Для большинства задач, связанных с литьем алюминия, используется керамический поролоновый фильтр с 30 PPI обеспечивает эффективный баланс между удержанием частиц и пропускной способностью металла, позволяя получать более чистые отливки, меньшее количество поверхностных дефектов и более предсказуемые механические характеристики по сравнению с более грубыми или гораздо более тонкими альтернативами.
1. Обзор
Фильтр из керамической пены 30 PPI обеспечивает среднюю тонкость фильтрации, задерживает неметаллические включения и снижает турбулентность, сохраняя устойчивый поток металла для многих распространенных процессов литья алюминия, включая литье в песчаные формы, литье в постоянные формы и полунепрерывное литье профилей и заготовок. Для литейных цехов, стремящихся к надежному повышению качества при ограниченном перепаде давления, часто выбирают фильтр 30 PPI.

2. Что означает термин “PPI” и почему количество пор имеет значение
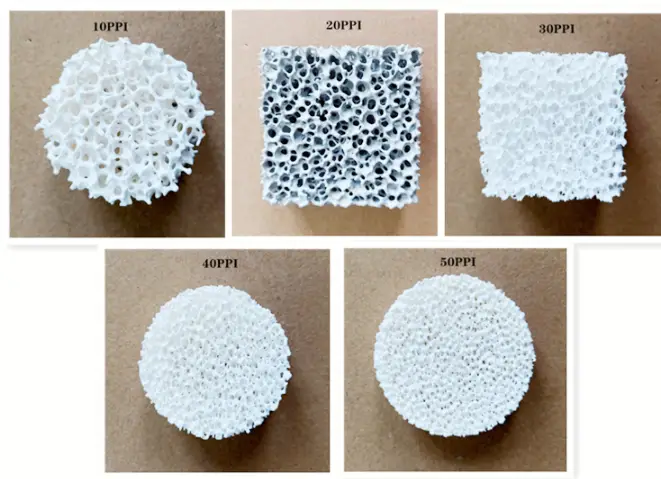
PPI означает "поры на дюйм". Эта метрика описывает среднее количество открытых ячеек, измеренное на одном линейном дюйме пенопластового шаблона, используемого для изготовления керамического фильтра. Более высокие значения PPI указывают на более тонкую сеть ячеек и, следовательно, меньшие каналы в керамическом корпусе. Размер пор влияет на два важнейших параметра эффективности:
-
Способность удерживать частицы: более мелкие поры задерживают мелкие включения.
-
Гидравлическое сопротивление: более мелкие поры увеличивают ограничение потока, что может потребовать увеличения площади фильтра или снижения скорости налива.
Выбор правильного PPI для конкретной отливки зависит от распределения включений по размерам в расплаве, желаемой скорости разливки, геометрии отливки и допуска на последующую обработку.
Читайте также: Керамический вспененный фильтр цена 2026.
3. Распространенные химические составы керамики, используемые для изготовления поролоновых фильтров
Пенокерамические фильтры производятся из нескольких базовых материалов. Каждый из них обеспечивает определенный баланс устойчивости к тепловым ударам, механической прочности и химической совместимости с конкретными расплавленными сплавами.
-
На основе глинозема: Широко используется для алюминия и его сплавов. Хорошая термическая стабильность и химическая нейтральность по отношению к типичным алюминиевым расплавам.
-
Карбид кремния (SiC): Более высокая теплопроводность и механическая прочность. Используется, когда требуется более высокая механическая прочность.
-
Стабилизированный диоксид циркония: Используется для высокотемпературных и высокочистых применений, когда необходима очень низкая реакционная способность.
Производители иногда поставляют гибридные или композитные составы для удовлетворения технологических потребностей.
4. Как структура 30 PPI ведет себя при литье расплавленного алюминия
Пенополиуретан 30 PPI обеспечивает баланс: размеры каналов достаточно малы, чтобы перехватить многие распространенные неметаллические включения, но при этом обеспечивается разумный расход металла при заливке. Практические характеристики включают:
-
Захват включения: Эффективна для обычных окалин и фрагментов оксидов, не вызывая чрезмерных потерь напора.
-
Равномерность потока: Сеть открытых ячеек уменьшает локальные струи и способствует равномерному заполнению формы. Это снижает турбулентность, вызванную увлечением воздуха, и уменьшает повторное окисление.
-
Устойчивость к тепловому удару: Правильно спеченная керамика 30 PPI выдерживает множество циклов обработки при правильной заливке, но быстрое погружение в перегретый расплав может привести к растрескиванию, если отсутствует протокол предварительного нагрева.

5. Правила определения размеров и практика установки
Правильный выбор размера и установка фильтра имеют решающее значение для получения предсказуемых результатов. Следующие принципы служат практической отправной точкой.
Ключевые правила
-
Отношение площади фильтра к площади дроссельной заслонки: Поддерживайте соотношение, которое предотвращает чрезмерную скорость через фильтрующую поверхность. Промышленная практика предполагает, что для тонких отливок площадь фильтра в несколько раз превышает площадь затворной зоны; для более толстых отливок допустимо меньшее соотношение.
-
Ориентация фильтра: Поместите фильтр так, чтобы ячейки были расположены перпендикулярно потоку для достижения наилучшей эффективности улавливания.
-
Уплотнение кромок: Обеспечьте плотное прилегание к бегунку для предотвращения перепуска. Используйте керамическую огнеупорную прокладку или правильную посадку для устранения зазоров.
-
Разогрейте: Прогрейте фильтр, чтобы удалить влагу и минимизировать риск теплового удара. Типичные методы предварительного нагрева включают помещение фильтра в печь при контролируемой температуре на короткий период времени перед использованием.
Таблица 1: Типичный выбор фильтров по назначению
| Тип приложения | Типичный выбор PPI | Обоснование |
|---|---|---|
| Крупные конструкционные отливки из песка | 10 до 20 PPI | Более быстрый поток, больший захват включений, меньшее противодавление. |
| Алюминиевые отливки общего назначения | 30 PPI | Сбалансированная фильтрация и поток для различных геометрий деталей. |
| Высокоточные аэрокосмические компоненты | От 40 до 60 PPI | Очень тонкая фильтрация, необходимая для соблюдения жестких требований к поверхности и металлургическим стандартам. |
| Непрерывное литье / заготовки | От 20 до 40 PPI | Зависит от сплава и скорости производства. |
6. Рекомендации по площади фильтра и соотношению потоков
Расход металла через фильтр зависит от толщины фильтра, пористости, PPI и напора. Практические правила, используемые опытными литейщиками:
-
Увеличение площади фильтрации при переходе от более грубого к более тонкому PPI, чтобы сохранить потерю напора в приемлемых пределах. Например, переход с 20 PPI на 30 PPI часто требует умеренного увеличения площади.
-
Поддерживайте пологие профили заполнения для тонкостенных отливок за счет использования большей площади лицевой поверхности фильтра.
-
Несколько маленьких фильтров в параллель позволяет снизить перепад давления, сохраняя при этом высокую производительность захвата.
Таблица 2: Репрезентативные физические параметры для 30 фильтров PPI
| Недвижимость | Типичный диапазон или значение | Примечание |
|---|---|---|
| Пористость (открытые ячейки) | 60-90 процентов | Высокая пористость обеспечивает меньшее удержание массы и меньшую потерю напора |
| Допустимая рабочая температура | До температуры расплавленного алюминия | Зависит от химического состава и используемого связующего |
| Типичная толщина (стандартные пластины) | от 10 до 50 мм | Многие литейные заводы используют 50 мм для крупных деталей |
| Типовые размеры лицевой стороны | 178 × 178 мм, 254 × 254 мм, 305 × 305 мм | Распространенные размеры от производителей |
7. Этапы производства и контроль качества
Керамические поролоновые фильтры проходят воспроизводимую последовательность от полимерного шаблона до окончательного обжига. Основные этапы и соответствующие проверки качества:
-
Выбор полимерной пены: Выберите синтетический шаблон открытой клетки с целевым PPI.
-
Пропитка: Покройте шаблон керамической суспензией, соответствующей желаемому химическому составу. Тщательно контролируйте содержание твердых частиц.
-
Сушка: Удалите растворитель, не вызывая образования или растрескивания кожи.
-
Выгорание и спекание: Удаление полимерного каркаса, затем уплотнение керамических связей при высокой температуре. Контролируйте усадку и микроструктуру.
-
Инспекция: Проверка размеров, визуальный контроль дефектов, измерение пористости и пробное тестирование потока в смоделированных условиях.
-
Прослеживаемость партий: Маркируйте партии, чтобы отслеживать ход печи и партии сырья.
Параметры качества, подлежащие проверке, включают однородность PPI, отсутствие макротрещин, желаемый процент пористости и приемлемое сопротивление потоку.
8. Сравнение с другими системами подсчета пор
Выбор правильного PPI требует анализа компромиссов. В таблице ниже приведены типичные последствия.
Таблица 3. Сравнение ИПП
| PPI | Типичное использование | Плюсы | Cons |
|---|---|---|---|
| 10 | Тяжелые отливки, грубая фильтрация | Низкое ограничение потока, прочный | Ограниченное улавливание мелких частиц. |
| 20 | Общие тяжелые алюминиевые детали | Умеренное удерживание, приемлемый поток | Можно пропустить мелкие включения. |
| 30 | Большинство алюминиевых отливок общего назначения | Сбалансированный захват и поток | Может потребоваться немного большая площадь по сравнению с 20 PPI. |
| 40 | Высокое качество, прекрасные характеристики | Лучшее улавливание мелких частиц | Более высокий перепад давления, потенциальное снижение скорости заливки. |
| 50+ | Прецизионные аэрокосмические или специальные изделия | Максимальная тонкость фильтрации | Значительная потеря головы, часто требуется большая площадь лица. |
9. Совместимость с системами дегазации, флюсования и калибровки
Фильтрация наиболее эффективна, когда она интегрирована в полный процесс качества расплава. Лучшие практики включают:
-
Проведите дегазацию перед фильтрованием для снижения содержания водорода и разрушения крупных оксидных пленок, которые в противном случае засоряют каналы фильтра.
-
Нанесите флюс когда это необходимо для удаления поверхностных окислов перед заливкой. Фильтры улавливают остаточные частицы, но не заменяют правильное флюсование.
-
Конструкция заслонок для снижения турбулентности перед фильтром. Используйте дроссельные секции, чтобы замедлить поток и избежать попадания на поверхность фильтра.
10. Типичные физические свойства и пределы эксплуатации
Производительность фильтра зависит от размеров, материала и микроструктуры.
-
Плотность: Керамические фильтры имеют небольшой вес по сравнению с твердыми огнеупорами благодаря высокой открытой пористости.
-
Механическая обработка: Керамическая пена хрупка при растяжении или изгибе. При использовании в автоматизированных заливных линиях поддерживайте ее жесткими рамами.
-
Термоциклирование: Многократное воздействие больших температурных градиентов может спровоцировать растрескивание; предварительный нагрев и контролируемая скорость погружения снижают этот риск.
11. Преимущества для металлургии литья и повышения производительности
Практические, измеримые преимущества, связанные с использованием правильно подобранного фильтра 30 PPI, включают:
-
Меньшее количество включений в готовых отливках, уменьшая брак при механической обработке.
-
Улучшенная обработка поверхности и более низкой пористостью в приповерхностных зонах.
-
Более стабильные механические свойства благодаря уменьшению внутренних дефектов.
-
Сокращение количества брака и повторной обработки что повышает общую производительность литейного производства и стоимость одной детали.
В тематических исследованиях, проведенных несколькими поставщиками, сообщается о заметном снижении количества дефектов и экономии на последующем производстве, когда пенопластовые фильтры интегрируются с дегазацией и хорошей конструкцией затворной системы.
12. Устранение общих проблем и их решение
Вот повторяющиеся проблемы, с которыми сталкиваются литейщики при использовании фильтров 30 PPI, и рекомендуемые способы их решения.
-
Проблема: Быстрое падение давления или засорение во время заливки.
Решение: Проверьте, не слишком ли много окалины в расплаве, и уменьшите скорость заливки; увеличьте площадь фильтрующей поверхности или используйте параллельные элементы. Дегазация перед фильтром может уменьшить засорение. -
Проблема: фильтр трескается при погружении в воду.
Решение: Выполните процедуру предварительного нагрева и отрегулируйте скорость погружения. Проверьте влажность фильтра перед использованием. -
Проблема: обходной поток по краям фильтра.
Решение: Улучшить посадочные места, использовать прокладки или изменить конструкцию бегунка, чтобы металл проходил через поверхность фильтра.
13. Закупки, факторы, влияющие на стоимость, срок годности, хранение, обработка
Компоненты затрат на производство фильтров из вспененной керамики включают сырье, качество шаблона, трудозатраты и время работы печи при спекании, а также финишную обработку. Оптовые закупки позволяют снизить цену за единицу продукции, в то время как специальные химические составы увеличивают стоимость.
Рекомендации по хранению и обращению:
-
Хранить в сухом месте в герметичной упаковке для предотвращения попадания влаги.
-
Квартира в магазине На устойчивых стеллажах, чтобы избежать изгиба.
-
Ротация запасов По принципу FIFO, чтобы избежать длительного хранения, которое может привести к адсорбции влаги или разрушению упаковки.
Таблица 4: Пример определения размеров для типичных норм выливания алюминия
| Размер фильтрующей поверхности (мм) | Типичный диапазон массового расхода (кг/мин) | Рекомендуемые ИПП для данного диапазона |
|---|---|---|
| 178 × 178 | 25-50 | 20-30 PPI для общего использования |
| 254 × 254 | 45-100 | 30 PPI для сбалансированной фильтрации |
| 305 × 305 | 90-170 | 20-30 PPI во многих случаях литейного производства |
| 381 × 381 | 147-280 | Используйте более грубые PPI или несколько элементов параллельно |

14. Вопросы экологии, здоровья и безопасности
Керамические фильтры содержат инертную керамику, которая после спекания представляет низкую химическую опасность. Тем не менее, безопасная практика требует внимания к этапам производства и обращения:
-
Борьба с пылью во время резки или обрезки: При обработке сухой керамики используйте местную вытяжную вентиляцию и СИЗ.
-
Выгорание связующего: Контролируйте выделение газов во время обжига с помощью надлежащей вентиляции печи.
-
Утилизация: Отработанные фильтры, загрязненные металлическими остатками, могут потребовать утилизации через процедуру удаления отходов литейного производства.
Фильтрация керамической пеной 30 PPI: FAQ по технической оптимизации
1. Почему литейное производство выбирает 30 PPI вместо 20 PPI?
2. Может ли фильтр 30 PPI выдерживать постоянную температуру литья?
3. Как правильно подогреть фильтр?
4. Нужны ли мне разные PPI для разных алюминиевых сплавов?
5. Можно ли повторно использовать керамические поролоновые фильтры?
6. Какого размера должен быть фильтр по отношению к площади стробирования?
7. Какой химический состав обеспечивает наилучшую стойкость к тепловому удару?
8. Какие проблемы указывают на “обход фильтра”?
9. Как PPI связан с размером пор в микронах?
PPI - это структурный подсчет, а не прямое измерение в микронах. Геометрия ячеек и толщина стенок зависят от производителя. Однако, как правило:
30 PPI ≈ отверстия 500 - 700 мкм
Для получения точных данных об эффективности фильтрации всегда обращайтесь к кривым расхода вашего поставщика.
10. Где можно приобрести качественные фильтры 30 PPI?
Окончательные рекомендации для литейных предприятий, выбирающих 30 PPI
-
Соедините фильтр с системой очистки расплава такие как дегазация и флюсование, чтобы продлить срок службы фильтра и уменьшить его засорение.
-
Проведите небольшие испытания с реалистичными скоростями затворения и разлива для измерения потерь напора и улавливания включений до полного развертывания производства.
-
Запросите у производителя кривые расхода и сертификаты на материалы для подтверждения качества спекания и ожидаемого перепада давления.
-
Производительность пакетной обработки документов чтобы инженеры-технологи могли связать выбор фильтра с показателями выхода продукции.
