For most aluminum casting and foundry operations seeking a cost-effective way to cut nonmetallic inclusions, improve surface finish, and stabilise metal flow, high-purity alumina (Al₂O₃) ceramic foam filters deliver the best blend of chemical inertness, thermal durability, and filtration efficiency; choosing the correct pore density (PPI), plate size, and installation orientation will determine whether the filter reduces scrap, shortens downstream machining, and raises first-pass yield.
1. What an alumina ceramic filter is and why foundries use it
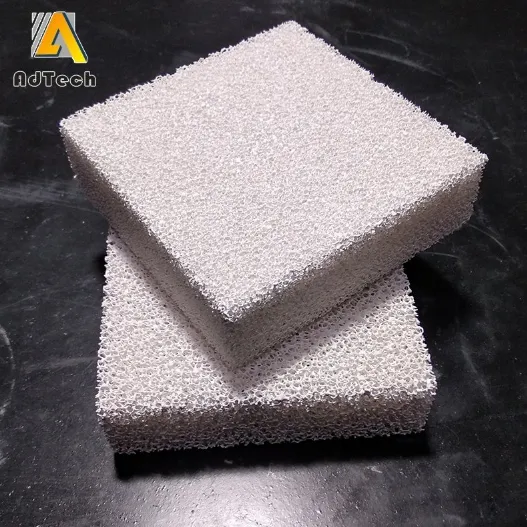
An alumina ceramic filter is an open-cell, rigid ceramic element made primarily from aluminium oxide (Al₂O₃) that is placed in the metal stream during pouring to trap nonmetallic inclusions, stabilise flow, reduce turbulence, and promote laminar flow upstream of the mould. In aluminum foundry practice these foam or plate filters significantly reduce inclusion count and porosity defects while improving surface finish and mechanical properties of cast parts. Using alumina foam filters typically reduces scrap and rework and raises casting yield when correctly sized and positioned.
2. Composition and microstructure
-
Main ceramic phase: aluminium oxide (Al₂O₃). Typical commercial foams use high-alumina formulations ranging roughly 70% to 95% Al₂O₃ depending on the product grade and purpose.
-
Porous network: open-cell reticulated structure produced by coating a sacrificial organic foam with an alumina slurry, drying, and sintering. The result is a three-dimensional skeletal network with interconnected channels.
-
Additives: small fractions of SiO₂, ZrO₂, or binder residues may appear depending on the recipe and sintering regime; these adjust strength, thermal shock resistance and sintering behaviour.
Why this microstructure matters
Open pores create tortuous flow paths which trap large inclusions by direct impaction and capture smaller particles inside a developing filter cake on the skeleton. High porosity gives low pressure drop while maintaining good entrapment efficiency.
3. How these filters are manufactured
-
Foam template: polyurethane or polymer foam with the required pore density (PPI) is selected.
-
Slurry coating: the foam is dipped into an alumina slurry that contains alumina powder, binders, and rheology modifiers.
-
Drying and burnout: the polymer foam and organic binders are burned out in a controlled thermal ramp.
-
Sintering: the green body is sintered at temperatures typically between 1100 °C and 1300 °C, producing a rigid ceramic skeleton.
-
Machining and inspection: final dimensions are trimmed and filters are inspected for defects and dimensional tolerances.
Also read:How to Make a Ceramic Filter.
4. Filter geometries and common dimensions
Alumina filters are supplied in these typical forms:
-
Plates: flat, square or circular plates (popular for gating inserts and plate filter systems). Common sizes include 7″, 9″, 12″, 15″, 17″, 20″, 23″ square or round plates with thickness commonly 20–50 mm.
-
Blocks: small rectangular blocks used for localized filtration in ladles or nodular gating systems.
-
Cylinders and cut shapes: bespoke shapes produced by machining or moulding for specialised pouring rigs.

5. Key technical specifications and what they mean
| Parameter | Typical range or value | What it affects |
|---|---|---|
| Composition (Al₂O₃ content) | 70% to 95% Al₂O₃ | Chemical stability and corrosion resistance in molten aluminium. |
| Porosity | 80% to 90% (open cell) | Permeability and pressure drop; high porosity lowers flow resistance. |
| Pore density (PPI) | 10 PPI to 60 PPI common | Higher PPI gives finer filtration but raises pressure drop. Select by casting quality needs. |
| Operating temperature | ≤1100 °C to ≤1300 °C depending on product | Safe continuous and transient exposure limits |
| Bulk density | 0.3 to 0.6 g/cm³ | Related to porosity and mechanical robustness. |
| Compression strength (room temp) | 0.6 to 1.0 MPa typical | Handling and transport robustness; higher is better but brittle nature persists. |
| Thermal shock cycles | Survive 5–6 cycles from 800–1100 °C to RT in many grades | Practical resilience to sudden exposure during pouring operations. |
Key technical claims used in purchasing decisions should always be backed by supplier data sheets and test certificates.
6. Filtration mechanisms in molten metal casting
There are three principal mechanisms by which alumina foam filters improve metal cleanliness:
-
Direct capture and impaction
Large oxide fragments and slag particles collide with the ceramic strut and become trapped on the surface. -
Depth filtration and cake formation
As inclusions accumulate, they form a porous cake which then captures smaller particles inside the filter network. This increases filtration efficiency over time but progressively raises pressure drop. -
Flow conditioning
The open-cell structure slows and smooths the metal, encouraging laminar flow into the mold and reducing entrainment of air and oxides caused by turbulence.
These mechanisms operate together; filter selection and correct placement maximise the beneficial combination of capture and flow conditioning while avoiding excessive pressure loss.
7. Choosing the right pore density and pore size
Pore density is often expressed in PPI (pores per inch). The trade off is simple: more pores per inch equals finer capture ability but higher resistance and possibly slower pour rates. Use the table below as an objective starting point; always validate with plant trials.
| Typical PPI | Typical use in aluminum casting | Practical note |
|---|---|---|
| 10–15 PPI | Large gating systems; primary filtration for fast pours | Low resistance; traps big inclusions; low clogging risk. |
| 20–30 PPI | General purpose aluminum alloy casting; most commonly used | Balanced capture and flow, suitable for many sand and permanent mold castings. |
| 30–40 PPI | High-quality castings, aerospace or critical components | Finer filtration for smaller inclusions but watch pour rate and potential for faster head loss. |
| 40–60 PPI | Precision and thin-walled castings where surface finish is critical | Only for low flow rate or staged filtration systems due to pressure rise. |
When in doubt, run a paraffin or water flow test with a production geometry replica to estimate pressure drop and fill time before finalising a PPI choice.
8. Typical operating temperatures, strength and thermal shock limits
-
Continuous exposure ranges: many alumina foams are rated up to around 1100 °C to 1300 °C depending on grade. Suppliers report working temperature ≤1100 °C for common foundry grades and up to 1200 °C for higher alumina content.
-
Thermal shock: many commercial products survive multiple thermal shock cycles (for example 800 °C to room temperature five times) but performance depends on sintering schedule and microstructure. Avoid subjecting filters to sudden mechanical shock or bending; brittleness is inherent.
-
Mechanical properties: compression strength at room temperature is typically below metals and measured in MPa. Handle with care during storage, insertion and pouring.
9. Installation, handling and best practices
Practical tips to get consistent performance:
-
Orientation: Install the filter so molten metal flows through the thicker face first for even use of depth. For plates, align the flow direction to manufacturer recommendations.
-
Seating and support: Use a rigid seating ring or ceramic support in the gating system to prevent filter breakage and to avoid bypass. A small bead of refractory cement at the edge helps prevent metal leakage.
-
Cleanliness: Keep filters in clean, dry packaging until use. Contamination with humidity or grease can cause spalling or gas formation during pouring.
-
Preheating: Preheating is not typically required for short exposure times with molten aluminum but for certain slow pours or when using larger plates, a short thermal equalisation can reduce the risk of thermal shock. Follow supplier guidance.
-
Discard criteria: If the filter cracks, has visible contamination, or was dropped, discard it. Also replace if flow rate is excessively low during a test pour indicating internal blockage.

10. Comparing alumina with other ceramic filter materials
| Property | Alumina (Al₂O₃) | Silicon Carbide (SiC) | Zirconia (ZrO₂) | Mullite |
|---|---|---|---|---|
| Chemical resistance to Al alloys | Excellent. Non-reactive with Al at typical casting temps. | Good but can oxidise under certain conditions | Very good thermal and chemical stability | Good, lower Al₂O₃ content so slightly less corrosion resistance |
| Max operating temp | ~1100–1300 °C. | Higher; used for ferrous casting | Higher; used for specialty applications | Similar to alumina in many foundry uses |
| Typical cost | Moderate | Often lower per unit area for some grades | Higher, used only where needed | Moderate |
| Abrasion resistance | High | Very high | High | Moderate |
| Typical use case | Non-ferrous foundry filtration including aluminum | Ferrous foundry, some nonferrous | Specialized high-temp, chemically aggressive melts | General foundry filtration where cost is a factor |
Alumina balances price with inertness toward aluminium and is therefore widely used for aluminium casting. For iron or steel, SiC grades or other compositions may be preferable.
11. Quality control, testing and acceptance criteria
Important factory tests and documentation you should request:
-
Chemical composition certificate showing Al₂O₃ content and significant oxides.
-
Porosity and PPI verification: supplier data on PPI and open porosity percentage.
-
Dimensional tolerances for plate size and thickness.
-
Thermal shock and strength tests: number of cycles to failure or passed cycles at given delta T.
-
Flow rate and filtration capacity: bench tests indicating total tonnage filtered at representative pour rates.
On receiving filters, run a simple water or paraffin mock pouring test to validate installation geometry and approximate pressure drop before moving to molten aluminium. This is fast, inexpensive and reveals gross fit or flow problems.
12. Environmental, safety and disposal considerations
-
Ceramic foam filters are inert and non-hazardous when intact; however, handling powdered or broken ceramic dust can be an inhalation hazard so use personal protective equipment when cutting or machining.
-
Spent filters containing adhered metal residues should be treated as foundry waste; many plants recover metal by remelting or clean disposal in accordance with local regulations. Check local waste rules for foundry by-products.
13. Practical application examples and expected benefits
-
Sand casting of automotive housings: switching from no filter to a 20–30 PPI alumina plate often reduces inclusion-related rejections and lowers final machining scrap.
-
Precision aerospace castings: using 30–60 PPI plates improves surface smoothness and lowers secondary grinding work but requires adjusted gating to maintain fill time.
-
High throughput die casting feed: larger, low PPI blocks placed upstream of a sprue cut down coarse inclusions and stabilise flow during high mass pours.
Quantifiable outcomes reported by suppliers and foundries commonly include fewer porosity defects, improved tensile and elongation metrics for certain alloys, and reduced scrap rates. Realised savings depend on alloy, casting geometry and process control.
Aluminum Casting Filtration: Selection & Operations FAQ
1. How do I decide between 20 PPI and 30 PPI for general Al casting?
2. Can ceramic filters be cleaned and reused?
3. Do I need an adhesive or mortar to seal the filter?
4. What are the signs that a filter is clogged?
- A sudden slowdown in mold fill time.
- Increased “head loss” (the metal level rising significantly above the filter).
- A surge in ladle temperature due to prolonged pouring times.
5. Are alumina filters safe with alloys containing silicon or magnesium?
6. Can honeycomb or extruded filters replace foam filters?
7. What size filter do I need for a 300 kg pour?
8. Should I preheat the filter before use?
9. How should I store ceramic filters?
10. How much will filters add to my part cost?
- Significant reduction in scrap rates.
- Less time spent on surface grinding and repairs.
- Longer tool life during downstream machining.
Purchase and specification checklist
-
Confirm Al₂O₃ content and certificate of analysis.
-
Select PPI and thickness that match pour rate and quality target.
-
Request flow rate/filtration capacity table for the chosen plate sizes.
-
Ask for thermal shock and mechanical testing data.
-
Validate through a lab or plant mock pour before production roll out.
