Hochwertige Aluminiumgussteile erfordern eine strenge Kontrolle der Schmelzchemie, des Fließverhaltens und der Erstarrung. Die häufigsten und leistungskritischsten Fehler – Gasporosität, Schrumpfung, Oxid- und Einschlussanreicherung, Heißrisse und Oberflächenfehler – entstehen in vorhersehbaren Phasen: Schmelzvorbereitung, Transfer, Formfüllung und Erstarrung. Eine wirksame Minderung erfordert ein koordiniertes Programm, das eine robuste Schmelzreinigung (flux oder Entgasung), technische Filterung (Keramikschaumfilter), sorgfältige Gating- und thermische Konstruktion sowie validierte Prozesskontrollen. Wenn diese Maßnahmen gemeinsam umgesetzt werden, können Gießereien Ausschuss reduzieren, mechanische Eigenschaften verbessern und höhere Akzeptanzstandards erfüllen, während die Produktion kosteneffizient bleibt.
1. Warum Aluminiumgussfehler wichtig sind
Eine schlechte Gussqualität erhöht die Stückkosten, birgt das Risiko von Ausfällen im Einsatz und kann dazu führen, dass Teile für Anwendungen in der Luft- und Raumfahrt, der Automobilindustrie oder für druckhaltende Anwendungen ungeeignet sind. Die Kontrolle der Gussintegrität führt zu geringeren Bearbeitungszugaben, höheren Erträgen, vorhersehbarem mechanischem Verhalten und stärkerem Kundenvertrauen. Zur Erfüllung der Beschaffungs- und Zertifizierungsanforderungen sind häufig rückverfolgbare Prozesskontrollen und dokumentierte Schmelzbehandlungen erforderlich.
2. Wie Defekte entstehen
Fehler entstehen, wenn das Metall, die Form, die Werkzeuge oder die Prozessbedingungen zu einer ungleichmäßigen Strömung, eingeschlossenem Gas oder einer unzureichenden Zufuhr während des Phasenwechsels führen. Wichtige Prozesse, die Fehler verursachen:
-
Gasauflösung und -freisetzung während der Erstarrung erzeugen abgerundete Poren.
-
Thermische Kontraktion ohne ausreichendes Zusatzmetall führt zu Schrumpfhohlräumen und inneren Hohlräumen.
-
Turbulentes Befüllen und Oberflächenaufbrechen bilden Oxidfilme, die mitgerissen werden und nichtmetallische Einschlüsse und Bifilme erzeugen.
-
Unzureichende Temperaturgradienten oder eingeschränkte Kontraktion verursachen Heißrisse.
Diese Mechanismen sind in der Literatur gut untersucht; das Lösungsverhalten von Wasserstoff ist für die Gasporosität von zentraler Bedeutung, da geschmolzenes Aluminium deutlich mehr Wasserstoff aufnehmen kann als der feste Zustand. Daher wird Wasserstoff während der Erstarrung abgestoßen und bildet Blasen, wenn er nicht zuvor entfernt wird.
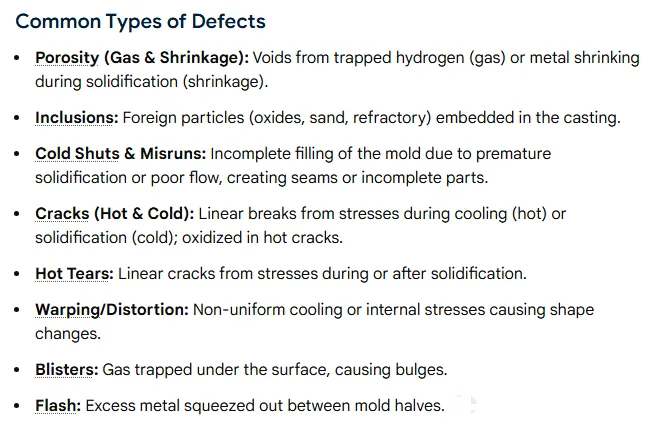
3. Klassifizierung: Häufige Aluminiumgussfehler (Übersichtstabelle)
| Fehlertyp | Typisches Erscheinungsbild | Primäre Ursachen | Typische Nachweismethoden |
|---|---|---|---|
| Gasporosität (Wasserstoff) | Abgerundete Innen-/Nadellöcher | Überschüssiger gelöster Wasserstoff; Feuchtigkeit, turbulente Aufladung | Röntgen, Ultraschall, zerstörende Schnitttechnik |
| Schrumpfung Porosität | Unregelmäßige Hohlräume in der Nähe der zuletzt erstarrenden Bereiche | Unzureichende Fütterung, schlechtes Aufstehen, thermische Gradienten | Röntgen, Metallographie |
| Oxid-Einschlüsse / Bifilme | Stringer, Lamellenfehler | Oberflächenoxidation, turbulente Befüllung, Mitreißen | Visuelle, Röntgen- und intergranulare Analyse |
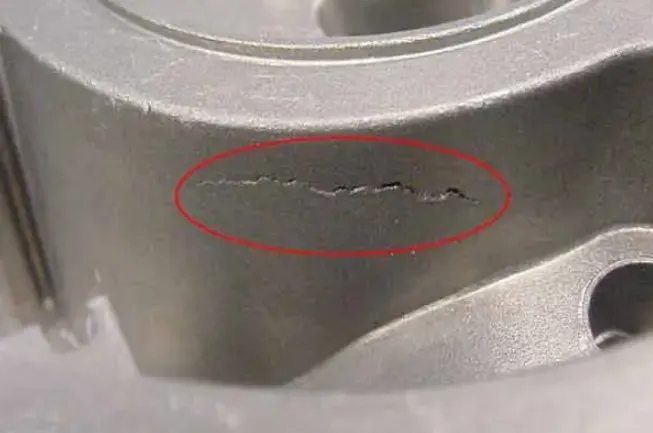
| Heiße Tränen / heiße Risse | Unregelmäßige Risse in der Nähe von Hotspots | Hohe Zugspannungen während der Erstarrung | Optisch, Farbeindringverfahren, Metallographie |
| Kälteverschlüsse | Unvollständige Fusionslinien auf der Oberfläche | Niedrige Gießtemperatur, langsames Befüllen | Visuelle, maschinelle Nachweise |
| Fehlläufe | Kurze, unvollständige Gussformen | Niedrige Temperatur, geringe Gießgeschwindigkeit | Visuell |
| Sandfehler (Blasen, Sandverschmelzung) | Oberflächenvertiefungen, raue Stellen | Schimmelbefall, Feuchtigkeit im Sand | Visuell, Schnitt |
| Einschlüsse (Schlacke, feuerfestes Material) | Harte Partikel, lokalisierte Defekte | Oberflächenverschmutzung durch Schmelze, verschlissene Feuerfestauskleidung | Visuelle, chemische Analyse |
| Oberflächenblasen / Gasflecken | Erhöhte Bereiche, Hohlräume unter der Oberfläche | Gasbildung an der Formschnittstelle | Visuell, Schnitt |
| Schrumpfrisse (Kältezonen) | Feine Risse an Übergängen von dick zu dünn | Thermische Designfehlanpassung | Optik und Metallographie |
(Diese komprimierte Taxonomie folgt den Standard-Atlassen für Gussfehler und der gängigen Praxis in Gießereien.)
4. Gasporosität: der dominierende Leistungsbegrenzer
Warum Wasserstoff der übliche Übeltäter ist
Wasserstoff löst sich leicht in flüssigem Aluminium und weitaus weniger in festem Aluminium. Während des Abkühlens sinkt die Löslichkeit abrupt und Wasserstoff wird in die verbleibende Flüssigkeit abgestoßen, wo er Blasen bildet, die eingeschlossen werden, wenn sie vor Abschluss der Erstarrung nicht entweichen können. Dieser Mechanismus erklärt, warum sich Porosität häufig in interdendritischen Bereichen und zuletzt erstarrenden Bereichen konzentriert. Die Überwachung und Kontrolle des Wasserstoffgehalts in der Schmelze sowie Prozessschritte, die das Entweichen von Wasserstoff ermöglichen, sind unerlässlich.
Praktische Erkennung und Akzeptanz
-
Verwenden Sie Echtzeit-Sensoren für gelösten Wasserstoff zur Prozessüberwachung.
-
Verwenden Sie für kritische Teile Röntgenaufnahmen oder Computertomographie.
-
Festlegung von Akzeptanzgrenzen (beispielsweise erfordern viele Luft- und Raumfahrtteile eine Porosität von nahezu Null und unterliegen strengen Röntgenstandards).
Sanierungshierarchie
-
Verhindern Sie das Eindringen von Wasserstoff: Trocknen Sie die Materialien, entfernen Sie Feuchtigkeitsquellen und kontrollieren Sie die Ofenatmosphäre.
-
Schmelzbehandlung: Flussmittelzugabe und Entgasung zur Entfernung von gelöstem Gas und Oberflächenverunreinigungen.
-
Filtration und kontrollierte Befüllung zur Verhinderung von Rekontamination und Mitreißen.
-
Erstarrungsmanagement zur Vermeidung von Gaseinschlüssen in interdendritischen Bereichen (Anordnung der Steigkanäle, Kühlkörper).
5. Schrumpfung und Fütterungsfehler
Schrumpfungsfehler treten auf, wenn die Erstarrung lokal Metallvolumen verbraucht und aufgrund einer schlechten Konstruktion des Angusses oder einer schlechten Wärmeisolierung kein Nachspeisungsmetall zugeführt wird. Die Vermeidung von Schrumpfung ist sowohl eine thermische als auch eine Angussaufgabe:
-
Wenden Sie die Prinzipien der gerichteten Erstarrung an, damit das geschmolzene Metall in Richtung der Steigrohre fließt.
-
Riser an den zuletzt gefrierenden Stellen anbringen und für ausreichende Riser-Masse und Wärmeisolierung sorgen.
-
Verwenden Sie Kühler, um die Erstarrungsfront zu verschieben, wenn die Größe des Steigrohrs begrenzt ist.
-
Validieren Sie mit Simulationswerkzeugen; viele erfolgreiche Gießereien verwenden Gusssimulationen, um Hotspots vorherzusagen und Steigrohre korrekt zu dimensionieren.
6. Oxidschichten, Einschlüsse und Bifilme: die unsichtbaren Killer
Wenn geschmolzenes Aluminium mit Luft in Kontakt kommt, bildet sich innerhalb von Bruchteilen einer Sekunde eine Oxidschicht. Bei turbulenter Strömung oder Störungen der Oberfläche während des Gießens falten sich diese Schichten in die Schmelze ein und bilden Schichtfehler, sogenannte Bifilme, die die Ermüdungsfestigkeit drastisch verringern und als Rissausgangsstellen wirken. Um das Eindringen von Oxid zu verhindern, ist Folgendes erforderlich:
-
Laminare Füllung durch geeignetes Gating-Design und Tundish-Verfahren.
-
Oberflächenreinigung und Abschöpfen zur Entfernung von Schlacke vor dem Transfer.
-
Verwendung effektiver Filter, die Einschlüsse im Submikronbereich auffangen und einen stabilen Durchfluss nachgeschaltet erzeugen. Keramikschaumfilter erzeugen eine laminare Strömung und fangen Oxide und mitgeführte Partikel mechanisch auf, während sie gleichzeitig widerstandsfähig gegen Thermoschock und Erosion sind, was zur Verringerung der Einschlussanzahl und zur Verbesserung der Zuverlässigkeit der Teile beiträgt.
7. Heiße Tränen und thermische Spannungen
Heißreißen tritt auf, wenn die Schrumpfung der Legierung in der Endphase der Erstarrung nicht durch plastische Verformung ausgeglichen werden kann, da das Material halbfest und spröde ist. Wichtige Kontrollpunkte:
-
Vermeiden Sie scharfe Abschnittswechsel und zurückhaltende Übergänge von dünn zu dick.
-
Fördern Sie gleichmäßigere Temperaturgradienten; verwenden Sie Kälte oder lokale Heizgeräte, um die Reihenfolge des Einfrierens zu verändern.
-
Wählen Sie Legierungen und Angüsse, die die Verweildauer an Hotspots reduzieren.
-
Verwenden Sie Simulationen, um thermische Belastungen zu quantifizieren und Werkzeuge anzupassen.
8. Probleme mit der Oberflächenbeschaffenheit und kosmetische Mängel
Oberflächenfehler können durch Sandfehler, Gas an der Formschnittstelle, minderwertige Feuerfestmaterialien oder verschmutzte Öfen verursacht werden. Zu den vorbeugenden Maßnahmen gehören eine strenge Sandkontrolle, trockene und saubere Einsatzstoffe, die Wartung der Feuerfestmaterialien und eine Filterung, um eine erneute Ablagerung von Einschlüssen auf den Oberflächen des Fließwegs zu verhindern.
9. Schmelzbehandlungstechnologien (Flussmittel, Entgasung)
Flux-Funktionen und Auswahl
Flussmittel für die Behandlung von Aluminiumschmelzen sind speziell entwickelte Mischungen aus anorganischen Salzen, die zur Schlackenkontrolle, Desoxidation, Entmagnetisierung und Veredelung der Schmelzchemie eingesetzt werden. Hochwertige körnige Flussmittel können: die Schmelze bedecken, um Oxidation zu verhindern, Schlacke binden oder aufschwimmen lassen, die Koaleszenz kleiner Einschlüsse fördern und bei Verwendung mit Rühren zur Entfernung gelöster Gase beitragen. Die richtige Auswahl des Flussmittels hängt von der Legierungsfamilie, der Betriebstemperatur und davon ab, ob die Behandlung zur Entgasung, Reinigung oder Chemiekontrolle dient.
Entgasungsmethoden
Zu den gängigen Entgasungsmethoden gehören:
-
Spülgas blubbert: Inertgas (Argon oder Stickstoff) wird durch geschmolzenes Aluminium geleitet, um Wasserstoff zu entfernen. Effektiv, skalierbar und weit verbreitet.
-
RotationsentgasungEin Rotor verteilt Gas in feine Blasen, wodurch die Abscheidungsleistung für Wasserstoff erhöht wird. Gut geeignet für Öfen mit hohem Durchsatz.
-
Tabletten / feste Entgasungsmittel: Chemische Tabletten, die bei Reaktion Gase freisetzen, die zur Koaleszenz von Wasserstoff beitragen. Nützlich für kleine Werkstätten, kann jedoch Rückstände hinterlassen.
-
Vakuum-Entgasung: reduziert den Druck, um die Wasserstoffentwicklung zu fördern; wird verwendet, wenn sehr niedrige Wasserstoffkonzentrationen erforderlich sind.
-
Ultraschall-Entgasung: Akustische Kavitation kann gelöste Gase und einige Einschlüsse entfernen; entwickelt sich für Nischenanwendungen.
Jede Methode hat Vor- und Nachteile hinsichtlich Ausrüstungskosten, Durchsatz, Bedienerkenntnissen und Rückständen. Ein kombiniertes Programm – mechanische Entgasung mit Gasreinigung plus Flussmittel und Filtration – bietet für die meisten Aluminiumgießereien die beste praktische Reduzierung der Fehlerquote.
10. Filtrationstechnologien und Platzierung
Warum Keramikschaumfilter weit verbreitet sind
Keramikschaumfilter auf Aluminiumoxidbasis bieten eine hohe Porosität mit gewundenen Kanälen, die Partikel bis zu einer Größe von einem Mikrometer auffangen und chaotische Strömungen in laminare Strömungen umwandeln. Da sie thermisch robust und erosionsbeständig sind, sind sie eine zuverlässige Wahl für Aluminiumlegierungsgüsse, bei denen die Entfernung von Einschlüssen und die Glättung der Strömung entscheidend sind, um Oxidmitführung zu verhindern und turbulente Reoxidation stromabwärts zu reduzieren. Richtig spezifizierte Keramikschaumfilter können die Anzahl der Einschlüsse drastisch reduzieren und die mechanischen Ergebnisse stromabwärts verbessern.
Praktische Überlegungen
-
Wählen Sie eine Porengröße und Porositätsbewertung, die einen Ausgleich zwischen Durchsatz und Abscheidungsgrad schafft.
-
Platzieren Sie den Filter stromaufwärts des Angusssystems in einer gut konstruierten Form oder einem gut konstruierten Zwischenbehälter, damit er die gesamte Schmelze und nicht nur die abgeschöpfte Oberfläche erfasst.
-
Sorgen Sie für eine sichere Befestigung und minimale Vorwärmschocks, um vorzeitige Brüche zu vermeiden.
-
Ersetzen Sie den Filter planmäßig und dokumentieren Sie dessen Verwendung im Rahmen der Rückverfolgbarkeitsdokumentation.
10. Prozessgestaltung: Anguss, Entlüftung, Kühlstellen und Simulation
Ein gutes Wärme- und Strömungsdesign verhindert viele Fehler, bevor die Schmelzbehandlung zum entscheidenden Faktor wird. Wichtige Techniken:
-
Verwenden Sie glatte Angüsse, einen konischen Anguss und gut dimensionierte Angusskanäle, um Turbulenzen und Faltenbildung zu vermeiden.
-
Sorgen Sie für Entlüftungsöffnungen und Fluchtwege für Luft und Gase aus dem Formhohlraum.
-
Wenden Sie Kühlung und gerichtete Erstarrung an, um die Zufuhr in die Steigrohre zu fördern.
-
Verwenden Sie Casting-Simulationssoftware, um Hotspots, Turbulenzen und das Füllverhalten vorherzusagen, und optimieren Sie anschließend das Werkzeugdesign.
Simulationen in Kombination mit Pilotversuchen decken schnell riskante Geometrien auf, die andernfalls zu hohen Ausschussraten führen würden.
12. Inspektion, Messung und Kontrolle
Eine moderne Gießerei verwendet mehrstufige Kontrollen:
-
Inline-Überwachung: Wasserstoffmessung, Temperaturprotokollierung und Aufzeichnungen zur Flussanwendung.
-
Zerstörungsfreie Prüfung: Röntgenradiographie, Ultraschallprüfung, Farbeindringprüfung auf Risse und CT-Scan für kritische Komponenten.
-
Zerstörende Probenahme: Metallografische Schnitt- und Einschlussanalyse während Prozessaudits.
-
SPC: Wenden Sie statistische Prozesskontrolle auf wichtige Parameter an – Wasserstoffgehalt in ppm, Schmelztemperatur, Filtrationszyklus und Entgasungszeit – und treiben Sie dann kontinuierliche Verbesserungen voran.
13. Fehlerbehebungsmatrix (handlungsorientierte Tabellen)
Tabelle: Checkliste der Hauptursachen für häufige Fehler
| Beobachteter Defekt | Sofortige Kontrollen | Mögliche Ursachen | Erste Korrekturmaßnahmen |
|---|---|---|---|
| Gasporosität (verstreut) | Wasserstoffzählerstand, Ladungsfeuchte, Ofenatmosphäre | Nasse Ladung, Kondensation, hoher Wasserstoffgehalt in der Schmelze | Degas (Rotation + Spülung), Trockenladung, Lagerung verbessern |
| Schrumpfung (lokalisiert) | Simulations-Hotspot, Angemessenheit des Steigrohrs | Schlechte Steigleistung, thermischer Engpass | Riser/Chill hinzufügen, Anguss überarbeiten, Simulation verwenden |
| Oxid-Einschlüsse / Bifilme | Visueller Schrott, turbulente Füllung | Turbulenzen, beschädigte Pfannenlippe, schlechter Transfer | Keramikschaumfilter einbauen, langsam befüllen, Anguss modifizieren |
| Heißer Riss | Querschnittsgestaltung, Festigkeitsprüfungen | Hoher thermischer Gradient, starre Form | Durch Legierung Duktilität hinzufügen, Erstarrungsweg anpassen, Kühlkörper verwenden |
| Oberflächenverbrennung | Feuerfeste Beschaffenheit, Ofenabschöpfung | Verschleiß durch hohe Temperaturen, Überhitzung | Feuerfestmaterial reparieren, Schmelzoberfläche reinigen, Flussmittel abschöpfen |
Tabelle: Schnellübersicht zur Auswahl von Filtrations- und Entgasungsverfahren
| Anforderung | Empfohlene primäre Methode | Anmerkungen |
|---|---|---|
| Hohe Einschlussentfernung, kontinuierlicher Durchfluss | Keramikschaumfilter (Al₂O₃) | Filter vorheizen, Porengröße auswählen |
| Geringer bis mäßiger Wasserstoffgehalt | Rotationsentgasung mit Inertgas | Verwenden Sie Argon für beste Leistung. |
| Sehr niedriger Wasserstoffgehalt | Vakuum oder kombiniert rotierend + Vakuum | Höhere Investitionsausgaben für kritische Teile |
| Kleiner Laden, geringes Volumen | Tablettenfluss + manuelles Abschöpfen | Geringere Kosten; Rückstände möglich |
| Hoher Durchsatz, automatisiert | Inline-Filter + automatischer Rotationsentgaser | Am besten für gleichbleibende Qualität |
(Verwenden Sie diese Tabellen als Ausgangs-Checkliste; passen Sie sie an die Legierung und die Teilegröße an.)
14. Praktischer Umsetzungsplan und wo AdTech hineinpasst
AdTech stellt Geräte und Verbrauchsmaterialien her, die auf jede Steuerungsebene abgestimmt sind:
-
EntgasungsstationenRotierende Entgaser und Spülsysteme, die auf den Durchsatz des Ofens abgestimmt sind, reduzieren den Gehalt an gelöstem Wasserstoff und verbessern die Konsistenz. In Kombination mit einer kontrollierten Inertgasdosierung und automatischem Rühren verringern sie die Abweichungen, die zu zufälliger Porosität führen.
-
Produktlinie für körniges Flussmittel: Formulierte Flussmittelgemische zum Abdecken, zur Schlackenbindung und zur Unterstützung der Koaleszenz von Nichtmetallen und der Wasserstoffentfernung während kurzer Behandlungsfenster. Die richtige Zugabetechnik und Rezepturauswahl reduzieren die Oxidation und die Schlackenbildung.
-
Keramische SchaumfilterplattenDie Schaumstofffilter von AdTech fangen Oxide und Partikel auf und erzeugen gleichzeitig eine laminare Strömung, die eine Bifilmbildung verhindert. Die richtige Filterauswahl und eine sichere Installation sorgen für einen messbaren Rückgang der Einschlussanzahl und verbessern die Zug- und Ermüdungseigenschaften von Gussteilen.
Vorgeschlagenes Programm zur Umsetzung
-
Audit: Messung der Basiswerte für Wasserstoff in ppm, Beimischungsanteile, Gründe für Ausschuss.
-
Pilotprojekt: Einbau eines Keramikschaumfilters am Gießpfannenauslauf, paralleler Betrieb mit der derzeitigen Praxis für 50–200 Güsse. Aufzeichnung der Einschlusszahlen und mechanischen Testergebnisse.
-
Validieren: Rotationsentgasung und standardisierte Flussmittelzugabe einführen; Wasserstofftrend überwachen.
-
Kontrolle: Integration von Sensoren, SPC und Bedienerschulung; Führung rückverfolgbarer Protokolle für jeden Heizvorgang.
Dieser systematische Ansatz reduziert Abweichungen und erleichtert die Fehlerbehebung erheblich.
15. Reparatur, Wartung und Bedienerschulung
-
Bewahren Sie Flussmittel trocken und in verschlossenen Behältern auf; sortieren Sie verklumpte oder verfärbte Chargen aus.
-
Filter gemäß den Empfehlungen vorwärmen und auf Risse überprüfen; niemals einen kalten Filter mit Gewalt in einen starken Durchfluss einführen.
-
Kalibrieren Sie Wasserstoffanalysatoren und protokollieren Sie die Ergebnisse.
-
Schulung der Zugführer in Bezug auf sanftes Gießen, Umgang mit der Schöpfkelle und schnelle Korrekturmaßnahmen bei Abweichungen der Messwerte.
16. Hinweise zu Vorschriften, Spezifikationen und Beschaffung
-
Geben Sie die Anforderungen an Filtration und Entgasung in Bestellungen an, wenn nachgelagerte Kunden eine reduzierte Porosität oder Rückverfolgbarkeit verlangen.
-
Aufnahme von Akzeptanzkriterien in Verbindung mit der NDT-Stufe (z. B. radiografische Qualitätsstufen) und Anforderung dokumentierter Aufschmelzbehandlungsprotokolle.
-
Für Luft- und Raumfahrt oder kritische Anwendungen sind Analysezertifikate für Flussmittelchargen und Filter aufzubewahren.
17. Checkliste für schnelle Entscheidungen vor jeder Produktionsschicht
-
Überprüfen Sie den Zustand der feuerfesten Auskleidung des Ofens und der Gießpfanne.
-
Überprüfen Sie die Ladung und die Trockenheit des Materials.
-
Schmelztemperatur prüfen und protokollieren.
-
Ausgangswert für Wasserstoff in ppm aufzeichnen; bei Überschreitung des Schwellenwerts entgasen.
-
Stellen Sie sicher, dass Filter und Entgasungsanlagen installiert und funktionsfähig sind.
-
Überprüfen Sie, ob die Gating-Werkzeuge und Angussmuster mit den validierten Zeichnungen übereinstimmen.
-
Dokumentieren Sie alle Abweichungen.
18. Häufig gestellte Fragen
Frage 1: Was ist die wirksamste Maßnahme zur Verringerung der inneren Porosität?
A1: Die Kontrolle des Wasserstoffgehalts in der Schmelze durch Entgasung (Rotations- oder Spülgas) in Kombination mit einer konsequenten Verhinderung des Eindringens von Feuchtigkeit führt zur größten Einzelreduzierung des Porositätsrisikos. Verwenden Sie Wasserstoffmessgeräte, um die Wirksamkeit zu überprüfen.
Frage 2: Kann ein guter Filter alle Porositäten beseitigen?
A2: Filter entfernen Einschlüsse und fördern die laminare Strömung, wodurch die Bildung von Oxidblasen verhindert wird. Sie entfernen gelösten Wasserstoff jedoch nicht direkt. Daher ist die Filtration zwar notwendig, reicht aber allein nicht aus, um die Gasporosität zu beseitigen. Verwenden Sie Filter in Kombination mit Entgasung und einer geeigneten Formkonstruktion.
F3: Wie oft sollten Keramikschaumfilter ausgetauscht werden?
A3: Ersetzen Sie die Filter gemäß den Herstellerangaben und Produktionsaufzeichnungen. Bei Stranggussanlagen planen Sie den Austausch anhand der Anzahl der Güsse und des gemessenen Differenzdrucks. Verfolgen Sie die Lebensdauer der Filter während der Testläufe, um ein individuelles Intervall festzulegen.
Frage 4: Sind Flussmittel sicher in der Anwendung und wie sollten sie gehandhabt werden?
A4: Qualitätsflussmittel sind für den Einsatz in Gießereien formuliert, müssen jedoch mit PSA gehandhabt werden. Lagern Sie sie unter trockenen Bedingungen, halten Sie sich an die Anwendungsmengen und vermeiden Sie eine Überdosierung, die Rückstände hinterlassen kann. Die Lieferanten veröffentlichen Sicherheitsdatenblätter als Anleitung für die Verwendung.
Frage 5: Welche Entgasungsmethode eignet sich am besten für großvolumige Automobilgussteile?
A5: Rotierende Entgasungssysteme in Kombination mit kontrolliertem Spülgas sind der Industriestandard für großvolumige Anwendungen, da sie Effizienz, Geschwindigkeit und kontinuierlichen Betrieb miteinander in Einklang bringen.
F6: Wie kann ich feststellen, ob die Porosität durch Schrumpfung oder Gas verursacht wurde?
A6: Gasporen sind in der Regel kugelförmig und gleichmäßig verteilt, während Schrumpfhohlräume unregelmäßig sind und sich an Stellen mit hoher Erstarrungstemperatur befinden. Metallographie, Röntgenuntersuchungen und Schnitte helfen bei der Unterscheidung. Die Wasserstoffmessung gibt ebenfalls Aufschluss über den Gasanteil.
F7: Beeinflussen Keramikfilter die Schmelzchemie?
A7: Hochwertige Keramikfilter sind gegenüber Aluminiumlegierungen chemisch inert und verändern die Zusammensetzung der Schmelze nicht wesentlich. Wählen Sie Filter, deren Kompatibilität mit Ihrer Legierungsfamilie dokumentiert ist.
F8: Kann das Fluxen das Entgasen ersetzen?
A8: Fluxen und Entgasen sind unterschiedliche Verfahren. Fluxe helfen bei der Entfernung von Schlacke und können die Blasenkoaleszenz unterstützen, erreichen jedoch selten die niedrigen Wasserstoffwerte, die mit mechanischen Entgasungsverfahren erzielt werden. Verwenden Sie beide Verfahren, wenn die Qualität dies erfordert.
F9: Was sind praktische Grenzwerte für Wasserstoff in Aluminiumguss?
A9: Die Zielwerte hängen von der Legierung und der Anwendung ab. Viele Betriebe streben einen Wert von <0,2–0,3 ml/100 g Wasserstoff in der Schmelze für allgemeine Industriegussteile und einen weitaus niedrigeren Wert für kritische Bauteile an. Verwenden Sie definierte Kundenspezifikationen für die endgültigen Abnahme-/Ablehnungskriterien.
Frage 10: Welche Messungen und Aufzeichnungen sollten zur Rückverfolgbarkeit aufbewahrt werden?
A10: Aufzeichnung der Ofen-ID, der Chargenmaterialien, der Flussmittelcharge, der Wasserstoffmesswerte, der Entgasungszyklusparameter, des Filtertyps und der Serien- oder Chargennummer, der Gießzeiten und der NDT-Ergebnisse. Diese Aufzeichnungen unterstützen die Ursachenforschung und Kundenaudits.
19. Fallstudie zur Umsetzung
Eine mittelgroße Gießerei reduzierte Beschwerden über innere Porosität um 70 Prozent, nachdem sie drei Änderungen umgesetzt hatte: automatische Rotationsentgasung bei jedem Schmelzvorgang, standardisierte Dosierung von Granulatflussmittel für jede Legierungsfamilie und Nachrüstung von Keramikschaumfiltern an der Gießstation. Die Gießerei fügte eine Wasserstoffüberwachung hinzu und erstellte SPC-Diagramme für Wasserstoff-ppm über drei Monate; die Daten zeigten eine konsistente Reduzierung und weniger Röntgen-Ausschuss.
20. Abschließende Empfehlungen und Checkliste
-
Behandeln Sie die Sauberkeit der Schmelze als erste Verteidigungslinie: Trockene Charge, Kontrolle der Ofenatmosphäre.
-
Kombinierte Taktiken anwenden: Entgasung + Flussmittel + Filtration führen zu multiplikativen Qualitätssteigerungen.
-
Installieren Sie Messgeräte an kritischen Steuerungen (Wasserstoffzähler, Temperaturlogger).
-
Wenden Sie die Simulation frühzeitig in der Werkzeugkonstruktion an, um thermische Hotspots zu beseitigen.
-
Führen Sie für jeden Durchgang Rückverfolgbarkeitsaufzeichnungen, um eine schnelle Ursachenbehebung zu ermöglichen.