Наиболее эффективная форма для литья алюминия в слитки зависит от конкретного баланса жаропрочности, теплопроводности и структурной целостности, обычно достигаемого при использовании литой стали ASTM A27 Grade 60-30 или высококачественного ковкого чугуна. Для оптимальной работы эти формы должны иметь несмачиваемые покрытия, предотвращающие захват железа и обеспечивающие легкое извлечение. Компания AdTech подтвердила, что использование правильно спроектированных форм с надлежащими протоколами технического обслуживания снижает уровень брака более чем на 12% и значительно продлевает срок службы литейного оборудования.
Важнейшая роль литейных форм в современных домах
Литье алюминия - это точная наука. Литейная форма - это не просто емкость, это теплообменник, который определяет микроструктуру конечного слитка. Независимо от того, работаете ли вы на заводе по первичной выплавке алюминия или на предприятии по вторичной переработке, литейная форма служит последней емкостью, в которой металл застывает, превращаясь в товарный продукт.
Конструкция пресс-формы влияет на скорость затвердевания. Если металл охлаждается слишком быстро, возникают внутренние напряжения. Если он остывает слишком медленно, зернистая структура становится крупной, что ослабляет сплав. Здесь мы сосредоточимся на технических параметрах, которые определяют превосходные характеристики пресс-формы.

Понимание теплового удара и усталости
Каждый раз, когда расплавленный алюминий попадает в форму, внутренняя поверхность быстро расширяется, а внешняя остается более холодной. Это различие в расширении создает огромное напряжение. После тысяч циклов это приводит к термической усталости, широко известной как “огневое растрескивание”.”
В высококачественных формах AdTech приоритет отдается материалам с высокой термостойкостью. Мы используем сплавы, которые могут выдерживать многократные перепады температуры от окружающей среды до 700 °C (1292 °F) без образования глубоких трещин, в которых скапливается металл и образуются “наклейки”.”
Выбор материала: Ковкий чугун против литой стали
Выбор правильного основного материала - самое важное решение для руководителя литейного производства. Отраслевой стандарт колеблется между серым чугуном, ковким чугуном и литой сталью.
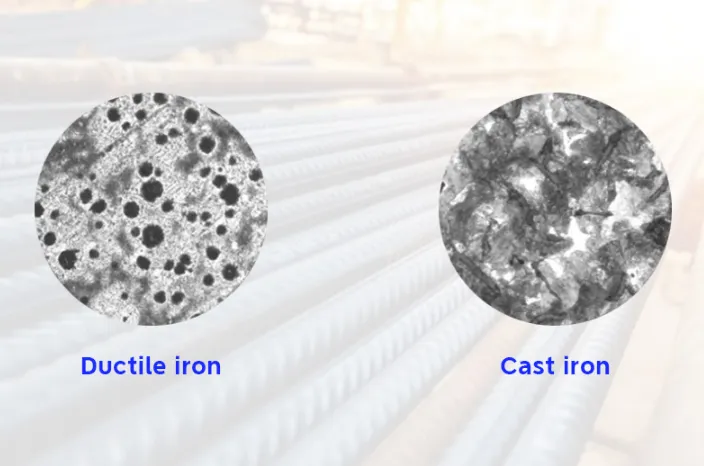
Ковкий чугун (узловатый чугун): Этот материал содержит графитовые узелки, которые препятствуют образованию трещин. Он обладает лучшей пластичностью, чем серый чугун, то есть может слегка деформироваться, не ломаясь. Он является предпочтительным выбором для литейных форм и крупных слитков, где требуется физическое воздействие.
Литая сталь: Сталь обеспечивает превосходную ремонтопригодность. Когда стальная форма трескается, ее часто можно заварить. Железные формы, как известно, трудно надежно сварить. Сталь также обладает более высокой прочностью на растяжение, что делает ее более легкой при том же объеме.
Сравнение материалов для пресс-форм
В следующей таблице приведены физические характеристики, относящиеся к алюминиевому литью.
| Свойства материала | Серый чугун (класс 30) | Ковкий чугун (65-45-12) | Литая сталь (ASTM A27) |
| Содержание углерода | 3,01 ТП3Т – 3,51 ТП3Т | 3,01 ТП3Т – 4,01 ТП3Т | 0,20% – 0,50% |
| Теплопроводность | Высокий | Умеренный | Нижний |
| Устойчивость к деформации | Низкий | Высокий | Очень высокий |
| Ремонтопригодность (сварка) | Бедный | Трудности | Превосходно |
| Первоначальная стоимость | Низкий | Средний | Высокий |
| Обычная продолжительность жизни | Короткие | Средний | Длинный |
Оптимизация геометрии и конструкции
Геометрия алюминиевого кристаллизатора не является произвольной. Она соответствует строгим физическим нормам, касающимся фронтов затвердевания.
Углы наклона и выпуск
Чтобы затвердевший слиток выходил из формы без механического удара молотом, стенки должны иметь определенный угол осадки. Инженеры AdTech рекомендуют минимальный угол осадки от 7 до 10 градусов. Это позволяет алюминиевому блоку сжиматься от стенок формы по мере охлаждения.
Постоянство толщины стенок
Частой причиной поломки дешевых форм является неравномерная толщина стенок. Если углы значительно толще боковых стенок, они дольше сохраняют тепло. Это приводит к образованию “горячих точек”, где алюминий остается в жидком состоянии, в то время как остальная часть затвердевает. В результате образуются усадочные полости.
Наша философия проектирования предполагает равномерную тепловую массу. Мы используем анализ методом конечных элементов (FEA) для моделирования циклов охлаждения, гарантируя, что дно и боковые стороны отводят тепло со скоростью, способствующей направленному застыванию.
Необходимость покрытий для пресс-форм
Даже самая качественная стальная форма выйдет из строя, если расплавленный алюминий попадет в прямой контакт с голым металлом. Алюминий имеет высокую аффинность к железу. Он растворит поверхность формы, что приведет к “пайке”.”
Виды покрытий
-
Костяной пепел: Традиционный метод. Он дешев, но обеспечивает плохую суспензию и быстро оседает. Кроме того, в него могут попасть примеси фосфата кальция.
-
Синтетические покрытия (нитрид бора): Это золотой стандарт, используемый клиентами ADtech. Он обеспечивает абсолютно несмачиваемую поверхность. Расплавленный алюминий скользит по ней, как ртуть.
Техника нанесения
Нанесение покрытия так же важно, как и само покрытие.
-
Предварительный нагрев: Температура формы должна составлять от 150 до 200°C.
-
Распыление: Тонкий туман предотвращает образование потеков и капель.
-
Затвердевание: Под воздействием тепла формы связующее вещество затвердевает, образуя твердую керамическую оболочку.

Операционный пример: Огайо, США (январь 2024 года)
Расположение: Завод по производству вторичного алюминия, Кливленд, штат Огайо.
Дата: 12 января 2024 года.
Проблема: На предприятии наблюдался процент брака 6% на формах для свиноматок весом 1000 фунтов из-за поверхностных включений и серьезных проблем с наклейкой. Операторы использовали кувалды для освобождения слитков, что приводило к дальнейшему повреждению форм.
Вмешательство:
Директор завода перешел на формы из ковкого чугуна по спецификации AdTech и ввел строгий график нанесения покрытия из нитрида бора.
Изменения в процессе:
-
Старые формы из серого чугуна были отправлены на металлолом.
-
Перед первой заливкой новые формы предварительно нагревались до 200°C.
-
Автоматическая система распыления была установлена для повторного нанесения покрытия на формы каждые 5 циклов.
Результаты (измеряются в марте 2024 года):
-
Уровень отказов: Снижение с 6% до 0,4%.
-
Время цикла: Уменьшено на 15%, так как устранено налипание.
-
Mold Life Projection: По оценкам, по сравнению с предыдущим инвентарем, он удвоится.
Этот случай демонстрирует, что первоначальные инвестиции в более качественные материалы для литейных форм и расходные материалы окупаются за счет времени бесперебойной работы.
Когда алюминиевый слиток не проходит контроль качества, виновником часто оказывается пресс-форма. Для выявления первопричины необходимо проанализировать морфологию дефекта.
Окрашивание водой и взрывы
Вода - враг. Если в пресс-форме есть трещины, влага из охлаждающих спреев может проникнуть в металл. Когда расплавленный алюминий попадает в эту воду, он мгновенно превращается в пар, вызывая взрывы. Мы требуем проведения тщательных испытаний на наличие трещин (красящий пенетрант) для всех пресс-форм, находящихся в эксплуатации.
Поверхностные включения
Если покрытие формы отслаивается, оно попадает в слиток. Обычно это происходит из-за нанесения покрытия на холодную форму или слишком толстого слоя.
Таблица решений для дефектов
| Тип дефекта | Внешний вид | Коренная причина (связанная с плесенью) | Корректирующие действия |
| Железный пикап | Ржавые полосы на слитке | Металлический контакт | Немедленно нанесите повторное защитное покрытие. |
| Холодные затворы | Складчатые линии на поверхности | Слишком холодная плесень | Увеличьте температуру предварительного нагрева формы. |
| Наклейки | Слиток, сплавленный с формой | Шероховатая поверхность / подрезка | Отшлифуйте и нанесите разделительный состав. |
| Деформация | Выпуклое/вогнутое дно | Циклирование теплового напряжения | Перейдите на литую сталь с ослабленным напряжением. |
Формы для свиноматки в сравнении со стандартными формами для отливок
Хотя в разговорной речи термины “слиток” и “заготовка” часто используются как синонимы, они обозначают разные масштабы литья.
Стандартные формы для отливок:
Обычно производят слитки весом от 25 до 50 фунтов. Они используются для переплавки в небольших печах. Формы часто соединены в непрерывную цепную конвейерную систему. Механическое напряжение здесь невелико, но частота термических циклов высока (сотни раз в день).
Посевные формы:
Они производят большие блоки весом от 1000 до 2000 фунтов. Они являются статичными или перемещаются с помощью вилочного погрузчика. Основная проблема здесь заключается в огромной теплоемкости. Форма для свиноматок должна поглощать огромное количество энергии, не деформируясь. Формы для свиноматок ADtech имеют усиленные ребра на нижней стороне, чтобы предотвратить “выпуклость” в нижней части.
Продление срока службы пресс-форм за счет технического обслуживания
Техническое обслуживание - это не вариант, а требование рентабельности.
Цикл очистки
Остатки флюсов и окалины скапливаются в углах кристаллизатора. Если не принять меры, они затвердевают и изменяют геометрию слитка. Механическая чистка проволочной щеткой является стандартной, но пескоструйная обработка лучше для восстановления профиля поверхности перед повторным покрытием.
Протоколы хранения
Формы никогда не должны храниться на открытом воздухе без покрытия. Ржавчина создает шероховатую поверхность, которая увеличивает площадь поверхности для прилипания алюминия. Мы рекомендуем хранить формы в сухом помещении с контролируемой влажностью. Если хранение на открытом воздухе неизбежно, их следует перевернуть и поставить на поддоны, чтобы предотвратить скопление воды.
-
Сковородки для отбросов: Сосуды, используемые для обезжиривания отходов.
-
Сковородки: Аналогичны сковородам для окалины, но часто имеют меньший вес.
-
Бункеры для шлака: Для более тяжелого мусора.
-
Лаундеры: Каналы, питающие формы.
AdTech предлагает решения по всему этому спектру. Обеспечивая целостность отмывочной футеровки, вы предотвращаете попадание тугоплавких частиц в пресс-форму. Такой комплексный подход обеспечивает выполнение пресс-формой своей основной функции: формование чистого металла.
Экономический анализ: Окупаемость инвестиций в пресс-формы премиум-класса
Дешевые пресс-формы стоят дешевле, но на тонну произведенного алюминия приходится больше затрат.
Математика неудач:
Недорогая форма может стоить $500 и рассчитана на 500 заливок. Стоимость одной заливки = $1.00.
Стальная форма ADtech премиум-класса может стоить $1,500, но рассчитана на 3,000 заливок. Стоимость одной заливки = $0,50.
Кроме того, если дешевая форма выходит из строя и вызывает поломку, стоимость простоя может превысить $10 000 в час в виде упущенной выгоды. “Коэффициент безопасности” является обязательным показателем в нашем инженерном отделе.

Воздействие на окружающую среду и устойчивое развитие
Алюминиевая промышленность стремится к безотходному производству. Не последнюю роль в этом играют литейные формы.
-
Возможность повторного использования пресс-формы: Стальные и железные формы по окончании срока службы подлежат вторичной переработке 100%.
-
Энергоэффективность: Форма с оптимальной теплопроводностью требует меньшего охлаждения водой, что снижает водопотребление завода.
-
Уменьшение количества металлолома: Более качественные формы означают меньшее количество бракованных слитков. Переплавка бракованного слитка требует значительных затрат энергии. Если все сделать правильно с первого раза, углеродный след на тонну алюминия уменьшится.
Передовые технологии литья
В настоящее время мы наблюдаем переход к автоматизированным системам заливки. Эти системы используют лазерные датчики для определения уровня металла в форме. Для того чтобы эти датчики работали, кромка формы должна быть однородной по размерам. Деформированные формы сбивают датчики с толку, что приводит к переливу или проливу. Формы ADtech обрабатываются с жесткими допусками, чтобы обеспечить совместимость с лазерными и визуальными системами.
Непрерывное и периодическое литье
При непрерывном литье “форма” представляет собой водоохлаждаемую медную оболочку. Однако для многих сплавов, в частности литейных сплавов (A356, 319), периодическое литье в постоянные стальные формы остается наиболее эффективным методом контроля размера зерен и предотвращения сегрегации легирующих элементов.
Стратегические закупки для глобальных плавильных заводов
Поиск пресс-форм связан с логистикой. Формы тяжелые и плотные. Стоимость доставки может равняться стоимости продукта, если не управлять ею должным образом. ADtech оптимизирует логистику за счет эффективной паллетизации пресс-форм и выбора стратегических центров дистрибуции.
При проведении запроса котировок (RFQ) покупатели должны указать:
-
Тип сплава (железо против стали).
-
Требуемый химический состав (стандарт ASTM).
-
Допуск по весу.
-
Требования к чистоте поверхности (среднеквадратичное значение).
-
Требования к испытаниям подъемных проушин (для обеспечения безопасности).
Заключение: Преимущество AdTech
Слиток для литья алюминия - это основа литейного цеха. Она выдерживает экстремальные условия, чтобы ваше производство работало бесперебойно. Выбирая правильный материал, нанося нужные покрытия и поддерживая оборудование в рабочем состоянии, вы обеспечиваете качество своей продукции.
ADtech стоит на пересечении металлургии и машиностроения. Мы не просто продаем железо и сталь, мы продаем долговечность и эффективность.
Часто задаваемые вопросы (FAQ)
1. Какой материал лучше всего подходит для изготовления формы для алюминиевых слитков?
Выбор оптимального материала зависит от области применения. Для стандартного использования, Литая сталь ASTM A27 марки 60-30 превосходит другие благодаря устойчивости к деформации и возможности ремонта с помощью сварки. Ковкий чугун - отличная альтернатива для больших форм для свиноматок.
2. Как часто следует наносить новое покрытие на формы для слитков?
Это зависит от типа покрытия. Для костяной золы покрытие может потребоваться каждую смену. При использовании высококачественных покрытий из нитрида бора, применяемых компанией ADtech, повторное покрытие может потребоваться только каждые 5-10 заливок, при условии, что нанесение было выполнено правильно на предварительно нагретую форму.
3. Почему на моих алюминиевых слитках появляются трещины?
Трещины в заготовках часто возникают из-за слишком холодной формы или слишком горячей заливки металла. Если форма холодная, поверхность алюминия мгновенно затвердевает, а центр остается жидким, что приводит к образованию трещин под напряжением. Предварительный нагрев формы до 150-200°C обычно решает эту проблему.
4. Можно ли использовать серый чугун для изготовления форм для алюминиевых слитков?
Да, но он не рекомендуется для крупносерийного производства. Серый чугун имеет низкую термоустойчивость. На нем гораздо быстрее, чем на высокопрочном чугуне или стали, появляются “огневые трещины” (трещины, похожие на паутину), что приводит к шероховатости поверхности слитков.
5. Что заставляет алюминий прилипать к форме?
Прилипание происходит из-за разрушения барьерного покрытия. Когда расплавленный алюминий соприкасается с голым железом или сталью, он припаивается к поверхности. Чтобы исправить ситуацию, необходимо очистить форму от остатков алюминия и заново нанести тщательное покрытие.
6. В чем разница между свиноформой и слитковой формой?
В первую очередь это размер. Формы для отливок обычно вмещают от 25 до 50 фунтов алюминия. Формы типа "свиноматка" предназначены для транспортировки и переплавки больших объемов и вмещают от 1 000 до 2 000 фунтов. Чтобы выдержать такой вес, формы требуют более прочных усиливающих ребер.
7. Как предотвратить “взрывы воды” в форме?
Перед заливкой убедитесь, что форма 100% сухая. Предварительный нагрев - единственный способ гарантировать это. Даже маленькая капля конденсата или волосяная трещина, содержащая влагу, может вызвать опасный взрыв при попадании расплавленного алюминия.
8. Каков типичный срок службы пресс-формы для слитков ADtech?
При надлежащем уходе и покрытии литая стальная форма может прослужить несколько лет при ежедневной эксплуатации. Ограничивающим фактором обычно является физическое повреждение (обращение), а не термическое разрушение.
9. Почему пресс-формы ADtech лучше, чем типовые пресс-формы?
Мы уделяем особое внимание чистоте материала и геометрической согласованности. Типовые пресс-формы часто имеют отклонения в толщине стенок, что приводит к образованию горячих точек. Формы ADtech разработаны для равномерного отвода тепла, что обеспечивает постоянную скорость затвердевания.
10. Влияет ли форма пресс-формы на качество алюминия?
Да. Угол осадки и радиус угла играют огромную роль. Острые углы в кристаллизаторе создают точки напряжения в слитке. В конструкциях ADtech используются большие радиусы, чтобы уменьшить концентрацию напряжений и обеспечить мелкозернистую, однородную структуру слитка.
