Hidrojen, erimiş alüminyumda katı alüminyuma göre çok daha kolay çözünür, tipik olarak erime aralığının yakınında kabaca 10 ila 20 kat daha fazla çözünür ve donma sırasında çözünürlükteki bu ani düşüş, işlenmemiş alüminyumun iğne delikleri, gaz gözenekliliği, kabarcıklar ve iç boşluklar geliştirmesinin doğrudan nedenidir. Bu tek metalurjik gerçek, alüminyum dökümde eriyik kalite kontrolünün neden bu kadar önemli olduğunu açıklar. Bir tesis daha temiz kütük, slab, tekerlek, basınçlı döküm veya kokil döküm çıktısı istiyorsa, nem alımını sınırlamalı, türbülansı azaltmalı, çözünmüş hidrojeni doğrulamalı ve metal kalıba girmeden önce etkili gaz giderme kullanmalıdır. Kısacası, sıvı hal hidrojen kapasitesi ile katı hal hidrojen kapasitesi arasındaki zıtlık bir ders kitabı ayrıntısı değildir. Hurda oranı, basınç sızdırmazlığı, yüzey kalitesi ve aşağı akış mekanik performansının arkasındaki ana kaldıraçlardan biridir.
Projeniz aşağıdakilerin kullanımını gerektiriyorsa Erimiş Alüminyum Gaz Giderme Ünitesi, yapabilirsin Bize ulaşın ücretsiz fiyat teklifi için.
Hidrojen, normal dökümhane ve dökümhane koşulları altında alüminyumda anlamlı çözünürlüğe sahip tek gazdır. Bu ifade, alüminyum eriyik işlemiyle ilgili teknik tartışmaların çoğunda yer alır, ancak pratik anlamı genellikle yeterince açıklanmamıştır. Mühendisler hidrojenin önemli olduğunu bilirler. Operatörler, eriyik işleminde kayma olduğunda gözenekliliğin ortaya çıktığını bilirler. Alıcılar döner gaz giderme ünitelerinin, grafit rotorların, analizörlerin ve filtrasyon sistemlerinin maliyetini bilir. Tüm bu kararları birbirine bağlayan şey, sıvı alüminyumdaki hidrojen ile katı alüminyumdaki hidrojen arasındaki termodinamik farktır. Bu ilişki netleştiğinde gaz giderme, test, alaşım işleme ve ekipman seçimi kararları daha kolay ve rasyonel hale gelir.
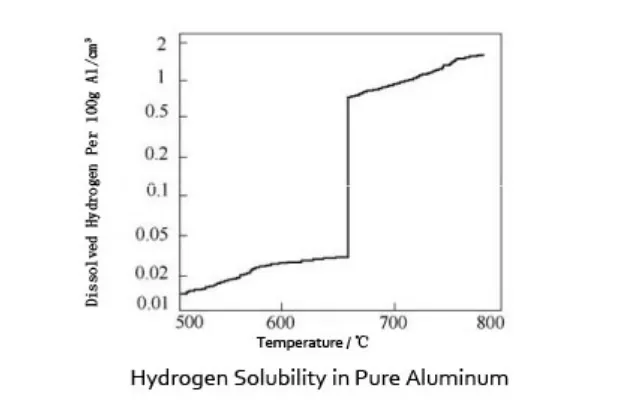
Saf Alüminyumda Hidrojen Çözünürlüğü, Gaz Giderme Yöntemi
Hidrojen erimiş alüminyumda neden katı metalde olduğundan çok daha fazla çözünür?
Kısa cevap yapısal özgürlüktür. Sıvı alüminyum düzensiz bir atomik düzene sahipken, katı alüminyum düzenli bir kristal kafese sahiptir. Hidrojen atomları sıvı halde daha kolay var olabilir çünkü eriyik daha fazla geçici ara boşluk ve daha fazla atomik hareketlilik sunar. Alüminyum katılaştığında, kristal kafes hidrojene çok daha az uyum sağlar hale gelir.
Atomik seviyede ne olur?
Eriyikte hidrojen, metal yüzeyinde ayrıştıktan sonra atomik formda bulunur. Sıvıya difüze olur ve termodinamik dengeye göre çözünmüş halde kalır. Katı alüminyumda, mevcut kafes bölgeleri sınırlıdır ve enerjik olarak daha az elverişlidir. Bu da metalin artık aynı miktarda hidrojeni tutamayacağı anlamına gelir.
Döküm sırasındaki sorunun kaynağı budur:
- Sıvı alüminyum nispeten yüksek çözünmüş hidrojen tutabilir.
- Katı alüminyum çok az tutabilir.
- Donma sırasında fazlalık bir yere gitmelidir.
- Eğer kaçamazsa, gözenekler oluşturur.
Katılaşma sırasında bu neden bu kadar önemli?
Katılaşma anlık değildir. Bir döküm veya kütük zaman içinde donarak dendritler ve kalan sıvı cepleri oluşturur. İlerleyen katıdan atılan hidrojen son sıvı bölgelerde birikir. Yerel gaz konsantrasyonu hızla yükselir. Basınç ve çekirdeklenme koşulları izin verirse, dendritler arası bölgelerde gözenekler oluşur.
Bu da tehlikenin sadece “eriyikteki yüksek hidrojen” olmadığı anlamına gelmektedir. Tehlike hidrojen artı katılaşma.
Bu davranış alüminyuma özgü müdür?
Hidrojen çözünürlüğü farklılıkları diğer metallerde de önemlidir, ancak alüminyum özellikle hassastır çünkü:
- Hidrojen, baskın çözünmüş gaz sorunudur.
- Oksit filmler ve bifilmler kolay gözenek çekirdeklenme alanları sağlar.
- Birçok alüminyum ürün sıkı yüzey ve iç kaliteye ihtiyaç duyar.
- Geri dönüştürülmüş şarj ve neme maruz kalma gaz pikabını hızla yükseltebilir.
Erimiş alüminyum ile katı alüminyum arasındaki hidrojen çözünürlüğü farkı ne kadar büyüktür?
Erime noktasının yakınında, fark dramatiktir. Veri kaynağına, alaşım ailesine ve birim sistemine bağlı olarak, döküm sıcaklığına yakın sıvı alüminyum, donma sınırındaki katı alüminyumdan yaklaşık 10 ila 20 kat daha fazla hidrojen çözebilir.
Yaklaşık hidrojen çözünürlüğü karşılaştırması
| Alüminyumun durumu | Tipik sıcaklık aralığı | Dengede yaklaşık hidrojen çözünürlüğü | Pratik anlam |
|---|---|---|---|
| Erimiş alüminyum | Yaklaşık 700°C ila 750°C | 100 g Al başına yaklaşık 0,6 ila 0,8 cm³ H2 | Eriyik önemli miktarda çözünmüş hidrojen tutabilir |
| Sıvıya yakın erimiş alüminyum | Yaklaşık 660°C ila 700°C | 100 g Al başına yaklaşık 0,5 ila 0,7 cm³ H2 | Katı halden hala çok daha yüksek |
| Donmaya yakın katı alüminyum | Yaklaşık 660°C | 100 g Al başına yaklaşık 0,03 ila 0,04 cm³ H2 | Çok düşük hidrojen kapasitesi |
| Oda sıcaklığında katı alüminyum | Yaklaşık 20°C ila 25°C | Son derece düşük, pratik açıdan ihmal edilebilir seviyeye yakın | Hidrojen önceki sıvı seviyelerinde çözünmüş olarak kalamaz |
Bu değerler endüstriyel tartışmalarda kullanılan temsili aralıklardır. Kesin rakamlar referans kaynağına, alaşım kimyasına ve test yöntemine göre değişir. Kritik nokta son ondalık değildir. Kritik nokta sıvıdan katıya geçişte dik boşluk.
Mühendisler neden genellikle tek bir değer yerine bir oran verir?
Rakamlar sıcaklık, basınç ve alaşım ilaveleriyle değiştiğinden, birçok metalürji uzmanı konuyu oranla açıklar. Erime noktasına yakın sıvı hal, katı halden yaklaşık 15 ila 20 kat daha fazla hidrojen tutabilir. Bu oran, fırında idare edilebilir görünen bir eriyiğin bile döküldüğünde neden ciddi gözeneklilik yaratabileceğini açıklar.
Bitki tartışmaları için faydalı birim dönüşümü
Farklı tesisler hidrojeni farklı birimlerde raporlar. Bu da denetimler, süreç aktarımı veya tedarikçi görüşmeleri sırasında karışıklık yaratır.
| Birim ifadesi | Anlamı | Yaklaşık ilişki |
|---|---|---|
| cm³ H2 / 100 g Al | Ortak teknik çözünürlük birimi | Metalurji referanslarında yaygın olarak kullanılır |
| mL H2 / 100 g Al | cm³ / 100 g ile aynı pratik anlam | 1 mL = 1 cm³ |
| ağırlıkça ppm | Kütle bazlı hidrojen içeriği | Kabaca, 1 mL H2 / 100 g Al yaklaşık 0,89 ppm H |
| Yoğunluk endeksi | Bağıl gaz eğilimi göstergesi | Dolaylı, doğrudan bir çözünürlük birimi değil |
Tesislerdeki birçok yanlış anlama, bu birimlerin dönüştürülmeden karıştırılmasından kaynaklanmaktadır.
Erimiş alüminyumda hidrojen çözünmesini açıklayan termodinamik kural hangisidir?
En yaygın başlangıç noktası Sieverts yasasıdır. Basit bir ifadeyle, eriyikteki çözünmüş hidrojen konsantrasyonu, metalin üzerindeki hidrojen kısmi basıncının karekökü ile orantılıdır ve sıcaklığa bağlı bir sabitle çarpılır.
Basitleştirilmiş ifade
[H]=K(T)×√PH2
Nerede:
- [H] çözünmüş hidrojen konsantrasyonudur.
- K(T) sıcaklığa bağlı bir çözünürlük sabitidir.
- √PH2 hidrojen gazının kısmi basıncıdır.
Bitki dilinde bu ne anlama geliyor
Eriyiğin üzerindeki atmosfer, genellikle nem, hidrokarbonlar veya yanma ürünleri nedeniyle daha fazla hidrojen potansiyeli içeriyorsa, hidrojen toplanması daha kolay hale gelir. Eriyik sıcaklığı yükselirse, sıvıdaki hidrojen çözünürlüğü de yükselme eğilimi gösterir. Bu nedenle sıcak, ıslak, türbülanslı metal gaz sorunları için mükemmel bir reçetedir.
Nem neden birçok bitkinin beklediğinden daha önemlidir?
Dökümhaneler genellikle “su erimiş alüminyumun düşmanıdır” derler ve bu bir slogan değildir. Termodinamik bir gerçekliktir. Sıcak metalin yakınındaki su buharı ayrışarak hidrojen emilimini mümkün kılar. Kaynaklar şunları içerir:
- Nemli şarj malzemesi.
- Islak aletler
- Isıtılmamış kepçeler.
- Çamaşırhane kapaklarında yoğuşma.
- Nemli yanma gazları.
- Soğutma devrelerinin yakınında sızıntılar.
Bir tesis dikkatli bir şekilde gazdan arındırılabilir, ancak nem kontrolü zayıfsa yine de gaz gözenekliliği ile mücadele edebilir.
Alüminyum sıvıdan katıya dönüştüğünde çözünmüş hidrojene ne olur?
Katılaşma başladığında, hidrojen yeni oluşan katı içinde daha az çözünür hale gelir. İlerleyen katı, hidrojeni kalan sıvıya reddeder. Bu, interdendritik kanallarda ve son donma bölgelerinde yerel hidrojen konsantrasyonunu yükseltir.
Gözenek çekirdeklenmesi neden duygusal bölgede gerçekleşir?
Donma sırasında aynı anda birkaç koşul gelişir:
- Kalan sıvı hacmi küçülür.
- Kalan sıvıda hidrojen konsantrasyonu yükselir.
- Beslenmek daha zor hale gelir.
- Oksit filmler ve inklüzyonlar çekirdeklenme bölgeleri olarak hareket edebilir.
- Mantarlaşmış bölge içindeki basınç koşulları gözenek büyümesi için elverişli hale gelir.
Gaz dışarı yayılamazsa, gözenekler oluşturur. Bu gözenekler küresel, uzun, interdendritik veya büzülme boşlukları ile bağlantılı olabilir.
Gaz gözenekliliği ve büzülme gözenekliliği sıklıkla etkileşime girer
Bitkiler bazen gaz gözenekliliği ve büzülme gözenekliliğini sanki birbirleriyle ilgisizmiş gibi ayırırlar. Gerçekte ise çoğu zaman etkileşim halindedirler. Hidrojen, aksi takdirde küçük kalacak olan boşlukları büyütebilir. Kötü besleme gazla ilgili kusurları artırabilir. Ortaya çıkan gözeneklilik ağı her iki mekanizmayı da yansıtabilir.
Bifilmler neden sorunu daha da kötüleştiriyor?
Alüminyum metalürjisinde genellikle bifilm olarak adlandırılan, eriyik içine katlanmış oksit filmler havayı hapsedebilir veya çatlak benzeri arayüzler oluşturabilir. Bu iç yüzeyler hidrojen gözeneklerinin çekirdeklenmesi için ideal bölgelerdir. Bu nedenle türbülans kontrolü neredeyse gaz giderme kadar önemlidir.
Katılaşma sırası ve hidrojen davranışı
| Sahne | Hidrojen durumu | Kusur riski |
|---|---|---|
| Tamamen sıvı eriyik | Çözünürlük sınırının altında ise hidrojen çözünmüş halde kalır | Gizli gaz yükü, her zaman görünmez |
| Erken dondurma | Katı, hidrojeni kalan sıvıya reddeder | Yerel hidrojen zenginleştirmesi başlıyor |
| Mushy bölgesi | İnterdendritik sıvı hidrojen bakımından zengin hale gelir | Gözenek çekirdeklenmesi ve büyümesi |
| Son katılaştırma | Kaçış yolları yakın | Gözeneklilik metalin içinde sıkışır |
| Oda sıcaklığına kadar soğutma | Katı hidrojen çözünürlüğü son derece düşük hale gelir | Mevcut gözenekler kalır, kendiliğinden yok olmaz |
Gerçek alüminyum eritme ve bekletme işlemlerinde hidrojen nereden gelir?
Üretim hidrojen sorunlarının çoğu gizemli kimyadan değil nemden kaynaklanır. Hidrojen toplanması genellikle işleme disiplini, fırın atmosferi veya hammadde durumuyla ilişkilendirilebilir.
Alüminyum tesislerindeki yaygın hidrojen kaynakları
| Kaynak | Hidrojen eriyiğe nasıl girer? | Tipik bitki semptomu |
|---|---|---|
| Islak hurda veya iadeler | Nem, sıcak metal temasında ayrışır | Şarjdan sonra hızlı hidrojen artışı |
| Nemli aletler ve sıyırıcılar | Eriyik yüzeyi ile su teması | Yerel parlama, cüruf, gaz toplama |
| Önceden ısıtılmamış kepçeler ve çamaşırlar | Yoğuşma veya artık nem | Isıtmalar arasında değişken gaz seviyesi |
| Nemli fırın atmosferi | Su buharı açıktaki eriyik ile etkileşime girer | Yavaş ama ısrarlı toplama |
| Nem kontaminasyonlu akışkanlar | Tedavi sırasında hidrojen kaynağı | Tutarsız gaz giderme performansı |
| Brülör ürünleri | Yanma su buharı oluşturur | İyi havalandırılmayan fırınlarda yüksek gaz eğilimi |
| Türbülanslı transfer | Sürekli yüzey yenileme taze metali açığa çıkarır | Daha fazla oksidasyon ve gaz emilimi |
Geri dönüştürülmüş ücret neden genellikle riski artırır?
Geri dönüştürülmüş alüminyum mükemmel bir hammadde olabilir, ancak genellikle yağ, boya, oksit ve değişken neme maruz kalma geçmişi taşır. Hazırlama ve kurutma tutarsızsa, hidrojen alma riski önemli ölçüde artar.
Bekletme süresi neden önemlidir?
Yüksek sıcaklıkta uzun süre bekletme, özellikle yüzey açıkta ve atmosfer nemli olduğunda hidrojenin eriyiğe girmesi için daha fazla zaman verir. İyi tesislerin yalnızca geç aşama acil gaz giderme işlemine güvenmemesinin bir nedeni de budur. Ayrıca yukarı akıştaki toplamayı da azaltırlar.
Hangi proses koşulları hidrojen çözünürlüğünü veya hidrojen alımını en çok artırır?
Hidrojen davranışı birden fazla değişkene bağlıdır. Sıcaklık önemlidir, ancak atmosfer, maruz kalma süresi, türbülans ve alaşım kimyası da önemlidir.
Temel süreç değişkenleri ve etkileri
| Değişken | Çözünmüş hidrojen üzerindeki etkisi | Üretim sonucu |
|---|---|---|
| Daha yüksek erime sıcaklığı | Hidrojen çözünürlüğünü artırma eğilimindedir | Dökümden önce sıvı içinde daha fazla hidrojen kalabilir |
| Yüksek nem veya su buharı | Hidrojen toplama potansiyelini artırır | Gaz seviyesi hızla yükselir |
| Uzun bekleme süresi | Emilim için daha fazla zaman | Tedavi edilmezse daha fazla gözeneklilik riski |
| Türbülanslı dökme veya aktarma | Reaktif yüzeyi sürekli yeniler | Daha fazla hidrojen toplama ve daha fazla oksit sürükleme |
| Kirli fırın yüzeyi ve cüruf bozulması | Metali oksitleyici koşullara maruz bırakır | Kombine gaz ve inklüzyon kusurları |
| Zayıf örtü akısı kontrolü | Eriyik yüzeyi açıkta kalır | Değişken gaz içeriği |
| Geri dönüşlerin sık sık yeniden eritilmesi | Tekrarlanan maruz kalma döngüleri | Süreç sapması ve temizlik kaybı |
Alaşım kimyası hidrojen davranışını değiştirir mi?
Evet, ancak etki her zaman basit değildir. Alaşım elementleri etkileyebilir:
- Yüzey oksidasyon eğilimi.
- Kapsüller ile etkileşim.
- Dondurma sırasında beslenme özellikleri.
- Etkin gözeneklilik hassasiyeti.
- Gaz gidermeye tepki.
Alaşım kimyasının hidrojenle ilgili kusur riskini değiştirdiğini söylemek, tüm bileşimlerde tek bir evrensel çözünürlük değişim kuralı olduğunu iddia etmekten daha güvenlidir.
Alaşımlı ailenin genel etkisi
| Alaşım ailesi veya özelliği | Hidrojenle ilgili tipik endişeler |
|---|---|
| Yüksek magnezyum alaşımları | Daha reaktif yüzeyler, daha fazla oksit ve spinel oluşumu |
| Silisyum içeren döküm alaşımları | Porozite kritik bölümlerde belirgin hale gelebilir |
| Geri dönüştürülmüş ikincil alaşımlar | Değişken kontaminasyon ve nem geçmişi |
| Yüksek kaliteli kütük alaşımları | Aşağı akış ekstrüzyonu ve yüzey talepleri nedeniyle sıkı hidrojen limitleri |
| Slab alaşımlarının haddelenmesi | Haddeleme ve ısıl işlem sırasında kabarcık ve inklüzyon hassasiyeti |
Hidrojen gözenekliliği neden bazı dökümlerde görülürken diğerlerinde görülmez?
Bu en yaygın tesis sorularından biridir. Bir eriyik orta düzeyde hidrojen içeriğine sahip olabilir ve yine de bir geometride kabul edilebilir bir şekilde dökülürken, başka bir parça kötü bir şekilde başarısız olabilir. Bunun açıklaması hidrojen içeriği, katılaşma hızı, besleme kabiliyeti, basınç ve oksit popülasyonunun birleşik etkisinde yatmaktadır.
Gözeneklerin gerçekten oluşup oluşmadığını etkileyen ana koşullar
- Dökümden önce çözünmüş hidrojen seviyesi.
- Oksitler veya bifilmler gibi gözenek çekirdeklenme alanlarının varlığı.
- Kalıp veya kalıp içindeki katılaşma basıncı.
- Soğutma hızı ve duygusal bölge genişliği.
- Dökümün büzülmeyi besleme yeteneği.
- Yerel kesit kalınlığı
- Kalıp tasarımı ve yolluk türbülansı.
Yüksek basınçlı süreçler neden sorunun bir kısmını maskeleyebilir?
Yüksek metal basıncına sahip süreçler görünür gaz gözenek genişlemesini baskılayabilir. Bu, hidrojenin önemsiz olduğu anlamına gelmez. Yine de iç kaliteyi, ısıl işlem tepkisini veya sızıntı performansını etkileyebilir.
Ürün türüne göre kusur ifadesi
| Ürün tipi | Hidrojenle ilgili yaygın kusur |
|---|---|
| DC döküm kütük | Merkezi gözeneklilik, ekstrüzyon yüzey varyasyonu, kabarcık riski |
| Yuvarlanan levha | İç gaz kusurları, sıcak haddeleme veya ısıl işlem sonrası kabarcıklar |
| Yerçekimi dökümü | Kalın kesitlerde gaz gözenekleri, sızıntı hatası, zayıf işlenebilirlik |
| Düşük basınçlı döküm | Eriyik kalitesi düşerse iç gözeneklilik |
| Basınçlı döküm eriyik tedariği | Basınç sızdırmazlığı sorunları, sıkışan gazın proses kusurlarıyla etkileşimi |
| Tekerlek ve yapısal döküm | Azaltılmış yorulma ömrü ve yerel büzülme-gaz etkileşimi |
İki özdeş kalıp neden hala farklı sonuçlar verebilir?
Bir pota daha uzun süre bekletilmişse, bir transfer yolu daha türbülanslıysa veya bir vardiyada biraz farklı takım ön ısıtması kullanılıyorsa, hidrojen ve oksit seviyeleri gözenek oluşumunu değiştirecek kadar farklı olabilir. Bu nedenle disiplinli proses kontrolü, görünüşe dayalı yargılardan daha önemlidir.
Mühendisler ve dökümhaneler erimiş alüminyumdaki hidrojeni nasıl ölçer?
Hidrojen ölçülmezse iyi kontrol edilemez. Önde gelen tesisler, ürün değerine ve gereken hassasiyete bağlı olarak doğrudan ve dolaylı yöntemleri birleştirmektedir.
Yaygın hidrojen ve porozite değerlendirme yöntemleri
| Yöntem | Ne ölçüyor | Güç | Sınırlama |
|---|---|---|---|
| Azaltılmış Basınç Testi | Vakum altında gözeneklilik eğilimi | Hızlı ve pratik | Dolaylı, operatöre bağlı yorumlama |
| Yoğunluk Endeksi | Yoğunluk farkına dayalı bağıl gaz eğilimi | Faydalı trend kontrolü | Doğrudan hidrojen konsantrasyonu değil |
| First Bubble veya benzeri analizörler | Doğrudan çözünmüş hidrojen ölçümü | Güçlü süreç kontrol değeri | Ekipman maliyeti ve gerekli kalibrasyon disiplini |
| Vakum katılaştırma örneği | Gözeneklilik şiddeti | İyi bir karşılaştırma aracı | Yorumlama hala gerekli |
| Metalografi | Gerçek gözenek yapısı ve inklüzyon etkileşimi | Güçlü kök neden aracı | Hızlı bir atölye yöntemi değil |
| Nihai ürün üzerinde ultrasonik veya X-ray | Dahili kusur tespiti | Güçlü doğrulama | Erime sorununu önlemek için çok geç |
Yoğunluk endeksi neden bu kadar yaygın kullanılmaya devam ediyor?
Uygun fiyatlı, hızlı ve tanıdıktır. Bitkiler ısı ile ısı eğilimi gösterebilir. Zayıf yönü, sadece çözünmüş hidrojeni değil, gözeneklilik eğilimini de yansıtmasıdır. Kapanımlar ve örnekleme uygulaması sonucu etkileyebilir.
Premium kütük, slab ve yapısal döküm üreticileri belirsizliği azalttığı için genellikle doğrudan analizörleri tercih eder. Mühendisler gerçek hidrojen içeriğini döküm numunesi değişkenliğinden ayırabildiğinde proses geliştirme daha kolay hale gelir.
Tesis olgunluğuna göre tipik kontrol stratejisi
| Tesis seviyesi | Yaygın uygulama |
|---|---|
| Temel dökümhane | Ara sıra düşük basınç testi |
| Orta kontrol işlemi | Rutin yoğunluk endeksi artı operatör günlükleri |
| Gelişmiş kale | Doğrudan hidrojen analizi, trend grafiği ve istatistiksel kontrol |
| Birinci sınıf havacılık veya otomotiv tedarikçisi | Doğrudan hidrojen ölçümü, dahil etme kontrolü, reçete doğrulama ve denetim izlenebilirliği |
Hangi yöntemler erimiş alüminyumdaki hidrojen içeriğini en etkili şekilde azaltır?
Modern üretimde en etkili yöntem, grafit bir rotor aracılığıyla dağıtılan inert gaz, genellikle argon veya nitrojen kullanılarak yapılan döner gaz giderme işlemidir. Diğer yöntemler yardımcı olabilir, ancak döner işlem birçok tesiste endüstriyel standart olmaya devam etmektedir.
Hidrojen kontrol yöntemlerinin karşılaştırılması
| Yöntem | Ana mekanizma | Güç | Sınırlama |
|---|---|---|---|
| Döner gaz giderme | İnce inert gaz kabarcıkları eriyikten hidrojeni sıyırır | Yüksek verimlilik, iyi tekrarlanabilirlik | Ekipman, grafit parçalar ve disiplinli çalışma gerekir |
| Statik lans kabarcıklanması | Gaz kabarcıkları eriyik boyunca yükselir | Basit kurulum | Kaba kabarcıklar nedeniyle daha düşük verimlilik |
| Akı tedavisi | İnklüzyonun giderilmesine ve yüzey korumasına yardımcı olur | Eriyik temizliğini destekler | Döner arıtma ile karşılaştırıldığında sınırlı hidrojen giderimi |
| Vakum tedavisi | Hidrojen kısmi basıncını düşürür | Belirli sistemlerde güçlü | Birçok standart alüminyum hatta daha az yaygındır |
| Sadece yüzey sıyırma | Üstteki cürufu temizler | Gerekli temizlik | Çözünmüş hidrojeni uzaklaştırmaz |
| Daha iyi şarj kurutma ve düşük türbülanslı kullanım | Hidrojen toplanmasını önler | Mükemmel önleyici değer | Halihazırda çözünmüş olan gaz çıkarılamaz |
Önleme neden düzeltmeden daha ucuzdur?
En ucuz hidrojen, eriyiğe hiç girmeyen hidrojendir. Kuru şarj, önceden ısıtılmış aletler, sakin transfer ve kapalı tutma uygulaması gaz giderme sistemi üzerindeki yükü azaltır.
Döner işlem neden temizliğe de yardımcı olur?
Grafit rotor tarafından üretilen ince gaz kabarcıkları oksit flotasyonuna yardımcı olabilir. Bu, iyi işletilen gaz giderme işleminin birden fazla kusur kategorisini iyileştirmesinin bir nedenidir.
Hidrojen kontrolü kütük, levha ve dökümhane performansını aşağı yönde nasıl etkiler?
Birçok ekip hidrojeni sadece kırık yüzeylerinde görülebilen gözenekler açısından düşünmektedir. Gerçek etki daha geniştir.
Zayıf hidrojen kontrolü ile bağlantılı aşağı akım etkileri
- Haddeleme veya yeniden ısıtma sırasında yüzey kabarması
- Döküm parçalarda daha düşük basınç sızdırmazlığı.
- Azaltılmış yorulma ömrü.
- Bazı ürünlerde zayıf kaynak tepkisi.
- Kararsız işleme.
- Ultrasonik veya X-ray kontrolü sırasında daha fazla hurda.
- Sızıntı veya görsel kaliteye bağlı müşteri şikayetleri.
- Yüzey altı kusurları nedeniyle tutarsız anodize görünüm.
Kütükler ve plakalar neden oldukça hassastır?
Dövme ürünler büyük deformasyona ve daha sonra ısıl işleme tabi tutulur. Gizli gaz kusurları ancak daha sonraki işlemlerden sonra açılabilir, büyüyebilir veya görünür hale gelebilir. Dökümhanede kabul edilebilir görünen bir kütük, ekstrüzyon veya haddelemede sorun yaratabilir.
Ürün duyarlılık tablosu
| Ürün rotası | Hidrojen kontrolü neden önemlidir? |
|---|---|
| Ekstrüzyon kütüğü | Yüzey kalitesi, kabarcık direnci, profil tutarlılığı |
| Yuvarlanan levha | Levha kalitesi, folyo bütünlüğü, blister kontrolü |
| Dökümhane dökümleri | Sızdırmazlık, işlenebilirlik, mekanik özellikler |
| Otomotiv yapısal parçaları | Yorulma, çarpışma davranışı, iç bütünlük |
| Isıl işlem görmüş dökümler | Gözenek genişlemesi ve mekanik güvenilirliğin azalması |
Mühendisler bir hidrojen kontrol standardı yazarken neleri belirtmelidir?
İyi bir proses spesifikasyonu “eriyiğin gazını gidermekle” yetinmemelidir. Ölçülebilir kabul kriterlerini ve çalışma koşullarını tanımlamalıdır.
Bir teknik standarda dahil edilecek pratik öğeler
| Spesifikasyon öğesi | Neden önemli |
|---|---|
| İzin verilen maksimum hidrojen içeriği veya yoğunluk endeksi | Ölçülebilir bir kalite hedefi belirler |
| Örnekleme frekansı | “İyi ısı, kötü ısı” kaymasını önler |
| Eriyik sıcaklık penceresi | Çözünürlük ve arıtma verimliliği sıcaklığa bağlıdır |
| Dökümden önce izin verilen bekleme süresi | Geri emilimi sınırlar |
| Şarj kurutma ve takım ön ısıtma gereksinimi | Nemle ilgili toplamayı azaltır |
| Gaz giderme gazı tipi | Argon ve nitrojen bitki ekonomisinde farklı davranabilir |
| Rotor hızı, işlem süresi ve daldırma derinliği | Süreci tekrarlanabilir hale getirir |
| Grafit rotor değişimi için kriterler | Aşınmış parçalar kabarcık kalitesini düşürür |
| Kayıt tutma formatı | Kök neden analizini ve denetimleri destekler |
Kabul limitleri neden ürün rotasına uygun olmalıdır?
Mütevazı basınç sızdırmazlık gereksinimleri olan bir gravite döküm, birinci sınıf haddeleme levhasında kullanılan aynı limite ihtiyaç duymaz. Süreç kabiliyeti ve müşteri ihtiyacı hedefi şekillendirmelidir.
Trendler neden tek test değerlerinden daha önemlidir?
Bir test sonucu sadece anlık bir görüntü verir. Güçlü bir standart, eğilimi takip eder:
- Alaşım
- Fırın
- operatör
- vardiya
- tedavi tarifi.
- aşağı akış kusur oranı.
Bu, temel nedenin sabit mi yoksa sürüklenmekte mi olduğunu ortaya çıkarır.
Satın alma ekipleri gaz giderme ekipmanı, grafit rotorlar veya hidrojen analizörleri satın alırken neleri kontrol etmelidir?
Bu makale hidrojen çözünürlüğüne odaklanmaktadır, ancak bilim doğrudan ekipman seçimlerini yönlendirdiği için birçok okuyucu satın alma yönergesine de ihtiyaç duymaktadır.
Hidrojen kontrol sistemleri için satın alma kontrol listesi
| Değerlendirilecek öğe | Alıcılar ne sormalı |
|---|---|
| Döner gaz giderme ünitesi | Sabit devir, gaz akışı ve daldırma derinliğini koruyabiliyor mu? |
| Grafit rotor sınıfı | Hangi yoğunluk, kül içeriği, kaplama ve beklenen ömür belirtilmiştir? |
| Grafit şaft tasarımı | Hizalama kontrolü yalpalamayı önleyecek kadar güçlü mü? |
| Gaz dağıtım sistemi | Hangi saflık ve akış kararlılığı garanti edilebilir? |
| Analizör doğruluğu | Hangi kalibrasyon rutini ve tekrarlanabilirlik verileri mevcut? |
| Yedek parça teslim süresi | Tedarikçi acil değiştirme ihtiyaçlarını destekleyebilir mi? |
| Süreç desteği | Tedarikçi, gerçek üretimde tedavi reçetelerini optimize etmeye yardımcı olacak mı? |
| Dokümantasyon | İşletim prosedürleri, çizimler ve bakım talimatları dahil mi? |
Toplam maliyet neden birim fiyattan daha önemlidir?
Kararsız kabarcık boyutu üreten düşük maliyetli bir rotor artabilir:
- gaz tüketimi
- tedavi süresi
- hurda
- cüruf üretimi
- kesinti süresi
- müşteri riski
Bu da gerçek üretimde en ucuz yedeğin genellikle en pahalı yedek olduğu anlamına gelir.
Sıvı alüminyum katı alüminyumdan çok daha fazla hidrojen tutabiliyorsa, her tesisin donma başlamadan önce bu boşluğu kontrol etmenin bir yoluna ihtiyacı vardır. Bu nedenle gaz giderme üniteleri, grafit rotorlar, analizörler ve eriyik işleme bileşenleri zorlu hatlarda isteğe bağlı aksesuarlar değildir. Bunlar çözünürlük düşüşüne doğrudan verilen yanıtlardır.
Hangi yaygın yanılgılar tekrarlanan porozite sorunlarına yol açar?
Deneyimli tesisler bile bazen aynı hatalı varsayımları tekrarlar.
Yanlış Anlama 1: “Eriyik temiz görünüyordu, bu yüzden hidrojen düşük olmalı.”
Parlak bir yüzey düşük çözünmüş gazı kanıtlamaz. Hidrojen sorun yaratana kadar görünmezdir.
Yanlış Anlama 2: “Sıyırma işlemi hidrojeni ortadan kaldırır.”
Sıyırma cürufu ve yüzen kirleticileri giderir. Dökme eriyikten çözünmüş hidrojeni uzaklaştırmaz.
Yanlış Anlama 3: “Bir gaz giderme döngüsü her şeyi düzeltir.”
Bekletme, aktarma veya türbülanslı dökme sırasında hidrojen yeniden girebilir. Gaz giderme işlemi disiplinli kullanım ile birleştirilmelidir.
Yanılgı 4: “Sadece dökümhanelerin hidrojen kontrolüne ihtiyacı vardır.”
Kütük, slab, folyo stoğu ve ekstrüzyon işlemleri de, genellikle daha sonra ortaya çıkan şekillerde oldukça hassastır.
Yanlış Anlama 5: “Gözeneklilik sadece gaz anlamına gelir, büzülme anlamına gelmez.”
Birçok kusur hem gaz hem de besleme sınırlamalarını içerir. Metalografik inceleme genellikle etkileşimi gösterir.
Yaygın hatalar ve sonuçları
| Hata | Anında etki | Daha uzun vadeli sonuç |
|---|---|---|
| Islak iadelerin şarj edilmesi | Hızlı gaz toplama | Vardiya boyunca kalıcı gözeneklilik |
| Çok erken gaz giderme, ardından uzun süre bekletme | Dökümden önce geri emilim | İyi test, kötü ürün |
| Yüzeyin aşırı karıştırılması | Oksit sürüklenmesi | Kombine gaz ve inklüzyon kusurları |
| Aşınmış grafit rotorların kullanılması | Kaba kabarcıklar, zayıf gaz giderme | Daha yüksek hidrojen ve değişken sonuçlar |
| Analizör kalibrasyonunu yok sayma | Yanlış güven | Kötü süreç kararları |
Metal kalıba ulaşmadan önce bitkiler hidrojen alımını nasıl azaltabilir?
En güçlü hidrojen kontrol programı, eriyik gaz giderme istasyonuna girmeden önce başlar.
Yüksek değere sahip önleyici faaliyetler
- Şarj malzemelerini kurutun ve önceden ısıtın.
- İadeleri örtü altında saklayın.
- Ön ısıtma aletleri, kepçeler, akıtıcılar ve sıyırıcılar.
- Fırın atmosferini sabit tutun.
- Açık eriyiğe maruz kalma süresini en aza indirin.
- Türbülanslı aktarımı ve şelale dökülmesini azaltın.
- Cürufu banyoya karıştırmak yerine yavaşça çıkarın.
- Gaz saflığını ve analizör kalibrasyonunu doğrulayın.
- Aşınmış grafit parçaları zamanında değiştirin.
- İşlem süresini gerçek eriyik hacmiyle eşleştirin.
Önleme ve kaldırma neden birlikte çalışmalı?
Önleme, gelen hidrojen yükünü azaltır. Gaz giderme kalan çözünmüş gazı giderir. Filtrasyon daha sonra asılı kalıntılara yardımcı olur. En iyi metal kalitesi tek bir adıma güvenerek değil, bu katmanlı stratejiyle elde edilir.
Hidrojen çözünürlüğü, gaz giderme ve gözeneklilik riski arasındaki pratik ilişki nedir?
Bu ilişki tek bir süreç zincirinde özetlenebilir:
- Nem ve maruz kalma erimiş alüminyuma hidrojen katar.
- Sıvı alüminyum bu hidrojeni kolayca çözer.
- Katı alüminyum aynı miktarı tutamaz.
- Katılaşma hidrojeni kalan sıvıya dönüştürür.
- Hidrojenin gidecek bir yeri yoksa gözenekler oluşur.
- Gözeneklilik kaliteye zarar verir ve hurdayı artırır.
- Gaz giderme ve disiplinli kullanım bu zinciri kesintiye uğratır.
Süreç zinciri özet tablosu
| Adım | Metalurjik olay | Kontrol yöntemi |
|---|---|---|
| Hidrojen toplama | Nem sıvı metal ile etkileşime girer | Kuru şarj, ön ısıtma, kontrollü atmosfer |
| Eriyik içinde çözünme | Sıvı alüminyum hidrojeni kolayca tutar | Kısa bekletme süresi, kapalı eriyik işleme |
| Katılaşma reddi | Katı hidrojeni sıvıya dönüştürür | Dökümden önce düşük başlangıç hidrojeni |
| Gözenek çekirdeklenmesi | Son donan sıvıda hidrojen birikir | Gaz giderme, düşük türbülans, temiz eriyik |
| Nihai kusur oluşumu | Gözenekler ürün içinde sıkışıp kalır | Test, süreç kontrolü, aşağı akış denetimi |
Erimiş alüminyum ve katı alüminyumda hidrojen çözünürlüğü hakkında SSS
Erimiş Alüminyumda Hidrojen: 10/10 SSS
1. Hidrojen erimiş alüminyumda neden katı haldekinden daha fazla çözünür?
Her şey atomik düzenleme. Sıvı alüminyum, daha fazla geçici “boşluk” ve yüksek atom hareketliliği ile düzensiz bir yapıya sahiptir ve hidrojen atomlarının kolayca yerleşmesine izin verir. Sıkı, yüz merkezli kübik (FCC) kristal kafes halinde katılaştığında, gazı tutmak için çok daha az ara boşluk kalır.
2. Sıvı alüminyumda hidrojen çözünürlüğü ne kadar fazladır?
Aradaki fark dramatiktir. Erime noktasında, sıvı alüminyum yaklaşık olarak 10 ila 20 kat daha fazla hidrojen katı fazdan daha fazladır. Faz değişimi sırasında çözünürlükteki bu ani düşüş, alüminyum dökümdeki gazla ilgili neredeyse tüm kusurların fiziksel kökenidir.
3. Alüminyum katılaştığında hidrojene ne olur?
Metal donarken, katı faz çözünmüş hidrojeni kalan sıvıya “reddeder”. Bu durum, sıvıdaki hidrojen konsantrasyonunun, hidrojeni oluşturacak bir noktaya ulaşana kadar hızla yükselmesine neden olur. gaz kabarcıkları. Bu kabarcıklar ilerleyen katı cephe tarafından tutulursa, iç gözenekler olarak kalırlar.
4. Alüminyumda söz konusu olan tek gaz hidrojen midir?
5. Yüksek eriyik sıcaklığı hidrojen çözünürlüğünü artırır mı?
Evet. Çözünürlük sıcaklıkla birlikte katlanarak artar. Eriyiğin “aşırı ısıtılması” sadece daha fazla hidrojen tutmasını sağlamakla kalmaz, aynı zamanda alüminyumun atmosferik nem ile reaksiyona girme hızını da artırır. Almak Daha fazla gaz.
6. Sıyırma işlemi çözünmüş hidrojeni uzaklaştırabilir mi?
7. Hidrojeni azaltmak için en iyi endüstriyel yöntem nedir?
Döner Gaz Giderme endüstri standardıdır. İnert bir gazın (Argon veya Azot) ince kabarcıklarının dönen bir grafit rotordan enjekte edilmesiyle, hidrojen atomları kabarcıklara yayılır ve güvenli bir şekilde serbest bırakıldıkları yüzeye taşınır.
8. Neden bir döküm gaz giderme işleminden sonra bile gözeneklilik gösterebilir?
9. Bitkiler erimiş alüminyumda hidrojeni nasıl test eder?
KALİTE KONTROL
En yaygın kullanılan araç Azaltılmış Basınç Testi (RPT), Bu da görsel inceleme için gaz içeriğini büyütür. Daha hassas işlemler için Yoğunluk Endeksi hesaplama veya gerçek zamanlı sayısal veriler için doğrudan çözünmüş hidrojen analizörleri (Alscan veya Telegas gibi).
10. Kütük ve slab üretiminde hidrojen kontrolü neden önemlidir?
Nihai teknik özet
Katı alüminyuma karşı erimiş alüminyumdaki hidrojen çözünürlüğü, alüminyum metalürjisindeki en önemli kavramlardan biridir. Sıvı metal, katı metalden çok daha fazla hidrojen tutabilir. Donma sırasında bu fark, çözünmüş gazı bir gözeneklilik tehdidine dönüştürür. Bu nedenle eriyik işleme sadece kimyasal ayarlama veya yüzey sıyırma ile ilgili değildir. Bu, hidrojeni mümkün olan en kötü zamanda, katılaşma sırasında ürünün içinde doğal olarak çözeltiden dışarı iten termodinamik bir geçişi yönetmekle ilgilidir.
Çıkarılacak pratik dersler açıktır:
- Sıvı alüminyum, özellikle sıcak, ıslak, çalkantılı koşullarda hidrojeni kolayca emebilir.
- Katı alüminyum çok düşük hidrojen kapasitesine sahiptir.
- Donma sırasındaki çözünürlük düşüşü gaz gözenekliliğinin doğrudan nedenidir.
- Oksitler, bifilmler ve kötü besleme, kusuru daha ciddi hale getirir.
- Önleme kuru şarj, kuru aletler ve sakin eriyik kullanımı ile başlar.
- Kontrol, görsel tahmin değil ölçüm gerektirir.
- Döner gaz giderme ve disiplinli proses kontrolü, kaliteli alüminyum dökümün merkezinde yer almaya devam etmektedir.
AdTech proses düşüncesinde bu konu dar bir laboratuvar sorunu değildir. Ekipman özelliklerini, eriyik işleme tasarımını, gaz giderme uygulamasını, grafit rotor seçimini, analizör seçimini ve nihai müşteri kalitesini etkiler. Alüminyumla çalışan her mühendis, üretim müdürü veya tedarik uzmanı bu çözünürlük zıtlığını net bir şekilde anlamalıdır, çünkü bu, neden bazı ısıların temiz bir şekilde dökülürken diğerlerinin gözeneklilik, kabarcıklar ve maliyetli aşağı akış arızaları yarattığını açıklar.
