For most aluminum casting tasks, a ceramic foam filter with 30 PPI delivers an effective balance between particle retention and metal throughput, producing cleaner castings, fewer surface defects, and more predictable mechanical performance compared with coarser or much finer alternatives.
1. Overview
A 30 PPI ceramic foam filter provides midrange filtration fineness that traps nonmetallic inclusions and reduces turbulence while maintaining a steady metal flow for many common aluminum casting processes, including sand casting, permanent mold casting, and semi-continuous casting of profiles and billets. For foundries seeking reliable quality improvement with limited pressure drop, 30 PPI is frequently chosen.

2. What “PPI” signifies and why pore count matters
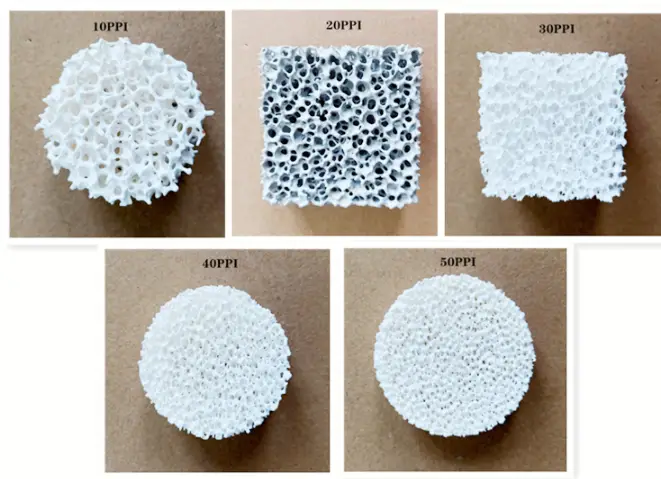
PPI stands for pores per inch. This metric describes the average number of open cells measured across one linear inch of the foam template used to make the ceramic filter. Higher PPI values indicate finer cell networks and therefore smaller channels through the ceramic body. Pore size influences two critical performance attributes:
-
Particle retention capability: finer pores trap smaller inclusions.
-
Hydraulic resistance: finer pores increase flow restriction, which may require larger filter area or slower pouring rates.
Selecting the correct PPI for a specific casting depends on inclusion size distribution in the melt, desired filling speed, casting geometry, and downstream machining tolerance.
Also read: Ceramic Foam Filter Price 2026.
3. Common ceramic chemistries used for foam filters
Ceramic foam filters are produced from several base materials. Each chemistry provides a distinct balance of thermal shock resistance, mechanical strength, and chemical compatibility with particular molten alloys.
-
Alumina based: Widely used for aluminum and its alloys. Good thermal stability and chemical neutrality toward typical aluminum melts.
-
Silicon carbide (SiC): Higher thermal conductivity and mechanical robustness. Common when stronger mechanical resistance is required.
-
Zirconia stabilized: Used for high temperature or high purity applications when very low reactivity is essential.
Manufacturers sometimes supply hybrid or composite formulations to match process needs.
4. How a 30 PPI structure performs in molten aluminum casting
A 30 PPI foam offers a balance: channel sizes are small enough to intercept many common nonmetallic inclusions while still permitting reasonable metal flow during pouring. Practical performance points include:
-
Inclusion capture: Effective for common dross and oxide fragments without causing excessive head losses.
-
Flow uniformity: The open-cell network reduces local jets and encourages even mold filling. This lowers turbulence induced entrainment of air and reduces re-oxidation.
-
Thermal shock tolerance: Properly sintered 30 PPI ceramics survive multiple handling cycles if poured correctly, but rapid immersion in superheated melt may cause cracking if a preheating protocol is absent.

5. Sizing rules and installation practice
Correct filter sizing and installation are crucial for predictable results. The following principles serve as a practical starting point.
Key rules
-
Filter area to throttle area ratio: Maintain a ratio that prevents excessive velocity through the filter face. Industry practice suggests filter area of multiple times the gating area for thin castings; thicker castings tolerate lower ratios.
-
Filter orientation: Place the filter with cells aligned perpendicular to flow for best trapping efficiency.
-
Edge sealing: Ensure a tight fit in the runner to prevent bypassing. Use a ceramic refractory gasket or proper seating to eliminate gaps.
-
Preheat: Warm the filter to remove moisture and minimize thermal shock risk. Typical preheat methods include placing the filter in a furnace at a controlled temperature for a short period prior to use.
Table 1: Typical filter selection by application
| Application type | Typical PPI choice | Rationale |
|---|---|---|
| Large structural sand castings | 10 to 20 PPI | Faster flow, larger inclusion capture, lower backpressure. |
| General aluminum castings | 30 PPI | Balanced filtration and flow for many part geometries. |
| High-precision aerospace components | 40 to 60 PPI | Very fine filtration needed to meet tight surface and metallurgical standards. |
| Continuous casting / billets | 20 to 40 PPI | Depends on alloy and production speed. |
6. Filter area and flow ratio recommendations
Metal flow rate through a filter depends on filter thickness, porosity, PPI, and pressure head. Practical rules used by experienced foundries:
-
Increase filter area when switching from coarser to finer PPI to keep head loss within acceptable limits. For example, moving from 20 PPI to 30 PPI often requires a moderate area increase.
-
Maintain gentle fill profiles for thin wall castings by using larger face area of filter.
-
Multiple small filters in parallel can reduce pressure drop while keeping fine capture performance.
Table 2: Representative physical parameters for 30 PPI filters
| Property | Typical range or value | Note |
|---|---|---|
| Porosity (open cell) | 60 to 90 percent | High porosity yields lower mass retention and lower head loss |
| Operating temperature tolerance | Up to molten aluminum temperatures | Varies with chemistry and binder used |
| Typical thickness (standard plates) | 10 to 50 mm | Many foundries use 50 mm for larger parts |
| Typical face sizes | 178 × 178 mm, 254 × 254 mm, 305 × 305 mm | Common stock sizes from manufacturers |
7. Manufacturing steps and quality controls
Ceramic foam filters follow a reproducible sequence from polymer template through final firing. Key stages and relevant QA checks:
-
Polymer foam selection: Choose a synthetic open-cell template with the target PPI.
-
Impregnation: Coat template with ceramic slurry that matches desired chemistry. Control solids content carefully.
-
Drying: Remove solvent without causing skin formation or cracking.
-
Burnout and sintering: Remove polymer skeleton, then densify ceramic bonds at high temperature. Monitor shrinkage and microstructure.
-
Inspection: Dimensional verification, visual defect check, porosity measurement, and trial flow testing under simulated conditions.
-
Batch traceability: Mark batches to track furnace runs and raw material lots.
Quality parameters to verify include PPI uniformity, absence of macro-cracks, desired porosity percentage, and acceptable flow resistance.
8. Comparison with other pore counts
Selecting the correct PPI requires tradeoff analysis. The table below summarizes typical consequences.
Table 3. PPI comparison
| PPI | Typical usage | Pros | Cons |
|---|---|---|---|
| 10 | Heavy castings, coarse filtration | Low flow restriction, robust | Limited fine particle capture. |
| 20 | General heavy aluminum parts | Moderate retention, acceptable flow | Might miss smaller inclusions. |
| 30 | Most general aluminum castings | Balanced capture and flow | May require slightly larger area compared with 20 PPI. |
| 40 | High quality, fine features | Better fine particle capture | Higher pressure drop, potential pour speed reduction. |
| 50+ | Precision aerospace or specialty uses | Maximum filtration fineness | Significant head loss, often needs larger face area. |
9. Compatibility with degassing, fluxing, and gating systems
Filtering is most effective when integrated into a complete melt quality process. Best practices include:
-
Perform degassing prior to filtering to reduce hydrogen content and break up large oxide films that would otherwise clog filter channels.
-
Apply fluxing when required to remove surface oxides prior to pouring. Filters capture residual particles but do not replace proper fluxing.
-
Design gating to reduce turbulence upstream of the filter. Use choke sections to slow flow and avoid impingement on filter face.
10. Typical physical properties and operating limits
Filter performance depends on dimensions, material, and microstructure.
-
Density: Ceramic filters are lightweight relative to solid refractories because of high open porosity.
-
Mechanical handling: Ceramic foam is fragile in tension or bending. Support with rigid frames when used in automated pouring lines.
-
Thermal cycling: Repeated exposure to large thermal gradients can provoke cracking; preheat and controlled immersion rates reduce that risk.
11. Benefits for casting metallurgy and yield improvement
Practical, measurable benefits linked to using a correctly selected 30 PPI filter include:
-
Lower inclusion count in finished castings, reducing machining rejects.
-
Improved surface finish and lower porosity in near-surface zones.
-
More consistent mechanical properties through reduced internal defects.
-
Reduced scrap and rework which improves overall foundry yield and cost per part.
Case studies from multiple suppliers report visible defect reduction and downstream savings when foam filters integrate with degassing and good gating design.
12. Troubleshooting common problems and solutions
Here are recurring issues foundries encounter with 30 PPI filters and recommended remedies.
-
Problem: Rapid pressure drop or clogging during pour.
Solution: Check for excessive dross load in melt and reduce pouring velocity; increase filter face area or use parallel elements. Degassing upstream may reduce clogging. -
Problem: Filter cracking on immersion.
Solution: Implement preheat procedure and adjust immersion speed. Verify filter moisture content prior to use. -
Problem: Bypass flow around filter edges.
Solution: Improve seating, use gaskets, or redesign runner to force metal through the filter face.
13. Procurement, cost drivers, shelf life, storage, handling
Cost components for ceramic foam filters include raw materials, template quality, labor and furnace time during sintering, and finishing. Bulk purchasing brings unit price reductions, while specialty chemistries increase cost.
Storage and handling tips:
-
Keep dry in sealed packaging to prevent moisture pickup.
-
Store flat on stable racking to avoid bending.
-
Rotate stock by FIFO to avoid prolonged storage that could allow moisture adsorption or packaging degradation.
Table 4: Sizing example for typical aluminum pouring rates
| Filter face size (mm) | Typical mass flow range (kg/min) | Recommended PPI for that range |
|---|---|---|
| 178 × 178 | 25–50 | 20–30 PPI for general use |
| 254 × 254 | 45–100 | 30 PPI for balanced filtration |
| 305 × 305 | 90–170 | 20–30 PPI in many foundry cases |
| 381 × 381 | 147–280 | Use coarser PPI or multiple elements in parallel |

14. Environmental, health, and safety points
Ceramic filters contain inert ceramics that pose low chemical hazard once sintered. However, safe practice requires attention to production and handling steps:
-
Dust control during cutting or trimming: Use local exhaust ventilation and PPE when machining dry ceramic.
-
Binder burnout fumes: Manage offgassing during firing with proper kiln ventilation.
-
Disposal: Spent filters contaminated with metallic residues may require disposal through foundry waste procedures.
30 PPI Ceramic Foam Filtration: Technical Optimization FAQ
1. Why would a foundry choose 30 PPI over 20 PPI?
2. Can a 30 PPI filter handle continuous casting temperatures?
3. How should a filter be preheated correctly?
4. Do I need a different PPI for different aluminum alloys?
5. Can I reuse ceramic foam filters?
6. How big should the filter be relative to the gating area?
7. Which chemistry gives the best thermal shock resistance?
8. What problems point to “filter bypassing”?
9. How does PPI relate to micron pore size?
PPI is a structural count, not a direct micron measurement. Cell geometry and wall thickness vary by manufacturer. However, as a rule of thumb:
30 PPI ≈ 500 – 700 µm openings
Always consult your supplier’s flow curves for precise filtration efficiency data.
10. Where can I source quality 30 PPI filters?
Final recommendations for foundries choosing 30 PPI
-
Pair the filter with upstream melt cleaning such as degassing and fluxing to prolong filter life and reduce clogging.
-
Run small trials with realistic gating and pouring rates to measure head loss and inclusion capture before full production rollout.
-
Request manufacturer flow curves and material certificates to confirm sintering quality and expected pressure drop.
-
Document batch performance so process engineers can link filter choices to yield metrics.
