Poröse Keramikfilter bieten eine zuverlässige, kostengünstige Methode zur Entfernung nichtmetallischer Einschlüsse und zur Steuerung des Metallflusses beim Aluminiumguss, wodurch die Ausbeute verbessert, Nacharbeiten reduziert und die mechanische Integrität der Gussteile erhöht werden. Bei richtiger Abstimmung auf die Porengröße, die Materialchemie und die Installationspraxis sorgen diese Filter für gleichbleibend hochwertige Gussteile und messbare Einsparungen für Gießereien.
1. Was ist ein poröser Keramikfilter?
A poröse Keramik Der Filter ist ein starrer Block oder eine Scheibe aus Keramikmaterial, der bzw. die so konstruiert ist, dass er bzw. sie ein Netzwerk miteinander verbundener Hohlräume enthält. Geschmolzenes Metall fließt durch diese gewundenen Kanäle; Partikel, die größer sind als die effektiven Porenöffnungen, werden durch physikalische Rückhaltung und durch Anhaftung an den Stützflächen aufgefangen, während der Filter gleichzeitig turbulente Strömungen reduziert und eine laminare Füllung der Form fördert. Das Ergebnis: weniger Einschlüsse, weniger mitgerissenes Oxid und geringere Porosität in den fertigen Gussteilen.
Schlüsselbegriffe
-
Offenzellige Struktur: Das innere Gerüst enthält miteinander verbundene Poren, die einen Durchfluss ermöglichen und gleichzeitig eine große Oberfläche freilegen.
-
Strebenaufnahme: Mikroskopisch kleine Streben fangen Einschlüsse durch Abfangen und Adhäsion ein.
-
Strömungskonditionierung: Das poröse Bett glättet die Strömungsgeschwindigkeit und reduziert Spritzer, die Oxide erzeugen.
2. Gängige Keramikchemikalien und die Herstellung von Filtern
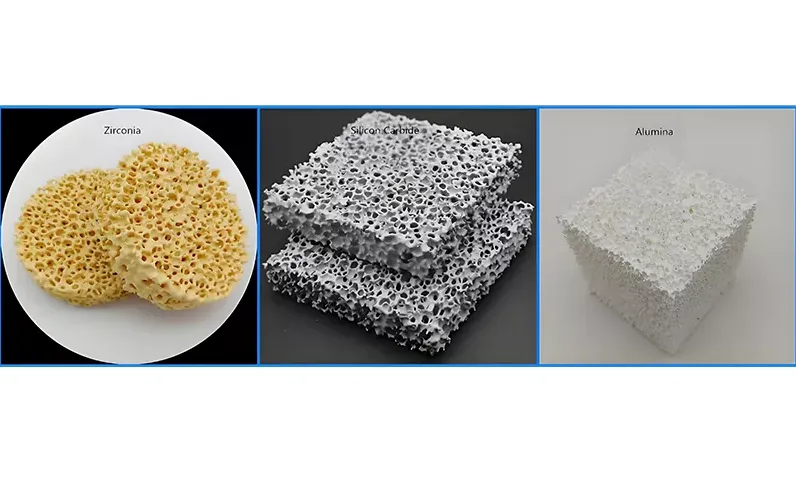
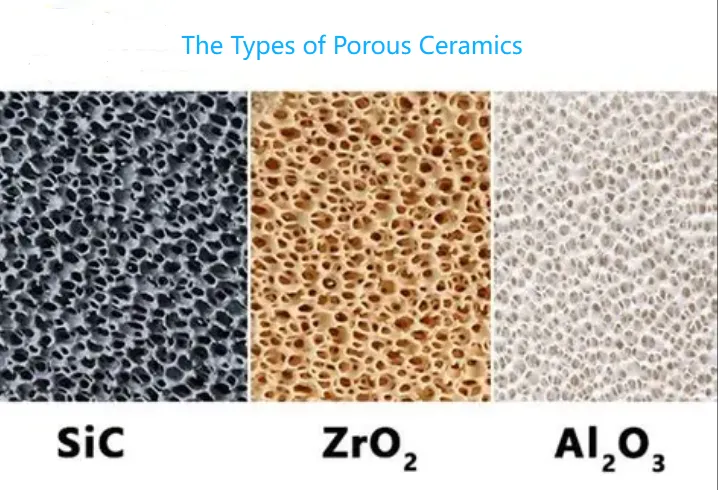
Poröse Filter für Aluminium werden üblicherweise aus Keramik auf Aluminiumoxidbasis, phosphatgebundenem Aluminiumoxid, Siliziumkarbid oder Hybridzusammensetzungen hergestellt, die auf Temperaturwechselbeständigkeit und chemische Verträglichkeit mit Aluminiumschmelzen abgestimmt sind. Das gängigste Herstellungsverfahren für Keramikschaumfilter verwendet eine Opferpolymer-Schaumschablone, die mit Keramikschlamm imprägniert ist. Nach dem Trocknen und Ausbrennen des Bindemittels wird die Struktur gesintert, um einen starren, offenzelligen Schaum zu erzeugen.
Materialauswahl und Kompromisse
-
Tonerde (Al₂O₃): Hervorragende chemische Stabilität mit Aluminium und typische Wahl für die allgemeine Filtration.
-
Phosphatgebundenes Aluminiumoxid (PBA): Historisch bedeutsam, bewährte Leistung unter Gießereibedingungen.
-
Siliziumkarbid (SiC): Höhere Temperaturwechselbeständigkeit, nützlich für Legierungen mit höheren Temperaturen oder raueren Bedingungen.
-
Zirkoniumoxidhaltige Varianten: Wird verwendet, wenn extreme Korrosionsbeständigkeit oder ein sehr geringes Kontaminationsrisiko erforderlich ist.
3. Porenstruktur, PPI, Permeabilität und wie man die richtige Porengröße auswählt
Die Porengröße wird üblicherweise in Poren pro Zoll (PPI) angegeben. Typische Bereiche für Aluminiumgussfilter reichen von etwa 10 PPI (gröber) bis zu 70+ PPI (sehr fein), abhängig von den Filtrationszielen und dem akzeptablen Druckabfall. Feinere Poren fangen kleinere Einschlüsse auf, erhöhen jedoch den Strömungswiderstand. Die richtige Dimensionierung sorgt für ein Gleichgewicht zwischen Fangeffizienz, Gießgeschwindigkeit und Angussfläche.
Praktische Auswahlrichtlinien
-
10-20 PPI: Für Güsse mit schweren Querschnitten, hoher Schmelzfluss und geringe Druckverlustanforderungen.
-
20-30 PPI: Am häufigsten für Allzweck-Aluminiumlegierungsgussteile.
-
30–70 PPI: Für dünnwandige Teile oder hochspezifizierte Anwendungen, bei denen minimale Einschlüsse entscheidend sind.

Tabelle 1: Typische Porengrößenauswahl nach Gussart
| Gussart | Typischer PPI | Hauptvorteil | Typische Vorsicht |
|---|---|---|---|
| Schwere, große Mengen | 10-20 | Geringer Druckabfall, einfacher Durchsatz | Geringere Erfassung sehr feiner Einschlüsse |
| Allgemeine Legierungsgussteile | 20-30 | Ausgewogene Erfassung und Fluss | Funktioniert für viele Produktionslinien |
| Dünnwandige Teile oder Teile für die Luft- und Raumfahrt | 30-70 | Hohe Einschlussentfernung, verbesserte Oberflächenbeschaffenheit | Größerer Gating-Bereich oder langsamere Gießvorgänge erforderlich |
4. Filtrationsphysik – wie der Filter Verunreinigungen entfernt
Mehrere Mechanismen wirken zusammen:
-
Mechanisches Sieben: Große Partikel, die durch Porenöffnungen blockiert werden.
-
Trägheitsimpaktion: Teilchen mit Impuls weichen von den Stromlinien ab und kollidieren mit Streben.
-
Abfangen: Kleine Partikel folgen Stromlinien, berühren jedoch Oberflächen und haften an ihnen.
-
Haftung und Oberflächenkräfte: Benetzung und chemische Wechselwirkungen führen dazu, dass Partikel an den Streben haften bleiben.
-
Strömungsglättung: Die Verringerung von Turbulenzen begrenzt die Oxidbildung während des Formfüllens.
Das Verständnis, welcher Mechanismus dominiert, hilft Ingenieuren bei der Auswahl der Porengröße und der Filterfläche für die gewünschten Einschlüsse.
Lesen Sie auch: Keramischer Schaumstofffilter Preis 2026.
5. Leistungskennzahlen und ihre Zuordnung zur Qualität
Gießereitechniker verfolgen mehrere Indikatoren:
-
Inklusionserfassungseffizienz: Anteil der entfernten Nichtmetalle.
-
Druckabfall (ΔP): Widerstand, der bei einer bestimmten Durchflussrate eingeführt wird; wichtig für die Konstruktion von Gießpfannen und Gussformen.
-
Metallreinheitsindizes: Gemessen anhand späterer Prüfverfahren wie ASTM-Reinheitsstandards oder Laborschmelzanalysen.
-
Verbesserung der Ausbeute: Prozentuale Reduzierung von Ausschuss und Nacharbeit aufgrund von Filtration.
Hersteller berichten, dass eine ordnungsgemäße Filtration sichtbare nichtmetallische Fehler reduziert und die Ausbeute bei der Weiterverarbeitung verbessert. Die Wahl einer niedrigeren PPI erhöht in der Regel die Abscheidungsleistung, jedoch müssen die Filterfläche und die Angussgeometrie angepasst werden, um einen übermäßigen Druckverlust zu vermeiden.

6. Installation, Torgeometrie und bewährte Verfahren für die Handhabung
Die Filterleistung hängt stark von der korrekten Installation und Handhabung ab:
Platzierung und Orientierung
-
Filter gehören in das Gießsystem zwischen Pfanne/Gießkanal und Formkanal.
-
Verwenden Sie nach Möglichkeit einen vorgeschalteten Absetzbereich, damit größere Einschlüsse vor Erreichen des Filters absinken können.
Gating und Flächenverhältnisse
-
Halten Sie das empfohlene Verhältnis zwischen Filterfläche und Drosselfläche ein, um die Strömungsgeschwindigkeit zu regeln. Eine häufig verwendete Regel lautet, dass die Filterfläche bei bestimmten dünnen Gussteilen mindestens viermal so groß sein sollte wie die Drosselfläche; bei sehr dünnen Abschnitten sollte das Verhältnis noch weiter erhöht werden.
Vorwärmen und Temperaturregelung
-
Filter vorwärmen, um Feuchtigkeit zu entfernen und das Risiko eines Thermoschocks beim ersten Kontakt mit der Schmelze zu verringern. Die typischen Vorwärmtemperaturen hängen vom Material ab, sind jedoch oft moderat (kurze Verweildauer bei 100–300 °C), um eine plötzliche Dampfbildung zu vermeiden.
Vorsichtsmaßnahmen bei der Handhabung
-
Vermeiden Sie mechanische Stöße; Keramikschäume sind spröde und können bei einem Sturz zerbrechen.
-
In trockenen, abgedeckten Regalen lagern, um Verunreinigungen und Feuchtigkeitsaufnahme zu vermeiden.
Tabelle 2. Checkliste für die Schnellinstallation
| Schritt | Aktion |
|---|---|
| 1 | Filter auf Risse oder Fremdkörper untersuchen |
| 2 | Gemäß Herstellerempfehlung vorheizen |
| 3 | Filter in der richtigen Ausrichtung im Gating-Kasten positionieren |
| 4 | Sicherstellen, dass das Verhältnis zwischen Filterfläche und Drosselklappenfläche den Spezifikationen entspricht |
| 5 | Überwachen Sie die Gießgeschwindigkeit und den Druckabfall während der Probegüsse. |
| 6 | Ersetzen Sie den Filter, wenn mechanische Schäden oder erhebliche Verstopfungen auftreten. |
7. Häufige Anwendungsfälle und legierungsspezifische Hinweise
Poröse Keramikfilter werden in einer Vielzahl von Aluminiumgussteilen eingesetzt:
-
Druckguss-Vorprodukte und Knüppelgüsse: Vorfiltration vor der Sekundärverarbeitung.
-
Schwerkraft- und Niederdruckguss: Verbessern Sie das Aussehen der Oberfläche und beseitigen Sie innere Einschlüsse.
-
Hochleistungslegierungen für die Luft- und Raumfahrt sowie die Automobilindustrie: Sehr feine Filter in Kombination mit strengen Schmelzbehandlungen sorgen für erstklassige Eigenschaften.
Legierungshinweise:
-
Legierungen mit hohem Siliziumgehalt können feine intermetallische Verbindungen bilden; wählen Sie feinere Poren, wenn das Aussehen der Oberfläche entscheidend ist.
-
Bei Legierungen mit hohem Magnesiumgehalt ist auf chemische Verträglichkeit und ausreichende Vorwärmung zu achten, um Reaktionen zu vermeiden.
8. Prozessintegration: Synergieeffekte bei Entgasung, Flussmittelzugabe und Filtration
Die Filtration erzielt die besten Ergebnisse in Kombination mit einer ordnungsgemäßen Schmelzehandhabung:
-
Entgasung: Entfernt gelösten Wasserstoff, der Porosität verursachen kann. Führen Sie die Entgasung vor der Filtration durch, um zu verhindern, dass Gasblasen die Filter verstopfen.
-
Fluxieren und Abschöpfen: Entfernen Sie Schlacke, bevor die Schmelze in die Filtrationsphase eintritt.
-
Thermische Kontrolle: Halten Sie eine konstante Schmelztemperatur aufrecht, um Viskositätsänderungen zu vermeiden, die das Fließverhalten durch den Filter verändern.
Wenn diese Verfahren integriert werden, verbessern sich die Lebensdauer und Effizienz der Filter und die Sauberkeit der Schmelze steigt insgesamt.

9. Inspektion, Lebensdauer, Fehlermodi und Fehlerbehebung
Lebensdauer und Auslöser für den Austausch
-
Filter sind in den meisten Gießereien Einwegartikel. Ersetzen Sie sie nach jedem Guss oder wenn ein deutlicher Druckanstieg auf eine Verstopfung hindeutet.
-
Mechanische Beschädigungen beim Umgang sind ein häufiger Grund für die Ablehnung.
Häufige Fehlerarten
-
Risse durch Thermoschock: Verursacht durch kalte oder nasse Filter, die mit heißem Metall in Berührung kommen.
-
Übermäßige Verstopfung: Schneller Druckanstieg, langsamere Gießgeschwindigkeiten oder zu feine Filter für den Angussbereich.
-
Channeling: Ungleichmäßiger Durchfluss, der aufgrund schlechter Abdichtung oder beschädigter Struktur Teile des Filters umgeht.
Tabelle zur Fehlersuche
| Symptom | Wahrscheinliche Ursache | Vorgeschlagene Korrekturmaßnahmen |
|---|---|---|
| Plötzlicher Druckanstieg | Verstopfte Poren oder eingeschlossene Schlacke | Filterfläche vergrößern, vorgeschaltetes Abschöpfen überprüfen |
| Sichtbare Filterrückstände auf dem Gussteil | Filterfragmente oder schlechter Sitz | Filter auf Beschädigungen überprüfen, Sitzmethode ändern |
| Erhöhte Porosität trotz Filter | Gasgehalt, keine Einschlüsse | Entgasungssystem und Wasserstoffgehalt überprüfen |
| Schneller Verschleiß oder Erosion | Chemische Unverträglichkeit oder Turbulenzen | Verwenden Sie SiC oder eine höherwertige Chemie, langsame Gießgeschwindigkeit. |
10. Wirtschaftliche Argumente – Kosten und Nutzen abwägen
Poröse Keramikfilter sind im Verhältnis zum Wert der verbesserten Gussausbeute und der reduzierten Nacharbeit kostengünstig. Typische Werttreiber:
-
Geringere Ausschussquoten aufgrund weniger inklusionsbedingter Mängel.
-
Reduzierte Bearbeitungsausschüsse aufgrund verbesserter innerer Stabilität.
-
Vorhersehbare Qualität die Verwendung von höherpreisigen Premium-Teilen ermöglicht.
Ein einfaches Amortisationsmodell vergleicht die Filterkosten pro Gussstück mit der Reduzierung des Ausschusses. In vielen Betrieben deckt bereits ein geringer Rückgang des Ausschusses (im einstelligen Prozentbereich) die Filterkosten schnell.
11. Vergleiche mit alternativen Filtermethoden
Andere Methoden umfassen keramisch gebundene Filter, Maschenfilter und elektromagnetische oder zentrifugale Reinigung. Poröse Keramikschäume behalten ihre Vorteile:
-
Große Oberfläche für Tiefbettabscheidung.
-
Passiver Betrieb, keine beweglichen Teile.
-
Gute thermische und chemische Stabilität mit Aluminiumschmelzen.
Allerdings können Alternativen vorzuziehen sein, wenn bestimmte Partikelgrößen angestrebt werden müssen oder wenn kontinuierliche Filtersysteme vorhanden sind.
12. Umwelt-, Sicherheits- und Handhabungsaspekte
-
Staub und Bindemittelverbrennung: Bei der Herstellung oder beim Zuschneiden kann keramischer Staub in der Luft gesundheitsschädlich sein. Verwenden Sie Staubschutzvorrichtungen und PSA.
-
Verwendete Filter: Verbrauchte Filter enthalten zurückgehaltene Schlacke und sollten gemäß den örtlichen Vorschriften für gefährliche Abfälle behandelt und entsorgt werden, sofern zutreffend.
-
Sicherheit im Umgang mit geschmolzenem Metall: Befolgen Sie bei der Installation oder dem Austausch von Filtern stets die geltenden Standards für den Umgang mit Schöpfkellen und PSA.
13. Designbeispiele und technische Hinweise
Beispiel: Dimensionierung eines Filters für einen dünnwandigen Druckguss
-
Bestimmen Sie die erforderliche Gießgeschwindigkeit und die Drosselklappenfläche.
-
Wählen Sie eine Porengröße, die auf die kleinsten problematischen Einschlüsse abzielt und gleichzeitig sicherstellt, dass der Druckabfall innerhalb der Kapazität der Gießpfanne bleibt.
-
Erhöhen Sie die Filterfläche, wenn Sie eine feinere PPI verwenden.
Tabelle 3. Vergleichende Eigenschaften gängiger Keramikfilterchemikalien
| Eigentum | Tonerde (Al₂O₃) | Siliziumkarbid (SiC) | phosphatgebundenes Aluminiumoxid |
|---|---|---|---|
| Chemische Verträglichkeit mit Al | Hoch | Hoch | Hoch |
| Temperaturwechselbeständigkeit | Mäßig | Hoch | Mäßig |
| Typische Anwendung | Allzweck | Hochbeanspruchte Güsse | Standard-Gießereipraxis |
| Typischer verfügbarer Porenbereich | 10–70 PPI | 10–40 PPI | 10–40 PPI |
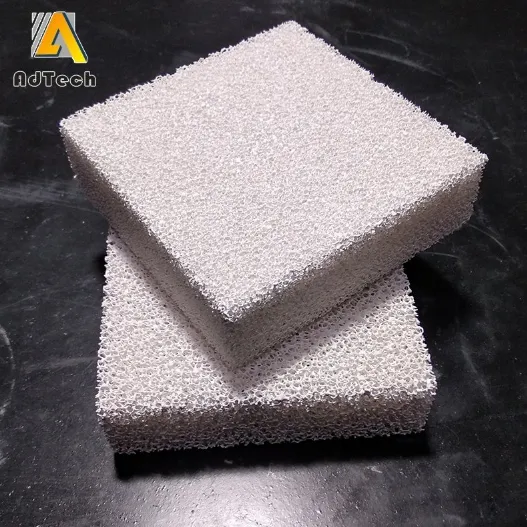
14. Wie die porösen Keramikfilter von AdTech in moderne Gießereien passen
Wir bei AdTech produzieren Filter, die auf die Schmelzchemie und den Produktionsrhythmus abgestimmt sind. Unser Sortiment umfasst Standard-Aluminiumoxid-Schaumfilter und leistungsstärkere Ausführungen für dünnwandige Anwendungen oder den Einsatz in der Luft- und Raumfahrt. Die Filter werden auf Porosität, Stabilität und thermische Leistung geprüft, um den Produktionsanforderungen gerecht zu werden. Für kundenspezifische Anforderungen bieten wir maßgeschneiderte Porenverteilungen und Zuschnittoptionen, die auf die vorgelagerten Angussdesigns abgestimmt sind.
15. Fallstudie zur Umsetzung (prägnant, praxisorientiert)
Eine mittelgroße Automobilgießerei stellte für eine wichtige Motorgehäuselinie auf Aluminiumoxid-Schaumfilter mit 25 PPI um. Nach Anpassung des Angussbereichs zur Aufrechterhaltung der Gießgeschwindigkeit verzeichnete die Gießerei folgende Ergebnisse:
-
18% Reduzierung von Ausschuss aufgrund von Einschlussfehlern,
-
12% weniger Ausschuss bei der Nachbearbeitung,
-
Amortisation der Filterkosten innerhalb von vier Monaten.
Wichtige Erkenntnisse: Porenweite an die tatsächliche Fehlergrößenverteilung anpassen und Druckabfall überwachen.
16. Fortgeschrittene Themen und Forschungsrichtungen
Forscher evaluieren weiterhin:
-
Filter mit abgestufter Porosität: Schichten mit unterschiedlicher PPI, um große Einschlüsse frühzeitig und feinere Partikel später aufzufangen.
-
Beschichtete Streben: Oberflächenbehandlungen zur Verbesserung der Benetzung, zur Verringerung chemischer Reaktionen oder zur Förderung der Partikelhaftung.
-
Additiv gefertigte poröse Keramik: Präzise Steuerung der Porenform und -verteilung für optimierte Leistung.
Diese Entwicklungen lassen auf weitere Verbesserungen der Filtrationseffizienz und eine vorhersehbare Gussqualität schließen.
Keramische Schaumstoff-Filtration: Technik und Qualität FAQ
1. Welche Porengröße sollte ich für Aluminium in Luft- und Raumfahrtqualität verwenden?
2. Kann ein Filter gelösten Wasserstoff entfernen?
3. Wie vermeide ich einen Temperaturschock beim Einbau eines Filters?
4. Ist ein feinerer PPI immer besser?
5. Wie erkenne ich, ob ein Filter während des Gießens verstopft ist?
6. Sind Keramikfilter wiederverwendbar?
7. Welche Chemie eignet sich am besten für aggressive Schmelzen?
8. Verändern Filter die chemische Zusammensetzung der Schmelze?
9. Wie groß sollte die Filterfläche im Verhältnis zur Drosselfläche sein?
Viele Gießereien verwenden ein Mindestverhältnis von 4:1 (A_{Filter} : A_{Drossel}) für Standarddünnschnitte. Bei sehr dünnen oder komplexen Gussteilen wird dieses Verhältnis oft erhöht, um eine gleichmäßige Fließgeschwindigkeit zu gewährleisten.
10. Welche Tests bestätigen die Wirksamkeit der Filter?
Abschließende Empfehlungen
-
Führen Sie einen kurzen Faktorversuch mit zwei PPI-Stufen und einer kontrollierten Änderung der Gating-Fläche durch, um den Druckabfall und die Ausschussraten zu beobachten.
-
Messen Sie den Wasserstoff- und Schlackengehalt im Vorfeld, um sicherzustellen, dass die Filtration auf Partikelprobleme und nicht auf Gasfehler abzielt.
-
Standardisieren Sie die Handhabung und Vorwärmung von Filtern in der Fertigung, um Vorfälle durch Thermoschock zu reduzieren.
