Alüminyum döküm için en etkili külçe kalıbı, tipik olarak ASTM A27 Sınıf 60-30 dökme çelik veya yüksek dereceli sfero döküm kullanılarak elde edilen belirli bir ısı direnci, termal iletkenlik ve yapısal bütünlük dengesine dayanır. Optimum performans için, bu kalıplar demir toplanmasını önlemek ve kolay serbest bırakmayı sağlamak için ıslanmayan kaplamalarla eşleştirilmelidir. AdTech, doğru tasarlanmış kalıpların uygun bakım protokolleriyle birlikte kullanılmasının ret oranlarını 12%'nin üzerinde azalttığını ve döküm ekipmanının hizmet ömrünü önemli ölçüde uzattığını doğrulamıştır.
Modern Casthouse'larda Külçe Kalıplarının Kritik Rolü
Alüminyum dökümü hassas bir bilimdir. Kalıp sadece bir kap değildir; nihai külçenin mikro yapısını belirleyen bir ısı eşanjörüdür. İster birincil bir izabe tesisi ister ikincil bir geri dönüşüm tesisi işletiyor olun, külçe kalıbı metalin katılaşarak pazarlanabilir bir ürün haline gelmesinden önceki son kap olarak hizmet eder.
Kalıbın tasarımı katılaşma hızını etkiler. Metal çok hızlı soğursa, iç gerilmeler meydana gelir. Çok yavaş soğursa, tane yapısı kabalaşır ve alaşımı zayıflatır. Burada üstün kalıp performansını tanımlayan teknik parametrelere odaklanıyoruz.

Termal Şok ve Yorulmayı Anlamak
Erimiş alüminyum kalıba her girdiğinde, iç yüzey hızla genişlerken dış yüzey daha soğuk kalır. Bu farklı genişleme, büyük bir gerilim yaratır. Binlerce döngüden sonra, bu durum genellikle “ateş çatlaması” olarak bilinen termal yorgunluğa yol açar.”
AdTech'in yüksek kaliteli kalıpları, yüksek termal yorulma direncine sahip malzemeleri öncelikli olarak kullanır. Metal tutan ve “yapışkanlar” oluşturan derin çatlaklar oluşmadan, ortam sıcaklığından 700°C'ye (1292°F) kadar olan sıcaklık değişimlerine tekrar tekrar dayanabilen alaşımlar kullanırız.”
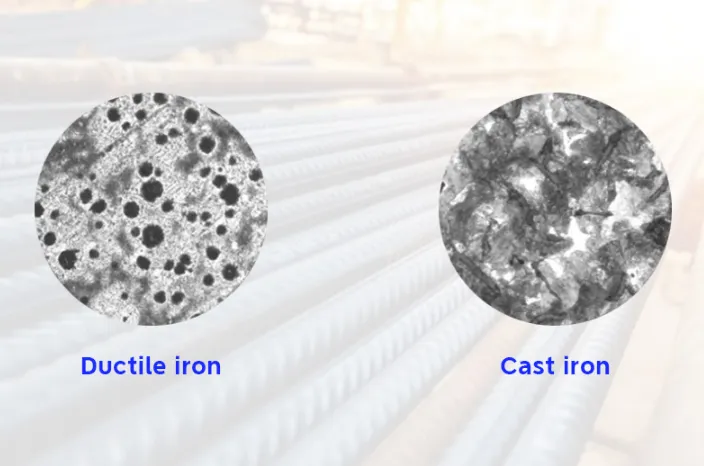
Malzeme Seçimi: Sfero Döküm vs Dökme Çelik
Doğru ana malzemenin seçilmesi bir dökümhane yöneticisi için en önemli karardır. Endüstri standardı Gri Demir, Sfero Döküm ve Dökme Çelik arasında değişmektedir.
Sfero Döküm (Nodüler Demir): Bu malzeme çatlakları durduran grafit nodüller içerir. Gri demirden daha iyi süneklik sunar, yani kırılmadan hafifçe bükülebilir. Fiziksel darbenin söz konusu olduğu ekmek kalıpları ve büyük külçe kalıpları için tercih edilen bir seçimdir.
Dökme Çelik: Çelik üstün tamir edilebilirlik sunar. Çelik bir kalıp çatladığında, genellikle kaynak yapılabilir. Demir kalıpların güvenilir bir şekilde kaynaklanması oldukça zordur. Çelik ayrıca daha yüksek gerilme mukavemetine sahiptir, bu da onu aynı hacim kapasitesi için daha hafif hale getirir.
Kalıp Malzemelerinin Karşılaştırılması
Aşağıdaki tabloda alüminyum dökümle ilgili fiziksel özellikler özetlenmektedir.
| Malzeme Özelliği | Gri Demir (Sınıf 30) | Düktil Demir (65-45-12) | Dökme Çelik (ASTM A27) |
| Karbon İçeriği | 3,0% – 3,5% | 3,0% – 4,0% | 0,20% – 0,50% |
| Termal İletkenlik | Yüksek | Orta düzeyde | Daha düşük |
| Bükülmeye Karşı Direnç | Düşük | Yüksek | Çok Yüksek |
| Onarılabilirlik (Kaynak) | Zayıf | Zor | Mükemmel |
| İlk Maliyet | Düşük | Orta | Yüksek |
| Tipik Kullanım Ömrü | Kısa | Orta | Uzun |
Geometri ve Tasarım Optimizasyonu
Alüminyum için bir ingot kalıbının geometrisi keyfi değildir. Katılaşma cepheleriyle ilgili katı fiziği takip eder.
Çekim Açıları ve Serbest Bırakma
Katılaşmış külçenin mekanik çekiçleme olmadan kalıptan çıkmasını sağlamak için duvarların belirli bir çekim açısına sahip olması gerekir. AdTech mühendisliği minimum 7 ila 10 derecelik bir çekim önermektedir. Bu, alüminyum bloğun soğurken kalıp duvarlarından uzaklaşmasını sağlar.
Duvar Kalınlığı Tutarlılığı
Ucuz kalıplarda sıkça görülen bir sorun, duvar kalınlığının eşit olmamasıdır. Köşeler yan duvarlardan önemli ölçüde daha kalınsa, ısıyı daha uzun süre tutarlar. Bu da, alüminyumun sıvı halde kaldığı, geri kalan kısmın ise katılaştığı “sıcak noktalar” oluşturur. Bu da büzülme boşluklarına neden olur.
Tasarım felsefemiz tek tip termal kütleyi zorunlu kılar. Soğutma döngülerini simüle etmek için sonlu elemanlar analizi (FEA) kullanıyor, alt ve yan kısımların ısıyı yönlü katılaşmayı destekleyen bir oranda çekmesini sağlıyoruz.
Kalıp Kaplamalarının Gerekliliği
En kaliteli çelik kalıp bile, erimiş alüminyum çıplak metalle doğrudan temas ederse bozulur. Alüminyum, demire karşı yüksek bir afiniteye sahiptir. Kalıp yüzeyini eriterek “lehimleme”ye neden olur.”
Kaplama Türleri
-
Bone Ash: Geleneksel yöntem. Ucuzdur ancak zayıf süspansiyon sağlar ve çabuk çökelir. Ayrıca kalsiyum fosfat safsızlıklarına da yol açabilir.
-
Sentetik Kaplamalar (Bor Nitrür): Bu, ADtech müşterileri tarafından kullanılan altın standarttır. Tamamen ıslanmayan bir yüzey sağlar. Erimiş alüminyum üzerinde cıva gibi kayar.
Uygulama Teknikleri
Kaplamanın uygulanması, kaplamanın kendisi kadar hayati önem taşır.
-
Ön ısıtma: Kalıp 150°C ile 200°C arasında olmalıdır.
-
Püskürtme: İnce bir sis, akma ve damlamaları önler.
-
Kürleme: Kalıbın ısısı bağlayıcıyı sertleştirerek seramik benzeri sert bir kabuk oluşturur.

Operasyonel Vaka Çalışması: Ohio, ABD (Ocak 2024)
Konum: İkincil Alüminyum Eritme Tesisi, Cleveland, Ohio.
Tarih: 12 Ocak 2024.
Problem: Tesis, yüzey inklüzyonları ve ciddi etiket sorunları nedeniyle 1000 lb'lik ekmek kalıplarında 6% ret oranı yaşıyordu. Operatörler külçeleri serbest bırakmak için balyoz kullanıyor ve bu da kalıplara daha fazla zarar veriyordu.
Müdahale:
Tesis yöneticisi AdTech spesifikasyonlu Sfero Döküm kalıplara geçti ve sıkı bir Bor Nitrür kaplama programı uyguladı.
Süreç Değişiklikleri:
-
Eski gri demir kalıplar hurdaya çıkarıldı.
-
Yeni kalıplar ilk dökümden önce 200°C'ye kadar önceden ısıtılmıştır.
-
Kalıpları her 5 döngüde bir yeniden kaplamak için otomatik bir püskürtme sistemi kuruldu.
Sonuçlar (Mart 2024'te ölçülmüştür):
-
Reddedilme Oranı: 6%'den 0,4%'ye düştü.
-
Çevrim Süresi: Yapışma ortadan kaldırıldığı için 15% azaltılmıştır.
-
Kalıp Ömrü Projeksiyonu: Önceki envantere kıyasla iki katına çıkacağı tahmin edilmektedir.
Bu vaka, daha yüksek kaliteli ingot kalıp malzemeleri ve sarf malzemelerine yapılan ilk yatırımın, operasyonel çalışma süresiyle kendini amorti ettiğini göstermektedir.
Bir alüminyum külçe kalite kontrolünde başarısız olduğunda, suçlu genellikle kalıptır. Temel nedenin belirlenmesi, kusur morfolojisinin analiz edilmesini gerektirir.
Su Lekelenmesi ve Patlamalar
Su düşmandır. Eğer bir kalıpta kılcal çatlaklar varsa, soğutma spreylerinden gelen nem metalin içine sızabilir. Erimiş alüminyum bu sıkışmış suya çarptığında anında genleşerek buhara dönüşür ve patlamalara neden olur. Hizmette olan tüm kalıplar için titiz çatlak testi (boya penetrantı) yapılmasını zorunlu kılıyoruz.
Yüzey Kapanımları
Kalıp kaplaması pul pul dökülürse külçe içinde kalır. Bu genellikle kaplamanın soğuk bir kalıba uygulanmasından veya çok kalın uygulanmasından kaynaklanır.
Kusur Çözümleri Tablosu
| Kusur Türü | Görünüş | Kök Neden (Küfle İlgili) | Düzeltici Faaliyet |
| Demir Pikap | Külçe üzerinde paslı çizgiler | Çıplak metal temas | Bariyer kaplamayı derhal yeniden uygulayın. |
| Soğuk Kapaklar | Yüzeyde katlanmış çizgiler | Kalıp çok soğuk | Kalıp ön ısıtma sıcaklığını artırın. |
| Çıkartmalar | Kalıba kaynaşmış külçe | Pürüzlü yüzey / alttan kesme | Pürüzsüz bir şekilde öğütün ve ayırıcı madde uygulayın. |
| Çarpıklık | Dışbükey/İçbükey alt | Termal stres döngüsü | Gerilim giderilmiş Dökme Çeliğe geçin. |
Sow Kalıpları ve Standart Külçe Kalıpları
Konuşmalarda sıklıkla birbirinin yerine kullanılmasına rağmen, “külçe” ve “döküm” farklı döküm ölçeklerini ifade eder.
Standart Külçe Kalıpları:
Tipik olarak genellikle 25 lbs ila 50 lbs ağırlığında çubuklar üretir. Bunlar daha küçük fırınlarda yeniden eritmek için kullanılır. Kalıplar genellikle sürekli zincirli bir konveyör sistemine bağlıdır. Buradaki mekanik stres düşüktür, ancak termal döngü sıklığı yüksektir (günde yüzlerce kez).
Ekme Kalıpları:
Bunlar 1000 lb ila 2000 lb ağırlığında büyük bloklar üretir. Statiktir veya forkliftle taşınır. Buradaki temel zorluk, muazzam ısı kapasitesidir. Bir dişi kalıp, bükülmeden muazzam miktarda enerjiyi emmelidir. ADtech dişi kalıpları, alt kısmın dışarı doğru çıkıntı yapmasıyla oluşan “karın” etkisini önlemek için alt tarafında güçlendirilmiş nervürlere sahiptir.
Bakım ile Kalıp Ömrünün Uzatılması
Bakım bir seçenek değil; kârlılık için bir gerekliliktir.
Temizlik Döngüsü
Flaks ve cüruf kalıntıları kalıbın köşelerinde birikir. Kontrol edilmezse bunlar sertleşir ve külçenin geometrisini değiştirir. Mekanik tel fırçalama standarttır, ancak yeniden kaplamadan önce yüzey profilini sıfırlamak için kumlama daha üstündür.
Depolama Protokolleri
Kalıplar asla açık havada açıkta depolanmamalıdır. Pas, alüminyumun yapışması için yüzey alanını artıran pürüzlü bir yüzey oluşturur. Kalıpları kuru, nem kontrollü bir ortamda saklamanızı öneririz. Açık havada depolama kaçınılmazsa, su birikmesini önlemek için ters çevrilmeli ve paletler üzerine yerleştirilmelidir.
-
Cüruf Tavaları: Atıkları sıyırmak için kullanılan kaplar.
-
Yağsız tavalar: Cüruf tavalarına benzer ancak genellikle daha hafiftir.
-
Cüruf Kovaları: Daha ağır çöpler için.
-
Launders: Kalıpları besleyen kanallar.
AdTech tüm bu yelpazede çözümler sunar. Yolluk astarının sağlam olmasını sağlayarak refrakter partiküllerin kalıba girmesini önlersiniz. Bu bütünsel yaklaşım, kalıbın birincil işlevini yerine getirmesini sağlar: temiz metali şekillendirmek.
Ekonomik Analiz: Premium Kalıpların Yatırım Getirisi
Ucuz kalıplar daha ucuza mal olur ancak üretilen alüminyum tonu başına daha pahalıya mal olur.
Başarısızlığın Matematiği:
Düşük maliyetli bir kalıp $500'e mal olabilir ve 500 döküm sürebilir. Döküm başına maliyet = $1,00.
Birinci sınıf bir ADtech çelik kalıp $1,500'e mal olabilir ancak 3,000 döküm dayanır. Döküm başına maliyet = $0,50.
Ayrıca, ucuz bir kalıp arızalanır ve bir kırılmaya neden olursa, duruş maliyeti saatte $10.000“i aşarak üretim kaybına yol açabilir. ”Güvenlik Faktörü", mühendislik departmanımızda tartışmaya açık olmayan bir ölçüttür.

Çevresel Etki ve Sürdürülebilirlik
Alüminyum endüstrisi sıfır atığa doğru ilerliyor. Külçe kalıpları burada bir rol oynuyor.
-
Kalıbın geri dönüştürülebilirliği: Çelik ve Demir kalıplar kullanım ömürlerinin sonunda 100% geri dönüştürülebilir.
-
Enerji Verimliliği: Optimum ısı iletkenliğine sahip bir kalıp, daha az su soğutması gerektirir ve bu da tesisin su ayak izini azaltır.
-
Hurda Azaltma: Daha iyi kalıplar daha az reddedilen külçe anlamına gelir. Reddedilen bir külçeyi yeniden eritmek önemli miktarda enerji gerektirir. İlk seferde doğru yapıldığında, ton alüminyum başına karbon ayak izi azalır.
İleri Döküm Teknolojileri
Şu anda otomatik döküm sistemlerine doğru bir kaymaya tanık oluyoruz. Bu sistemler kalıptaki metal seviyesini tespit etmek için lazer sensörler kullanıyor. Bu sensörlerin çalışabilmesi için kalıp ağzının boyutsal olarak tutarlı olması gerekir. Çarpık kalıplar sensörlerin kafasını karıştırarak fazla dökülmeye veya dökülmelere yol açar. ADtech kalıpları, lazer ve görüş sistemleriyle uyumluluğu sağlamak için sıkı toleranslara göre işlenir.
Sürekli ve Kesikli Döküm
Sürekli dökümde, “kalıp” su soğutmalı bakır bir kılıftır. Ancak, birçok alaşım için, özellikle döküm alaşımları (A356, 319) için, kalıcı çelik kalıplara toplu döküm, tane boyutunu kontrol etmek ve alaşım elementlerinin ayrışmasını önlemek için en üstün yöntem olmaya devam etmektedir.
Küresel İzabe Tesisleri için Stratejik Satın Alma
Kalıpların tedarik edilmesi lojistik gerektirir. Kalıplar ağır ve yoğundur. İyi yönetilmezse nakliye maliyetleri ürün maliyetine eşit olabilir. ADtech, kalıpları verimli bir şekilde paletleyerek ve stratejik dağıtım merkezleri seçerek lojistiği optimize eder.
Bir Fiyat Teklifi Talebi (RFQ) yayınlarken, alıcılar şunları belirtmelidir:
-
Alaşım tipi (Demir ve Çelik).
-
Gerekli kimyasal bileşim (ASTM standardı).
-
Ağırlık toleransı.
-
Yüzey kalitesi gereksinimleri (RMS değeri).
-
Kaldırma pabucu test gereklilikleri (güvenlik için).
Sonuç: AdTech Avantajı
Alüminyum külçe kalıbı dökümhanenin temelidir. Operasyonunuzun sorunsuz bir şekilde yürütülebilmesi için zorlu koşullara dayanır. Doğru malzemeyi seçerek, doğru kaplamaları uygulayarak ve ekipmanın bakımını yaparak çıktılarınızın kalitesini güvence altına alırsınız.
ADtech, metalürji ve mühendisliğin kesiştiği noktada duruyor. Biz sadece demir ve çelik satmıyoruz; uzun ömürlülük ve verimlilik satıyoruz.
Sıkça Sorulan Sorular (SSS)
1. Alüminyum külçe kalıbı için en iyi malzeme hangisidir?
En iyi malzeme uygulamaya göre değişir. Standart kullanım için, ASTM A27 Sınıf 60-30 Dökme Çelik bükülmeye karşı direnci ve kaynakla tamir edilebilmesi nedeniyle üstündür. Sfero döküm, daha büyük ekmek kalıpları için güçlü bir alternatiftir.
2. Külçe kalıplarımı ne sıklıkla yeniden kaplamalıyım?
Bu kaplama türüne bağlıdır. Kemik külü için her vardiyada kaplama yapmanız gerekebilir. ADtech tarafından kullanılan yüksek dereceli Bor Nitrür kaplamalarda, uygulamanın önceden ısıtılmış bir kalıp üzerinde doğru şekilde yapılması koşuluyla, her 5 ila 10 dökümde bir yeniden kaplama gerekebilir.
3. Alüminyum külçelerimde neden çatlaklar var?
Külçe çatlakları genellikle kalıbın çok soğuk olmasından veya metalin çok sıcak dökülmesinden kaynaklanır. Kalıp soğuksa, alüminyumun yüzeyi anında katılaşırken merkezi sıvıdır ve gerilim kırıkları oluşturur. Kalıbın 150°C-200°C'ye kadar ön ısıtmaya tabi tutulması genellikle bu sorunu çözer.
4. Alüminyum külçe kalıpları için gri demir kullanabilir miyim?
Evet, ancak yüksek hacimli üretim için tavsiye edilmez. Gri demir, termal yorulma direnci zayıftır. Sfero döküm veya çelikten çok daha hızlı bir şekilde “ateş çatlakları” (örümcek ağı benzeri çatlaklar) oluşur ve bu da külçe yüzeylerinin pürüzlü olmasına neden olur.
5. Alüminyumun kalıba yapışmasına ne sebep olur?
Yapışma, bariyer kaplamasındaki bir arızadan kaynaklanır. Erimiş alüminyum çıplak demir veya çeliğe temas ettiğinde yüzeye lehimlenir. Bunu düzeltmek için kalıp tüm alüminyum kalıntılarından temizlenmeli ve iyice yeniden kaplanmalıdır.
6. Bir ekmek kalıbı ile bir külçe kalıbı arasındaki fark nedir?
Bu öncelikle boyuttur. Külçe kalıpları tipik olarak 25 ila 50 lbs alüminyum tutar. Sow kalıpları, 1.000 ila 2.000 lbs tutarak toplu taşıma ve yeniden eritme için tasarlanmıştır. Sow kalıpları, ağırlığı kaldırabilmek için daha sağlam takviye nervürleri gerektirir.
7. Kalıpta “su patlamalarını” nasıl önleyebilirim?
Dökmeden önce kalıbın 100% kuru olduğundan emin olun. Bunu garanti etmenin tek yolu ön ısıtmadır. Küçük bir yoğuşma damlası veya nem içeren kılcal bir çatlak bile erimiş alüminyum eklendiğinde tehlikeli bir patlamaya neden olabilir.
8. Bir ADtech külçe kalıbının tipik kullanım ömrü nedir?
Uygun bakım ve kaplama ile bir çelik döküm kalıp günlük kullanımda birkaç yıl dayanabilir. Sınırlayıcı faktör genellikle termal arızadan ziyade fiziksel hasardır (kullanım).
9. ADtech kalıpları neden jenerik kaynaklı kalıplardan daha iyidir?
Malzeme saflığına ve geometrik tutarlılığa odaklanıyoruz. Jenerik kalıplarda genellikle sıcak noktalara neden olan duvar kalınlığı farklılıkları vardır. ADtech kalıpları, tutarlı bir katılaşma oranı sağlayarak eşit ısı çıkışı için tasarlanmıştır.
10. Kalıp şekli alüminyum kalitesini etkiliyor mu?
Evet. Çekim açısı ve köşe yarıçapı büyük bir rol oynar. Bir kalıptaki keskin köşeler ingotta stres noktaları oluşturur. ADtech tasarımları, stres konsantrasyonunu azaltmak ve ingotun ince, homojen bir tane yapısına sahip olmasını sağlamak için geniş yarıçaplar kullanır.
