbeschichtungen können hinzugefügt werden.
3.2 Chemische Zusammensetzung und Phasenbetrachtung
-
Hochtonerde (Al₂O₃) Phasen widerstehen sauren Schlacken und werden häufig in Kontaktzonen eingesetzt.
-
Magnesia (MgO) Systeme sind resistent gegen basische Schlacken und haben eine gute Beständigkeit gegen geschmolzenes Aluminium, wenn sie mit Spinellphasen hergestellt werden.
-
Spinell (MgAl₂O₄) Anwesenheit verbessert die thermomechanische Stabilität und die Korrosionsbeständigkeit in gemischten Umgebungen.
4. Feuerfeste Familien: Merkmale, Betriebsfenster, Vor- und Nachteile
Im Folgenden beschreiben wir die wichtigsten Klassen, die für Aluminiumöfen relevant sind, sowie praktische Auswahlregeln für jede Klasse.
4.1 Hochtonerdehaltige Formsteine
Merkmale: Dichte Korundphasen, erhältlich in den Sorten 45-90% Al₂O₃; hohe mechanische Festigkeit und Feuerfestigkeit. Typische Anwendung in Arbeitszonen von Schmelzöfen.
Vorteile: Gute Beständigkeit gegen chemische Angriffe aus tonerdehaltigen Umgebungen, hohe Festigkeit und Dimensionsstabilität.
Beschränkungen: Erfordert möglicherweise Anti-Benetzungs-Beschichtungen, um das Eindringen von Metall zu verhindern; teurer als einige monolithische Materialien.
4.2 Magnesia und Magnesia-Spinell-Gussprodukte
Merkmale: MgO- und Spinellformulierungen, die gegen basische Schlacke und Metall beständig sind. Gusserzeugnisse mit niedrigem Zementgehalt oder ultraniedrigem Zementgehalt bieten eine bessere Hochtemperaturfestigkeit und weniger Schrumpfung.
Vorteile: Gute Beständigkeit gegen das Eindringen von Flussmitteln und Metallen in bestimmte Kreislaufströme.
Beschränkungen: Geringere Temperaturwechselbeständigkeit als einige Aluminiumoxid-Sorten; die Hydratationsempfindlichkeit bei Lagerung und Einbau muss kontrolliert werden.
4.3 Tonerde-Silikat-Gussprodukte (zementarm)
Merkmale: Weit verbreitet aufgrund der Verfügbarkeit und der ausgewogenen Eigenschaften. Moderne zementarme und zementfreie Rezepturen reduzieren die Calciumaluminatzementphasen, die in Gegenwart von Flussmitteln schwach sein können.
Vorteile: Kostengünstig und anpassungsfähig; gut in oberen Ofenbereichen ohne direkten Metallkontakt.
Beschränkungen: Im Vergleich zu Spinellsystemen mit hohem Tonerdegehalt oder Magnesia anfällig für bestimmte Flussmittelchemien.
4.4 Siliziumkarbidhaltige Stampfmasse und Gießmassen
Merkmale: SiC erhöht die Wärmeleitfähigkeit und Abriebfestigkeit; wird in Bereichen eingesetzt, in denen eine schnelle Wärmeübertragung oder Erosionsbeständigkeit erforderlich ist. Eine hohe Wärmeleitfähigkeit kann bei unsachgemäßer Anwendung den Wärmeverlust erhöhen.
Vorteile: Hervorragende Abriebfestigkeit; nützlich für Gewindebohrungen oder Bereiche mit hohem mechanischem Verschleiß.
Beschränkungen: SiC oxidiert an der Luft bei hohen Temperaturen, wenn es nicht geschützt wird, und eine hohe Leitfähigkeit kann den Energieverbrauch erhöhen.
4.5 Kohlenstoff- oder graphithaltige feuerfeste Materialien und Beschichtungen
Merkmale: Kohlenstoffphasen reduzieren die Benetzung und widerstehen dem Eindringen von geschmolzenem Aluminium; werden oft als Beschichtungen oder in kohlenstoffgebundenen Mischungen verwendet.
Vorteile: Verringern das Eindringen von Metall und die Benetzung; gut für Kontaktflächen, wenn die Oxidationsrisiken beherrscht werden.
Beschränkungen: Kohlenstoff oxidiert in Gegenwart von Sauerstoff; daher sind Dichtungen und Schutzatmosphären oder Beschichtungen erforderlich.

5. Leitlinien für die Architektur und Dicke der Auskleidung
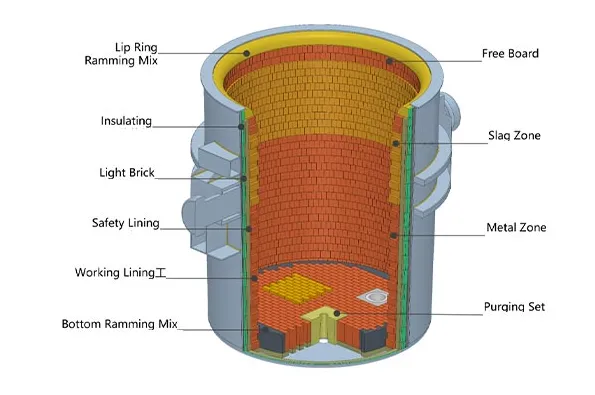
Eine robuste Auskleidung ist mehrschichtig. Jede Schicht erfüllt eine andere Funktion: Arbeit, Sicherheit/Backup, Isolierung und Stahlhülle. Typische Konfigurationen und praktische Dicken sind unten dargestellt.
5.1 Typischer Mehrschichtstapel (außen → innen)
-
Stahlmantel - Ofengehäuse
-
Isolierschicht - keramische Fasern mit niedriger Dichte oder isolierender Guss, reduziert den Wärmeverlust
-
Sicherungsschicht - dichter Gussbeton oder Ziegelsteine, die die Struktur unterstützen
-
Arbeitsschicht - hochtonerdehaltiger Ziegel oder dichter Spinellguß in direktem Kontakt mit Metall
5.2 Beispielhafte Dickenrichtwerte (typische Werte)
-
Arbeitsschicht25-100 mm in den Schmelzzonen; schwerer in den Zapf- und Brennerbereichen.
-
Sicherungsschicht: 50-150 mm je nach Größe des Ofens.
-
Isolierung25-75 mm Material mit geringer Wärmeleitfähigkeit oder dickere Schichten mit Keramikfasermodulen.
Hinweis: Dies sind Ausgangswerte für die Auslegung. Die tatsächliche Dicke muss den Ofendurchmesser, die Brenneranordnung, die Wärmebilanz und die mechanische Handhabung berücksichtigen. Ein thermisches Modell wird für die Auslegung empfohlen.
6. Installations-, Aushärtungs- und Inbetriebnahmeprotokolle
Die Qualität des Einbaus ist oft wichtiger als die Produktchemie. Die folgenden Verfahrensschritte werden in der Regel bei professionellen Feuerfestarbeiten angewendet.
6.1 Qualitätskontrolle vor der Installation
-
Überprüfen Sie die Materialzertifikate: chemische Zusammensetzung, Partikelgröße, scheinbare Porosität, Bindemittelgehalt und empfohlener Aushärtungsplan.
-
Vergewissern Sie sich, dass Substrat und Schalengeometrie innerhalb der Toleranz liegen.
-
Halten Sie die Materialien trocken; monolithische Produkte reagieren während des Transports und der Lagerung mit Feuchtigkeit.
6.2 Bewährte Installationsverfahren
-
Verwenden Sie erfahrene Steinmetze und befolgen Sie die Empfehlungen des Herstellers für die Bettung und Verfugung.
-
Bei Gussprodukten sind die vom Lieferanten angegebenen Verfahren für das Blockgießen, Stampfen oder Spritzen anzuwenden.
-
Allmähliche Erwärmung während der Aushärtung: gestaffelte Temperaturrampen, um freies und chemisch gebundenes Wasser auszutreiben und die Matrix zu sintern. Eine schnelle Erwärmung führt zu Dampfexplosionen und Abplatzungen.
6.3 Oberflächenbehandlungen zur Verhinderung von Nässe
-
Tragen Sie, wenn empfohlen, zertifizierte Anti-Benetzungsbeschichtungen auf die Arbeitsfläche auf. Die Beschichtungen verringern das Eindringen von Metall und verlängern die Lebensdauer; die Auswahl muss mit der chemischen Zusammensetzung der feuerfesten Basis übereinstimmen.
7 Inspektion, Überwachung und routinemäßige Wartung
Ein proaktives Inspektionsprogramm verlängert die Lebensdauer der Auskleidung und verbessert die Sicherheit.
7.1 Zeitplan für die Inspektion
-
Tägliches Bildmaterial: Achten Sie auf heiße Stellen, Abplatzungen oder Zunder in der Nähe von Brenner- und Armaturenbereichen.
-
Wöchentlich: Messung der Schalentemperaturen an wichtigen Stellen und Aufzeichnung von Trends.
-
Monatlich: Durchführung begrenzter Boroskop-Inspektionen in kritischen Bereichen.
-
Geplante Stilllegung: vollständige innere Prüfung und Dickenmessung.
7.2 Zustandsindikatoren
-
Steigende Manteltemperatur bei konstantem Arbeitspunkt
-
Neue oder sich erweiternde Risse, örtlich begrenzte Abplatzungen
-
Änderungen des Kraftstoffverbrauchs korrelieren mit dem Wärmeverlust der Hülle
-
Häufiges Eindringen von Sand oder Krätze
7.3 Reparaturtaktik
-
Kaltes Flicken bei kleineren Oberflächenfehlern mit Stampfmassen.
-
Umbau von Sektionen bei geplanten Wartungsarbeiten wegen Tiefenerosion.
-
Tragen Sie nach der Reparatur immer wieder Anti-Nässe-Beschichtungen auf und lassen Sie sie gemäß den Herstellerangaben aushärten.
8 Lebenszykluskostenrechnung, Beschaffungscheckliste und QS-Tests
8.1 Grundsatz der Lebenszykluskostenrechnung
Vergleichen Sie die Gesamtkosten pro Betriebstag und nicht nur den Kaufpreis. Berücksichtigen Sie: Materialkosten, Installationsstunden, Ausfallzeiten des Ofens, Energieverluste durch schlechtere Isolierung und Schrott-/Metallverluste aufgrund von Verunreinigungen. Etwas höhere Vorlaufkosten für die Auskleidung können zu niedrigeren Kosten pro geschmolzener Tonne führen.
8.2 Checkliste für die Beschaffung (Tabelle unten)
| Artikel | Mindestanforderung |
|---|---|
| Materielle Zertifikate | Chemische Analyse, Feuerfestigkeit, Schüttdichte |
| Daten zur Porosität | Offene Porosität und Wasseraufnahme |
| Mechanische Tests | Kaltstauchfestigkeit, Bruchmodul |
| Thermische Eigenschaften | Wärmeleitfähigkeit bei Betriebstemperatur, CTE |
| Einbauanleitung | Aushärteplan, Mischwassergrenzen, Werkzeuge |
| Garantie und Service | Garantiezeit des Lieferanten und Unterstützung vor Ort |
| Anti-Benetzungs-Option | Empfohlene Beschichtungen und Applikationsverfahren |
8.3 QA-Tests, die vom Lieferanten verlangt werden
-
Muster von Heizelementkupons, die auf Infiltration durch geschmolzenes Aluminium getestet wurden (Laborinfiltrationstest)
-
Standardisierte Abrieb- und Korrosionstests (sofern verfügbar)
-
Überprüfung des Bindemittel- und Zementgehalts in zementarmen Gussprodukten
9. Gesundheits-, Sicherheits- und Umweltaspekte
-
Lagern Sie die Monolithen trocken und verwenden Sie beim Mischen eine geeignete PSA, um eine Exposition gegenüber lungengängigem Staub zu vermeiden.
-
Keramische Fasern und Dämmstoffe erfordern Atemschutz und kontrolliertes Schneiden.
-
Entsorgen Sie das verbrauchte Feuerfestmaterial gemäß den örtlichen Vorschriften; kontaminiertes Feuerfestmaterial mit Metallrückständen kann in einigen Ländern als Sondermüll entsorgt werden.
10. Tabellen: Materialvergleich, Thermofenster und Lebenszyklusbeispiel
Tabelle 1. Vergleichsmatrix gängiger feuerfester Materialien für Öfen
| Familie der Materialien | Typische maximale Dauertemperatur (°C) | Offene Porosität (%) | Vorteile | Beschränkungen |
|---|---|---|---|---|
| Hochtonerdehaltige Ziegel (60-75% Al₂O₃) | 1750-1850 | 8-15 | Stark, korrosionsbeständig gegen tonerdehaltige Schlacken | Möglicherweise ist eine Anti-Benetzungs-Beschichtung erforderlich |
| Magnesia-Spinell-Gießmasse | 1700-1850 | 10-18 | Gut gegen basische Schlacken und Metallpenetration | Geringere Temperaturwechselbeständigkeit |
| Aluminiumoxid-Silikat-Gießmasse mit niedrigem Zementgehalt | 1600-1750 | 10-20 | Kostengünstig und vielseitig | Anfällig für bestimmte Flussmittelchemien |
| SiC-haltiger Guss-/Stampfwerkstoff | 1500-1750 | 6-12 | Abriebfestigkeit, hohe Leitfähigkeit | Oxidationsrisiko; kann den Wärmeverlust erhöhen |
| Kohlenstoffgebundene Mischungen / Beschichtungen | >1600 | 2-8 | Verringerung von Benetzung und Durchdringung | Oxidationsrisiko; erfordert Schutz |
(Die Werte sind branchenübliche Spannen; die endgültige Auswahl sollte anhand der Testdaten des Herstellers erfolgen).
Tabelle 2: Typische Beispiele für die Wärmeleitfähigkeit bei Betriebstemperaturen
| Material | Ca. k bei 500-800°C (W/m-K) |
|---|---|
| Modul für isolierende Fasern | 0.04-0.5 |
| Aluminiumoxid-Gießmasse mit niedrigem Zementgehalt | 0.8-2.0 |
| Dichter Ziegel mit hohem Tonerdegehalt | 1.5-3.5 |
| SiC-angereicherte Stampfmasse | 5-12 |
(SiC erhöht die Leitfähigkeit erheblich, was bei energieempfindlichen Konstruktionen nicht unbedingt wünschenswert ist).
Tabelle 3. Einfaches Beispiel für Lebenszykluskosten (illustrativ)
| Szenario | Anschaffungskosten (Material + Installation) | Erwartete Lebensdauer (Monate) | Energiekosten pro Monat | 24-monatige Gesamtkosten |
|---|---|---|---|---|
| Kostengünstiges Gießmaterial | $10k | 6 | $800 | $10k + 4 × $800 = $13.2k |
| Hochwertiger Spinell/hohe Tonerde | $18k | 24 | $300 | $18k + 24 × $300 = $25.2k |
Interpretation: Selbst bei höherem Anschaffungspreis, längerer Lebensdauer und geringerem Energieverlust sind die Kosten pro geschmolzener Tonne in der Regel niedriger. Bei diesen Zahlen handelt es sich um ein vereinfachtes Beispiel; bei der Entscheidungsfindung sind standortspezifische Energie- und Ausfallzeitmodelle zu berücksichtigen.
11. Spezifikationen für Hochtemperaturen: Die Wahl des richtigen Materials
Die Auswahl der genauen Formulierung erfordert eine Analyse der spezifischen Zone innerhalb der Schmelz- oder Warmhalteumgebung. Die Anforderungen unterscheiden sich erheblich zwischen der direkten Aufprallzone am Ofenherd, den oberen Seitenwänden, die der Strahlungswärme ausgesetzt sind, und den komplizierten Transfersystemen wie Rinnen.
Gussstücke mit hohem Tonerdegehalt im Vergleich zu Siliziumkarbid
Gusserzeugnisse mit hohem Tonerdegehalt dominieren die Branche aufgrund ihrer hervorragenden Ausgewogenheit von mechanischer Festigkeit und chemischer Stabilität. Formulierungen, die 80% bis 85% Al2O3 enthalten und von zementarmen Bindersystemen unterstützt werden, bieten eine außergewöhnliche Dichte. Eine hohe Dichte führt direkt zu einer geringen Porosität, so dass keine Hohlräume für eindringende flüssige Metalle zur Verfügung stehen.
Umgekehrt bieten feuerfeste Materialien auf der Basis von Siliziumkarbid (SiC) in speziellen Bereichen deutliche Vorteile. SiC besitzt eine außergewöhnliche Wärmeleitfähigkeit und extreme Abriebfestigkeit. Diese Eigenschaften machen SiC in Bereichen, in denen eine schnelle Wärmeübertragung erforderlich ist, wie z. B. in Muffelöfen oder speziellen Strahlungsrohrschutzvorrichtungen, äußerst wünschenswert. Allerdings ist SiC bei bestimmten Temperaturen anfällig für Oxidation, so dass spezielle Glasurbeschichtungen erforderlich sind, um die Langlebigkeit zu gewährleisten.
Isolierung und Wärmewirkungsgrad
Die Energiekosten dominieren die Finanzkennzahlen von Aluminiumgießereien. Die feuerfeste Auskleidung muss das flüssige Metall sicher einschließen und gleichzeitig verhindern, dass Wärmeenergie an die Umgebung abgegeben wird. Diese Anforderung erfordert ein mehrschichtiges Auskleidungsdesign.
Die heiße Seite besteht aus einem dichten, schweren Gussmaterial, das gegen physischen Verschleiß und chemische Angriffe beständig ist. Hinter dieser primären Schutzschicht bauen die Ingenieure isolierende feuerfeste Materialien ein. Diese Stützschichten bestehen aus leichten Kalziumsilikatplatten, Keramikfasermatten oder mikroporösen Isolierplatten. Durch die drastische Verringerung des Wärmeleitfähigkeitsprofils von der heißen Oberfläche zum Stahlmantel sinkt die Außentemperatur des Mantels auf unter 80 °C. Diese Einsparung von Wärmeenergie bedeutet, dass die Brenner weniger häufig in Betrieb sind, was den Erdgasverbrauch erheblich senkt.
Tabelle 2: Vergleichsmatrix der Materialeigenschaften
| Eigenschaft Metrisch | Hochtonerde (85%) LCC | Siliziumkarbid (SiC) Gießbar | Leichter isolierender Gussbeton |
| Schüttdichte (g/cm³) | 2.85 | 2.65 | 1.10 |
| Kaltstauchfestigkeit (MPa) | 85.0 | 95.0 | 15.0 |
| Porosität (%) | 12% | 15% | 45% |
| Wärmeleitfähigkeit (W/m-K) | 2.5 | 15.0 | 0.4 |
| Maximale Betriebstemperatur (°C) | 1600 | 1500 | 1200 |
| Primäre Anwendungszone | Herd, untere Seitenwände | Schlagklötze, Schlagpolster | Reserve-Isolierung |
12. Anwendungs- und Installationsverfahren
Eine hochwertige feuerfeste Formulierung versagt schnell, wenn sie falsch eingebaut wird. Die strikte Einhaltung ordnungsgemäßer Misch-, Einbau- und Aushärtungsprotokolle entscheidet über den endgültigen Erfolg. Fertigungsbetriebe bevorzugen zunehmend hochgradig kontrollierte Einbaumethoden.
Optimale Mischungsverhältnisse und Wasserqualität
Wasser dient ausschließlich dazu, die Hydratation des Calciumaluminatzements einzuleiten. Jeder Wasserüberschuss, der über den chemischen Bedarf hinausgeht, erzeugt während der Austrocknungsphase Hohlräume, die die Porosität erhöhen und die mechanische Festigkeit beeinträchtigen. Hochleistungszementgussteile mit niedrigem Zementgehalt erfordern einen äußerst präzisen Wasseranteil, der in der Regel streng zwischen 4,5% und 5,5% nach Gewicht liegt.
Die Betreiber müssen sauberes Trinkwasser verwenden. Verunreinigungen, insbesondere Chloride oder organische Stoffe, stören die Kristallisation der Zementphasen, verzögern die Abbindezeit und beeinträchtigen die Endfestigkeit. Die Mischer müssen präzise arbeiten: drei Minuten Trockenmischung, um die feinen Matrixbestandteile zu dispergieren, gefolgt von genau vier bis fünf Minuten Nassmischung. Übermäßiges Mischen erzeugt überschüssige Wärme, die ein vorzeitiges Abbinden im Mischer verursacht.
Einbautechniken und Verdichtung
Um eine maximale Dichte zu gewährleisten, erfordert die Anlage Hochfrequenzrüttler. Wenn das thixotrope Gießmaterial in die Form fließt, zwingt die Vibration eingeschlossene Luftblasen zum Aufsteigen und Entweichen. Durch die richtige Vibration wird das Material vorübergehend verflüssigt, so dass es komplexe Geometrien ausfüllen kann, insbesondere im Bereich der Brennerblöcke und Abstichlöcher. Es muss darauf geachtet werden, dass es nicht zu einer übermäßigen Vibration kommt, die zu einer Entmischung der Zuschlagstoffe führt und eine schwache, zementreiche Schicht auf der Oberfläche hinterlässt.
Aushärtungskurven und Zeitpläne für das Backen
Nach dem Einbau muss das Material aushärten. Die Aushärtung erfordert eine ungestörte Ruhephase bei Umgebungstemperaturen (idealerweise 20°C bis 25°C), damit sich die zementären Bindungen richtig ausbilden können. Diese Phase dauert in der Regel 24 bis 48 Stunden. Das Abdecken der freiliegenden Oberflächen mit Plastikfolien verhindert einen vorzeitigen Feuchtigkeitsverlust.
Das Ausheizen bzw. Austrocknen ist die kritischste Phase vor dem Einbringen von geschmolzenem Aluminium. Beim Erhitzen muss das freie Wasser sorgfältig verdampft werden, gefolgt von dem chemisch gebundenen Wasser, ohne dass ein innerer Dampfdruck entsteht, der explosive Abplatzungen verursachen könnte.
Eine Standard-Backkurve umfasst:
-
Erhitzen mit einer Geschwindigkeit von 15°C pro Stunde bis zum Erreichen von 150°C.
-
Halten bei 150°C, damit alles freie mechanische Wasser vollständig entweichen kann.
-
Rampenbetrieb mit 20°C pro Stunde bis 350°C.
-
Halten bei 350°C, um chemisch gebundenes Wasser aus den Zementhydraten freizusetzen.
-
Abschließendes Hochfahren mit 40 °C pro Stunde auf die Betriebstemperatur, um die Bildung keramischer Verbindungen zu gewährleisten.
13. Integration mit AdTech-Ausrüstung
AdTech entwickelt hochwertige Anlagen zur Verarbeitung von geschmolzenem Aluminium. Die Effizienz dieser Systeme hängt in hohem Maße von der Qualität der internen feuerfesten Auskleidungen ab. Entgasungseinheiten, Filtrationskästen und Flüssigkeitstransferrinnen sind im Vergleich zu statischen Warmhalteöfen besonderen dynamischen Belastungen ausgesetzt.
Feuerfeste Materialien in Entgasungsanlagen
Inline-Entgasungssysteme verwenden einen sich drehenden Graphitrotor, um Inertgas (in der Regel Argon oder Stickstoff) in die Aluminiumschmelze einzublasen, wodurch gelöstes Wasserstoffgas entfernt und nichtmetallische Einschlüsse an die Oberfläche befördert werden. Die feuerfeste Auskleidung in der Entgasungsbox ist starken Flüssigkeitsturbulenzen ausgesetzt. Das mit hoher Geschwindigkeit schmelzende Metall scheuert ständig an den Wänden, wodurch schwere mechanische Erosion droht.
AdTech-Entgasungskammern verwenden fortschrittliche vorgegossene, vorgebrannte feuerfeste Formen. Durch das Gießen und Brennen dieser Komponenten in einer hochgradig kontrollierten Produktionsanlage erreicht die strukturelle Matrix vor dem Einsatz absolute Perfektion. Diese vorgegossenen Formen verwenden extrem niedrige Zementrezepturen, die stark mit nicht benetzenden Mitteln angereichert sind. Die extreme Dichte stellt sicher, dass das turbulente flüssige Metall die Wand nicht erodieren kann, und verhindert, dass sich feuerfeste Partikel lösen und die hochreine Aluminiumschmelze verunreinigen.
Keramische Schaumstoff-Filter Stützkonstruktionen
Keramische Schaumstoff-Filter (CFF) fangen mikroskopisch kleine Verunreinigungen physikalisch ab. Das geschmolzene Aluminium fließt durch diese komplizierten keramischen Netze. Die Filterschale, die Struktur, in der sich die CFF befindet, muss perfekt maßhaltig sein. Wenn sich die feuerfeste Auskleidung verzieht oder Risse bekommt, kann das geschmolzene Metall den Filter vollständig umgehen und den gesamten Gießvorgang ruinieren. Gussteile, die zu Bauteilen für die Luft- und Raumfahrt oder zu ultradünnen Folien verarbeitet werden sollen, vertragen absolut keine Einschlüsse. AdTech entwirft Filterkästen mit spezieller mikroporöser Isolierung, die durch starre, nicht benetzende heiße Oberflächen unterstützt wird, die eine perfekte Abdichtung um das Filtermedium herum gewährleisten und eine konstante Temperatur aufrechterhalten, um ein vorzeitiges Einfrieren des Metalls zu verhindern.
Rinnensysteme und thermische Retention
Rinnennetze transportieren flüssiges Aluminium vom Schmelzofen über die Entgasungs- und Filtrationsanlagen direkt zur Gießstation. Der Wärmeverlust auf diesem Weg stellt eine große Gefahr dar. Bei sinkenden Temperaturen müssen die Bediener das Metall im Primärofen überhitzen, was große Mengen an Energie vergeudet und die Gasporosität in der Schmelze erhöht.
Die Rinnensegmente von AdTech verwenden hochentwickelte Verbundauskleidungen. Die heiße Seite besteht aus einer dünnen, außergewöhnlich starken, nicht benetzenden gießbaren Schicht. Unmittelbar hinter dieser Schicht befindet sich eine hochentwickelte Aerogel- oder mikroporöse Plattenisolierung. Diese spezielle Konfiguration stellt sicher, dass der Temperaturabfall über das gesamte Rinnennetz vernachlässigbar gering bleibt, wodurch einwandfreie Gießbedingungen am Ende der Rinne gewährleistet werden.
14. Fehlersuchmatrix und Lösungen
Trotz der Verwendung fortschrittlicher Materialien führen raue Betriebsbedingungen irgendwann zu Verschleiß. Die schnelle Behebung von Anomalien verhindert, dass sich lokale Schäden zu katastrophalen Ausfällen auswachsen. Die Diagnose der Grundursache bestimmt die richtige Reparaturstrategie.
Diagnose von Rissen und Abplatzungen in feuerfesten Materialien
Risse treten in verschiedenen Formen auf, die jeweils auf einen anderen Versagensmechanismus hinweisen. Haarrisse an der Oberfläche sind in der Regel das Ergebnis normaler thermischer Ausdehnung und Kontraktion und gefährden nur selten die strukturelle Integrität. Tiefe, durchdringende Risse, die parallel zur heißen Oberfläche verlaufen, weisen jedoch auf thermische Abplatzungen hin. Dieses Phänomen tritt auf, wenn die Temperaturgradienten die Zugfestigkeit des Materials übersteigen, was häufig durch zu schnelles Aufheizen des Ofens während der anfänglichen Trocknungsphase oder durch plötzlichen Kaltluftzug auf der heißen Seite verursacht wird.
Strukturelle Risse, die die gesamte Tiefe der Auskleidung durchziehen, deuten auf ein mechanisches Versagen hin. Diese Schäden sind in der Regel auf aggressive Reinigungspraktiken mit schweren Stahlwerkzeugen oder auf starke Stöße beim Beschicken mit Gabelstaplern zurückzuführen. Die Identifizierung der Rissmorphologie ermöglicht es den Wartungsteams, die Betriebsverfahren direkt anzupassen.
Reparatur-Strategien: Verschlissene Beläge wirkungsvoll reparieren
Wenn die betroffenen Bereiche stark abgenutzt sind, ist ein vollständiger Austausch unnötig und wirtschaftlich ineffizient. Durch lokales Ausbessern wird die Funktionalität schnell wiederhergestellt.
Um einen erfolgreichen Patch auszuführen:
-
Vorbereitung: Die Bediener müssen alle losen, beschädigten und mit Aluminium infiltrierten feuerfesten Materialien rigoros abtragen. In der Reparaturzone muss sauberes, neues Matrixmaterial freigelegt werden. Durch die Herstellung einer schwalbenschwanzförmigen oder hinterschnittenen Geometrie wird sichergestellt, dass der neue Flicken mechanisch einrastet.
-
Reinigung: Beseitigen Sie den Staub mit Druckluft.
-
Anwendung: Tragen Sie eine speziell formulierte Ausbesserungsmasse auf. Diese Verbindungen verfügen über einen chemischen Bindungsmechanismus, häufig unter Verwendung von Phosphatbindemitteln, die aggressiv an den vorhandenen, ausgehärteten feuerfesten Materialien haften, ohne dass zum Aushärten große Hitze erforderlich ist.
-
Aushärten: Lassen Sie den Flicken gemäß den Herstellerangaben an der Luft trocknen und erhitzen Sie ihn anschließend mit einem tragbaren Brenner, um die Feuchtigkeit zu beseitigen, bevor Sie das Gerät wieder in Betrieb nehmen.
Tabelle 3: Fehlersuchprotokolle und Diagnosemaßnahmen
| Beobachteter Fehlermodus | Wahrscheinliche Grundursache | Sofortige diagnostische Maßnahmen | Empfohlene Reparaturstrategie |
| Starke Korundablagerungen | Abgereichertes Nicht-Netzmittel, hohe Porosität | Überprüfen Sie die Betriebstemperaturen und prüfen Sie, ob es örtlich heiße Stellen gibt. | Chip auf sauberem Untergrund, Aufbringen eines nicht benetzenden, phosphatgebundenen Flickens |
| Oberflächenabplatzungen (Abblättern) | Schnelle Erwärmung beim Austrocknen, Thermoschock | Überprüfung der Backplanprotokolle, Überprüfung des Türbetriebs | Lose Flocken entfernen, eine dünne Schutzschicht auftragen |
| Tiefe strukturelle Risse | Mechanische Einwirkungen beim Laden oder Reinigen | Ladeverfahren einhalten, Handhabungsgeräte prüfen | Vollständiger lokaler Ausbruch zum Stahlmantel, neu gegossen mit hochfestem LCC |
| Übermäßiger Wärmeverlust (Hot Shell) | Durchbruch der Sicherungsisolierung, Metalldurchdringung | Thermografische Aufnahmen an der Außenhülle durchführen | Abschaltung erforderlich; Heiße Seite entfernen und beschädigte Isolierung ersetzen |
| Metall-Bypass um CFF | Verformung des Filtertopfsitzes | Sitztoleranzen physisch messen | Erneuerung der Sitzfläche mit präzisionsgeformter Masse |
15. Wirtschaftliche Analyse und Optimierung der Beschaffung
Die Beschaffung von feuerfesten Materialien allein auf der Grundlage der anfänglichen Kosten pro Tonne garantiert langfristige finanzielle Verluste. Der wahre Maßstab für den Erfolg sind die Gesamtbetriebskosten (TCO), die anhand der Lebensdauer der Auskleidung, der durch die bessere Isolierung eingesparten Energie und der geringeren Wartungsausfallzeiten berechnet werden.
Strategien für die Lebenszykluskostenrechnung
Hochreine, nicht benetzende, mit Bariumsulfat angereicherte Gießmassen haben einen höheren Anschaffungspreis als herkömmliche Schamotte. Herkömmliche Materialien müssen jedoch häufig ausgetauscht werden. Eine Standardauskleidung kann innerhalb von zwölf Monaten aufgrund von starker Korundinfiltration vollständig ausfallen. Eine von AdTech zugelassene Auskleidung mit hohem Tonerdegehalt hält bei ordnungsgemäßer Wartung routinemäßig länger als sechsunddreißig Monate.
Beschaffungsmanager müssen die Arbeitskosten für das Herausreißen und den Wiedereinbau, die entgangenen Produktionseinnahmen während der mehrtägigen Ausfallzeit und den verschwendeten Brennstoff zum Wiederaufheizen eines kalten Ofens berechnen. Bei der Analyse dieser Variablen zeigen Premium-Feuerfestmaterialien eine enorme Investitionsrendite (ROI).
Qualitätskontrolle und standardisierte Tests
Die Bewertung von Materialdatenblättern erfordert die Kenntnis spezifischer Prüfprotokolle. Gießereien sollten die Einhaltung der strengen Normen der American Society for Testing and Materials (ASTM) verlangen.
-
ASTM C20 misst die scheinbare Porosität und die Schüttdichte. Eine geringere Porosität garantiert eine bessere Beständigkeit gegen das Eindringen von Flüssigmetall.
-
ASTM C133 prüft die Kaltstauchfestigkeit und das Bruchmodul. Hohe Werte gewährleisten Widerstandsfähigkeit gegen mechanischen Missbrauch.
-
ASTM C704 bewertet die Abriebfestigkeit, die in Bereichen mit hoher Strömungsgeschwindigkeit oder mechanischer Abnutzung von entscheidender Bedeutung ist.
Durch die Forderung nach einer strengen Prüfdokumentation sichern sich die Anlagen Materialien, die perfekt geeignet sind, um die brutalen Bedingungen bei der Verarbeitung von geschmolzenem Aluminium zu überstehen.
16. Zukünftige Trends in der Aluminium-Gießerei-Feuerfestindustrie
Die Industrie strebt ständig nach höherer Effizienz und strengeren Umweltkontrollen. Die Fortschritte in der Nanotechnologie sind sehr vielversprechend für die Entwicklung monolithischer feuerfester Materialien. Durch die Einarbeitung von Nano-Siliziumdioxid oder Nano-Tonerde in die Bindemittelmatrix entstehen außergewöhnlich dichte Porenstrukturen, die Porositäten von unter 8% erreichen. Diese mikroskopische Dichte bietet eine nahezu undurchdringliche Barriere für flüssiges Aluminium.
Darüber hinaus verringern selbstfließende Gießmassen die Abhängigkeit von externen Rüttlern. Diese hochentwickelten Mischungen fließen wie Wasser unter ihrem eigenen Gewicht und füllen komplexe Geometrien um Entgasungsrotoren und Rinnenübergänge perfekt aus. Diese Innovation gewährleistet eine vollkommen gleichmäßige Dichte im gesamten Gussstück und eliminiert menschliche Fehler während des Installationsprozesses.
AdTech ist weiterhin aktiv an der Integration dieser fortschrittlichen keramischen Technologien direkt in ihr Filtrations- und Entgasungsportfolio beteiligt und setzt dabei immer wieder neue Maßstäbe in Bezug auf die Reinheit von geschmolzenem Metall und die betriebliche Effizienz. Durch die Priorisierung modernster metallurgischer Wissenschaft sichern sich Aluminiumhersteller einen entscheidenden Vorteil in einem hart umkämpften globalen Markt.
17. Häufig gestellte Fragen
Feuerfestes Aluminium-Schmelzmaterial: 10/10 Technische FAQ
1. Welcher einzelne Feuerfesttyp eignet sich am besten für das Schmelzen von Aluminium?
Es gibt keinen universellen Bestwert. Werkstoffe mit hohem Tonerdegehalt und Magnesia-Spinell-Guss sind in der Regel die besten Werkstoffe in Arbeitsbereichen. Die beste Wahl hängt von der Schrottchemie, der Verwendung von Flussmitteln und dem Wärmemanagement ab. Infiltrationstests im Labor und Pilotversuche verringern das Risiko vor einem vollständigen Austausch.
2. Welche Auskleidungsstärke sollte ich für einen 2-Tonnen-Induktionsschmelzofen angeben?
3. Wie wichtig ist die Porosität bei der Auswahl der Arbeitsschicht?
Sehr wichtig. Geringere offene Porosität verringert das Risiko der Metallinfiltration. Anzustreben ist ein Wert von 8-15% für die Arbeitsflächen. Eine extrem niedrige Porosität kann die Thermoschocktoleranz beeinträchtigen, daher ist ein Gleichgewicht erforderlich.
4. Sollte ich Siliziumkarbid für meine Auskleidung verwenden?
5. Sind Anti-Nässe-Beschichtungen die Kosten wert?
Ja, in vielen Aluminiumanwendungen. Sie verringern das Eindringen von Metall und verlängern die Lebensdauer der Auskleidung, vor allem, wenn die feuerfeste Basis nicht von Haus aus nassfest ist. Befolgen Sie stets die Anweisungen des Beschichtungsherstellers und tragen Sie sie nach Reparaturen erneut auf.
6. Was verursacht plötzliches Refraktärversagen?
7. Wie sollte ich die Daten des Lieferanten überprüfen?
8. Ist ein geformtes Mauerwerk besser als ein monolithisches?
9. Wie oft sollte ich das Futter kontrollieren?
Tägliche Sichtkontrollen, wöchentliche thermische Aufzeichnungen und monatliche Endoskop-Inspektionen sind eine gute Praxis. Planen Sie größere Inspektionen während geplanter Stillstände.
10. Können feuerfeste Verbesserungen den Energieverbrauch senken?
Ja. Verbesserte Isolierung, niedrigere Außentemperaturen und geringere Wärmeverluste durch eine optimierte Auskleidung senken den Brennstoff- und Stromverbrauch und verbessern die Schmelzzeiten. Führen Sie ein Wärmeverlust-Audit durch, um die Einsparungen zu quantifizieren.
Abschließende technische Checkliste (schnell)
-
Definieren Sie die Basiswerte für Schrott und Flussmittelchemie.
-
Wählen Sie die in Frage kommenden feuerfesten Familien aus und fordern Sie Infiltrationstests im Labor an.
-
Geben Sie Zielporosität, Dichte, CCS, Wärmeleitfähigkeit und CTE-Abgleich an.
-
Erstellung eines Zeitplans für die Installation und die stufenweise Aushärtung im Lieferantenvertrag.
-
Beim ersten Wiederaufbau ist technische Unterstützung vor Ort erforderlich.
-
Umsetzung des Überwachungsplans: Muschelthermoelemente, visuelle Aufzeichnungen, Endoskop.
-
Verfolgen Sie Energie und Ausfallzeiten vor und nach der Installation, um den ROI zu berechnen.
Referenzen und Leseempfehlungen
Zu den wichtigsten Referenzen aus Industrie und Technik, die bei der Erstellung dieser Zusammenfassung konsultiert wurden, gehören technische Papiere und Herstellerleitfäden zur Auswahl und Wartung von Feuerfestmaterialien in Aluminiumöfen; zu den repräsentativen Quellen gehören PDFs zur praktischen Feuerfestauslegung, Hinweise von Industrielieferanten zur Auswahl von Feuerfestmaterialien und materialwissenschaftliche Berichte zur Korrosionsbeständigkeit. Beispiele, die bei der Erstellung verwendet wurden: technische Feuerfestgrundierungen und eine Branchenübersicht über die Korrosionsbeständigkeit von Feuerfestmaterialien.
