Глубокая фильтрация обеспечивает высочайшую производительность по удалению включений из расплавленного алюминия на линиях крупносерийного и высококачественного производства; при правильном проектировании и эксплуатации фильтр глубокого слоя может уменьшить дефекты твердых частиц, улучшить консистенцию последующей продукции и поддерживать такие требовательные продукты, как алюминиевые банки, фольга и фольга для конденсаторов.
Резюме и основные выводы
При фильтрации в глубоком слое используется упакованный слой калиброванных огнеупорных гранул для улавливания включений путем глубинной фильтрации. При использовании перед литейным оборудованием она обеспечивает высокую степень удержания неметаллических частиц и оксидных пленок, достигая эффективности фильтрации, часто превышающей 90 % для частиц размером более 10 микрометров. Выбор размера частиц, глубины слоя и распределения потока регулирует баланс между эффективностью улавливания и перепадом давления. Операционные стратегии, снижающие задержку металла при смене сплава, могут заметно снизить стоимость и количество брака.

Что такое фильтр глубокой очистки и где он может быть использован в доме
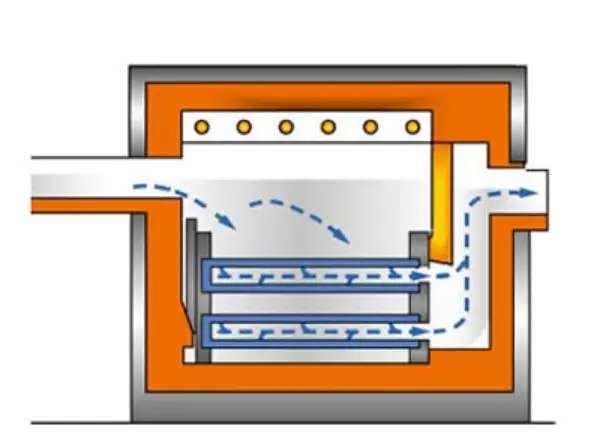
Фильтр глубокой очистки представляет собой с огнеупорной футеровкой Сосуд, заполненный слоями гранулированного фильтрующего материала. Расплавленный алюминий поступает в емкость сверху, течет вниз через слои и выходит снизу в отмывочную машину или разливочное оборудование. Типичные места установки - между печью выдержки и непрерывной разливкой или между печью легирования и системой разливки. Такая конфигурация подходит для крупносерийных производств, где постоянный поток и высокая чистота являются критически важными.
Основной принцип работы и механизмы захвата частиц
Глубинная фильтрация отличается от поверхностной. В упакованном гранулированном слое расплав прокладывает извилистый путь через промежутки и контактирует со многими поверхностями твердых частиц. Механизмы улавливания включают:
-
Прямой перехват, когда частица сталкивается с поверхностью гранулы.
-
Инерционное уплотнение для крупных или более плотных частиц, которые не могут следовать за линией потока.
-
Захват наночастиц с помощью диффузии, когда броуновское движение увеличивает вероятность столкновения.
-
Седиментация для очень крупных включений под действием силы тяжести.
Эффективность фильтрации увеличивается с глубиной слоя и с уменьшением среднего размера пор, но при этом соответственно возрастает перепад давления. Правильно подобранная среда может захватывать широкий диапазон размеров, сохраняя потери напора в допустимых пределах.
Типичные компоненты и материалы конструкции
Стандартная сборка фильтра глубокой очистки содержит эти зоны и детали:
-
Внешняя оболочка: корпус из конструкционной стали, поддерживающий изоляцию и огнеупорную футеровку.
-
Огнеупорная футеровкаЛитые или предварительно отформованные кирпичи на основе глинозема или магнезии, предназначенные для сопротивления тепловому удару.
-
Впускная распределительная пластина: распределяет поток по дну, уменьшает локальное русло.
-
Верхняя опорная и удерживающая сетка: предотвращает потерю носителя и поддерживает верхние слои.
-
Пакет градиентных носителей: типично глинозёмные шарики, Крупные зерна и мелкие частицы, расположенные в несколько слоев.
-
Выводная опорная решетка и подключение к стиральной машине: зона разгрузки фильтров и соединяется с нисходящим потоком.
-
Приборы: термопары, индикаторы уровня, датчики давления и отверстия для доступа для осмотра.
Материалы выбираются с учетом химической совместимости с алюминием, требований к теплопроводности и механической прочности. Средства на основе глинозема остаются промышленным стандартом для глубоких слоев алюминия.

Выбор фильтрующего материала и стратегия постановки
Среды различаются по форме, номинальному диаметру, плотности и состоянию поверхности. Обычно используются три основных слоя:
-
Верхний слой (шариковый носитель)Относительно крупные сферические шарики из тубулярного глинозема защищают внутреннюю мелочь от смещения и предотвращают унос. Они также обеспечивают низкую потерю напора при начальном входе.
-
Средний слой (тонкодисперсный или дробленый таблитчатый глинозем): основная зона улавливания. Плотность упаковки частиц и распределение мелких частиц по размерам определяют размеры порового отверстия и эффективность фильтрации.
-
Нижний слой (опорные шарики или крупная крошка): препятствует выходу мелких частиц и поддерживает улавливающий слой.
Толщина слоя зависит от скорости потока и загрузки частиц. Общий подход заключается в определении размеров мелких частиц таким образом, чтобы межпоровые отверстия эффективно задерживали целевой диапазон размеров включений при ограничении перепада давления. Промышленные поставщики публикуют калиброванные градации среды и рекомендуемые схемы размещения для целевой производительности.
Расчеты размеров, пропускной способности и задержки
Цели проектирования
При проектировании выбирается площадь поперечного сечения слоя, глубина и градация среды для обеспечения заданной производительности, допустимого перепада давления, желаемой эффективности улавливания и максимально допустимого объема удержания металла.
Основные отношения
-
Площадь фильтрации часто зависит от массового расхода металла в тоннах в час. Обычно используется следующее эмпирическое соотношение
A = k * Q, гдеAплощадь фильтра в квадратных метрах,Qпроизводительность металла в т/ч иkэто коэффициент производительности, полученный на основе данных поставщика и прошлых установок. Типичные заявленные коэффициенты составляют от 0,04 до 0,06 м² на т/ч для конструкций с глубоким слоем, используемых в производстве листов и фольги. -
Объем удержания металла V_h зависит от пористости набивки пласта и глубины пласта:
V_h = (1 - ε) * V_bedгдеεфракция пустот иV_bedгеометрический объем зоны упаковки. Доля пустот в упакованном сферическом глиноземе обычно составляет 36-40 %, что приводит к значительной доле удержания в глубоких слоях. Минимизация удержания имеет решающее значение для многосплавных сред.
Пример работы
Предположим, что требуемая производительность 50 т/ч. Используя k = 0,0413 м²-ч/т (общепринятое значение), площадь фильтра A = 0,0413 * 50 = 2,065 м². Если глубина слоя составляет 0,8 м, а диаметр слоя соответствует площади, то объем слоя составит V_кровати = A * глубина = 1,652 м³. При фракции пустот 0,38 содержание металла равно V_металла = ε * V_кровати = 0,6278 м³, что при плотности расплавленного алюминия 2,4 т/м³ составляет примерно 1,51 т удерживаемого металла. Конструкторы используют эту метрику для расчета потерь при смене сплава и графиков замены.

Установка, интеграция и технологическое размещение
Лучшие методы размещения сводят к минимуму повторное загрязнение и направляют поток к месту разлива:
-
Расположите фильтр между печью окончательной выдержки и разливочной машиной, чтобы обработанный металл поступал непосредственно в процесс. Избегайте длинных открытых отмывок, в которых возможно повторное образование оксидов.
-
Обеспечьте переходную часть или горловину, которая поддерживает ламинарный поток пробок через верхнюю часть кровати. Пластины для распределения потока смягчают образование каналов.
-
Включают байпас и возможность слива для обслуживания и контролируемого перемещения металла при переналадке. Встроенный импульсный объем может компенсировать кратковременные перебои в потоке.
-
Приборы для измерения температуры, уровня и перепада давления должны обеспечивать управление процессом, чтобы избежать перегрева или пересыхания станины.
Интеграция с операциями дегазации, флюсования и легирования, выполняемыми в процессе производства, повышает общую чистоту корпуса и снижает количество повторных обработок в процессе производства.
Параметры работы и показатели производительности
Операторы контролируют несколько показателей:
-
Дифференциальное давление: рост дифференциального давления свидетельствует о прогрессирующей нагрузке. Типичные допустимые диапазоны и уставки сигнализации зависят от производителя.
-
Температура металла на выходе: поддерживать в пределах допуска на литье. Чрезмерные потери тепла через станину могут увеличить риск затвердевания.
-
Скорость потока: поддерживать заданную пропускную способность, чтобы избежать уноса или локального охлаждения.
-
Эффективность фильтрации: часто измеряется путем отбора проб и подсчета частиц; многие пользователи сообщают о >90% улавливании частиц размером более 10 микрометров при использовании хорошо спроектированных глубоких слоев.
Протоколы испытаний включают отбор проб до и после фильтрации, микроскопический контроль включений и мониторинг количества дефектов в готовой продукции.
Техническое обслуживание, замена носителей и управление изменениями сплавов
Износ и загрязнение носителя требуют плановых циклов замены. Ключевые факторы:
-
Плановая замена: зависит от нагрузки на включение, графика сплавов и допустимого количества брака от задержки носителя. Запланированные изменения координируются с производством, чтобы минимизировать время простоя и потери сплава.
-
Обработка слоев: заменяйте мелкие частицы и шарики в рекомендуемой последовательности. Некоторые системы позволяют пополнять слои шаров, сохраняя мелкую фракцию, если загрязнение низкое.
-
Процедуры замены сплаваПри переходе на другой сплав металл, находящийся в пласте, часто необходимо восстановить или обработать; методы включают контролируемую отводку, отбор или загрузку в смесительную печь для уменьшения количества брака. Поставщики и заводы часто используют заранее разработанные рецепты смены сплавов для снижения потерь.
Правильное ведение домашнего хозяйства, строгий учет интервалов замены и количества включений помогают оптимизировать стоимость жизненного цикла.
Сравнение с пенокерамические фильтры и другие технологии
Фильтры глубокой фильтрации и фильтры из керамической пены имеют общий принцип внутренней фильтрации, но отличаются форм-фактором и компромиссами:
-
Спектр захватаГлубокие слои позволяют добиться превосходного улавливания сыпучих материалов при широком распределении частиц за счет перестановки сред; фильтры из керамической пены имеют фиксированную структуру пор и превосходно подходят для фильтрации небольших партий с низким уровнем задерживания в местах использования.
-
Металлическое креплениеГлубокие слои обычно задерживают больше металла, что увеличивает затраты при замене сплава. Фильтры из керамической пены обеспечивают гораздо меньшее удержание металла на фильтр.
-
Простота эксплуатацииКерамические фильтры обычно являются одноразовыми элементами с более простой заменой. Глубокие слои требуют более сложного обращения, но обеспечивают более высокую производительность непрерывного потока.
Выбор зависит от частоты производства, состава сплава, целевой чистоты и соотношения капитальных и эксплуатационных затрат. Некоторые заводы используют гибридные стратегии, включающие первоначальную фильтрацию в глубоком слое, а затем локальные фильтры с полировкой из керамической пены, чтобы объединить преимущества.
Соображения охраны окружающей среды, безопасности и металлургии
-
Смешивание лома и сплавов: металл, остающийся в станине, создает запас сплавов, который должен соответствовать требованиям контроля качества. Неконтролируемое смешивание может привести к загрязнению ценных сплавов.
-
Контроль дымаКислородный сбор и флюсование приводят к образованию дыма. Ограждающие конструкции, местная вытяжка и герметичные промывочные устройства снижают уровень выбросов.
-
Термические рискиДля доступа к отверстиям требуются безопасные процедуры блокировки и контроль горячих работ. Работа с огнеупорами требует применения СИЗ от пыли.
-
Утилизация отработанных носителейОтработанная мелочь и загрязненные шарики могут классифицироваться как промышленные отходы; соблюдайте местные правила утилизации и возможной переработки глиноземных материалов.
Надлежащая металлургическая практика требует документирования запасов металла, включая металл, хранящийся в фильтрах, для обеспечения прослеживаемости.
Общие проблемы и контрольный список для устранения неисправностей
-
Повышение давления: проверьте, нет ли уплотнения мелких частиц, ограничения нисходящего потока или скопления шлака. При быстром ходе проверьте наличие посторонних предметов или разрушенной решетки.
-
Канализация и плохой захват: проверьте однородность входной распределительной пластины и набивки станины. Поврежденные шарики или неравномерная укладка могут создавать преимущественные пути.
-
Чрезмерная фиксация металла: подтвердите глубину слоя и пористость в соответствии с проектом; рассмотрите возможность поэтапной замены среды или изменения конструкции для уменьшения задержки.
-
Загрязнение выходного отверстия после технического обслуживания: убедитесь в правильной установке выпускной решетки и выполните контролируемый запуск для очистки от уловленных частиц.
-
Термическое растрескивание облицовки: проверьте, нет ли резких перепадов температуры или механического воздействия при обращении с носителем; следуйте рекомендациям производителя по техническому обслуживанию.
Структурированный журнал, в котором фиксируются тенденции изменения давления, температуры и действия по техническому обслуживанию, ускоряет анализ первопричин.
Применение в промышленности и примеры из практики
Фильтры глубокой очистки часто используются в:
-
Прокатные станы для производства фольги и листов для пищевой упаковки и электроники. Их производительность подходит для непрерывных крупносерийных линий с жесткими ограничениями по браку.
-
Разливка слябов и слитков, где большая производительность выгодна благодаря непрерывной глубинной фильтрации.
-
Многоступенчатые кашпо, объединяющие дегазация, флюсование, и глубокой фильтрации для получения заготовок для последующей обработки.
Примеры из практики поставщиков свидетельствуют о значительном снижении количества дефектов, связанных с включением, после установки DBF, а окупаемость обусловлена снижением количества брака и доработок для продукции премиум-класса.
Таблицы
Таблица 1: Типичные слои и характеристики сред глубокого залегания
| Слой | Типичный материал | Номинальный диапазон размеров частиц | Основная роль |
|---|---|---|---|
| Верхний слой | Шарики из тугоплавкого глинозема | от 10 до 30 мм | Распределение потока, предотвращение захвата мелких частиц |
| Слой захвата | Дробленый таблетированный глинозем | 0,5 - 6 мм | Основная зона захвата включений |
| Поддерживающий слой | Крупная крошка или шарики | 6 - 12 мм | Механическая поддержка и удержание мелких частиц |
Таблица 2: Типичные показатели производительности (промышленные отчеты)
| Метрика | Типичный ассортимент глубоких кроватей | Примечания |
|---|---|---|
| Эффективность фильтрации для частиц размером >10 мкм | 90-98 процентов | Зависит от постановки и глубины ложа |
| Металлическая защита на м³ кровати | 0,6 - 0,9 м³ | Зависит от фракции пустот и геометрии слоя |
| Общая глубина дна | 0,5 - 1,0 м | Более длинные кровати увеличивают захват, но увеличивают задержку |
Таблица 3: Сравнительный анализ: глубокий слой и керамическая пена
| Характеристика | Фильтр глубокой очистки | Керамический поролоновый фильтр |
|---|---|---|
| Пропускная способность | Высокая, подходит для непрерывных операций | Низкая цена за элемент, подходит для использования в точках продаж |
| Металлическое крепление | Высокий | Низкий |
| Логистика замены | Сложная поэтапная обработка | Простая замена |
| Захват для широкого распределения размеров | Превосходно | Хорошо подходит для маленьких пор и определенных размеров |
Глубокая фильтрация (DBF): FAQ по высокоэффективной переработке нефти
1. Частицы каких размеров будет эффективно улавливать глубокий слой?
2. Какое количество металла обычно содержится в станине?
3. Как часто следует заменять фильтрующий материал?
4. Могут ли глубокие кровати фильтровать все типы алюминиевых сплавов?
5. Что вызывает быстрое повышение давления в постели?
Внезапные скачки давления обычно указывают на это:
- Уплотнение мелких фракций: Смещение или слишком плотное прилегание носителя.
- Засорение шлаком: Попадание в слой крупных оксидов или печных огнеупоров.
- Ограничения в нижнем течении: Проблемы с выпускной решеткой или опорными пластинами.
6. Совместимы ли глубокие кровати с автоматизированным управлением кашпо?
7. Какие носители лучше всего подходят для экстремальной чистоты?
8. Как уменьшить потери металла при смене сплава?
Чтобы минимизировать потери, подумайте:
- Реализация Быстрый слив конструкции для извлечения большего количества металла.
- Планирование производственных партий для объединения схожих сплавов.
- Использование утилизационной печи для обработки металла, извлеченного из кровати.
9. Какие испытания подтверждают эффективность глубокой кровати?
Стандартная проверка включает в себя:
- PoDFA/Prefil: Металлографический анализ включений.
- Подсчет частиц жидкого металла: Мониторинг потока частиц в режиме реального времени.
- Отслеживание дефектов готовой продукции: Соотнесение проколов фольги или трещин фланца банки с данными фильтрации.
