Für viele kleine bis mittlere Produktionsserien und für Bauteile, die eine gute mechanische Festigkeit, eine dichte Mikrostruktur und eine hervorragende Oberflächenbeschaffenheit erfordern, ohne die hohen Werkzeugkosten von Hochdruckverfahren, bietet Aluminium-Schwerkraftguss die beste Balance zwischen Teilequalität, vorhersagbarer Metallurgie und Kosteneffizienz. Wenn die Formen korrekt konstruiert sind, die Schmelzbehandlung kontrolliert wird und die Erstarrung durch strategische Anguss- und Speiserkonstruktionen gesteuert wird, können Aluminium-Schwerkraftgussteile die Haltbarkeit von Bauteilen, die mit anderen Gussverfahren hergestellt wurden, erreichen oder sogar übertreffen, während gleichzeitig die Porosität reduziert und die Bearbeitbarkeit verbessert wird.
1. Terminologie und Prozessklassifizierung
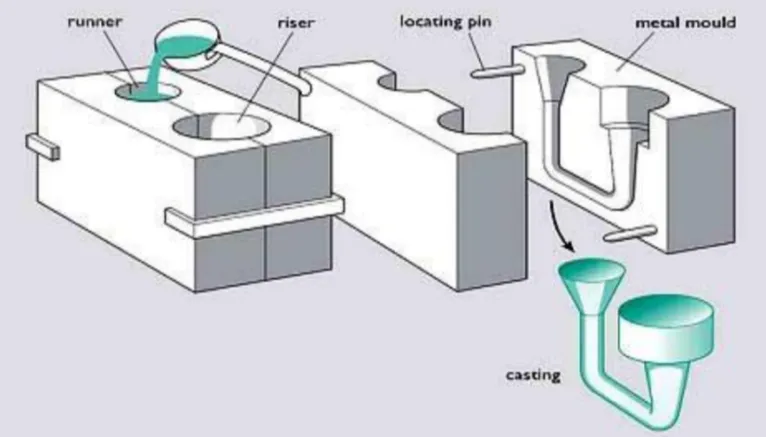
Aluminium-Schwerkraftguss bezeichnet in der Regel den Prozess, bei dem geschmolzene Aluminiumlegierungen allein unter dem Einfluss der Schwerkraft in eine Form gegossen werden. In der Industrie werden zwei allgemeine Bedeutungen verwendet. Im weiteren Sinne umfasst der Schwerkraftguss Sandguss, Feinguss, Lost-Foam-Guss und Kokillenguss, bei denen kein äußerer Druck das Metall in die Form drückt. Im engeren Sinne bezeichnet der Begriff den Kokillenguss, bei dem eine wiederverwendbare Metallform das geschmolzene Metall von oben aufnimmt und das Metall den Hohlraum von unten nach oben unter dem Einfluss der Schwerkraft ausfüllt. Der Kokillenguss liegt hinsichtlich Werkzeugkosten, Oberflächengüte und mechanischen Eigenschaften zwischen dem traditionellen Sandguss und dem Hochdruckguss.

2. Typische Legierungen und wichtige Metallurgie
Zu den gängigen Aluminiumlegierungen für den Schwerkraftguss gehören A356, A357, A380, ADC12, 356 und verschiedene Varianten der Serien 3xx und 4xx, die aufgrund ihrer guten Gießbarkeit, Festigkeit und Wärmebehandlungsreaktion ausgewählt wurden. Die Schmelzbehandlung beeinflusst den Wasserstoffgehalt, die Oxide und den Einschlussgrad, die die Porosität und Festigkeit bestimmen. Die typischen Schmelztemperaturen variieren je nach Legierung; bei gängigen Aluminiumgusslegierungen liegt der Gießtemperaturbereich oft etwa 30 bis 80 Grad über dem Liquidus, was bei vielen Gusslegierungen zu Gießtemperaturen im Bereich von 650 bis 760 Grad Celsius führt. Kornverfeinerung, Entgasung und Modifizierungsbehandlungen sind Standard, um eine feine Mikrostruktur zu erzeugen und Schrumpfungsfehler zu reduzieren. Lesen Sie auch:Druckguss vs. Sandguss.
Tabelle 1. Gängige Aluminiumgusslegierungen und Kurzübersicht
| Legierung (allgemeiner Name) | Typische Anwendungsfälle | Gießmerkmale | Wärmebehandelbar |
|---|---|---|---|
| A356 / 356 | Strukturteile, Räder, Gehäuse | Gute Fließfähigkeit, gute Festigkeit nach T6-Temperierung | Ja |
| A380 / ADC12 | Allzweckgussteile mit guter Füllbarkeit | Ausgezeichnete Füllung, moderate Festigkeit | Begrenzt |
| 319 | Motorkomponenten | Gute thermische Ermüdungsbeständigkeit | Ja |
| 6061 (Gussvarianten) | Bearbeitbare Teile | Geringere Fließfähigkeit, selektiv eingesetzt | Ja |
| Serie 4300 | Hohe Beständigkeit gegen Heißrissbildung | Spezialisiert | Ja |
3. Schritt-für-Schritt-Ablauf des Schwerkraftgusses
Eine klare Abfolge führt zu wiederholbaren Ergebnissen. Die folgende Abfolge stellt die beste Vorgehensweise für eine robuste Produktion dar.
-
Formvorbereitung
Metallformen müssen gereinigt, auf eine kontrollierte Temperatur vorgewärmt, mit Trennbeschichtungen oder feuerfesten Sprühbeschichtungen versehen und gegebenenfalls mit Kernen ausgestattet werden. Durch richtiges Vorwärmen werden die Temperaturgradienten während der Erstarrung verbessert. -
Legierungsschmelzen und -behandlung
In einem geeigneten Ofen schmelzen. Oxide und Einschlüsse durch Abschöpfen entfernen und gegebenenfalls Flussmittel verwenden. Entgasung mit Inertgasen oder Rotationsentgasern durchführen, um den Gehalt an gelöstem Wasserstoff zu reduzieren. Kornverfeinerer oder Modifikatoren hinzufügen, um die dendritische Struktur zu verfeinern. Durch regelmäßige Probenahme eine stabile Schmelzchemie aufrechterhalten. -
Kippen und Schöpfen
Übertragen Sie das Metall mit einer Gießpfanne oder einer automatisierten Gießvorrichtung. Achten Sie auf eine gleichmäßige Gießtemperatur und eine konstante Gießgeschwindigkeit, um Turbulenzen zu vermeiden. -
In die Form gießen
Das Gießen sollte die Form schrittweise und mit minimalem Spritzen füllen. Viele Werkstätten verwenden Bodenfüllkanäle, Gießbecher und Durchflussregelvorrichtungen, um das Metall in dünne Abschnitte zu leiten. -
Erstarrungsmanagement
Verwenden Sie Kühlrippen, Steigrohre und kontrollierte Kühlung, um die Erstarrung zu lenken. Das Ziel ist eine gerichtete Erstarrung in Richtung der Steigrohre, damit die Schrumpfporosität in den Steigrohren und nicht im fertigen Gussteil verbleibt. -
Aussortieren und Reinigen
Öffnen Sie die Dauerformen und entnehmen Sie den Guss. Entfernen Sie Angüsse, Speiser und Grat durch mechanisches Beschneiden. -
Wärmebehandlung und Endbearbeitung
Führen Sie die erforderliche Lösungsbehandlung, Abschreckung und Alterung durch, falls die Legierung dies erfordert. Bearbeiten Sie das Werkstück auf die Endtoleranzen und führen Sie bei Bedarf Oberflächenbehandlungen durch. -
Inspektion und Prüfung
Maßprüfungen, Härteprüfungen, Röntgen- oder Ultraschallprüfung auf innere Fehler und gegebenenfalls Druck- oder Funktionsprüfungen.
4. Formtypen und Werkzeugauswahl
Es gibt drei gängige Formenfamilien für den Schwerkraftguss.
-
Permanente Metallformen (Schwerkraftform)
Hergestellt aus Stahl oder Eisen; sie bieten eine schnelle Abkühlung, eine gute Oberflächenbeschaffenheit und Maßhaltigkeit. Diese Formen eignen sich für mittlere bis hohe Stückzahlen, bei denen die Vorlaufkosten für die Werkzeugherstellung gerechtfertigt sind. -
Sandformen
Geringere Werkzeugkosten und hohe Flexibilität für komplexe Formen und große Gussteile. Sandformen sind Verbrauchsmaterialien, wodurch sie sich ideal für Prototypen und Kleinserien eignen. -
Investitions- und Lost-Foam-Formen
Bietet eine hohe Konturgenauigkeit und reduziert den Bearbeitungsaufwand. Feinguss ermöglicht die Herstellung dünnwandiger Geometrien, erfordert jedoch eine strengere Prozesskontrolle.
Die Lebensdauer der Werkzeuge variiert je nach Typ. Permanente Metallformen liefern eine bessere Oberflächenqualität, müssen jedoch nach vielen Zyklen gewartet und nachgeschliffen werden. Die typische Lebensdauer einer permanenten Stahlform beträgt je nach Legierung, Wärmebehandlung der Form und Wartung zwischen mehreren Zehntausend und Hunderttausend Zyklen.
5. Konstruktionsregeln für Gussteile
Ein gutes Gussteil-Design reduziert Ausschuss und Bearbeitungszeit. Zu den wichtigsten Regeln gehören:
-
Halten Sie die Wandstärke möglichst gleichmäßig, um Hot Spots und Schrumpfhohlräume zu vermeiden.
-
An Verbindungsstellen großzügige Verrundungen vorsehen, um Spannungskonzentrationen und Zuführungsprobleme zu reduzieren.
-
Entformungsschrägen einplanen, um die Entnahme aus der Form bei Dauerformverfahren zu ermöglichen.
-
Verwenden Sie zur Erhaltung der Steifigkeit eher Rippen als dünne Wände, um eine ordnungsgemäße Zuführung zu gewährleisten.
-
Positionieren Sie Tore und Steigrohre so, dass eine gerichtete Erstarrung in Richtung der Opferbereiche gefördert wird.
Ein bewusster Ansatz in Bezug auf Trennlinien, Hinterschneidungsmanagement und Kernplatzierung verlängert die Lebensdauer der Form und reduziert den Nachbearbeitungsaufwand.
6. Gating, Risering und Erstarrungskontrolle
Die Strategie für das Gating und die Steigkanäle bestimmt die innere Integrität. Bei Schwerkraftfüllungen wird standardmäßig vom tiefsten Punkt im Hohlraum nach oben gefüllt, wodurch Gase auf natürliche Weise vor dem flüssigen Metall verdrängt werden. Zu den bewährten Verfahren gehören:
-
Verwenden Sie Bodenfüllschieber, um Spritzer und Lufteinschlüsse zu reduzieren.
-
Setzen Sie Steigrohre in dicken Abschnitten oder in Bereichen ein, in denen die Erstarrung zu einer Konzentration der Schrumpfung führt.
-
Fügen Sie Kühlstellen hinzu, an denen eine schnelle Abkühlung dazu beiträgt, die gewünschte Mikrostruktur in dünnen Schnitten zu erzielen.
-
Stellen Sie sicher, dass Entlüftungsöffnungen und Überlaufkanäle vorhanden sind, damit eingeschlossene Gase entweichen können.
Die Planung der gerichteten Erstarrung hilft, Schrumpfung in Bereichen mit hoher Belastung zu vermeiden und vereinfacht die anschließende Wärmebehandlung.

7. Häufige Mängel, Ursachen und Abhilfemaßnahmen
Gravity-Cast-Teile können Mängel aufweisen, die mit der Schmelzverarbeitung, den Werkzeugen oder der Konstruktion zusammenhängen. Nachstehend finden Sie eine kompakte Übersicht.
Tabelle 2. Typische Fehler, wahrscheinliche Ursachen und Abhilfemaßnahmen
| Defekt | Wahrscheinliche Grundursache | Korrekturmaßnahme |
|---|---|---|
| Porosität (Schrumpfung) | Unzureichende Fütterung, schlechte Anordnung der Steigrohre | Steigrohre neu positionieren, Zuführvolumen erhöhen, gerichtete Erstarrung |
| Gasporosität | Hoher Wasserstoffgehalt, schlechte Entgasung, Turbulenzen | Entgasung verbessern, Turbulenzen beim Gießen reduzieren, Bodenfüllkanäle verwenden |
| Kälteverschlüsse | Niedrige Gießtemperatur, langsames Befüllen | Erhöhen Sie die Angießtemperatur leicht und ändern Sie den Anguss, um die Füllgeschwindigkeit zu erhöhen. |
| Heißes Reißen | Eingeschränkte Erstarrung in begrenzten Bereichen | Ändern Sie das Design, um eine gleichmäßigere Wandstärke zu erzielen, verwenden Sie Kühlkörper. |
| Einschlüsse | Schlechte Schmelzreinheit, beeinträchtigte Flussmittelwirkung | Verbesserung der Abschöpfung der Schmelze, der Filtration und der Wartung der feuerfesten Auskleidungen |
| Schlechte Oberflächenbeschaffenheit | Sandabrieb oder Schimmelbildung | Optimieren Sie die Formbeschichtung und Entlüftung, überprüfen Sie die Unversehrtheit der Form. |
Bei den meisten Problemen lässt sich durch eine systematische Ursachenanalyse, die Prozessprotokolle, Schmelzproben und Werkzeugaufzeichnungen miteinander verknüpft, ermitteln, welche Korrekturmaßnahmen zu einer dauerhaften Verbesserung führen.
8. Wärmebehandlung, Bearbeitung und Endbearbeitung
Viele Aluminium-Schwerkraftgusslegierungen reagieren gut auf Wärmebehandlung, um ihre Festigkeit und Zähigkeit zu erhöhen. Typische Abläufe umfassen Lösungsglühen, Abschrecken und künstliche Alterung für Legierungen wie A356. Wichtige Überlegungen für die Nachbearbeitung:
-
Halten Sie die Behandlungstemperaturen der Lösung innerhalb der vorgeschriebenen Toleranzen, um ein beginnendes Schmelzen von niedrigschmelzenden Bestandteilen zu vermeiden.
-
Verwenden Sie kontrollierte Abschreckmedien, um Verformungen zu vermeiden. Zur Aufrechterhaltung der Dimensionsstabilität können Werkzeuge oder Vorrichtungen erforderlich sein.
-
Planen Sie Bearbeitungszugaben bereits in der Konstruktionsphase ein. Oberflächen aus Schwerkraftguss können glatter sein als solche aus Sandguss, müssen jedoch für Präzisionsflächen möglicherweise noch nachbearbeitet werden.
Oberflächenbehandlungen wie Eloxieren, Pulverbeschichten oder Plattieren hängen von der Legierung und der vorgesehenen Einsatzumgebung ab.
9. Qualitätskontrolle und zerstörungsfreie Prüfung
Zu den gängigen NDT-Verfahren für Schwerkraftgussteile gehören:
-
Radiographie zur Darstellung der inneren Porosität.
-
Ultraschallprüfung für größere Gussteile, bei denen Porositäten möglicherweise nicht radiografisch sichtbar sind.
-
Farbpenetrant- oder Magnetpulverprüfungen zur Feststellung von Oberflächenrissen bei geeigneten Legierungen.
-
Metallografische Untersuchungen zur Korngröße und Mikrosegregation.
-
Mechanische Prüfungen, einschließlich Zug-, Härte- und Ermüdungsprüfungen, wenn die Konstruktion eine Validierung erfordert.
Statistische Prozesskontrolle und Eingangsmaterialzertifizierung bilden das Rückgrat einer zuverlässigen Produktion.
10. Produktionsökonomie und wann Schwerkraftguss vorzuziehen ist
Der Schwerkraftguss ist kostengünstig für kleine bis mittlere Serien, bei denen Dauerformen geringere Stückkosten als Sandguss verursachen und gleichzeitig die sehr hohen Werkzeuginvestitionen des Hochdruckgusses vermieden werden. Die Skaleneffekte hängen vom Material, der Komplexität der Teile und den Toleranzen ab. Bei einfachen bis mäßig komplexen Geometrien mit moderaten Stückzahlen und höheren Festigkeitsanforderungen ist der Schwerkraftguss in der Regel hinsichtlich der Gesamtkosten pro Teil vorteilhaft. Veröffentlichte Leitlinien legen nahe, dass der Schwerkraftguss mit Dauerformen ab Stückzahlen im niedrigen vierstelligen Bereich wirtschaftlich wird und mit zunehmender Produktionsgröße an Attraktivität gewinnt, während der Sandguss für kleine Chargen oder große Einzelstücke weiterhin rentabel ist.
Tabelle 3. Schnellvergleich: Schwerkraftguss, Druckguss, Sandguss
| Metrisch | Schwerkraftguss | Druckguss | Sandguss |
|---|---|---|---|
| Anfängliche Werkzeugkosten | Mittel | Hoch | Niedrig |
| Oberflächengüte | Gut | Sehr gut | Grob |
| Maßtoleranz | Gut | Ausgezeichnet | Variabel |
| Geeignete Volumina | Klein bis mittel | Hoch | Prototyp bis mittelgroß |
| Typische Legierungen | Aluminium, Magnesium | Aluminium, Zink | Viele Legierungen |
| Porositätskontrolle | Gut bei richtiger Fütterung | Höheres Risiko, sofern kein Vakuum/Inertgas vorhanden ist | Variabel |

11. Sicherheit, Umweltaspekte und behördliche Hinweise
Die Arbeit mit geschmolzenem Metall erfordert strenge Sicherheitsvorkehrungen. Zu den wichtigsten Kontrollen gehören:
-
Angemessene PSA für Arbeitnehmer, einschließlich Schutz vor Hitze und Metallspritzern.
-
Abgas- und Lüftungssteuerungen für Öfen zur Regelung von Verbrennungsgasen und Partikeln.
-
Schmelzfiltrations- und Recyclingstrategien zur Reduzierung von Ausschuss und Energieverschwendung.
-
Ordnungsgemäße Lagerung und Handhabung von Flussmitteln und Legierungselementen gemäß den örtlichen Vorschriften.
-
Regelmäßige Inspektion und Wartung von Tiegeln, Gießpfannen und feuerfesten Auskleidungen, um katastrophale Ausfälle zu vermeiden.
Die Einhaltung gesetzlicher Vorschriften hängt von den lokalen Gesetzen ab. Dokumentieren Sie stets Emissionen, Abfallentsorgung und Schulungsmaßnahmen für Mitarbeiter.
12. Praktische Fallbeispiele aus der Industrie
Die reale Produktion zeigt diese Punkte immer wieder:
-
Kleine Änderungen an der Gating-Geometrie führen oft zu einer überproportionalen Verbesserung der Porositätskontrolle.
-
Eine konsistente Schmelzchemie ist ein entscheidender Faktor für eine wiederholbare mechanische Leistung.
-
Werkzeugindexierungs- und Formenwartungsprogramme, die die Zyklenanzahl verfolgen, verlängern die Lebensdauer der Werkzeuge und reduzieren unerwartete Ausfallzeiten.
-
Der Einsatz von Computersimulationen für das Füllen und Verfestigen macht sich bereits beim ersten komplexen Werkzeug durch eine Reduzierung der Iterationen bezahlt.
Viele Hersteller gehen zu einer teilweisen Automatisierung beim Schöpfen und Gießen über, um die Gießtemperatur und -geschwindigkeit zu stabilisieren, was direkt zu einer Senkung der Ausschussquote führt.
13. Praktische Checkliste für die Spezifikationen zum Start eines Schwerkraftgusslaufs
-
Legierung auswählen und Materialzertifikat einholen.
-
Formmaterial, Vorheizrezeptur und Beschichtung bestätigen.
-
Schmelztemperaturziel und Entgasungsplan festlegen.
-
Definieren Sie die Anordnung von Angüssen, Steigrohren und Entlüftungsöffnungen in Zeichnungsnotizen.
-
Erstellen Sie einen Prozesskontrollplan für Temperaturen, Gießzeit und Zyklusanzahl.
-
Prüfen Sie vorab die Inspektionsprotokolle und Abnahmekriterien.
-
Pilotcharge zur statistischen Messung von Schrumpfung und mechanischen Eigenschaften durchführen.
-
Dokumentieren Sie den Korrekturmaßnahmenplan für Mängel.
14. Aluminium Schwerkraftgießen: Verfahren und Qualität FAQ
1. Was ist der wichtigste Kontrollpunkt zur Verringerung der Porosität?
2. Welche Legierungen lassen sich am einfachsten durch Schwerkraft gießen?
3. Was ist der Unterschied zwischen Kokillenguss und Druckguss?
4. Wie sollten Steigleitungen für Aluminium-Kokillengussteile dimensioniert werden?
5. Können Kokillengussteile wärmebehandelt werden?
6. Wann ist Sandguss dem Kokillenguss vorzuziehen?
7. Wie lange ist eine Kokille haltbar?
8. Welche Oberflächenbehandlung ist für kosmetische Oberflächen erforderlich?
9. Eignet sich der Schwerkraftguss für Strukturteile im Automobilbau?
10. Wie wähle ich zwischen Schwerkraft- und Druckguss?
15. Abschließende praktische Tipps von einem Produktexperten
-
Beginnen Sie am ersten Tag mit der Prozesskontrollkarte; verfolgen Sie die Gießtemperatur, die Schmelzchemie und die Zyklusanzahl.
-
Testen Sie Änderungen am Gating zunächst in kleinen Versuchen, bevor Sie sich zu einer Neuanfertigung der Form entschließen.
-
Arbeiten Sie mit Legierungslieferanten zusammen, um die Schmelzbehandlung auf die gewünschten mechanischen Eigenschaften abzustimmen.
-
Investieren Sie in Schulungen für den Umgang mit Öfen und Gießpfannen, um durch Menschen verursachte Schwankungen zu minimieren.
