Ротационная дегазация с использованием правильно подобранного графитовый ротор Оптимизированная установка является наиболее надежным промышленным способом снижения содержания растворенного водорода и удаления оксидных включений из расплавленного алюминия до уровня, соответствующего современным требованиям к качеству литья. При соответствии геометрии ротора, типа и расхода газа, скорости вращения, глубины погружения и времени обработки химическому составу сплава и объему расплава можно достичь типичного снижения содержания водорода до однозначных значений ppm и значительного уменьшения пористости при сохранении приемлемых эксплуатационных затрат и времени цикла.
1. Что такое ротационная дегазация и почему она имеет значение
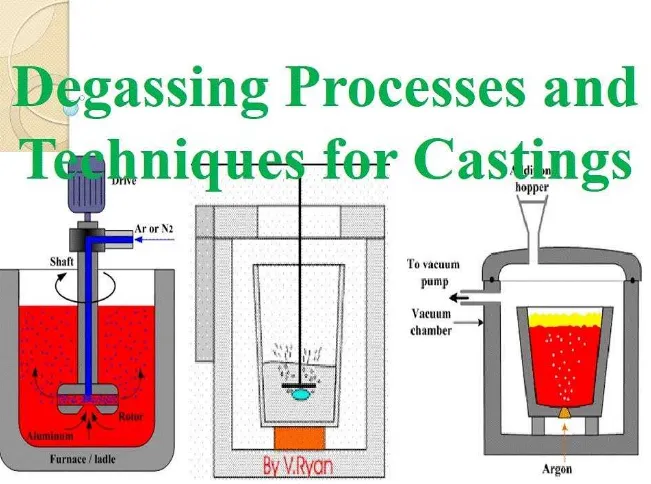
Роторная дегазационная установка это метод обработки расплава, при котором инертный продувочный газ диспергируется в расплавленном алюминии через вращающийся зонд, оснащенный крыльчаткой или ротором. Процесс основан на создании большого количества мелких газовых пузырьков, которые поднимаются через расплав и выступают в качестве подвижных коллекторов для растворенного водорода и мельчайших фрагментов оксидов; газовые пузырьки захватывают эти загрязнения и выносят их на поверхность, где они удаляются. Для литейщиков алюминия, ориентированных на производство компонентов с низкой пористостью, ротационная дегазация является стандартной практикой, поскольку она надежна, контролируема и масштабируется от стендового до крупносерийного производства.

Почему в производстве часто выбирают ротационную дегазацию
-
Высокая эффективность удаления растворенного водорода при оптимизации переменных процесса.
-
Совместим с широким диапазоном сплавов и производственных масштабов.
-
Чистая работа с закрытыми системами, которые сводят к минимуму повторное впитывание и загрязнение.
2. Основные физические принципы, лежащие в основе дегазации с помощью пузырьков
Роторная дегазация основывается на физике массопереноса и двухфазного потока. Ключевые механизмы:
-
Газожидкостный массоперенос: Водород диффундирует из расплава в пузырек под действием разницы парциальных давлений. Площадь поверхности пузырька и время пребывания в нем являются основными факторами, определяющими скорость переноса.
-
Пузырьковый захват твердых частиц: Оксидные пленки и включения прилипают к поверхности пузырьков или попадают в пузырьковые волны. Правильная гидродинамика повышает эффективность сбора.
-
Контроль разрушения пузырьков и коалесценции: Мелкие пузырьки имеют более высокое отношение площади поверхности к объему и захватывают больше водорода на единицу газа; геометрия и скорость вращения ротора регулируют распределение пузырьков по диаметру.
-
Термодинамический предел: Существует верхний теоретический предел эффективности дегазации, определяемый равновесием между растворенным газом в расплаве и газовой фазой; оптимизация процесса направлена на практическое приближение к этому пределу.
3. Материалы для графитового ротора и особенности производства
Графит является предпочтительным материалом для роторов во многих литейных цехах и установках по переработке алюминия, поскольку он сочетает в себе устойчивость к тепловым ударам, коррозионную стойкость в среде расплавленного алюминия и обрабатываемость для создания сложных форм крыльчатки, способствующих образованию мелких пузырьков.
Типичные марки и свойства графитовых роторов
Ниже приведена сокращенная таблица технических характеристик, иллюстрирующая общие диапазоны свойств, используемых в промышленных дегазационных роторах. Значения являются репрезентативными; поставщики предоставляют точные спецификации.
| Недвижимость | Типичный диапазон |
|---|---|
| Насыпная плотность | 1,6 - 1,85 г/см³ |
| Пористость | 10% - 25% (в зависимости от процесса) |
| Прочность на изгиб | 10 - 85 МПа |
| Максимальная температура эксплуатации | > 1000 °C (графит стабилен в инертной атмосфере) |
| Типовые диаметры | 70 мм - 250 мм (ротор) |
| Отделка поверхности | Обработанные канавки или лопасти для равномерного рассеивания пузырьков |
Источники от промышленных поставщиков сообщают о схожих параметрах марки и подчеркивают необходимость соответствия марки геометрии ротора и условиям эксплуатации (контроль окисления, антиокислительные покрытия при необходимости).
Методы производства
-
Распространены формованный графит и изостатически спрессованный графит. Допуски на обработку и контроль внутренней пористости важны для предотвращения преждевременного разрушения.
-
Антиокислительная обработка или жертвенные покрытия иногда используются при работе вблизи поверхности расплава или при длительном воздействии кислорода окружающей среды.
4. Архитектура роторной дегазационной установки и вспомогательные компоненты
Готовая к производству роторная система дегазации - это не просто ротор на валу. Полный комплект обычно включает в себя:
-
Электрический или пневматический двигатель с точным регулируемым приводом и муфтой.
-
Система учета и контроля расхода газа (массовый расход или ротаметр плюс регулятор).
-
Станция предварительного нагрева или контролируемая последовательность вставки для предотвращения теплового удара по ротору.
-
Уплотнения и быстросменные муфты разработаны для безопасной замены ротора без длительного простоя.
-
Местная панель управления или интеграция с ПЛК для регистрации скорости, расхода газа и времени обработки.
Типовая компоновка модуля (функциональные блоки)
-
Шкаф управления и контроля
-
Двигатель и частотный преобразователь для бесступенчатого регулирования скорости
-
Коллектор подачи газа и фильтр (подача азота/аргона)
-
Ротор и вал в сборе с муфтой и антивибрационными опорами
-
Монтажная рама и панель управления

5. Ключевые переменные процесса и рекомендуемые окна параметров (готово для инженеров)
Производительность процесса зависит от взаимодействия переменных. В таблице ниже приведены практические окна, используемые в производственных испытаниях и рецензируемых исследованиях. Это отправные точки; найдите оптимальную точку, используя методы измерения RPT или H-содержания на месте.
| Переменная | Типичное производственное окно | Примечания |
|---|---|---|
| Скорость вращения ротора (об/мин) | 300 - 400 об/мин (обычно), до 700 об/мин для небольших роторов | По данным публикаций и испытаний, для многих роторов эффективными являются 350-375 об/мин. |
| Тип газа | Азот или аргон | Азот распространен и экономичен; аргон предпочтителен для критически важных применений. |
| Расход газа | 12 - 20 л/мин (типичный промышленный вариант); в некоторых конструкциях в качестве эффективного окна используется 15-17 л/мин | Зависит от размера ротора и объема расплава. |
| Время лечения | 3 - 10 минут на зарядку | Более длительный курс лечения приводит к снижению эффективности после оптимального срока. |
| Температура расплава | Зависит от сплава; обычно 700 - 760 °C для обычных сплавов Al | Более высокие температуры снижают растворимость газов, но могут изменить поведение оксидной пленки. |
| Глубина погружения | Наконечник ротора находится на несколько десятков мм ниже поверхности расплава; рекомендуется использовать противовихревые пластины | Правильная глубина предотвращает захват воздуха. |
Основные эмпирические выводы: Многочисленные экспериментальные исследования и промышленные испытания показали, что расход газа около 15-17 л/мин в сочетании со скоростью вращения ротора в районе 300 об/мин является эффективным балансом эффективности и эксплуатационных затрат для многих геометрий роторов (роторы, обозначенные A и C в одном сравнительном исследовании).
6. Геометрия ротора, типы крыльчатки и их влияние на размер/распределение пузырьков
Конструкция ротора является решающим фактором в образовании пузырьков. Существуют три общие категории:
-
Лопасти/роторы пропеллеров: позволяют получать пузырьки разных размеров; просты в изготовлении и надежны.
-
Роторы с радиальными отверстиями или пористые роторы: Предназначены для образования очень мелких пузырьков; часто изготавливаются из обработанного графита с контролируемой пористостью.
-
Роторы с высокой скоростью вращения: Узкая геометрия зазора и высокая периферийная скорость позволяют сдвигать газ в очень мелкие пузырьки; используются, когда требуется сверхнизкий уровень водорода, но могут увеличить износ и нагрев при сдвиге.
Как выбрать геометрию
-
При больших объемах отливок стандартного качества сбалансированные лопасти или графитовые роторы с радиальным оребрением обеспечивают долговечность и высокую эффективность.
-
Для критических работ аэрокосмического класса может потребоваться геометрия ротора, разработанная для создания субмиллиметровых распределений пузырьков с контролируемым временем пребывания.

7. Выбор газа, его подача и стратегия управления потоком
Выбор газа: азот, аргон или иногда образуют газовые смеси. Азот широко используется из-за стоимости и адекватных характеристик; аргон - инертный и нереактивный газ, его выбирают, когда требуется риск улавливания водорода или чувствительность сплава.
Контроль и измерение расхода: используйте контроллеры массового расхода там, где требуется повторяемость процесса; в более простых установках может быть достаточно ротаметров. Во избежание загрязнения убедитесь, что подающий коллектор оснащен фильтрами для очистки от частиц и влагоуловителями.
Стратегия предварительной очистки: перед погружением продуйте каналы ротора газом для предотвращения засорения оксидами и термического кондиционирования ротора. Обычная практика: предварительная продувка при заданном расходе в течение 1-2 минут перед погружением.
8. Измерения, выборка и показатели качества, используемые инженерами и покупателями
Для проверки эффективности дегазации используются такие процессы, как:
-
Измерение содержания водорода (H ppm) с использованием методов горячей экстракции или плавления в инертном газе.
-
Испытание на пониженное давление (RPT) плотность и визуальная оценка образцов.
-
Количественная оценка пористости секционирование, ультразвуковой контроль или компьютерная томография для критических деталей.
-
Количество оксидных пленок с помощью металлографии.
Действенная спецификация: покупатели должны требовать от поставщиков сертификации ожидаемого снижения содержания H (например, исходное содержание H 30 ppm → после обработки < 10 ppm) при определенных условиях испытаний и репрезентативном сплаве. Это обеспечит соответствие закупок технологическим возможностям.
9. Интеграция в производственные линии и практический контрольный список по установке
Покупатели и инженеры должны следовать простому контрольному списку при интеграции устройства:
-
Уточните диаметр и глубину расплавного бака, чтобы выбрать подходящую длину вала и ротора.
-
Проверьте зазоры крана или подъемника для безопасного монтажа и демонтажа.
-
Проверьте питание двигателя и частотного преобразователя.
-
Планируйте хранение газовых баллонов и расположение коллектора вблизи дегазатора с соблюдением соответствующих мер безопасности.
-
Ввести в эксплуатацию, используя первые испытания с измерениями RPT/водорода, чтобы установить набор параметров для конкретного участка.
10. Обслуживание, износ и управление сроком службы ротора (таблица обслуживания)
Графитовые роторы изнашиваются в результате механического истирания и окисления. Типичный срок службы зависит от марки, сплава и рабочего цикла.
| Действия по обслуживанию | Частота | Типичная служебная записка |
|---|---|---|
| Визуальный контроль перед операцией | Каждая смена | Проверьте, нет ли трещин, выемок или загрязнений. |
| Очистка внутренних каналов / газовых портов | Еженедельно или за смену при интенсивном использовании | Предотвращает засорение |
| Проверка поверхности ротора | Ежемесячно | Возможна незначительная механическая обработка или правка |
| Замените ротор | В зависимости от степени износа; обычно 6 - 24 месяца | Магазины с высокой интенсивностью работы заменяют чаще |
При определении ожидаемого срока службы следует руководствоваться техническими характеристиками поставщика и опытом эксплуатации.
11. Сравнение с альтернативными методами и руководство по выбору для покупателей
Инжекция флюса (флюсование) в сравнении с ротационной дегазацией:
-
Флюсование может химически удалять оксиды и неметаллические включения, но при этом используются расходные флюсы и возникает необходимость в обработке отходов. Роторная дегазация чище и часто предпочтительнее, когда основной проблемой является растворенный водород.
Плюсы ротационной дегазации
-
Повторяющийся контроль, минимальные затраты на расходные материалы (газ), хорошо подходит для контроля водорода.
Cons
-
Требуется капитальное оборудование, периодическая замена ротора и обучение оператора.
Когда выбирать: Для рутинного автомобильного и промышленного литья, где требуется высокая производительность и низкая пористость, обычно предпочтительна ротационная дегазация. Для некоторых оксидов или очень загрязненных расплавов можно рассмотреть флюсование или комбинированные стратегии.
12. Типичные проблемы, основные причины и шаги по устранению неисправностей
Проблема: Повторное введение водорода после лечения.
Вероятные причины и способы устранения: унос воздуха из-за недостаточной глубины погружения или повреждения пластины вихревого рассекателя - установите противовихревую пластину и восстановите глубину погружения.
Проблема: Засорение канала ротора.
Причины: отложения оксидов или флюсов - выполните предварительную продувку газом и соблюдайте график очистки.
Проблема: Чрезмерный износ или растрескивание ротора.
Причины: Тепловой удар или превышение скорости - соблюдайте этапы предварительного нагрева и работайте в пределах диапазона скоростей, установленного производителем.
13. Шаблон спецификации закупок
Ниже представлен компактный контрольный список закупок, который инженеры могут вставить в RFQ:
-
Необходимый объем расплава и размеры тигля.
-
Целевой уровень водорода после обработки (например, ≤ 10 ppm) и метод испытания (плавление в инертном газе).
-
Материал и марка ротора с техническим паспортом.
-
Мощность двигателя и диапазон регулирования скорости (например, бесступенчатое регулирование 0-700 об/мин).
-
Требования к подаче газа и точность контроллера массового расхода.
-
Сертификаты безопасности (CE, ISO) и услуги по установке.
-
Гарантийные условия и ожидаемый срок службы ротора при рабочем цикле.
-
Наличие запасных частей и сроки их поставки.
Включите пункт о приемочных испытаниях, требующий проведения испытаний на месте дегазации с документированием результатов RPT и содержания H.
14. Таблицы данных и справочные спецификации
Таблица A: Типовые размеры ротора и рекомендуемое применение
| Диаметр ротора (мм) | Типичный объем расплава (кг) | Рекомендуемый расход газа (л/мин) | Типичное число оборотов в минуту |
|---|---|---|---|
| 70 | < 200 | 8 - 12 | 350 - 450 |
| 100 | 200 - 600 | 12 - 18 | 300 - 400 |
| 150 | 600 - 1500 | 15 - 25 | 300 - 375 |
| 200+ | > 1500 | 20+ | 250 - 350 |
Эти цифры являются ориентировочными; роторы конкретных поставщиков публикуют подробные кривые.
Таблица B: Сравнительный обзор материалов ротора
| Материал | Сильные стороны | Ограничения |
|---|---|---|
| Графит (изостатический) | Устойчивость к тепловым ударам, обрабатываемость | Риск окисления при высокой степени воздействия на поверхность |
| Литой графит | Низкая стоимость | Большая дисперсия пористости |
| Графит с керамическим покрытием | Улучшенная стойкость к окислению | Более высокая стоимость, возможность потери покрытия |
15. Выдержки из тематических исследований (обобщенные)
-
Испытание автомобильного литейного производства: Переход на оптимизированный графитовый ротор и установка расхода газа на ~16 л/мин при 360 об/мин позволили снизить средний показатель пористости газа RPT на 45% в рамках опытного производства, при этом время цикла изменилось незначительно.
-
Операция по переработке отходов: Исследование, в котором сравнивалось устранение этапа ротационной дегазации, показало экономию энергии, но потенциальное изменение свойств материала; при принятии решения необходимо сопоставить энергетические и качественные показатели.
16. Замечания по охране окружающей среды, безопасности и нормативно-правовому регулированию
-
Убедитесь, что газовые хранилища и трубопроводы соответствуют местным нормам и включают датчики кислорода, если азот используется в замкнутых пространствах.
-
Роторы и использованные детали могут считаться промышленными отходами; соблюдайте местные правила утилизации - некоторые графитовые отходы могут быть переработаны.
-
Проведите обучение оператора, чтобы избежать воздействия паров и соблюдать процедуры блокировки при замене роторов.
17. Контрольный список по реализации
-
Проверки электропитания и кранов на объекте завершены.
-
Газопровод и регулятор оснащены влагоотделителями.
-
Шкаф управления с частотным приводом введен в эксплуатацию.
-
Базовое измерение водорода перед вводом в эксплуатацию.
-
Квалификационные и приемочные испытания первого цикла с согласованными показателями.
18. Вопросы и ответы
-
Какой уровень водорода можно ожидать после ротационной дегазации?
Типичные целевые значения водорода после обработки составляют однозначные ppm для хорошо оптимизированных систем; фактический результат зависит от сплава, исходного водорода, геометрии ротора и настроек процесса. В приемочных испытаниях должен быть указан метод измерения. -
Какой газ мы должны использовать: азот или аргон?
Азот - экономически выгодный выбор для многих применений; аргон выбирают, когда требуется максимальная инертность или чувствительность к сплавам. Стоимость и логистика поставок часто являются решающими факторами при выборе места производства. -
Как часто следует заменять графитовые роторы?
Частота замены варьируется в широких пределах: в магазинах для легкой эксплуатации она может составлять 12-24 месяца, в тяжелых условиях - каждые несколько месяцев; следите за износом и производительностью с помощью регулярного осмотра. -
Может ли скорость вращения ротора быть слишком высокой?
Да; чрезмерная скорость может увеличить износ, разбрызгивание и унос газа. Всегда соблюдайте установленные поставщиком ограничения скорости и проверяйте их опытным путем. -
Необходим ли предварительный нагрев ротора?
Да; короткий этап предварительного нагрева или предварительной продувки помогает уменьшить тепловой удар и предотвратить закупорку канала. -
Каковы основные задачи технического обслуживания?
Регулярный осмотр, очистка газовых портов, проверка муфт и контроль баланса ротора. Держите под рукой запасной ротор, чтобы избежать простоев. -
Как проверить эффективность дегазации на производстве?
Используйте анализ содержания водорода и отбор проб RPT. Установите порог приемки на заводе и частоту отбора проб. -
Удаляет ли ротационная дегазация оксиды, а также водород?
Он помогает собирать фрагменты оксидов, но наиболее эффективен для удаления водорода; для борьбы с оксидами могут потребоваться комбинированные меры. -
Есть ли энергетические последствия ротационной дегазации?
Обработка потребляет некоторое количество газа и электроэнергии и может немного охлаждать расплав; однако оптимизация процесса сводит к минимуму необходимость повторного нагрева. В некоторых исследованиях показано снижение энергозатрат при полном отказе от дегазации. -
Что должно быть в RFQ на новую дегазационную установку?
Укажите объем расплава, целевые уровни водорода и метод испытания, материал ротора и ожидаемый срок службы, двигатель и диапазон скоростей, сертификаты безопасности и испытания при вводе в эксплуатацию на месте.
18. Заключительные рекомендации для инженеров и покупателей
-
Отнеситесь к выбору ротора как к системному решению: марка ротора, геометрия и управление агрегатом должны рассматриваться вместе.
-
Требуйте от поставщика проведения испытаний на месте и документального подтверждения снижения содержания Н при приемке контракта.
-
Начните со средних значений параметров (15-17 л/мин, 300-400 об/мин) и настраивайте их с помощью частых проверок RPT/водорода, чтобы найти оптимальный для конкретного цеха вариант.
