Водород растворяется в расплавленном алюминии гораздо быстрее, чем в твердом, обычно в 10-20 раз в области плавления, и это резкое снижение растворимости при замерзании является непосредственной причиной того, что в необработанном алюминии образуются проколы, газовая пористость, пузыри и внутренние пустоты. Этот единственный металлургический факт объясняет, почему контроль качества расплава так важен при литье алюминия. Если завод хочет получить более чистую заготовку, сляб, колесо, литье под давлением или гравитационное литье, он должен ограничить захват влаги, уменьшить турбулентность, проверить растворенный водород и использовать эффективную дегазацию до того, как металл попадет в форму. Одним словом, разница между производительностью по водороду в жидком и твердом состоянии - это не просто деталь учебника. Это один из основных рычагов, определяющих количество брака, герметичность, качество поверхности и механические характеристики последующей обработки.
Если ваш проект требует использования Установка для дегазации расплавленного алюминия, Вы можете связаться с нами для получения бесплатного предложения.
Водород - единственный газ, обладающий значимой растворимостью в алюминии при нормальных условиях литейного производства и литейного цеха. Это утверждение встречается в большинстве технических дискуссий по обработке алюминиевых расплавов, однако его практическое значение часто не объясняется. Инженеры знают, что водород имеет значение. Операторы знают, что при нарушении технологии обработки расплава появляется пористость. Покупатели знают, что роторные дегазаторы, графитовые роторы, анализаторы и системы фильтрации стоят денег. Что связывает все эти решения воедино, так это термодинамический разрыв между водородом в жидком алюминии и водородом в твердом алюминии. Как только эта связь становится ясной, решения о дегазации, испытаниях, обработке сплавов и выборе оборудования становятся более простыми и рациональными.
Растворимость водорода в чистом алюминии, метод дегазации
Почему водород гораздо лучше растворяется в расплавленном алюминии, чем в твердом металле?
Короткий ответ - структурная свобода. Жидкий алюминий имеет неупорядоченное расположение атомов, в то время как твердый алюминий имеет упорядоченную кристаллическую решетку. Атомам водорода легче существовать в жидком состоянии, потому что в расплаве больше временного межфазного пространства и выше подвижность атомов. Когда алюминий застывает, кристаллическая решетка становится гораздо менее благоприятной для водорода.
Что происходит на атомном уровне?
В расплаве водород существует в атомарной форме после диссоциации на поверхности металла. Он диффундирует в жидкость и остается в растворенном состоянии в соответствии с термодинамическим равновесием. В твердом алюминии доступные участки решетки ограничены и энергетически менее благоприятны. Это означает, что металл больше не может удерживать такое же количество водорода.
В этом и заключается корень проблемы при литье:
- Жидкий алюминий может содержать относительно много растворенного водорода.
- Цельный алюминий может выдержать очень мало.
- Избыток должен куда-то деваться при замораживании.
- Если она не может выйти наружу, то образуются поры.
Почему это так важно во время застывания?
Застывание не происходит мгновенно. Отливка или заготовка со временем застывает, образуя дендриты и очаги оставшейся жидкости. Водород, отторгаемый из движущегося твердого тела, накапливается в последних жидких областях. Местная концентрация газа быстро возрастает. Если давление и условия зарождения позволяют, в междендритных областях образуются поры.
Это означает, что опасность заключается не только в “высоком содержании водорода в расплаве”. Опасность заключается в следующем водород плюс затвердевание.
Является ли такое поведение уникальным для алюминия?
Разница в растворимости водорода имеет значение и для других металлов, но алюминий особенно чувствителен к этому:
- Водород является доминирующим растворенным газом.
- Оксидные пленки и бифильмы обеспечивают легкое зарождение пор.
- Многие изделия из алюминия требуют высокого качества поверхности и внутренней отделки.
- Переработанный заряд и воздействие влаги могут быстро повысить уровень отбора газа.
Насколько велика разница в растворимости водорода в расплавленном и твердом алюминии?
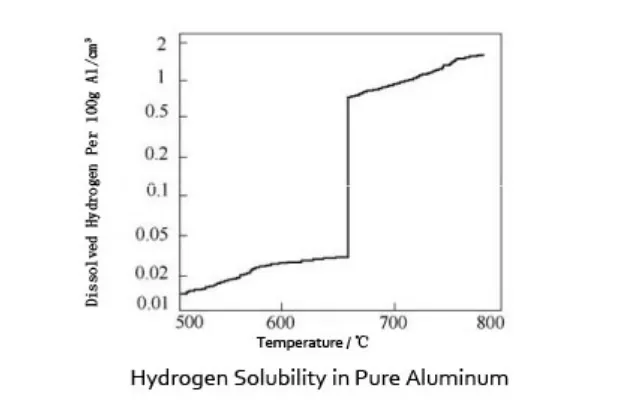
Вблизи точки плавления разница кардинальна. В зависимости от источника данных, семейства сплавов и системы единиц измерения, жидкий алюминий при температуре литья может растворить примерно в 10-20 раз больше водорода, чем твердый алюминий на границе замерзания.
Приблизительное сравнение растворимости водорода
| Состояние алюминия | Типовой диапазон температур | Приблизительная растворимость водорода при равновесии | Практическое значение |
|---|---|---|---|
| Расплавленный алюминий | Около 700°C - 750°C | Около 0,6-0,8 см³ H2 на 100 г Al | В расплаве может сохраняться значительное количество растворенного водорода |
| Расплавленный алюминий вблизи точки ликвидус | Около 660°C - 700°C | Около 0,5-0,7 см³ H2 на 100 г Al | Все равно намного выше, чем у твердого тела. |
| Твердый алюминий при замерзании | Около 660°C | Около 0,03-0,04 см³ H2 на 100 г Al | Очень низкая водородная емкость |
| Твердый алюминий при комнатной температуре | Около 20°C - 25°C | Крайне низкий уровень, близкий к пренебрежимо малому с практической точки зрения | Водород не может оставаться в растворенном состоянии при прежнем уровне жидкости |
Эти значения представляют собой репрезентативные диапазоны, используемые в промышленных обсуждениях. Точные цифры зависят от источника, химического состава сплава и метода испытания. Критической точкой является не последний знак после запятой. Критической точкой является крутой разрыв при переходе от жидкости к твердому телу.
Почему инженеры часто приводят соотношение, а не одно значение
Поскольку эти цифры меняются в зависимости от температуры, давления и легирующих добавок, многие металлурги описывают их соотношением. Вблизи точки плавления жидкое состояние может содержать примерно в 15-20 раз больше водорода, чем твердое. Это соотношение объясняет, почему даже расплав, который кажется управляемым в печи, может создать серьезную пористость при литье.
Полезное преобразование единиц измерения для обсуждения растений
На разных заводах водород указывается в разных единицах измерения. Это создает путаницу при проведении аудита, передаче процесса или обсуждении с поставщиками.
| Единичное выражение | Значение | Приблизительное соотношение |
|---|---|---|
| см³ H2 / 100 г Al | Общая техническая единица растворимости | Широко используется в металлургии |
| мл H2 / 100 г Al | То же практическое значение, что и см³ / 100 г | 1 мл = 1 см³ |
| промилле по весу | Содержание водорода в зависимости от массы | Грубо говоря, 1 мл H2 / 100 г Al составляет около 0,89 ppm H |
| Индекс плотности | Индикатор относительной газовой склонности | Косвенная, а не прямая единица растворимости |
Многие недоразумения на заводах происходят из-за смешивания этих единиц без преобразования.
Какое термодинамическое правило описывает растворение водорода в расплавленном алюминии?
Наиболее распространенной отправной точкой является закон Зивертса. Проще говоря, концентрация растворенного водорода в расплаве пропорциональна квадратному корню из парциального давления водорода над металлом, умноженному на константу, зависящую от температуры.
Упрощенное выражение
[H]=K(T)×√PH2
Где:
- [H] концентрация растворенного водорода.
- K(T) константа растворимости, зависящая от температуры.
- √PH2 парциальное давление газообразного водорода.
Что это означает на языке растений
Если атмосфера над расплавом содержит больше водородного потенциала, часто за счет влаги, углеводородов или продуктов сгорания, захват водорода становится проще. Если температура расплава повышается, растворимость водорода в жидкости также имеет тенденцию к увеличению. Вот почему горячий, влажный, турбулентный металл - идеальный рецепт для возникновения проблем с газами.
Почему влажность имеет большее значение, чем ожидают многие растения
Литейщики часто говорят: “Вода - враг расплавленного алюминия”, и это не лозунг. Это термодинамическая реальность. Водяной пар вблизи горячего металла диссоциирует, обеспечивая поглощение водорода. Источники включают:
- Материал для влажной зарядки.
- Влажные инструменты
- Неотапливаемые половники.
- Конденсат на крышках стиральных машин.
- Влажные продукты сгорания.
- Утечки в контурах охлаждения.
Завод может проводить тщательную дегазацию, но при плохом контроле влажности все равно будет испытывать проблемы с пористостью газа.
Что происходит с растворенным водородом, когда алюминий переходит из жидкого состояния в твердое?
Когда начинается затвердевание, водород становится менее растворимым в новообразованном твердом веществе. Продвигающееся твердое тело отбрасывает водород в оставшуюся жидкость. Это повышает локальную концентрацию водорода в междендритных каналах и зонах последнего замораживания.
Почему зарождение пор происходит в кашеобразной зоне
При заморозке одновременно развиваются несколько условий:
- Оставшийся объем жидкости уменьшается.
- В оставшейся жидкости повышается концентрация водорода.
- Кормить становится сложнее.
- Оксидные пленки и включения могут выступать в качестве мест зарождения.
- Условия давления в кашеобразной зоне становятся благоприятными для роста пор.
Если газ не может диффундировать наружу, он зарождает поры. Эти поры могут быть сферическими, вытянутыми, междендритными или связанными с усадочными полостями.
Газовая пористость и усадочная пористость часто взаимодействуют
Растения иногда разделяют газовую пористость и усадочную пористость, как будто они не связаны между собой. На самом деле они часто взаимодействуют. Водород может увеличивать пустоты, которые в противном случае оставались бы небольшими. Плохое питание может усилить дефекты, связанные с газом. Результирующая сеть пористости может отражать оба механизма.
Почему бифилмы усугубляют проблему
Сложенные в расплаве оксидные пленки, часто называемые в алюминиевой металлургии бифилмами, могут задерживать воздух или создавать трещиноподобные интерфейсы. Эти внутренние поверхности являются идеальными местами для зарождения водородных пор. Вот почему контроль турбулентности имеет почти такое же значение, как и дегазация.
Последовательность затвердевания и поведение водорода
| Сцена | Состояние водорода | Риск дефектов |
|---|---|---|
| Полностью жидкий расплав | Водород остается в растворенном состоянии, если он находится ниже предела растворимости | Скрытая газовая нагрузка, не всегда заметная |
| Раннее замораживание | Твердое тело отбрасывает водород в оставшуюся жидкость | Начинается локальное обогащение водорода |
| Зона мускуса | Междендритная жидкость становится богатой водородом | Зарождение и рост пор |
| Окончательное затвердевание | Пути отступления закрываются | Пористость задерживается внутри металла |
| Охлаждение до комнатной температуры | Растворимость твердого водорода становится чрезвычайно низкой | Существующие поры остаются, не могут исчезнуть сами по себе |
Откуда берется водород в реальных операциях по плавке и выдержке алюминия?
Большинство проблем с водородом на производстве возникает из-за влажности, а не из-за загадочной химии. Водород обычно можно отследить по дисциплине обращения, атмосфере печи или состоянию сырья.
Общие источники водорода на алюминиевых заводах
| Источник | Как водород попадает в расплав | Типичный симптом растения |
|---|---|---|
| Мокрый лом или возврат | Влага диссоциирует при контакте с горячим металлом | Быстрый подъем водорода после зарядки |
| Влажные инструменты и скиммеры | Контакт воды с поверхностью расплава | Местный факел, окалина, газовый сборник |
| Неразогретые ковши и мойки | Конденсат или остаточная влажность | Регулируемый уровень газа между нагревами |
| Влажная атмосфера в печи | Водяной пар взаимодействует с обнаженным таянием | Медленный, но настойчивый пикап |
| Флюсы с загрязнением влагой | Источник водорода во время обработки | Непостоянная производительность дегазации |
| Горелочные изделия | При сгорании образуется водяной пар | Высокая склонность к образованию газов в плохо вентилируемых печах |
| Турбулентный перенос | Постоянное обновление поверхности приводит к появлению свежего металла | Больше окисления и поглощения газов |
Почему переработанная плата часто повышает риск
Переработанный алюминий может быть отличным сырьем, однако он часто содержит масло, краску, оксиды и подвержен воздействию влаги. При непоследовательной подготовке и сушке риск захвата водорода значительно возрастает.
Почему время выдержки имеет значение
Длительная выдержка при повышенной температуре дает водороду больше времени для проникновения в расплав, особенно если поверхность открыта и атмосфера влажная. Это одна из причин, по которой хорошие заводы не полагаются только на аварийную дегазацию на поздних стадиях. Они также снижают уровень отбора вверх по течению.
Какие условия процесса в наибольшей степени увеличивают растворимость водорода или его захват?
Поведение водорода зависит не только от одной переменной. Температура имеет значение, но также важны атмосфера, время воздействия, турбулентность и химический состав сплава.
Ключевые переменные процесса и их влияние
| Переменная | Влияние на растворенный водород | Последствия производства |
|---|---|---|
| Более высокая температура расплава | Повышает растворимость водорода | Больше водорода может оставаться в жидкости до начала литья |
| Высокая влажность или водяной пар | Повышает потенциал водородного пикапа | Уровень газа быстро повышается |
| Длительное время выдержки | Больше времени для усвоения | Повышенный риск пористости при отсутствии лечения |
| Турбулентное наливание или перенос | Постоянно обновляет реактивную поверхность | Больше водорода и больше уноса оксидов |
| Грязная поверхность печи и нарушение целостности окалины | Подвергает металл воздействию окислительных условий | Комбинированные дефекты газа и включений |
| Плохое управление потоком покрытия | Поверхность расплава остается открытой | Переменное содержание газа |
| Частое переплавление возвратов | Повторные циклы воздействия | Смещение процесса и потеря чистоты |
Изменяет ли химический состав сплава поведение водорода?
Да, но эффект не всегда прост. Могут влиять легирующие элементы:
- Склонность к окислению поверхности.
- Взаимодействие с включениями.
- Характеристики кормления при замораживании.
- Эффективная чувствительность к пористости.
- Реакция на дегазацию.
Безопаснее сказать, что химический состав сплава изменяет риск возникновения дефектов, связанных с водородом, чем утверждать, что существует универсальное правило изменения растворимости для всех составов.
Общее влияние сплава семьи
| Семейство сплавов или их особенности | Типичные проблемы, связанные с водородом |
|---|---|
| Высокомагниевые сплавы | Более реактивные поверхности, большее количество оксидов и шпинелей |
| Кремнийсодержащие литейные сплавы | Пористость может стать заметной в критических участках |
| Переработанные вторичные сплавы | Изменчивая история загрязнения и влажности |
| Высококачественные заготовки из сплавов | Жесткие ограничения по водороду из-за требований к последующей экструзии и поверхности |
| Сплавы для прокатки слябов | Чувствительность к пузырям и включениям при прокатке и термообработке |
Почему водородная пористость появляется в одних отливках и не появляется в других?
Это один из самых распространенных вопросов на заводе. Расплав может иметь умеренное содержание водорода и при этом отливать приемлемые по геометрии детали, в то время как другая деталь плохо получается. Объяснение кроется в совокупном влиянии содержания водорода, скорости затвердевания, способности подачи, давления и содержания оксидов.
Основные условия, влияющие на образование пор
- Уровень растворенного водорода перед заливкой.
- Наличие мест зарождения пор, таких как оксиды или бифилмы.
- Давление затвердевания в пресс-форме или штампе.
- Скорость охлаждения и ширина кашеобразной зоны.
- Способность отливки выдерживать усадку.
- Местная толщина профиля
- Конструкция пресс-формы и литниковая турбулентность.
Почему процессы высокого давления могут маскировать часть проблемы
Процессы с высоким давлением металла могут подавлять видимое расширение газовых пор. Это не означает, что водород не имеет значения. Он все еще может влиять на качество внутренней отделки, реакцию на термообработку или герметичность.
Выраженность дефектов в зависимости от типа продукта
| Тип продукта | Распространенный дефект, связанный с водородом |
|---|---|
| Литая заготовка постоянного тока | Центральная пористость, изменение поверхности экструзии, риск образования пузырей |
| Прокатная плита | Внутренние газовые дефекты, пузыри после горячей прокатки или термообработки |
| Литье под действием силы тяжести | Газовые поры в толстых секциях, нарушение герметичности, плохая обрабатываемость |
| Литье под низким давлением | Внутренняя пористость при снижении качества расплава |
| Поставка расплава для литья под давлением | Проблемы с герметичностью, захваченный газ, взаимодействие с дефектами процесса |
| Колесное и конструкционное литье | Снижение усталостного ресурса и локальное взаимодействие усадки и газа |
Почему две одинаковые формы могут давать разные результаты
Если один ковш простоял дольше, если один путь передачи более турбулентный или если одна смена использует немного другой предварительный нагрев инструмента, уровни водорода и оксидов могут отличаться настолько, чтобы изменить образование пор. Именно поэтому дисциплинированный контроль процесса имеет большее значение, чем суждения, основанные на внешнем виде.
Как инженеры и литейщики измеряют содержание водорода в расплавленном алюминии?
Водород невозможно хорошо контролировать, если его не измерять. Ведущие заводы сочетают прямые и косвенные методы в зависимости от ценности продукта и требуемой точности.
Общие методы оценки водорода и пористости
| Метод | Что он измеряет | Прочность | Ограничение |
|---|---|---|---|
| Испытание на пониженное давление | Склонность к пористости под вакуумом | Быстро и практично | Косвенная, зависящая от оператора интерпретация |
| Индекс плотности | Относительная склонность к образованию газов на основе разности плотностей | Полезный контроль тенденций | Не прямая концентрация водорода |
| Анализаторы First Bubble или аналогичные | Прямое измерение растворенного водорода | Сильное значение для управления процессом | Стоимость оборудования и необходимая дисциплина калибровки |
| Образец для вакуумного твердения | Степень пористости | Хороший инструмент для сравнения | Интерпретация по-прежнему необходима |
| Металлография | Фактическая структура пор и взаимодействие включений | Сильный инструмент для выявления первопричин | Не быстрый цеховой метод |
| Ультразвуковое или рентгеновское исследование готовой продукции | Обнаружение внутренних дефектов | Сильное подтверждение | Слишком поздно, чтобы предотвратить проблему расплава |
Почему индекс плотности по-прежнему так широко используется
Это доступно, быстро и привычно. Растения могут нагревать его. Недостатком является то, что он отражает тенденцию к пористости, а не только растворенный водород. Включения и практика отбора проб могут повлиять на результат.
Производители заготовок, слябов и конструкционного литья премиум-класса часто предпочитают прямые анализаторы, поскольку они уменьшают неоднозначность. Разработка технологического процесса становится проще, когда инженеры могут отделить истинное содержание водорода от вариаций в образцах отливок.
Типичная стратегия управления в зависимости от степени зрелости растения
| Уровень завода | Обычная практика |
|---|---|
| Основное литейное производство | Периодическая проверка на пониженное давление |
| Средний режим управления | Обычный индекс плотности плюс журналы оператора |
| Усовершенствованный дом | Прямой анализ водорода, построение графиков тенденций и статистический контроль |
| Поставщик аэрокосмической или автомобильной техники премиум-класса | Прямое измерение водорода, контроль включения, проверка рецептов и прослеживаемость аудита |
Какие методы наиболее эффективно снижают содержание водорода в расплавленном алюминии?
Наиболее эффективным методом в современном производстве является ротационная дегазация с использованием инертного газа, обычно аргона или азота, рассеиваемого через графитовый ротор. Другие методы могут помочь, но роторная обработка остается промышленным стандартом на многих заводах.
Сравнение методов контроля водорода
| Метод | Основной механизм | Прочность | Ограничение |
|---|---|---|---|
| Роторная дегазация | Мелкие пузырьки инертного газа выводят водород из расплава | Высокая эффективность, хорошая повторяемость | Требуется оборудование, графитовые детали и дисциплинированная работа |
| Статическое бульканье в копье | Пузырьки газа поднимаются через расплав | Простая настройка | Снижение эффективности из-за крупных пузырьков |
| Обработка флюсом | Способствует удалению включений и защите поверхности | Обеспечивает чистоту расплава | Ограниченное удаление водорода по сравнению с ротационной обработкой |
| Вакуумная обработка | Понижает парциальное давление водорода | Сильны в специфических системах | Реже встречается во многих стандартных алюминиевых линиях |
| Только поверхностное обезжиривание | Удаляет окалину с верха | Необходимая уборка | Не удаляет растворенный водород |
| Улучшенная сушка заряда и работа при низкой турбулентности | Предотвращает захват водорода | Отличная профилактическая ценность | Невозможно удалить уже растворенный газ |
Почему профилактика дешевле коррекции
Самый дешевый водород - это водород, который никогда не попадает в расплав. Сухая шихта, предварительно нагретые инструменты, спокойный перенос и крытая выдержка снижают нагрузку на систему дегазации.
Почему ротационная обработка также способствует чистоте
Мелкие пузырьки газа, образующиеся в графитовом роторе, могут способствовать флотации оксидов. Это одна из причин, по которой хорошо проведенная дегазация улучшает более чем одну категорию дефектов.
Как контроль содержания водорода влияет на производительность заготовок, слябов и литейного производства?
Многие команды думают о водороде только с точки зрения пор, видимых на поверхности трещин. На самом деле влияние водорода шире.
Потоковые эффекты, связанные с плохим контролем водорода
- Поверхность покрывается волдырями во время прокатки или разогрева
- Снижение герметичности литых деталей.
- Снижение усталостной прочности.
- Плохая реакция на сварку в некоторых продуктах.
- Нестабильная обработка.
- Больше брака при ультразвуковом или рентгеновском контроле.
- Жалобы клиентов, связанные с протечками или визуальным качеством.
- Несоответствующий внешний вид анодированного покрытия из-за подповерхностных дефектов.
Почему заготовки и слябы очень чувствительны
Деформированные изделия подвергаются значительной деформации и последующей термической обработке. Скрытые газовые дефекты могут открыться, увеличиться или стать видимыми только после дальнейшей обработки. Заготовка, которая выглядит приемлемо в литейном цехе, может создать проблемы в процессе экструзии или прокатки.
Таблица чувствительности продукта
| Маршрут продукта | Почему контроль водорода имеет значение |
|---|---|
| Экструзионная заготовка | Качество поверхности, устойчивость к образованию пузырей, однородность профиля |
| Прокатная плита | Качество листов, целостность фольги, контроль блистеров |
| Литейные формы | Герметичность, обрабатываемость, механические свойства |
| Конструктивные детали автомобилей | Усталость, поведение при аварии, внутренняя целостность |
| Термообработанные отливки | Расширение пор и снижение механической надежности |
Что следует указать инженерам при написании стандарта по водородному контролю?
Хорошая спецификация процесса не должна ограничиваться фразой “обезжирить расплав”. Она должна определять измеримые критерии приемки и условия эксплуатации.
Практические вопросы для включения в технический стандарт
| Артикул | Почему это важно |
|---|---|
| Максимально допустимое содержание водорода или индекс плотности | Устанавливает измеримые цели в области качества |
| Частота дискретизации | Предотвращает смещение “хорошего тепла, плохого тепла” |
| Окно температуры расплава | Растворимость и эффективность обработки зависят от температуры |
| Допустимое время выдержки перед заливкой | Ограничивает реабсорбцию |
| Сушка заряда и предварительный нагрев инструмента | Уменьшает количество пикапов, связанных с влажностью |
| Тип дегазирующего газа | Аргон и азот могут вести себя по-разному в экономике растений |
| Скорость вращения ротора, время обработки и глубина погружения | Делает процесс повторяемым |
| Критерии для замены графитового ротора | Изношенные детали снижают качество пузырьков |
| Формат ведения учета | Поддержка анализа первопричин и аудита |
Почему пределы приемки должны соответствовать маршруту движения продукта
Для гравитационного литья со скромными требованиями к герметичности не нужны те же пределы, которые используются в слябах премиум-класса. Технологические возможности и потребности заказчика должны определять цель.
Почему тенденции имеют большее значение, чем значения отдельных тестов
Один результат теста дает лишь моментальный снимок. Сильный стандарт позволяет проследить тенденцию:
- Сплав
- печь
- оператор
- смена
- рецепт лечения.
- уровень дефектов на выходе.
Это позволяет определить, является ли первопричина стабильной или дрейфует.
Что должны проверять закупщики при покупке оборудования для дегазации, графитовых роторов или анализаторов водорода?
Эта статья посвящена растворимости водорода, однако многим читателям также необходимо руководство по закупкам, поскольку наука напрямую определяет выбор оборудования.
Контрольный перечень закупок для систем водородного контроля
| Предмет для оценки | О чем следует спрашивать покупателей |
|---|---|
| Роторная дегазационная установка | Может ли он поддерживать стабильное число оборотов, поток газа и глубину погружения? |
| Марка графитового ротора | Какая указана плотность, содержание золы, покрытие и ожидаемый срок службы? |
| Графитовая конструкция вала | Достаточно ли силен контроль выравнивания для предотвращения шатания? |
| Система подачи газа | Какую чистоту и стабильность потока можно гарантировать? |
| Точность анализатора | Какие данные о калибровке и повторяемости имеются в наличии? |
| Срок поставки запасных частей | Может ли поставщик обеспечить срочную замену? |
| Поддержка процесса | Поможет ли поставщик оптимизировать рецепты обработки в условиях реального производства? |
| Документация | Включены ли в комплект процедуры эксплуатации, чертежи и инструкции по техническому обслуживанию? |
Почему общая стоимость важнее цены за единицу продукции
Недорогой ротор, который производит нестабильный размер пузырьков, может увеличиться:
- потребление газа
- время лечения
- лом
- образование окалины
- время простоя
- риск клиента
Это означает, что в реальном производстве самая дешевая запасная часть часто оказывается самой дорогой.
Если жидкий алюминий может удерживать гораздо больше водорода, чем твердый, то каждому заводу нужен способ контролировать этот разрыв до начала замерзания. Именно поэтому дегазаторы, графитовые роторы, анализаторы и компоненты для обработки расплава не являются дополнительными аксессуарами на линиях с высокими требованиями. Они являются прямым ответом на падение растворимости.
Какие распространенные заблуждения приводят к повторному возникновению проблем с пористостью?
Даже опытные растения иногда повторяют одни и те же ошибочные предположения.
Заблуждение 1: “Расплав выглядел чистым, поэтому водород должен быть низким”.”
Светлая поверхность не свидетельствует о низком содержании растворенного газа. Водород невидим до тех пор, пока не создает проблемы.
Заблуждение 2: “Скимминг удаляет водород”.”
Скимминг удаляет окалину и плавающие загрязнения. Оно не удаляет растворенный водород из расплава.
Заблуждение 3: “Один цикл дегазации все исправляет”.”
Водород может снова попасть в продукт во время выдержки, переноса или турбулентного разлива. Дегазация должна сочетаться с дисциплинированным обращением.
Заблуждение 4: “Водородный контроль нужен только литейным цехам”.”
Операции по производству заготовок, слябов, фольги и экструзии также очень чувствительны, и часто это проявляется позже.
Заблуждение 5: “Пористость означает только газ, а не усадку”.”
Многие дефекты связаны как с газом, так и с ограничениями подачи. Металлографический обзор обычно показывает взаимодействие.
Распространенные ошибки и их последствия
| Ошибка | Немедленный эффект | Долгосрочный результат |
|---|---|---|
| Зарядка мокрого возврата | Быстрое набирание газа | Постоянная пористость на протяжении всей смены |
| Слишком ранняя дегазация, затем длительная выдержка | Реабсорбция перед отливкой | Хороший тест, плохой продукт |
| Перемешивание поверхности | Увлечение оксидов | Комбинированные дефекты газа и включений |
| Использование изношенных графитовых роторов | Крупные пузырьки, слабая дегазация | Более высокий водород и переменные результаты |
| Игнорирование калибровки анализатора | Ложное доверие | Плохие технологические решения |
Как заводы могут уменьшить водородное выделение до того, как металл достигнет формы?
Самая сильная программа контроля водорода начинается еще до того, как расплав попадает на станцию дегазации.
Превентивные действия с высокой ценностью
- Высушите и разогрейте шихтовые материалы.
- Храните возвращенные товары под крышкой.
- Подогрейте инструменты, ковши, мойки и отделители.
- Поддерживайте стабильную атмосферу в печи.
- Сведите к минимуму время воздействия открытого расплава.
- Уменьшите турбулентный перенос и водопадное наливание.
- Осторожно удаляйте окалину, а не перемешивайте ее в ванне.
- Проверьте чистоту газа и калибровку анализатора.
- Заменяйте изношенные графитовые детали по графику.
- Сопоставьте время обработки с фактическим объемом расплава.
Почему профилактика и устранение должны работать вместе
Профилактика снижает количество поступающего водорода. Дегазация удаляет оставшийся растворенный газ. Фильтрация помогает справиться с взвешенными включениями. Наилучшее качество металла достигается благодаря такой многоуровневой стратегии, а не за счет использования какого-то одного этапа.
Какова практическая взаимосвязь между растворимостью водорода, дегазацией и риском пористости?
Эти отношения можно обобщить в одной технологической цепочке:
- Под воздействием влаги и облучения водород попадает в расплавленный алюминий.
- Жидкий алюминий легко растворяет этот водород.
- Цельный алюминий не выдержит такого количества.
- При затвердевании водород переходит в оставшуюся жидкость.
- Если водороду некуда деваться, образуются поры.
- Пористость снижает качество и увеличивает количество брака.
- Дегазация и дисциплинированное обращение прерывают эту цепочку.
Сводная таблица технологической цепочки
| Шаг | Металлургическое событие | Метод контроля |
|---|---|---|
| Водородный пикап | Влага взаимодействует с жидким металлом | Сухой заряд, предварительный нагрев, контролируемая атмосфера |
| Растворение в расплаве | Жидкий алюминий легко удерживает водород | Короткое время выдержки, покрытие расплава |
| Отказ от затвердевания | Твердое тело превращает водород в жидкость | Снижение исходного водорода перед заливкой |
| Зарождение пор | Водород накапливается в жидкости последнего замораживания | Дегазация, низкая турбулентность, чистый расплав |
| Окончательное формирование дефектов | Поры остаются запертыми в продукте | Испытания, контроль процесса, последующий контроль |
Часто задаваемые вопросы о растворимости водорода в расплавленном алюминии и твердом алюминии
Водород в расплавленном алюминии: 10/10 FAQ
1. Почему водород лучше растворяется в расплавленном алюминии, чем в твердом?
Все сводится к тому. атомное расположение. Жидкий алюминий имеет неупорядоченную структуру с большим количеством временных “пустот” и высокой подвижностью атомов, что позволяет атомам водорода легко размещаться в нем. Когда он застывает в плотную гранецентрированную кубическую (FCC) кристаллическую решетку, междоузельное пространство становится гораздо меньше для удержания газа.
2. Во сколько раз больше растворимость водорода в жидком алюминии?
Разница очень велика. В точке плавления жидкий алюминий может содержать примерно В 10-20 раз больше водорода чем в твердой фазе. Это резкое падение растворимости во время фазового перехода является физической причиной почти всех дефектов, связанных с газом, при литье алюминия.
3. Что происходит с водородом при застывании алюминия?
Когда металл замерзает, твердая фаза “отбрасывает” растворенный водород в оставшуюся жидкость. В результате концентрация водорода в жидкости резко возрастает, пока не достигнет точки, где он образует пузырьки газа. Если эти пузырьки задерживаются продвигающимся твердым фронтом, они остаются в виде внутренних пор.
4. Является ли водород единственным опасным газом в алюминии?
5. Повышает ли температура расплава растворимость водорода?
Да. Растворимость увеличивается экспоненциально с ростом температуры. “Перегрев” расплава не только позволяет ему удерживать больше водорода, но и увеличивает скорость, с которой алюминий реагирует с атмосферной влагой, чтобы забирать больше газа.
6. Может ли обезжиривание удалить растворенный водород?
7. Каков наилучший промышленный метод восстановления водорода?
Ротационная дегазация является промышленным стандартом. Впрыскивая мелкие пузырьки инертного газа (аргона или азота) через вращающийся графитовый ротор, атомы водорода диффундируют в пузырьки и выносятся на поверхность, где они безопасно высвобождаются.
8. Почему даже после дегазации отливка может иметь пористость?
9. Как растения испытывают водород в расплавленном алюминии?
КОНТРОЛЬ КАЧЕСТВА
Наиболее распространенным инструментом является Испытание на пониженное давление (RPT), который увеличивает содержание газа для визуального контроля. Для более точных операций используется Индекс плотности расчеты или прямые анализаторы растворенного водорода (например, Alscan или Telegas) для получения цифровых данных в режиме реального времени.
10. Почему контроль водорода имеет значение при производстве заготовок и слябов?
Окончательное техническое резюме
Растворимость водорода в расплавленном и твердом алюминии - одна из самых важных концепций в металлургии алюминия. В жидком металле может содержаться гораздо больше водорода, чем в твердом. При замораживании эта разница превращает растворенный газ в угрозу пористости. Вот почему обработка расплава - это не только корректировка химического состава или обезжиривание поверхности. Речь идет об управлении термодинамическим переходом, который естественным образом выталкивает водород из раствора в самый неподходящий момент, прямо внутри изделия во время затвердевания.
Практические уроки очевидны:
- Жидкий алюминий легко поглощает водород, особенно в горячих, влажных и турбулентных условиях.
- Твердый алюминий обладает очень низкой водородной емкостью.
- Падение растворимости при замерзании является непосредственной причиной пористости газа.
- Оксиды, бифилмы и плохое питание усугубляют дефект.
- Профилактика начинается с сухой шихты, сухих инструментов и спокойного обращения с расплавом.
- Контроль требует измерений, а не визуальных догадок.
- Роторная дегазация и строгий контроль процесса остаются главными составляющими качественного алюминиевого литья.
С точки зрения технологического мышления AdTech, эта тема не является узко лабораторной. Она влияет на спецификацию оборудования, конструкцию обработки расплава, практику дегазации, выбор графитового ротора, выбор анализатора и конечное качество продукции заказчика. Любой инженер, менеджер по производству или специалист по закупкам, работающий с алюминием, должен четко понимать этот контраст растворимости, потому что он объясняет, почему одни плавки отливаются чисто, а другие приводят к образованию пористости, пузырей и дорогостоящих отказов на последующем этапе.
