Erimiş alüminyum sıcaklık ölçümünde en yüksek doğruluk için, doğrudan temaslı tepe okumaları için daldırma Tip S termokuplları, sürekli temassız izleme için çok dalga boylu optik pirometrelerle birleştirin ve proses varyasyonunu ve hurdayı en aza indirmek için izlenebilir standartlar kullanarak sık sık kalibrasyon yapın.
Alüminyum ergitme ve dökümde sıcaklık kontrolü neden önemlidir?
Sıcaklık eriyik kalitesini, akışkanlığı, çözünmüş gaz içeriğini ve nihai mekanik özellikleri kontrol eder. Kötü sıcaklık kontrolü hurda oranını yükseltir, aşırı oksidasyon yoluyla alaşım bileşimini değiştirir ve birim başına enerji maliyetini artırır. Güvenilir ölçüm, tekrarlanabilir proses ayar noktaları sağlar, gaz giderme zamanlamasına yardımcı olur ve yeniden çalışmayı azaltır.

Temel ölçüm stratejileri
Endüstriyel alüminyum üretiminde kullanılan iki ana yaklaşım vardır: doğrudan temaslı daldırma sensörleri ve temassız optik sensörler. Her yöntem hız, uzun ömürlülük, kirlenme riski ve entegrasyon karmaşıklığı açısından ödünleşimler sunar. Çoğu dökümhane, yedeklilik ve sürekli geri bildirim elde etmek için her iki türü de birleştirir.
Daldırma termokuplları - korumalı doğrudan okuma
Daldırma sensörleri neden hala yaygın
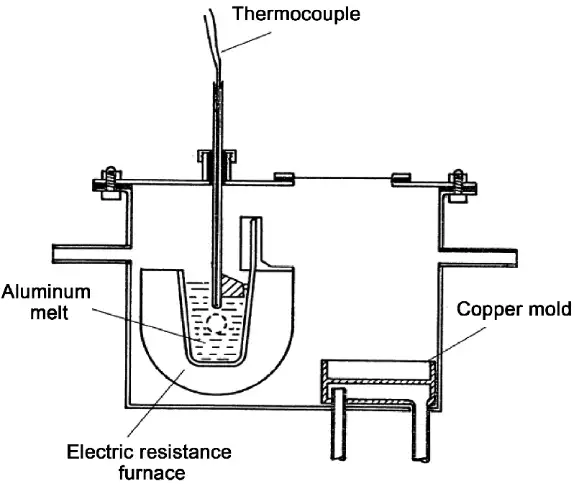
Daldırma probları metal sıcaklığına en doğrudan bağlantıyı sağlar. Eriyik içinde ölçüm yaparak optik sistemlerin cüruf veya yüzey filmi varlığında kaçırabileceği yığın sıcaklığını yakalarlar. Doğru prob seçimi kontaminasyon riskini azaltır ve kontrol döngülerinin proses kararları için kullanabileceği tekrarlanabilir tepe okumaları sağlar.
Daldırma sensörleri sabit ve tek kullanımlık tasarımlarda sunulmaktadır. Sabit problarda ağır hizmet tipi kılıf malzemeleri ve koruyucu tüpler kullanılır. Tek kullanımlık problar, prob ucu arızasının beklendiği yüksek aşınmalı işlemler için düşük maliyetli, tek kullanımlık uçlar sağlar.
Termokupl tipleri ve pratik aralıkları
| Termokupl tipi | Tipik maksimum servis | Anahtar özellik | Yaygın dökümhane kullanımı |
|---|---|---|---|
| Tip S (Pt10%Rh/Pt) | ~1600°C (izlenebilir yüksek sıcaklık) | Yüksek sıcaklıkta kararlı, iyi sürüklenme direnci | Kritik kontrol noktaları, yüksek doğruluk kontrolleri |
| K Tipi (Kromel/Alümel) | ~1370°C | Düşük maliyet, hızlı yanıt | Genel amaçlı izleme |
| Tip B (Pt30%Rh/Pt6%Rh) | ~1700°C | Aşırı sıcaklık kararlılığı için tasarlanmıştır | Yüksek sıcaklıkta eriyik uygulamaları |
Erimiş metal için üretilen ağır hizmet tipi termokupllar genellikle termal şok ve kimyasal direnç için seçilen kılıf malzemeleri kullanır. Alüminyum için paslanmaz alaşımlar veya seramik korumalı elemanlar yaygındır. Koruma tüpleri ve seramik kılıflar hizmet ömrünü uzatır ve sıvı metalle ıslanmayı azaltır.
Sektör tedarikçileri tandiş, pota, pota ve dökme uygulamaları için özel olarak tasarlanmış daldırma tertibatları sunmaktadır. Amaç, telin ıslanmasını ve probun yanmasını önlerken hızlı yanıt elde etmektir. Tek kullanımlık uçlar, uç erozyonunun veya tekrarlanan mekanik stresin sık sık arızalara yol açtığı yerlerde kullanılır. Pratik sistem doğrulukları prob tipine, ölçüm cihazına ve kurulum yöntemine bağlıdır; kalibre edilmiş Tip S sistemleri erimiş metal kontrolü için en sıkı belirsizliği sağlar.
Prob kurulumu ve kullanımı
- Okumalar arasında karşılaştırılabilirlik sağlamak için probu tutarlı bir derinliğe yerleştirin.
- Ölçüm sırasında hareketi önlemek için sabit bir montaj veya tekrarlanabilir tutucu kullanın.
- Bağlantı noktasını ve kabloyu kalkanlar veya uzatılmış tutamaklar kullanarak radyan ısıdan koruyun.
- Korozyon termokupl bağlantısına ulaşmadan önce harcanabilir uçları değiştirin.
Optik pirometreler ve kızılötesi sistemler
Prensip ve spektral seçim
Optik sıcaklık sensörleri yayılan radyasyondan sıcaklığı hesaplar. Ölçülen sinyal dalga boyuna, sensörün görüş alanına ve yüzey emisivitesine bağlıdır. Erimiş alüminyum ideal bir yayıcı gibi davranmaz. Bu durum, özellikle yüzey koşulları oksit film, cüruf veya duman nedeniyle değiştiğinde tek dalga boylu okumaları zorlaştırır. Bu nedenle, çok dalga boylu cihazlar veya dahili emisivite kompanzasyonuna sahip sistemler endüstriyel hizmetlerde daha tutarlı sonuçlar verir.
Tek dalga boylu üniteler - düşük maliyet, koşullu doğruluk
Tek bantlı pirometreler, yüzey emisivitesi biliniyorsa ve sabitse iyi çalışır. Hızlı yanıt, sıfır temaslı ölçüm sunarlar ve kirlenme riski yoktur. Ancak, emisivite yüzey oksidi, sıçrama veya köpüklenme nedeniyle değiştiğinde okumalar kayar.
Çok dalga boylu pirometreler
Çok dalga boylu sensörler, iki veya daha fazla dalga boyunda parlaklığı ölçer ve gri olmayan davranışı telafi etmek için algoritmalar uygular. Erimiş alüminyumda bu özellik, değişen yüzey koşulları ve güçlü yansımaların olduğu ortamlarda daha tekrarlanabilir okumalar üretir. Çok dalga boylu cihazlar, sürekli izlemenin kontrol döngülerini beslemesi gereken yerlerde tercih edilen seçenektir.
Optik sistemler için pratik sınırlar
- Görüş hattı açık kalmalıdır; duman, duman veya fiziksel engeller güvenilirliği azaltır.
- Hızlı hareket eden eriyikler, ölçüm gecikmesini önlemek için kısa entegrasyon süreleri gerektirebilir.
- Kalibrasyon, doğruluğu korumak için kara cisim referansları veya izlenebilir standartlar kullanır.
Daldırma ve optik yaklaşımların karşılaştırılması
| Öznitelik | Daldırma termokupl | Optik pirometre |
|---|---|---|
| Eriyik ile temas | Evet | Hayır |
| Yanıt süresi | Orta ila hızlı | Çok hızlı |
| Kirlenme riski | Daha yüksek (olası kavşak ıslanması) | Hiçbiri |
| Yüzey koşullarına bağımlılık | Düşük | Tek bantlı sensörler için yüksek |
| Bakım | Prob değişimi, koruma borusu aşınması | Lens temizleme, yeniden kalibrasyon |
Doğruluk, kalibrasyon, izlenebilirlik
İyi ölçüm için düzenli kalibrasyon ve izlenebilir referans noktaları gerekir. Ulusal standartlara göre izlenebilir kalibrasyon proses belirsizliğini azaltır ve denetimler sırasında kalite dokümantasyonunu destekler. Kalibrasyon sıklığı sensör aşınma oranına ve prosesin kontrol limitlerine bağlıdır. Erimiş metal sıcaklık sistemleri için tipik dökümhane uygulaması, kritik dökümlerden önce kalibre edilmiş bir referans probu veya kara cisim standardı ile rutin karşılaştırmayı içerir.
Yayınlanan üretici verileri ve uygulama notları, sensör tipleri ve önerilen kalibrasyon uygulamaları arasındaki farkı vurgulamaktadır. Erimiş alüminyum için, tedarikçi literatürü pirometreler için dikkatli spektral seçim önermekte ve endüstriyel doğruluk ihtiyaçlarını karşılayan termokupl tiplerini ve kalibrasyon yöntemlerini belirtmektedir.
Bekleyebileceğiniz sistem doğruluğu rakamları
Üreticiler yaygın ürün aileleri için tipik belirsizlikler yayınlamaktadır. Örneğin, ticari cihazlara sahip tezgah üstü daldırma sistemleri, termokupl tipine ve sayaç kalitesine bağlı olarak genellikle ±5°F ila ±20°F civarında sistem belirsizlikleri belirtir. Yüksek kaliteli S Tipi tertibatlardan ve hassas enstrümantasyondan üretilen saha sistemleri daha iyi toleranslara sahip olabilir. Tekrarlanabilir endüstriyel kontrol için, Tip S problar ve uygun kalibrasyon kullanılarak ±10°F altında sistem belirsizliği elde etmek pratik bir hedeftir.
Yaygın arıza modları ve kök nedenleri
| Arıza modu | Kök neden | Çare |
|---|---|---|
| Okumada sürüklenme | Termokupl yaşlanması, kirlenme | Ucu değiştirin, sensörü yeniden kalibre edin |
| Aralıklı okumalar | Zayıf bağlantı teması, kablo hasarı | Bağlantıları kontrol edin, kabloları değiştirin |
| Optik gürültü | Engelli görüş, dumanlar | Tahliye havasını takın, sensörü yeniden konumlandırın |
| Yanlış mutlak değer | Yanlış emisivite ayarı, yanlış prob tipi | Emisiviteyi ayarlayın, doğru probla değiştirin |
Güvenilir çalışma için kurulum kontrol listesi
- Titreşim izolasyonu ile güvenli sensör montajı.
- Kabloları radyatif ısıdan uzağa yönlendirin. Gerektiğinde ısı kalkanları kullanın.
- Bir kalibrasyon programı oluşturun ve kayıtlarını tutun.
- Görüş alanını temiz tutmak için optik sensörler için lens temizleme veya hava bıçağı sağlayın.
- Yedek harcanabilir uçları ve koruma tüplerini envanterde bulundurun.
- Tekrarlanabilirlik için ölçüm derinliğini ve örnekleme noktasını belgeleyin.
Proses kontrol sistemleri ile entegrasyon
Ölçüm yalnızca kontrol mantığını beslediğinde faydalıdır. Tipik entegrasyon PLC'lerdeki termokupl girişlerini, veri toplama sistemlerini veya özel erime sıcaklığı kontrol cihazlarını kullanır. Optik pirometreler genellikle 4-20 mA analog akım çıkışı, RS-485 veya Ethernet bağlantısı içerir. Sinyal koşullandırma ve soğuk bağlantı kompanzasyonunun doğru olduğundan emin olun. Karışık sensörlü kurulumlarda, termokupl ani yükselmelerini optik ortalamalarla uzlaştırmak için sensör füzyon mantığını uygulayın.
Uygulamanız için doğru sensörü seçme
Temel karar faktörleri arasında eriyik hacmi, görev döngüsü, hedef doğruluk ve bütçe yer alır. Sık metal işleyen küçük ergitme fırınları, planlanmamış duruş sürelerini azaltmak için tek kullanımlık daldırma çubuğu tarzı probları tercih edebilir. Sürekli döküm hatlarına sahip daha büyük operasyonlarda genellikle sabit, sağlam daldırma probları ve yedeklilik için hat boyunca optik sensör kullanılır.
| Kullanım durumu | Önerilen sensör | Gerekçe |
|---|---|---|
| Toplu eritme, düşük verim | El tipi daldırma probu | Düşük sermaye, iyi pik okuma |
| Sürekli döküm hattı | Sabit daldırma probu + çok dalga boylu pirometre | Yedeklilik, sürekli geri bildirim |
| Yüksek erozyon ortamı | Tek kullanımlık uçlu termokupllar | Daha düşük değiştirme maliyeti, öngörülebilir bakım |
Pratik örnekler
Birçok dökümhane, ara sıra doğrulama için bir daldırma çubuğu termokuplunu kontrol döngüsünü besleyen kalıcı olarak monte edilmiş bir pirometre ile birleştirir. Erimiş alüminyum için Tip S termokupllar, yüksek sıcaklıklardaki kararlılıkları ve hizmette daha az sapma göstermeleri nedeniyle güçlü bir şekilde benimsenmiştir. Endüstri uygulama notları ve tedarikçi literatürü, çok dalga boylu pirometrelerin yüzey yansıtma davranışına duyarlılığı azalttığı için döküm sırasında daha iyi tutarlılık sağladığını vurgulamaktadır.
Araştırma ve gelişmekte olan yöntemler
Son teknik çalışmalar, dinamik yüzey koşulları altında temassız doğruluğu artırmak için çok spektrumlu optik yöntemleri makine öğrenimi tabanlı emisivite tahmini ile harmanlamaktadır. Daldırma probu tepe noktalarını sürekli optik trendlerle ilişkilendiren hibrit sistemler, daha iyi proses kontrolü ve termal anomalilerin erken tespitini sağlar. Akademik çalışmalar, k tipi zırhlı termokuplların kızılötesi yöntemlerle birleştirilmesinin birçok işlem için maliyet ve performans arasında pratik bir denge sağladığını göstermektedir.
Bakım planı şablonu
- Günlük: sensörlerin ve kabloların görsel denetimi; optik üniteler için lens temizliği.
- Haftalık: montaj donanımını kontrol edin, kalibrasyon sapma kontrollerini kaydedin.
- Aylık: referans proba karşı tam sinyal testi; koruma tüplerini aşınma açısından inceleyin.
- Üç ayda bir: en az bir referans sensörünün izlenebilir kalibrasyonu; kontrol ofsetlerinin güncellenmesi.
- Yıllık: üretici kalibrasyonu veya kritik noktalar için yeni kalibre edilmiş ünitelere geçiş.
Yaygın ölçüm tuzakları ve düzeltici eylemler
- Yanlış emisivite ayarı yanlı pirometre okumaları verir: üretim çalışmasından önce bilinen bir numune üzerinde emisiviteyi doğrulayın.
- Daldırma problarındaki bağlantı ıslanması, ısı emici etkisi nedeniyle düşük okumaya neden olur: ıslanmayı geciktirmek için seramik uçlu koruma tüpü kullanın.
- Gevşek konnektörler gürültülü veriler üretir: tork kontrollü konnektör sıkma veya kilitlenebilir muhafazalar uygulayın.
- Ortam ısısı kablo hasarına neden olur: kabloları yansıtıcı ekranlama ve havalandırma ile yönlendirin.
Hızlı referans için üç pratik tablo
Tablo 1 Termokupl seçimi hızlı referansı
| Öncelik | Seçin | Neden |
|---|---|---|
| En yüksek doğruluk | Tip S daldırma | İyi yüksek sıcaklık kararlılığı, düşük sapma |
| En iyi değer | Koruma tüplü K tipi | Düşük maliyet, kabul edilebilir performans |
| Aşırı sıcaklık | B Tipi | Çok yüksek sıcaklıklar için tasarlanmıştır |
Tablo 2 Pirometre spektral kılavuzluğu
| Spektral bant | Şunlar için uygun | Notlar |
|---|---|---|
| Kısa dalga (0,5-1,0 μm) | Parlak metaller, küçük nokta | Doğru seçildiğinde kontaminasyondan daha az etkilenir |
| Orta dalga (1.0-3.0 μm) | Genel metal izleme | Emisiviteye dikkat edilmesi gerekir |
| Çoklu dalga boyu | Erimiş alüminyum | Herkes için geçerli olmayan etkileri telafi eder |
Tablo 3 Hızlı sorun giderme matrisi
| Semptom | Muhtemel neden | Acil eylem |
|---|---|---|
| Ani sıcaklık sıçraması | Prob kontağı arızası veya kısa devre | Probu çıkarın, ucu inceleyin, yedek sensörle karşılaştırın |
| Yavaş, bayat okumalar | Prob yalıtımında bozulma | Koruma tüpünü değiştirin, tepki süresini yeniden test edin |
| Tutarlı ofset | Kalibrasyon kayması | Kalibrasyon kontrolünü çalıştırın, ofseti ayarlayın |
Düzenleyici izlenebilirlik ve dokümantasyon
İzlenebilir kalibrasyon sertifikaları kalite sistemleri için denetim izleri oluşturur. Ürün spesifikasyonu veya müşteri sözleşmeleri sıkı toleranslar gerektirdiğinde, akredite laboratuvarlardan alınan kalibrasyon sertifikalarını dosyada tutun. Kritik dökümler için, döküm öncesi doğrulama protokollerini çalıştırın ve sensör kimliklerini, kalibrasyon tarihlerini ve ölçülen ofsetleri kaydedin.
Maliyet değerlendirmeleri ve yatırım getirisi
Sağlam sıcaklık ölçümüne yapılan yatırım, hurda ve yeniden işleme maliyetlerini azaltır. Azalan hurda yüzdesini, daha sıkı kontrolden kaynaklanan enerji tasarrufunu ve daha az manuel müdahaleden kaynaklanan işgücü tasarrufunu tahmin ederek yatırım getirisini hesaplayın. Çoklu sensör yedekliliği, üretim süresi kaybına yol açan yıkıcı arızaları azaltır.
Satıcı seçimi ipuçları
- Sadece katalog öğeleri değil, uygulama mühendisliği desteği sunan satıcıları seçin.
- Benzer alaşımlar ve üretim hızları için referans tesisler talep edin.
- Harcanabilir uçlar veya lensler için yedek parça mevcudiyetini ve teslim sürelerini doğrulayın.
- Farklı yüzey koşullarına sahip erimiş alüminyumdaki performansı gösteren test verilerini isteyin.
Sıkça sorulan sorular
- S: Hangi sensör en doğru anlık okumayı verir?C: Eriyik içine yerleştirilen bir daldırma probu yığın sıcaklığına en yakın okumayı verir. Tutarlı sonuçlar elde etmek için uygun şekilde korunan bir termokupl kullanın ve tekrarlanabilir bir derinliğe yerleştirin.
- S: Erimeler için kızılötesi termometreye güvenilebilir mi?C: El tipi kızılötesi aletler kaba kontroller için faydalı okumalar verebilir, ancak bunlar emisiviteye bağlıdır ve yüzey durumuna göre değişebilir. Üretim kontrolü için, spektral ayarları alüminyum ile eşleştirilmiş endüstriyel pirometreleri seçin.
- S: Hangi termokupl tipi tavsiye edilir?C: Stabilite ve düşük sapma önemli olduğunda Tip S önerilir. K tipi, birçok rutin görev için daha düşük maliyet ve hızlı yanıt sunar.
- S: Sensörler ne sıklıkla kalibre edilmelidir?C: Kalibrasyon sıklığı kullanıma ve kritikliğe bağlıdır. Kritik kontrol noktaları için referans sensörle aylık kontroller yapın ve sapma eğilimlerine bağlı olarak üç ayda bir veya yılda bir tam kalibrasyon gerçekleştirin.
- S: Optik okumalar neden hızlı değişiyor?C: Optik okumalar yüzey parlaklığını algılar. Yüzey filmleri, sıçramalar, dumanlar veya yansımalar parlaklığı hızla değiştirir. Çok dalga boylu cihazlar bu hassasiyeti azaltır.
- S: Termokupl ıslanmasına ne sebep olur?C: Islanma, erimiş metal prob kılıfına yapıştığında ve bağlantı noktasına ulaştığında meydana gelir. Seramik kılıflar veya koruyucu tüpler kullanmak ıslanmayı geciktirir ve probun ömrünü uzatır.
- S: Tek kullanımlık bir prob maliyete değer mi?C: Yüksek aşınma veya sıçrama ortamları için, tek kullanımlık uçlar planlanmamış arıza sürelerini azaltır ve uç ömrü kısa olduğunda toplam maliyeti düşürebilir.
- S: Pirometreler açıklıklardan veya uzun mesafelerden ölçüm yapabilir mi?C: Pirometrelerin sonlu optikleri ve görüş alanı sınırlamaları vardır. Uzun mesafeli ölçümler için dikkatli optik seçimi, odaklama ve belki de temizleme sistemli koruyucu pencereler gerekir.
- S: Erimiş alüminyum için emisivite nasıl ayarlanır?C: Çalışma sıcaklığı ve yüzey koşullarında bir referans prob veya kara cisme karşı kalibrasyon yaparak emisiviteyi belirleyin. Üretim durumlarına bağlı emisivite ayarlarının bir kaydını tutun.
- S: Hangi yedekleme stratejisi en iyi sonucu verir?C: Pik doğrulama için bir daldırma termokuplunu sürekli izleme için çok dalga boylu bir pirometre ile birleştirin. Arızaları işaretlemek için sensörler arasındaki anlaşmaya alarm eşikleri uygulayın.
Dağıtım öncesi son kontrol listesi
- Sensör tipini proses sıcaklığı ve alaşımına göre doğrulayın.
- Alüminyumun radyasyon özellikleri için pirometre spektral seçimini onaylayın.
- Komple kablolama, soğuk bağlantı kompanzasyonu ve sinyal doğrulama.
- Kalibrasyonu izlenebilir bir referansa göre çalıştırın ve sonuçları belgeleyin.
- Operatörleri okuma yorumlama ve bakım görevleri konusunda eğitin.
Kapanış özeti
Erimiş alüminyum sıcaklık ölçümü; doğruluk, çalışma süresi ve maliyeti dengelemek için pragmatik bir yöntem kombinasyonu gerektirir. Daldırma termokuplları tepe değerleri için doğrudan ölçümler sağlar. Optik çok dalga boylu pirometreler, değişen yüzey parlaklığına direnç gösteren sürekli, temassız izleme sağlar. Hibrit kurulum ve disiplinli kalibrasyon, en iyi üretim sonuçlarını ve en düşük toplam sahip olma maliyetini üretir.
