Çoğu alüminyum döküm görevi için, bir seramik köpük filtre 30 PPI ile partikül tutma ve metal verimi arasında etkili bir denge sağlayarak daha kaba veya çok daha ince alternatiflere kıyasla daha temiz dökümler, daha az yüzey hatası ve daha öngörülebilir mekanik performans üretir.
1. Genel Bakış
30 PPI seramik köpük filtre, kum döküm, sabit kalıp döküm ve profil ve kütüklerin yarı sürekli dökümü dahil olmak üzere birçok yaygın alüminyum döküm işlemi için sabit bir metal akışı sağlarken metalik olmayan kalıntıları yakalayan ve türbülansı azaltan orta kademe filtrasyon inceliği sağlar. Sınırlı basınç düşüşü ile güvenilir kalite iyileştirmesi arayan dökümhaneler için 30 PPI sıklıkla tercih edilir.

2. “PPI” ne anlama gelir ve gözenek sayısı neden önemlidir?
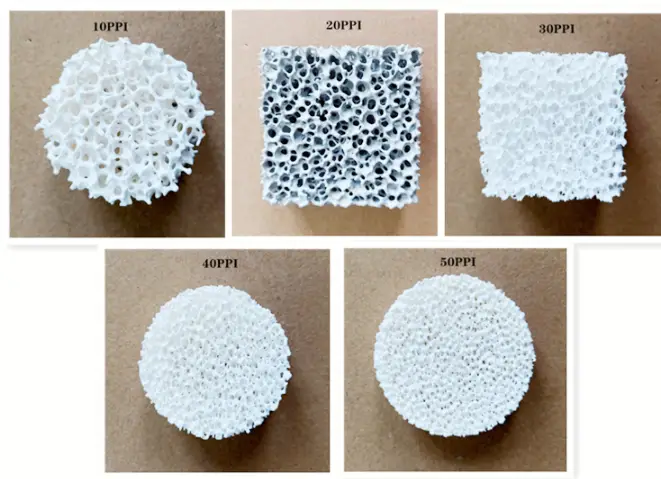
PPI inç başına gözenek anlamına gelir. Bu metrik, seramik filtreyi yapmak için kullanılan köpük şablonunun bir doğrusal inçinde ölçülen ortalama açık hücre sayısını tanımlar. Daha yüksek PPI değerleri daha ince hücre ağlarını ve dolayısıyla seramik gövde boyunca daha küçük kanalları gösterir. Gözenek boyutu iki kritik performans özelliğini etkiler:
-
Partikül tutma kabiliyeti: daha ince gözenekler daha küçük kalıntıları yakalar.
-
Hidrolik direnç: daha ince gözenekler akış kısıtlamasını artırır, bu da daha büyük filtre alanı veya daha yavaş dökme hızları gerektirebilir.
Belirli bir döküm için doğru PPI'nin seçilmesi, eriyikteki inklüzyon boyutu dağılımına, istenen doldurma hızına, döküm geometrisine ve aşağı akış işleme toleransına bağlıdır.
Ayrıca okuyun: Seramik Köpük Filtre Fiyatı 2026.
3. Köpük filtreler için kullanılan yaygın seramik kimyasalları
Seramik köpük filtreler çeşitli temel malzemelerden üretilmektedir. Her bir kimya, termal şok direnci, mekanik mukavemet ve belirli erimiş alaşımlarla kimyasal uyumluluk açısından farklı bir denge sağlar.
-
Alümina bazlı: Alüminyum ve alaşımları için yaygın olarak kullanılır. Tipik alüminyum eriyiklerine karşı iyi termal stabilite ve kimyasal nötrlük.
-
Silisyum karbür (SiC): Daha yüksek termal iletkenlik ve mekanik sağlamlık. Daha güçlü mekanik direnç gerektiğinde yaygındır.
-
Zirkonya stabilize: Çok düşük reaktivitenin gerekli olduğu yüksek sıcaklık veya yüksek saflık uygulamaları için kullanılır.
Üreticiler bazen proses ihtiyaçlarını karşılamak için hibrit veya kompozit formülasyonlar tedarik ederler.
4. 30 PPI yapı erimiş alüminyum dökümde nasıl performans gösterir?
30 PPI köpük bir denge sunar: kanal boyutları birçok yaygın metalik olmayan kalıntıları engellemek için yeterince küçüktür ve yine de döküm sırasında makul metal akışına izin verir. Pratik performans noktaları şunları içerir:
-
Dahil etme yakalama: Aşırı kafa kayıplarına neden olmadan yaygın cüruf ve oksit parçaları için etkilidir.
-
Akış homojenliği: Açık hücre ağı yerel püskürmeleri azaltır ve eşit kalıp dolumunu teşvik eder. Bu, türbülans kaynaklı hava sürüklenmesini azaltır ve yeniden oksidasyonu azaltır.
-
Termal şok toleransı: Düzgün bir şekilde sinterlenmiş 30 PPI seramikler, doğru şekilde dökülürse birden fazla kullanım döngüsüne dayanır, ancak bir ön ısıtma protokolü yoksa aşırı ısıtılmış eriyiğe hızlı daldırma çatlamaya neden olabilir.

5. Boyutlandırma kuralları ve kurulum uygulaması
Öngörülebilir sonuçlar için doğru filtre boyutlandırması ve kurulumu çok önemlidir. Aşağıdaki ilkeler pratik bir başlangıç noktası olarak hizmet eder.
Anahtar kurallar
-
Filtre alanının gaz kelebeği alanına oranı: Filtre yüzeyi boyunca aşırı hızı önleyen bir oran koruyun. Endüstri uygulamaları, ince dökümler için yolluk alanının birkaç katı filtre alanı önermektedir; daha kalın dökümler daha düşük oranları tolere eder.
-
Filtre yönü: En iyi yakalama verimliliği için filtreyi hücreler akışa dik hizalanacak şekilde yerleştirin.
-
Kenar sızdırmazlığı: Baypası önlemek için yollukta sıkı bir uyum sağlayın. Boşlukları ortadan kaldırmak için seramik refrakter conta veya uygun oturma yeri kullanın.
-
Ön ısıtma: Nemi gidermek ve termal şok riskini en aza indirmek için filtreyi ısıtın. Tipik ön ısıtma yöntemleri, filtrenin kullanımdan önce kısa bir süre için kontrollü bir sıcaklıkta bir fırına yerleştirilmesini içerir.
Tablo 1: Uygulamaya göre tipik filtre seçimi
| Uygulama türü | Tipik PPI seçimi | Gerekçe |
|---|---|---|
| Büyük yapısal kum dökümler | 10 ila 20 ÜFE | Daha hızlı akış, daha büyük inklüzyon yakalama, daha düşük geri basınç. |
| Genel alüminyum dökümler | 30 ÜFE | Birçok parça geometrisi için dengeli filtreleme ve akış. |
| Yüksek hassasiyetli havacılık ve uzay bileşenleri | 40 ila 60 PPI | Sıkı yüzey ve metalürjik standartları karşılamak için çok ince filtreleme gerekir. |
| Sürekli döküm / kütükler | 20 ila 40 PPI | Alaşım ve üretim hızına bağlıdır. |
6. Filtre alanı ve akış oranı önerileri
Bir filtreden geçen metal akış hızı filtre kalınlığına, gözenekliliğe, PPI'ye ve basınç yüksekliğine bağlıdır. Deneyimli dökümhaneler tarafından kullanılan pratik kurallar:
-
Filtre alanını artırın Kafa kaybını kabul edilebilir sınırlar içinde tutmak için daha kaba PPI'dan daha ince PPI'ya geçerken. Örneğin, 20 PPI'dan 30 PPI'a geçmek genellikle orta düzeyde bir alan artışı gerektirir.
-
Yumuşak dolgu profillerini koruyun ince cidarlı dökümler için daha geniş filtre yüzey alanı kullanarak.
-
Paralel çoklu küçük filtreler ince yakalama performansını korurken basınç düşüşünü azaltabilir.
Tablo 2. 30 PPI filtresi için PPI 30 filtre için temsili fiziksel parametreler
| Mülkiyet | Tipik aralık veya değer | Not |
|---|---|---|
| Gözeneklilik (açık hücre) | Yüzde 60 ila 90 | Yüksek gözeneklilik daha düşük kütle tutma ve daha düşük yük kaybı sağlar |
| Çalışma sıcaklığı toleransı | Erimiş alüminyum sıcaklıklarına kadar | Kullanılan kimyasala ve bağlayıcıya göre değişir |
| Tipik kalınlık (standart plakalar) | 10 ila 50 mm | Birçok dökümhane daha büyük parçalar için 50 mm kullanır |
| Tipik yüz boyutları | 178 × 178 mm, 254 × 254 mm, 305 × 305 mm | Üreticilerin ortak stok boyutları |
7. Üretim adımları ve kalite kontrolleri
Seramik köpük filtreler, polimer şablondan son fırınlamaya kadar tekrarlanabilir bir sıra izler. Anahtar aşamalar ve ilgili QA kontrolleri:
-
Polimer köpük seçimi: Hedef PPI ile sentetik bir açık hücre şablonu seçin.
-
Emprenye: Şablonu istenen kimyaya uygun seramik bulamacı ile kaplayın. Katı madde içeriğini dikkatlice kontrol edin.
-
Kurutma: Deri oluşumuna veya çatlamaya neden olmadan çözücüyü çıkarın.
-
Yanma ve sinterleme: Polimer iskeletini çıkarın, ardından seramik bağları yüksek sıcaklıkta yoğunlaştırın. Büzülmeyi ve mikro yapıyı izleyin.
-
Teftiş: Boyutsal doğrulama, görsel kusur kontrolü, porozite ölçümü ve simüle edilmiş koşullar altında deneme akış testi.
-
Parti izlenebilirliği: Fırın çalışmalarını ve hammadde partilerini izlemek için partileri işaretleyin.
Doğrulanacak kalite parametreleri arasında PPI homojenliği, makro çatlakların olmaması, istenen gözeneklilik yüzdesi ve kabul edilebilir akış direnci yer alır.
8. Diğer gözenek sayıları ile karşılaştırma
Doğru ÜFE'nin seçilmesi ödünleşme analizi gerektirir. Aşağıdaki tablo tipik sonuçları özetlemektedir.
Tablo 3. ÜFE karşılaştırması
| ÜFE | Tipik kullanım | Artıları | Eksiler |
|---|---|---|---|
| 10 | Ağır dökümler, kaba filtrasyon | Düşük akış kısıtlaması, sağlam | Sınırlı ince partikül yakalama. |
| 20 | Genel ağır alüminyum parçalar | Orta düzeyde tutma, kabul edilebilir akış | Daha küçük kalıntıları gözden kaçırabilir. |
| 30 | Genel alüminyum dökümlerin çoğu | Dengeli yakalama ve akış | 20 PPI ile karşılaştırıldığında biraz daha geniş alan gerektirebilir. |
| 40 | Yüksek kalite, ince özellikler | Daha iyi ince partikül yakalama | Daha yüksek basınç düşüşü, potansiyel dökme hızı düşüşü. |
| 50+ | Hassas havacılık veya özel kullanımlar | Maksimum filtrasyon inceliği | Önemli kafa kaybı, genellikle daha geniş yüz alanına ihtiyaç duyar. |
9. Gaz giderme, akışkanlaştırma ve yolluk sistemleri ile uyumluluk
Filtreleme, eksiksiz bir eriyik kalitesi sürecine entegre edildiğinde en etkili yöntemdir. En iyi uygulamalar şunları içerir:
-
Filtrelemeden önce gaz giderme işlemi gerçekleştirin hidrojen içeriğini azaltmak ve aksi takdirde filtre kanallarını tıkayacak olan büyük oksit filmlerini parçalamak için.
-
Flakslama uygulayın Dökme işleminden önce yüzey oksitlerini gidermek için gerektiğinde. Filtreler artık partikülleri yakalar ancak uygun flakslamanın yerini almaz.
-
Türbülansı azaltmak için geçit tasarımı filtrenin akış yukarısında. Akışı yavaşlatmak ve filtre yüzeyinde sıkışmayı önlemek için kısma bölümleri kullanın.
10. Tipik fiziksel özellikler ve çalışma limitleri
Filtre performansı boyutlara, malzemeye ve mikro yapıya bağlıdır.
-
Yoğunluk: Seramik filtreler, yüksek açık gözeneklilik nedeniyle katı refrakterlere göre hafiftir.
-
Mekanik taşıma: Seramik köpük gerilme veya bükülmede kırılgandır. Otomatik dökme hatlarında kullanıldığında sert çerçevelerle destekleyin.
-
Termal döngü: Büyük termal gradyanlara tekrar tekrar maruz kalmak çatlamaya neden olabilir; ön ısıtma ve kontrollü daldırma oranları bu riski azaltır.
11. Döküm metalurjisi ve verim iyileştirme için faydalar
Doğru seçilmiş 30 PPI filtre kullanımıyla bağlantılı pratik, ölçülebilir faydalar şunlardır:
-
Daha düşük katılım sayısı bitmiş dökümlerde, işleme ıskartalarını azaltır.
-
Geliştirilmiş yüzey kalitesi ve yüzeye yakın bölgelerde daha düşük gözeneklilik.
-
Daha tutarlı mekanik özellikler iç kusurların azaltılması yoluyla.
-
Azaltılmış hurda ve yeniden işleme Bu da genel dökümhane verimini ve parça başına maliyeti artırır.
Birden fazla tedarikçinin vaka çalışmaları, köpük filtrelerin gaz giderme ve iyi yolluk tasarımı ile entegre edildiğinde gözle görülür kusur azalması ve aşağı akış tasarrufları bildirmektedir.
12. Yaygın sorunların giderilmesi ve çözümleri
İşte dökümhanelerin 30 PPI filtresi ile karşılaştığı tekrar eden sorunlar ve önerilen çözümler.
-
Sorun: Dökme sırasında hızlı basınç düşüşü veya tıkanma.
Çözüm: Eriyikte aşırı cüruf yükü olup olmadığını kontrol edin ve dökme hızını azaltın; filtre yüzey alanını artırın veya paralel elemanlar kullanın. Yukarı yönde gaz giderme tıkanmayı azaltabilir. -
Sorun: Filtre daldırma sırasında çatlıyor.
Çözüm: Ön ısıtma prosedürünü uygulayın ve daldırma hızını ayarlayın. Kullanmadan önce filtre nem içeriğini doğrulayın. -
Sorun: Filtre kenarları etrafında baypas akışı.
Çözüm: Oturmayı iyileştirin, conta kullanın veya metali filtre yüzeyinden geçmeye zorlamak için yollukları yeniden tasarlayın.
13. Tedarik, maliyet etkenleri, raf ömrü, depolama, elleçleme
Seramik köpük filtreler için maliyet bileşenleri arasında hammaddeler, şablon kalitesi, sinterleme sırasında işçilik ve fırın süresi ve son işlem yer alır. Toplu alımlar birim fiyatlarda düşüş sağlarken, özel kimyasallar maliyeti artırır.
Saklama ve taşıma ipuçları:
-
Kuru tutun nem almasını önlemek için kapalı ambalajda.
-
Düz mağaza bükülmeyi önlemek için sabit raflar üzerinde.
-
Stokları döndürün Nem adsorpsiyonuna veya ambalajın bozulmasına neden olabilecek uzun süreli depolamadan kaçınmak için FIFO ile.
Tablo 4: Tipik alüminyum dökme oranları için boyutlandırma örneği
| Filtre yüzü boyutu (mm) | Tipik kütle akış aralığı (kg/dak) | Bu aralık için önerilen PPI |
|---|---|---|
| 178 × 178 | 25-50 | Genel kullanım için 20-30 PPI |
| 254 × 254 | 45-100 | Dengeli filtreleme için 30 PPI |
| 305 × 305 | 90-170 | Birçok dökümhane vakasında 20-30 PPI |
| 381 × 381 | 147-280 | Daha kaba PPI veya paralel olarak birden fazla öğe kullanın |

14. Çevre, sağlık ve güvenlik noktaları
Seramik filtreler, sinterlendikten sonra düşük kimyasal tehlike oluşturan inert seramikler içerir. Ancak güvenli uygulama, üretim ve kullanım adımlarına dikkat edilmesini gerektirir:
-
Kesme veya düzeltme sırasında toz kontrolü: Kuru seramik işlerken yerel egzoz havalandırması ve KKD kullanın.
-
Bağlayıcı yanma dumanı: Pişirme sırasında uygun fırın havalandırması ile gaz çıkışını yönetin.
-
Bertaraf: Metalik kalıntılarla kirlenmiş kullanılmış filtrelerin dökümhane atık prosedürleri ile bertaraf edilmesi gerekebilir.
30 PPI Seramik Köpük Filtrasyonu: Teknik Optimizasyon SSS
1. Bir dökümhane neden 20 PPI yerine 30 PPI seçer?
2. 30 PPI filtre sürekli döküm sıcaklıklarını kaldırabilir mi?
3. Bir filtre nasıl doğru şekilde ön ısıtmaya tabi tutulmalıdır?
4. Farklı alüminyum alaşımları için farklı bir PPI'a ihtiyacım var mı?
5. Seramik köpük filtreleri tekrar kullanabilir miyim?
6. Filtre yolluk alanına göre ne kadar büyük olmalıdır?
7. Hangi kimyasal madde en iyi termal şok direncini verir?
8. Hangi sorunlar “filtrenin atlandığına” işaret eder?
9. PPI mikron gözenek boyutu ile nasıl ilişkilidir?
PPI yapısal bir sayımdır, doğrudan bir mikron ölçümü değildir. Hücre geometrisi ve duvar kalınlığı üreticiye göre değişir. Ancak, genel bir kural olarak:
30 PPI ≈ 500 - 700 µm açıklıklar
Kesin filtrasyon verimliliği verileri için her zaman tedarikçinizin akış eğrilerine başvurun.
10. Kaliteli 30 PPI filtreleri nereden temin edebilirim?
PPI 30'u seçen dökümhaneler için nihai öneriler
-
Filtreyi yukarı akış eriyik temizliği ile eşleştirin Filtre ömrünü uzatmak ve tıkanmayı azaltmak için gaz giderme ve flakslama gibi.
-
Küçük denemeler yapın gerçekçi yolluk ve dökme hızları ile tam üretime geçmeden önce yük kaybını ve inklüzyon yakalamayı ölçmek için.
-
Üretici akış eğrilerini ve malzeme sertifikalarını talep edin Sinterleme kalitesini ve beklenen basınç düşüşünü doğrulamak için.
-
Belge toplu iş performansı Böylece proses mühendisleri filtre seçimlerini verim metriklerine bağlayabilirler.
