

Трубчатые фильтры - практичный и экономичный метод улавливания включений при литье алюминия под низким давлением и самотеком, обеспечивающий ощутимое снижение количества брака и улучшение качества поверхности при правильном выборе материала, степени заполнения пор и практики установки. Они работают за счет размещения керамического фильтрующего элемента в основании стояка, что позволяет очищать расплавленный металл при каждой заливке. Современные варианты включают в себя глинозем, титанат алюминия и нитрид кремния для различных сплавов и рабочих циклов.
1. Что такое трубчатые фильтры и где они находятся в кастинговой линии
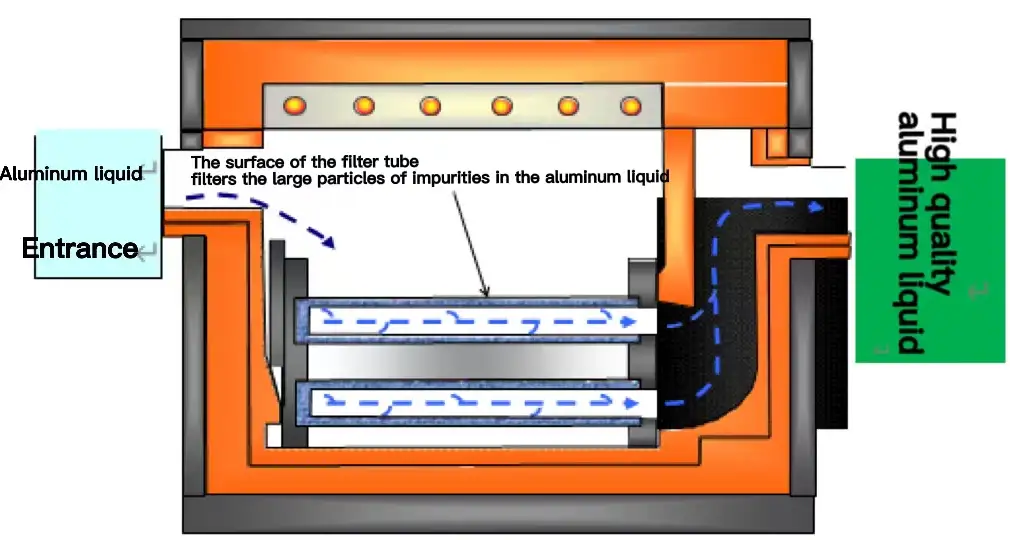
Трубчатый фильтр - это керамический или инженерный пористый элемент, размещаемый в основании стояка или трубчатого стержня при литье под низким давлением и некоторых установках гравитационного литья. Труба стояка - это канал, по которому расплавленный алюминий поступает из печи или промковша в полость формы. Благодаря тому, что расплав проходит через пористую среду на входе в эту трубу, литейщики улавливают неметаллические включения и крупные фрагменты оксидов до того, как они попадают в форму, что уменьшает количество внутренних дефектов, дефектов поверхности и последующей доработки.

2. Почему литейные заводы используют трубчатую фильтрацию стебля: цели производительности и показатели качества
Основные цели при использовании трубчатых фильтров
-
Снижение количества включений в отливках, что уменьшает количество брака и отбраковки при механической обработке.
-
Создайте ламинарный, контролируемый поток в полости, чтобы избежать дефектов, вызванных турбулентностью.
-
Защищают поверхности инструмента и матрицы от абразивных частиц, продлевая срок службы инструмента.
-
Улучшение механических свойств, чувствительных к включениям, например, усталостной прочности колес и конструкционных отливок.
Ключевые показатели эффективности для отслеживания
-
Частицы включения на единицу объема, измеренные с помощью лабораторного контроля или автоматизированного оптического контроля.
-
Доля брака при литье и процент деталей, требующих повторной обработки.
-
Шероховатость поверхности и уровень пористости в готовых отливках.
-
Циклическая повторяемость расхода фильтрата и перепада давления.
3. Распространенные материалы и то, как выбор материала влияет на срок службы и совместимость
Выбор материала - важнейший фактор, определяющий срок службы фильтра и его совместимость с конкретными сплавами и технологическими условиями. Рынок сходится вокруг нескольких семейств с различными компромиссами.
Таблица 1. Распространенные материалы для фильтров стебельчатых трубок и их основные свойства
| Семейство материалов | Типичные преимущества | Ограничения | Типичные применения |
|---|---|---|---|
| Высокочистый плавленый глинозем (Al₂O₃) | Хорошая химическая стабильность, высокая производительность | Умеренная устойчивость к термоударам | Алюминиевое литье общего назначения |
| Титанат алюминия | Отличная устойчивость к тепловым ударам, низкое расширение | Более высокая стоимость, требуются особые сорта | Высокочастотный цикл LPDC, процессы с переменной температурой |
| Композиты из нитрида кремния или SiAlON | Долгий срок службы, устойчивость к эрозии | Дорогостоящая, специализированная обработка | Среды с высоким уровнем абразивного износа, увеличенные интервалы обслуживания |
| Жесткое стекловолокно или инженерная решетчатая керамика | Контролируемые потоки, воспроизводимые характеристики | Более новая техника, другие способы отказа | Литье под низким давлением, когда необходим особый контроль расхода |
Источники в отрасли отмечают, что титанат алюминия и нитрид кремния обладают повышенной устойчивостью к термоциклированию и эрозии по сравнению со стандартными сортами глинозема, что может привести к увеличению срока службы в непрерывных или высокочастотных операциях.

4. Структура пор, градиентная пористость и удержание в зависимости от перепада давления
Эффективность фильтрации зависит от распределения пор по размерам, извилистости керамической матрицы, общего процента пористости и длины гидравлического пути через элемент. Производители предлагают фильтрующие элементы с различными номинальными классами задерживания. Цель проектирования - задерживать включения, превышающие заданный размер, поддерживая при этом приемлемый перепад давления, который не замедляет время цикла.
Таблица 2: Типичные взаимоотношения (иллюстрация, с учетом спецификации поставщика)
| Номинальный размер пор (мкм) | Ожидаемый диапазон захвата (мкм) | Типичное поведение перепада давления | Общее использование |
|---|---|---|---|
| 5 - 10 | содержит крупные микровключения, оксиды | от низкого до умеренного | тонкая отделка литья, детали, связанные с аэрокосмической отраслью |
| 10 - 30 | удаляет типичную литейную окалину и частицы окалины | умеренный | Колесное литье общего назначения, конструкционные детали |
| 30 - 100 | удаляет крупные обломки и шлак | низкий | первоначальная фильтрация сыпучих материалов, стадии предварительной фильтрации |
Поставщики контролируют размер зерна и режимы обжига, чтобы настроить эти свойства. В некоторых современных продуктах используется контролируемая геометрия решетки для достижения воспроизводимых траекторий и предсказуемых характеристик падения давления.
5. Типовые размеры, способы монтажа и интеграция со стояками
Трубчатые фильтры выпускаются с различными внешними диаметрами и длинами, чтобы соответствовать существующим стоякам. Обычные методы интеграции включают:
-
Вставляется в обработанное углубление в основании трубки стебля.
-
Прилегание с помощью керамической и металлической прокладки, которая герметизирует соединение и предотвращает перепуск.
-
Встроенные формованные узлы, в которых фильтр является частью предварительно обожженной трубки стебля.
Предварительный нагрев трубки стебля и фильтра в сборе является стандартной практикой для предотвращения растрескивания от теплового удара при первом использовании. Инструкции производителя обычно включают контролируемый переход к рабочей температуре.

6. Передовые методы установки, предварительного нагрева и обработки
Шаги по повышению надежности и снижению количества ранних отказов
-
Перед установкой визуально проверьте элемент на наличие трещин и мелких деталей.
-
Предварительно нагрейте трубку стебля и фильтр до рабочего диапазона, следуя рекомендованному производителем профилю.
-
Используйте соответствующие керамические прокладки и методы зажима, чтобы избежать концентрации механических напряжений.
-
Избегайте забивания или силового сжатия керамики; при необходимости используйте равномерное осевое сжатие.
-
Задокументируйте первоначальный перепад давления и кривую расхода, чтобы создать исходные данные для будущих проверок.
Предварительный нагрев имеет значение, поскольку керамика часто сохраняет влагу, полученную при хранении или в окружающей среде; быстрое воздействие расплавленного алюминия может привести к отколу или катастрофическому разрушению. Многие производители публикуют рекомендуемую последовательность предварительного нагрева для конкретного состава и геометрии.
7. Осмотр, способы устранения неисправностей и процедуры технического обслуживания
Распространенные виды отказов и практические способы их устранения
-
Растрескивание при тепловом ударе: уменьшается за счет контролируемого предварительного нагрева, ограничения тепловых перепадов, предпочтение отдается материалам с низким расширением.
-
Абразия и эрозия: выбирайте материал с более высокой степенью износа, особенно при высоком содержании оксидов или при переплавке прутков.
-
Засорение или перекрытие: контролируйте перепад давления, проверяйте на наличие задерживаемой окалины, рассмотрите возможность ступенчатой фильтрации выше по потоку.
-
Протечки и перепуск: убедитесь в правильности прокладки и прилегания, проверьте, нет ли механических повреждений на седле трубки.
Рутинные проверки
-
Измеряйте перепад давления на трубке каждую смену и фиксируйте изменения.
-
Замените элемент, когда перепад давления достигнет заданного порога или когда визуальный осмотр покажет ухудшение состояния.
-
Храните запасные части на полке в соответствии с ожидаемым интервалом замены, чтобы избежать незапланированных простоев.
8. Сравнение с другими методами фильтрации, используемыми при литье алюминия
Фильтры с трубчатыми стержнями являются одним из нескольких вариантов; правильный выбор зависит от экономических показателей и целей по качеству.
Краткое сравнительное резюме
-
Пластинчатые фильтры из керамической пены: превосходно удаляют мелкие включения, обычно устанавливаются в линиях промывки или у разливочного патрубка. Они широко используются для фильтрации всей ванны, но могут занимать большую площадь.
-
Коробчатые или пластинчатые фильтры в прачечной: хорошо подходят для централизованной фильтрации в домах с большими системами плавления и перекачки.
-
Жесткие решетчатые фильтры: новая керамика, изготовленная методом аддитивного производства, обеспечивает воспроизводимый характер потока и низкое выделение твердых частиц, обеспечивая предсказуемое поведение от цикла к циклу.
-
Трубчатые фильтры: оптимизированы для непосредственной фильтрации при каждом заполнении пресс-формы, занимают минимальную площадь, обеспечивают высокую локальную защиту и быструю замену элементов.
Факторы, влияющие на принятие решения, включают время цикла литья, чувствительность сплава, стоимость брака и планировку цеха.
9. Как выбрать трубчатый фильтр для стебля для конкретного сплава и процесса литья
Контрольный список для выбора
-
Определите целевой размер включений, которые необходимо удалить, исходя из допуска на деталь и конечного использования.
-
Оцените тепловой профиль и частоту циклов; для высоких циклов выбирайте материалы с отличной стойкостью к тепловому удару.
-
Учитывайте химическую совместимость: некоторые сплавы с высокореакционными элементами могут потребовать более высокой степени очистки или другой химии керамики.
-
Подтвердите детали механического монтажа, чтобы убедиться в отсутствии обходного пути и в том, что несоответствия теплового расширения учтены.
-
Определите целевой показатель стоимости замены литья и сопоставьте его с данными о сроке службы поставщика.
Если вы сомневаетесь, запросите у поставщика кривые зависимости расхода от перепада давления и данные о реальных условиях эксплуатации для определения точного сплава и времени цикла. Некоторые известные поставщики публикуют инструкции по применению и технические бюллетени, чтобы помочь подобрать продукт к процессу.
10. Измеряемые преимущества и пример расчета ROI
Преимущества, которые необходимо оценить количественно
-
Снижение количества брака (для многих пользователей это главное измеряемое преимущество).
-
Меньше брака при обработке, меньше отказов, связанных с пористостью.
-
Увеличение срока службы матрицы и сокращение времени ее обслуживания благодаря уменьшению количества абразивных частиц.
-
Повышение удовлетворенности клиентов и сокращение числа гарантийных случаев, связанных с внутренними дефектами.
Примерный сценарий окупаемости инвестиций (иллюстративные цифры)
Таблица 3: Простой пример для одной производственной линии (в годовом исчислении)
| Вход | Значение |
|---|---|
| Годовое производство отливок | 200 000 шт. |
| Текущая скорость отбраковки (без фильтра стеблей) | 3% (6 000 шт.) |
| Количество брака (с фильтром для стеблей) | 1.5% (3 000 шт.) |
| Экономия на спасенных единицах | $25 |
| Годовая сэкономленная стоимость | (6 000 - 3 000) × $25 = $75 000 |
| Годовая стоимость фильтров и запасных частей | $10,000 |
| Чистая годовая выгода | $65,000 |
| Расплата | в течение одного производственного года |
Этот пример демонстрирует, что даже скромное сокращение количества дефектов быстро окупается для фильтров, когда затраты на отбраковку или доработку значительны.
11. Контроль качества производства и стандарты испытаний
Надлежащая производственная практика и процедуры контроля обычно включают
-
Сертификация сырья и отслеживание партий.
-
Контролируемые профили смешивания, формования и обжига гарантируют постоянную пористость и прочность.
-
Проверка на герметичность и контроль размеров после обжига.
-
Определение перепада давления и пористости с помощью стандартизированных испытаний потока воздуха или жидкости.
-
Испытания на механическую прочность при сжимающих и растягивающих нагрузках для обеспечения живучести при обращении.
Ведущие поставщики предоставляют технические паспорта, инструкции по обращению, а иногда и образцы тестовых блоков для оценки поведения материала в условиях производственного процесса заказчика.
12. Соображения охраны окружающей среды, здоровья и безопасности
Указания по безопасному обращению
-
Керамическая пыль от разбитых или разрезанных элементов может быть опасной; используйте местную вытяжку и средства защиты органов дыхания при работе с необработанными элементами.
-
Избегайте быстрого закаливания горячей керамики; она может разрушиться и выпустить острые осколки.
-
Утилизируйте отработанные керамические элементы в соответствии с местными экологическими нормами; многие из них инертны, но на них все равно распространяются правила утилизации промышленных отходов.
-
Обучите операторов правильному предварительному нагреву и распознаванию поврежденных деталей.
13. Устранение неполадок: общие проблемы и способы их устранения
Проблема: Раннее растрескивание при первом использовании
-
Вероятная причина: остаточная влажность или слишком быстрый тепловой удар.
-
Устранение: пересмотрите протокол предварительного нагрева, выдержите при промежуточной температуре, чтобы выгнать влагу.
Проблема: Высокое падение давления после нескольких циклов
-
Вероятная причина: задерживание окалины или чрезмерное количество мелких частиц в верхнем течении.
-
Устранение: проверьте фильтрацию отмывки, рассмотрите возможность использования более грубой ступени предварительного фильтра.
Проблема: Перекрытие и частичная блокировка потока
-
Вероятная причина: несоответствующий размер пор для нагрузки включения или плохой путь потока.
-
Устранение: увеличить количество пор или ввести ступенчатую фильтрацию.
Проблема: меньший, чем ожидалось, срок службы в условиях абразивного воздействия
-
Вероятная причина: несоответствие выбора материала.
-
Устранение: испытайте более износостойкие материалы, такие как SiAlON или элементы на основе нитрида кремния.
14. Справочные таблицы и технические данные с первого взгляда
Таблица 4: Шпаргалка по быстрому выбору
| Параметр процесса | Рекомендуемое действие |
|---|---|
| Короткоцикловые LPDC с высокими тепловыми колебаниями | Используйте титанат алюминия или SiAlON |
| Высокая нагрузка на включения в результате операций переплавки | Добавьте фильтр грубой очистки и выберите эрозионностойкий элемент |
| Необходимость в сверхтонкой внутренней очистке | Выберите меньшее количество пор и согласитесь с более высоким перепадом давления |
| Малая площадь и минимальное время переналадки | Выбирайте вставные трубные элементы со стебельками, подходящие по размеру к существующим стоякам |
Таблица 5. Пример контрольного списка для установки
| Шаг | Верификация |
|---|---|
| Элемент визуального осмотра | Никаких трещин, никаких рыхлых деталей |
| Процедура предварительного нагрева | Темп изменения температуры до рекомендуемого заданного значения |
| Прокладка седла | Неповрежденный, правильный материал |
| Базовый уровень перепада давления | Зарегистрировано и сохранено |
| Запасной элемент | На месте, тот же номер детали |



