Пенокерамические фильтры играют важную роль в литье алюминия, удаляя неметаллические включения, стабилизируя поток расплава, уменьшая количество ловушечного газа и дефектов бифильтрации, улучшая механические свойства и качество поверхности отливок; при правильном выборе и установке они снижают количество брака, обеспечивают постоянный контроль процесса и высокую рентабельность инвестиций для литейных предприятий, производящих конструкционные, автомобильные, аэрокосмические и высококачественные потребительские компоненты.
Какие основные функции выполняют пенокерамические фильтры при литье алюминия и цветных металлов?
Фильтры из керамической пены действуют как физический барьер, задерживающий неметаллические частицы и изменяющий поток для создания более стабильного, ламинарного фронта металла, поступающего в пресс-форму. На практике это означает меньшее количество включений в готовых деталях, меньшее количество дефектов поверхности, меньшую пористость и более тихую литниковую систему с меньшей турбулентностью, которая снижает образование двуокисных бифилмов. Благодаря удалению твердых и полутвердых включений и демпфированию энергии потока они защищают последующую оснастку и улучшают заполнение деталей сложной геометрии.
Читайте также: Процесс производства фильтров из керамической пены.
Помимо улавливания частиц и кондиционирования потока, фильтры могут косвенно способствовать снижению содержания водорода и других газов, поскольку менее турбулентный поток металла вызывает меньшее количество случаев захвата газов и способствует коалесценции микропузырьков перед формой. Правильно подобранная фильтрация керамической пены часто становится стандартным элементом управления процессом для литейных заводов, производящих несущие отливки, где требуются повторяющиеся механические свойства.

Какие материалы и производственные марки доступны, и как они влияют на производительность?
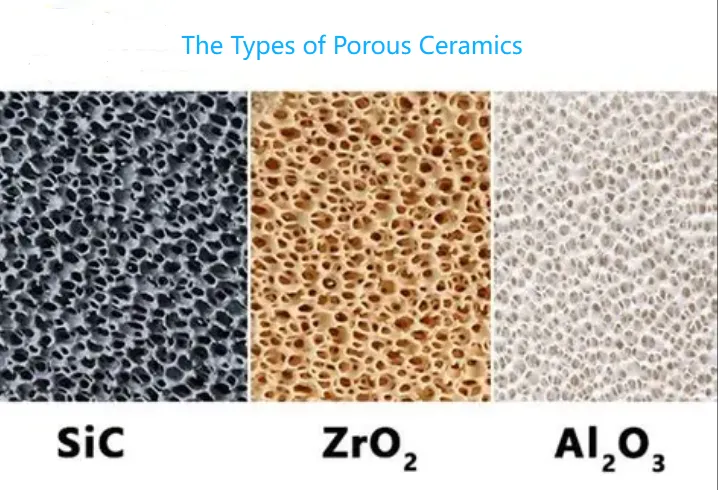
Пенокерамические фильтры производятся из нескольких видов огнеупорных материалов, каждый из которых оптимизирован по температуре, химической совместимости и механической прочности. Основными семействами, используемыми в литейном производстве, являются:
-
Высокочистые фильтры на основе глинозема, часто с фосфатной связью. Они обеспечивают отличную химическую стабильность в расплавленном алюминии и хорошую механическую прочность. Типичные рабочие температуры подходят для алюминия и многих цветных сплавов.
-
Карбид кремния и композиты, содержащие карбид кремния, для работы с железом и при высоких температурах. Они обладают повышенной устойчивостью к тепловым ударам и механической прочностью для фильтрации черных металлов.
-
Цирконий и стабилизированные циркониевые смеси для экстремальной химической стойкости и устойчивости к истиранию.
-
Смешанные глиноземно-кремнеземистые изделия для баланса цены и качества.
Характеристики фильтра обычно определяются плотностью пор (PPI, поры на дюйм), размером ячеек/окон, пористостью, проницаемостью и прочностью на сжатие. Производители указывают классы (например, от 10 до 80 PPI), где более низкий PPI означает более грубые поры и более высокую пропускную способность, а более высокий PPI обеспечивает более тонкую фильтрацию и большее улавливание включений, но увеличивает перепад давления. Выбор правильного химического состава и марки позволяет сбалансировать улавливание включений, перепад давления и механическую прочность при заливке.
Как фильтры из вспененной керамики улавливают включения? Объяснение механизмов фильтрации
Фильтрация в пенокерамическом фильтре - это не одно физическое событие, а комбинация механизмов, действующих через пористую сеть:
-
Инерционное уплотнение: Более крупные включения, обладающие импульсом, отклоняются от линии потока и сталкиваются с поверхностями связок внутри фильтра.
-
Перехват: Частицы, следующие за линиями потока, проходящими вблизи связок, соприкасаются и прилипают к поверхности.
-
Диффузия и броуновское движение: Для субмикронных частиц существует небольшой, но иногда значимый вклад броуновского движения, приводящего к контакту с поверхностью.
-
Захват глубины и процеживание: Фильтры из керамической пены работают в режиме глубокого слоя. Частицы задерживаются в нескольких плоскостях по всей толщине фильтра, а не только на поверхности. Это распределяет уловленную массу по объему фильтра, увеличивая срок службы до засорения.
Из этих режимов вытекают два следствия. Во-первых, эффективность улавливания сильно зависит от распределения частиц по размерам и скорости потока. Во-вторых, поскольку улавливание происходит внутри объема, фильтры могут задерживать большую массовую долю частиц, не вызывая проблем с перепадом давления, что делает их очень подходящими для непрерывных потоков и крупных отливок.

Как структура пор фильтра и его гидравлические характеристики влияют на эффективность фильтрации?
Гидравлические характеристики фильтров из вспененной керамики определяются пористостью, диаметром окна и геометрией ячеек. Эти микроструктурные особенности определяют проницаемость и перепад давления для заданного расхода. Основные наблюдения, полученные в ходе экспериментальных исследований, таковы:
-
Проницаемость находится в обратной зависимости от перепада давления; более грубые фильтры обеспечивают меньший перепад давления при фиксированной скорости потока, но меньшую эффективность улавливания мелких включений.
-
Режим течения в типичном алюминиевом литье - от ламинарного до переходного - означает, что увеличение плотности пор (более высокий PPI) снижает локальные числа Рейнольдса внутри ячеек и улучшает захват мелких включений.
-
Производители и независимые исследователи измеряют проницаемость и перепад давления по сортам, чтобы предоставить инженерам данные для проектирования задвижек и избежать чрезмерного давления наполнения или дефектов, вызванных потоком.
При проектировании затворной системы инженеры используют кривые зависимости падения давления от скорости потока, поставляемые поставщиками фильтров или измеряемые собственными силами. Это служит основой для выбора размера и толщины пор, чтобы соответствовать как металлургическим требованиям к чистоте, так и практическим ограничениям по заливке.

Как следует выбирать и размещать фильтры из вспененной керамики в затворных системах?
Выбор и размещение фильтров не менее важны. Рекомендации по надлежащей практике для алюминиевых литейных цехов включают:
-
Разместите фильтр перед пресс-формой в бегунке или фильтровальной коробке, чтобы поток металла сначала сталкивался с фильтром. Горизонтальное размещение часто обеспечивает лучшее ламинарное заполнение для некоторых геометрий пресс-форм, поскольку снижает прямые ударные силы на фильтр.
-
Выбирайте площадь и толщину фильтра так, чтобы перепад давления был меньше доли имеющегося напора, поэтому время заполнения и скорость затворения остаются в пределах расчетных значений. Избегайте чрезмерных сжимающих нагрузок или прямого воздействия на маленькие фильтры.
-
Используйте прокладки и правильную геометрию седла, чтобы предотвратить обводку металла вокруг края фильтра, что сделает фильтрацию неэффективной. Многие поставщики предлагают подходящие прокладки и рамки фильтров для обеспечения надлежащего уплотнения.
-
Для отливок с высокой степенью риска следует рассмотреть возможность двухступенчатой фильтрации, когда более грубый предварительный фильтр удаляет крупный шлак, а более тонкий вторичный фильтр полирует расплав.
Классической причиной низкой эффективности фильтрации является неправильная ориентация или недостаточная посадка, что позволяет расплавленному металлу обходить фильтр. Другая распространенная ошибка - выбор слишком тонкого фильтра для скорости разлива, что приводит к преждевременному засорению и турбулентности.
Какие ощутимые преимущества получают литейные предприятия от фильтрации керамической пеной?
Использование фильтров из вспененной керамики позволяет добиться многократного ощутимого повышения качества, производительности и надежности процесса:
-
Уменьшение количества дефектов, связанных с включением что приводит к снижению количества брака или повторной обработки. Типичные примеры показывают значительное сокращение брака по причине включения в конструкцию конструктивных элементов.
-
Улучшенные механические свойства, В частности, увеличивается удлинение и уменьшается разброс результатов при растяжении, поскольку включения и бифилмы действуют как концентраторы напряжения.
-
Улучшенная обработка поверхности, Это позволяет сократить припуски на обработку и снизить затраты на чистовую обработку.
-
Меньший износ инструмента и меньшее количество засоров затвора, поскольку крупные включения удаляются выше по течению.
-
Стабильность процесса, поскольку фильтры смягчают профиль скорости и снижают чувствительность к небольшим изменениям скорости выливания.
С экономической точки зрения, стоимость фильтра обычно невелика по сравнению с повышением выхода годного для отливок средней и высокой стоимости. Многие литейные заводы сообщают об окупаемости от нескольких десятков до нескольких сотен отливок в зависимости от ценности продукции и начального уровня брака.
Распространенные ошибки при установке и устранение неполадок
Типичные проблемы и корректирующие действия:
-
Обход по краям: Убедитесь, что прокладка и седло имеют правильный размер. Если обнаружен байпас, проверьте, не деформировалась ли рамка фильтра, и при необходимости замените ее на жесткую рамку с фиксацией.
-
Разрушение фильтра во время заливки: Проверьте скорость удара и рассмотрите возможность использования более толстых фильтров или ступенчатых предварительных фильтров. При необходимости используйте горизонтальное крепление, чтобы распределить удар.
-
Преждевременное засорение: Если фильтр блокируется слишком рано, то либо фильтр слишком тонкий для чистоты расплава или скорости разлива, либо расплав содержит слишком много оксидов/шлака. Эту проблему можно решить предварительной очисткой флюса, дегазацией или более грубым предварительным фильтром.
-
Недостаточное удаление включений: Убедитесь в правильности марки фильтра, отсутствии байпаса, а также в том, что фильтр расположен перед любым турбулентным устройством или дроссельной заслонкой.
Многие литейные заводы ведут простой журнал производительности фильтров, в котором регистрируют марку фильтра, скорость разлива, геометрию отливки и количество дефектов. В течение нескольких недель эти данные позволяют выявить систематические несоответствия между маркой фильтра и технологическим процессом.
Методы испытаний, стандарты и валидация эффективности фильтров
Инженеры, разрабатывающие технологические процессы и изделия, используют комбинацию лабораторных и цеховых испытаний:
-
Кривые зависимости перепада давления от расхода для создания продуманных конструкций затворов, помогающих избежать чрезмерного противодавления. Эти показатели часто измеряются с помощью испытаний на воде, масштабированных по плотности металла, или с помощью контролируемых испытаний расплавленного металла.
-
Металлографический контроль фильтрации включений и поперечных срезов отливок для количественного определения доли площади включений и их распределения по размерам.
-
Механические испытания на прочность на разрыв, удлинение и усталость, если это требуется в соответствии с нормами проектирования.
-
Индексы чистоты Например, фазово-контрастная микроскопия и автоматизированный анализ изображений для определения количества и размеров включений.
-
Анализ возможностей процесса сравнение количества дефектов до и после фильтрации для экономического обоснования.
Органы стандартизации пока не имеют единого глобального стандарта на марки фильтров из вспененной керамики; поэтому для определения ожиданий и подтверждения характеристик на собственном производстве очень важны практические спецификации поставщиков и независимые исследования гидравлических характеристик.
Сравнительная таблица: распространенные химические составы фильтров и типичные области применения в литейном производстве
| Химия материалов | Типичный диапазон плавления / эксплуатации | Наиболее подходящие металлы | Сильные стороны | Ограничения |
|---|---|---|---|---|
| Высокочистый глинозем (Al2O3, фосфатная связка) | до 1200°C и выше для короткой выдержки | Алюминий, сплавы алюминия, некоторые цветные металлы | Отличная химическая совместимость с Al, хорошая механическая прочность, экономичность | Не идеально подходит для расплавов высокоуглеродистых черных металлов |
| Карбид кремния (SiC) | до 1600°C | Чугун, сталь, некоторые ниши из цветных металлов | Высокая устойчивость к тепловым ударам, стойкость к истиранию | Более высокая стоимость для некоторых геометрий, реактивность некоторых сплавов |
| На основе диоксида циркония | очень высокая температурная стабильность | Специализированные черные и нишевые сплавы | Исключительная химическая стойкость и механическая прочность | Самая высокая стоимость, используется там, где другие химические составы не работают |
| Смешанный алюмосиликат | от умеренного до высокого | Цветные металлы общего назначения | Сбалансированная стоимость и производительность | Средняя химическая стойкость |
(Источник: краткие описания продуктовой линейки производителя и независимые обзоры материалов).
Таблица типичных оценок: PPI, приблизительный размер окна и общие случаи использования
| Степень (PPI) | Приблизительный диаметр окна (мкм) | Типичное применение в алюминиевом литье |
|---|---|---|
| 10 PPI | 3000-5000 | Грубый фильтр предварительной очистки для удаления тяжелого шлака или очень высоких скоростей потока |
| 15 PPI | 2000-3500 | Общее назначение: крупные отливки с умеренными требованиями к чистоте |
| 25 PPI | 1000-2000 | Стандартный финишный фильтр для многих конструкционных алюминиевых отливок |
| 30-40 PPI | 500-1200 | Тонкая фильтрация для ответственных деталей, требующих высокого удлинения и чистоты поверхности |
| 50-80 PPI | <500 | Лабораторные или специальные применения; повышенный перепад давления |
Данные являются ориентировочными и зависят от определений PPI и пористости, данных производителем. Всегда проверяйте данные по проницаемости и перепаду давления по данным производителя.

Практический контрольный список по выбору закупок и технологических процессов
-
Определите целевые показатели чистоты и допустимые размеры включений с помощью металлургического анализа.
-
Запишите ожидаемую скорость налива и доступный напор на седле фильтра.
-
Запросите у поставщиков кривые проницаемости и перепада давлений для кандидатов.
-
Выберите химический состав фильтра, совместимый с химическим составом сплава и рабочей температурой.
-
Сконструируйте седло фильтра и прокладку, чтобы предотвратить обход; проверьте жесткость рамы при рабочей температуре.
-
При использовании нескольких смен или длительных пробегов оцените массоулавливающую способность фильтра и запланируйте интервалы замены.
-
Проведите контролируемое испытание с отбором проб до и после фильтрации, металлографией и механическими испытаниями.
-
Записывайте результаты и оптимизируйте сочетание сорта и площади с точки зрения соотношения затрат и урожайности.
Примеры экономических примеров
Литейный завод среднего размера, производящий детали подвески автомобилей, привел следующий упрощенный пример: исходный объем брака из-за дефектов, связанных с включениями, в 4% сократился до 1,5% после внедрения фильтрации керамической пены в сочетании с незначительной переделкой литников. Увеличение стоимости процесса литья за счет фильтров и рамок было компенсировано в течение нескольких недель, поскольку сокращение количества брака и повторной обработки дало чистую экономию. Фактическая прибыль зависит от стоимости детали, времени цикла и затрат на дефекты; компаниям следует провести короткое контролируемое пилотное исследование, чтобы количественно оценить преимущества в конкретных условиях. Данные производителей и независимые исследования подтверждают значительную окупаемость инвестиций для литья средней и высокой стоимости при правильном применении фильтрации.
Научные достижения и то, на что следует обратить внимание инженерам
Последние экспериментальные работы посвящены гидравлическим характеристикам, способам аддитивного производства для настройки геометрии пор и химическим составам композитов, которые улучшают прочность, обеспечивая более тонкую фильтрацию. В научной литературе дается количественная оценка проницаемости, поведения при перепаде давления и эффективности улавливания в разных сортах, что дает инженерам более эффективные инструменты прогнозирования для проектирования затворных устройств. Производительность оптимизируется за счет сочетания фильтрации с предварительным кондиционированием расплава, таким как дегазация и обезжиривание, для снижения нагрузки на фильтры.
Обобщение передового опыта в области управления технологическими процессами
-
Сочетайте фильтрацию с обычными этапами очистки расплава: флюсованием, дегазацией и обезжириванием.
-
Используйте марки фильтров, соответствующие прогнозируемому спектру включений и скорости выливания.
-
Обеспечьте механическую посадку и надлежащую прокладку, чтобы избежать обхода.
-
Записывайте и анализируйте данные о производительности фильтров и показатели качества литья с течением времени.
-
Рассмотрите возможность поэтапной фильтрации в средах с высокой степенью загрязнения.
Такие методы делают фильтрацию предсказуемым и надежным элементом контроля качества.
Таблица: Матрица быстрого поиска и устранения неисправностей
| Симптом | Вероятная причина | Действие |
|---|---|---|
| Уменьшение количества включений или их отсутствие | Обход по краям или неправильное расположение | Проверьте посадочные места, замените прокладку, установите фильтр на место |
| Фильтры быстро засоряются | Слишком тонкий фильтр или высокая оксидная нагрузка | Использование более грубого фильтра предварительной очистки, улучшение очистки расплава перед потоком. |
| Переломы фильтра | Высокая скорость удара или тепловой удар | Более толстый фильтр или горизонтальное крепление, уменьшение скорости стробирования |
| Изменчивость качества литья | Несоответствующая скорость заливки или степень фильтрации | Стандартизация параметров заливки, использование фильтров для одной партии |
Фильтры из керамической пены (CFF): Технические вопросы и ответы
1. В чем заключается самое важное преимущество использования фильтров из керамической пены?
2. Удаляют ли пенокерамические фильтры растворенные газы, такие как водород?
3. Как часто следует менять фильтр при непрерывной заливке?
4. Всегда ли более тонкий фильтр (более высокий PPI) лучше?
5. Можно ли повторно использовать пенокерамические фильтры?
6. Какой химический состав фильтра лучше всего подходит для алюминиевых сплавов?
7. Как должны располагаться фильтры, чтобы предотвратить обход?
8. Влияют ли фильтры на время заполнения или стробирование?
9. Есть ли проблемы с экологией или безопасностью работы?
10. Какие шаги по проверке должны быть предприняты перед полномасштабным внедрением?
Заключительные рекомендации для инженеров и закупок
Для успешного применения фильтрации керамической пеной:
-
Проведите целевой пилотный проект с базовыми и послеустановочными измерениями как металлургической чистоты, так и производительности деталей.
-
Запросите у поставщиков данные о проницаемости и падении давления, а также пробные образцы для проверки в цеху.
-
Интегрируйте решения по фильтрации в расчеты конструкции задвижек, чтобы контролировать скорость и избежать образования бифильтра.
-
Ведите журналы, связывающие сортность, параметры заливки и дефекты литья, а затем повторяйте действия до тех пор, пока не будут определены оптимальная сортность и площадь.
-
При первых установках рассмотрите возможность технической поддержки и соглашения об обслуживании с поставщиками; многие поставщики предоставляют помощь в разработке приложений.
