

Пенокерамические фильтры правильно установленные и предварительно нагретые, удаляют включения субмикронного и микронного размера, контролируют схемы потока в формы и значительно снижают количество дефектов литья и брака, обеспечивая высокую чистоту и точность алюминиевых изделий; при подборе в соответствии со сплавом, структурой пор и толщиной фильтра, пенные фильтры обеспечивают предсказуемое улучшение качества поверхности, механической однородности и выхода с первого прохода, что делает их экономически эффективным основным компонентом любой современной линии литья алюминия.
Почему фильтры из керамической пены важны для алюминиевых литейных заводов
Расплавленный алюминий обычно содержит оксидные пленки, частицы окалины, песок и другие частицы, которые после затвердевания выступают в качестве концентраторов напряжений или дефектов поверхности. Фильтры из керамической пены удаляют эти загрязнения, одновременно выравнивая поток в форме, чтобы свести к минимуму турбулентность и повторный унос. Для прецизионных компонентов и конструкционных отливок фильтрация снижает количество брака при последующей обработке, повышает усталостную прочность и увеличивает выход годного при первом проходе. Среды из вспененной керамики обеспечивают баланс высокой пористости и площади внутренней поверхности, что позволяет добиться эффективного улавливания без чрезмерных потерь напора.

Проконсультируйтесь с нашими инженерами по вопросам вашего процесса литья
Материалы и химия: глинозем, карбид кремния и цирконий.
Пенокерамические фильтры производятся из различных огнеупорных химикатов в соответствии с требованиями к сплавам и рабочим температурам.
-
Глинозем (Al2O3) пенопласт является наиболее распространенным выбором для литья алюминия благодаря химической совместимости, экономичности и достаточной термостойкости для алюминиевых технологических окон.
-
Пенопласты, армированные карбидом кремния обеспечивают повышенную стойкость к тепловому удару и механическую прочность в тех случаях, когда ожидается повышенное истирание или термоциклирование.
-
Пенопласты на основе диоксида циркония обладают высочайшей огнеупорностью и химической стабильностью и используются в специальных областях применения или там, где требуется экстремальная термическая стабильность. Их рабочие температуры и показатели прочности превышают обычные требования к алюминию, но за них приходится платить.
Выбор химического состава зависит от состава сплава, практики применения флюса и от того, предполагает ли работа повторяющиеся циклы нагрева, напрягающие целостность фильтра.
Размер пор, пористость и влияние PPI на производительность
Плотность пор, выраженная в порах PPI на дюйм, является основной переменной, которую инженеры-технологи используют для настройки фильтрации.
-
Низкий PPI (от 8 до 20 PPI) Обеспечивает высокую проницаемость, низкую потерю напора и подходит для тяжелых включений и высокопоточных заливок.
-
Средний PPI (от 20 до 30 точек на дюйм) является общей отправной точкой для алюминиевых отливок общего назначения.
-
Высокий PPI (от 30 до 60) обеспечивает более мелкие включения и более тонкие косметические требования, но увеличивает потери напора и риск раннего засорения при плохой чистоте расплава.
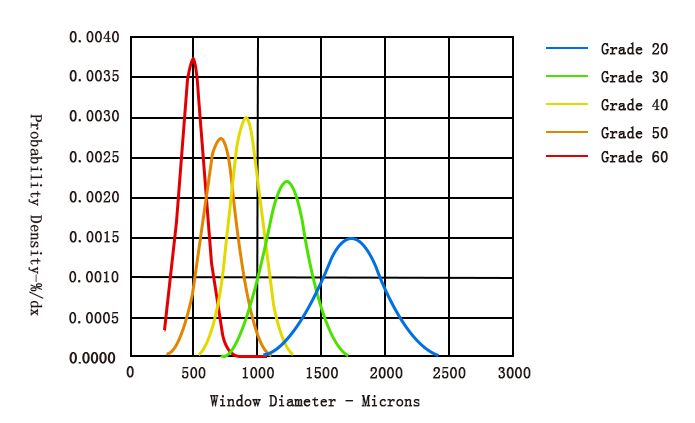
Пористость керамической пены обычно высока, часто 80-90%, что обеспечивает механизм захвата глубокого слоя, где частицы задерживаются благодаря сочетанию перехвата, инерционного уплотнения и прилипания к пористым поверхностям стоек. Гидравлические характеристики и последние исследования подтверждают принцип, согласно которому структура пор контролирует как эффективность захвата, так и перепад давления потока.
Стандартные размеры фильтров из керамической пены:
Размеры (± 3 мм):
7x7in 9x9in 12x12in 15x15in 17x17in 20x20in 23x23in 26x26in
Толщина:
50 ± 2 мм
Угол скоса:
17.5± 1.5°
Специальное измерение:
квадратные, прямоугольные, круглые, трапециевидные, аномальные, или подгонянные в соответствии с требованиями.
Технические параметры:
| Артикул | Плотность (г/см³) |
Модуль разрыва (816℃ /Mpa) |
Всеобъемлющая сила (Mpa) |
Рабочая температура (℃) |
Температура расширения уплотнительной прокладки (℃) |
| Индекс | 0.45 | 5.5 | 0.8-1.0 | 1350 | 450-550 |
Размер пор для фильтра из керамической пены:
Количество пор в любом фильтре длиной 25,4 мм:
| Номер ячейки(PPI) | 10 | 20 | 30 | 40 | 50 | 60 |
|---|---|---|---|---|---|---|
| Плотность пор (PCS) | 8-12 | 18-22 | 28-32 | 38-42 | 48-52 | 58-62 |
Кривая распределения размеров пор:
Точность фильтрации для керамической пены
| Размер пор(PPI) | 20 | 30 | 40 | 50 | 60 |
|---|---|---|---|---|---|
| Включения Диаметр(um) | 80 | 40 | 20 | 10 | 5 |
| Скорость фильтрации(%) | 78 | 85 | 88 | 92 | 95 |
Данные по применению фильтров из керамической пены
| Технические характеристики (мм) | Эффективная площадь фильтрации(%) | Диапазон фильтрационного потока(кг/мин) |
|---|---|---|
| 7in(178*178*50) | 75 | 22-56 |
| 9in (229*229*50) | 75 | 25-80 |
| 12in (305*305*50) | 80 | 50-156 |
| 15in(381*381*50) | 85 | 85-252 |
| 17in(432*432*50) | 86 | 110-335 |
| 20in(508*508*50) | 88 | 160-478 |
| 23in(584*584*50) | 89 | 210-640 |
| 26in(660*660*50) | 90 | 276-830 |
Спецификация упаковки для фильтра из керамической пены Стандартная паллета, количественная упаковка и приблизительный вес
| Стандартный поддон, количественная упаковка и вес | |||||
| Размеры фильтра (мм) |
Фильтр Количество в упаковке (Шт.) |
Количество на поддоне (Дело) |
Количество на поддоне (Шт.) |
Размер поддона (мм) |
Общий вес поддона (кг) |
|---|---|---|---|---|---|
| 660x660x50(26″) | 4 | 8 | 48 | 1100*1100*2200 | 490 |
| 584x584x50(23″) | 5 | 12 | 60 | 950*950*2050 | 510 |
| 508x508x50(20″) | 5 | 18 | 90 | 1100*900*1720 | 470 |
| 432x432x50(17″) | 5 | 24 | 120 | 1100*1100*1670 | 450 |
| 381x381x50(15″) | 5 | 24 | 120 | 1100*1100*1540 | 430 |
| 305x305x50(12″) | 10 | 16 | 160 | 1000*1000*1550 | 350 |
| 228x228x50(9″) | 10 | 20 | 200 | 1100*1100*1400 | 310 |
| 178x178x50(7″) | 10 | 20 | 200 | 1100*1100*1400 | 220 |
Проверить наличие на складе и Фильтр из керамической пены Цена
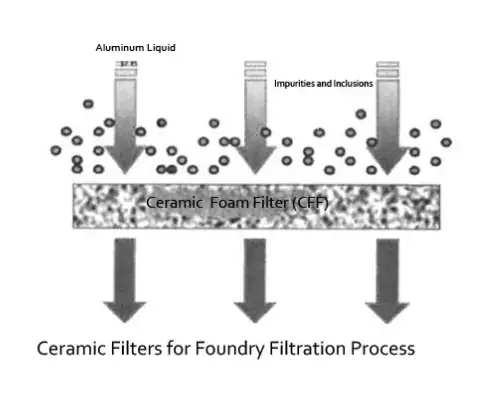
Как работает фильтрация на практике: улавливание глубокого слоя и кондиционирование потока
Пенокерамические фильтры работают как фильтры глубокого слоя, а не как простые сита. Поступающий расплавленный металл проходит через трехмерную сеть взаимосвязанных пор. Мелкие частицы и оксиды прилипают к поверхностям стоек, агломерируются и задерживаются в глубине фильтра. Пористая сеть также преобразует турбулентный поток в более ламинарный профиль, значительно уменьшая разбрызгивание и образование вихрей на входе в пресс-форму. Благодаря этому правильно подобранные поролоновые фильтры снижают уровень увлеченного газа и уменьшают количество отверстий и других типов пористости, связанных с нарушениями потока.
Соответствие геометрии фильтра параметрам отливки
При выборе толщины фильтра, PPI и ориентации установки необходимо учитывать массу заливки, геометрию литников и высоту стояков.
Таблица 1 Типичные рекомендации по подбору
| Параметр отливки | Предлагаемый выбор стартового фильтра | Обоснование |
|---|---|---|
| Крупные слитки, отливки большой массы | 10-20 PPI, более толстый фильтр 50-75 мм | Высокая проницаемость снижает потери напора при сильных потоках |
| Автомобильные запчасти общего назначения | 20-30 PPI, толщина 25-50 мм | Баланс захвата и расхода для смешанных включений |
| Прецизионный корпус, видимые поверхности | От 30 до 60 PPI, толщина 25-50 мм | Более высокий уровень захвата мелких включений, более гладкая поверхность |
| Тонкая стенка, низкая высота заливки | Более низкий PPI благодаря тщательному проектированию стробирования | Поддерживайте скорость потока, избегая повреждения фильтра |
Эти настройки являются отправной точкой. Проверьте их с помощью теста на пониженное давление и подсчета количества включений на секционированных деталях.
Лучшие методы установки и процедура предварительного нагрева
Правильная установка и предварительный нагрев имеют решающее значение для срока службы и производительности фильтра.
-
Разогрейте фильтр до температуры расплавленного металла или до контролируемой температуры предварительного нагрева для удаления остаточной влаги и минимизации теплового удара. Типичные периоды предварительного нагрева варьируются, но 15-30 минут - обычное дело для многих цехов. Предварительный нагрев предотвращает взрывы пара и способствует правильной посадке фильтра.
-
Ориентация имеет значение. Следуйте стрелкам на фильтрах, если они имеются. Убедитесь, что поверхности фильтров выровнены в соответствии с предполагаемым направлением потока и что уплотнения предотвращают обход по краям.
-
Прокладка и уплотнение. Используйте высокотемпературные прокладки или огнеупорные уплотнения, которые сжимаются для предотвращения обхода металла. Регулярно осматривайте уплотнения и заменяйте их при обнаружении деформации или эрозии.
-
Защита от прямого попадания струи. При наливе из ковша или воронки с концентрированной струей используйте распределители потока или ступенчатое размещение, чтобы расплав не ударялся о поверхность фильтра с высокой скоростью, которая может разрушить пену.
Соблюдайте правила техники безопасности при предварительном нагреве и избегайте резких перепадов температуры, которые могут привести к растрескиванию керамической матрицы.

Индикаторы срока службы, засорения и замены фильтра
Срок службы фильтра зависит от нагрузки включения, PPI, толщины и профиля заливки. Общими показателями для замены фильтров являются:
-
Потеря напора при подъеме измеряется как снижение скорости налива при той же высоте налива.
-
Сокращение времени налива или неравномерный поток во время обычных производственных циклов.
-
Видимые разрывы или растрескивание фильтра отмечены при проверке после заливки.
-
Прорыв во включении Несмотря на присутствие фильтра, в секционированных отливках.
Ведение записей о сроке службы фильтров в зависимости от производственных переменных помогает установить оптимальные интервалы замены и уровень запасов запасных частей.
Запросите индивидуальное решение по фильтрации
Интеграция с плитами и ковшовыми системами ADtech
Фильтры из керамической пены сочетаются с пластинчатыми или коробчатыми фильтрами ADtech для создания контролируемой системы фильтрации. Коробка обеспечивает правильную посадку и герметичность, а вспененный материал обеспечивает улавливание частиц и кондиционирование потока. Для автоматизированных или непрерывных линий сборка фильтра может включать гидравлический или моторизованный зажим и быстросменную кассету для минимального времени простоя.
Чтобы избежать повторного загрязнения и обеспечить ламинарное заполнение полости формы, сконструируйте короб таким образом, чтобы фильтр располагался непосредственно перед заливным соплом.
Методы проверки и измерения производительности
Проверьте эффективность фильтра, используя комбинацию из:
-
Испытание на пониженное давление (RPT) для сравнения пористости до и после фильтрации. Соберите исходные данные и данные после установки для контроля SPC.
-
Анализ включения на секционированных деталях или металлографических образцах для количественного определения количества и распределения включений по размерам.
-
Гидравлический контроль путем регистрации скорости пролива и потери напора в партиях фильтров для выявления тенденций засорения. Недавние гидравлические исследования позволили создать модели для прогнозирования перепада давления для заданных PPI и условий потока.
Используйте эти методы вместе, чтобы продемонстрировать окупаемость инвестиций в фильтрацию и настроить PPI и толщину для достижения максимальной производительности.
Рекомендации по безопасности, охране окружающей среды и обращению
-
Обработка. Храните керамические фильтры в сухом, контролируемом помещении, чтобы избежать попадания влаги. Разогревайте в контролируемых печах или с помощью специальных систем нагрева, чтобы избежать опасности образования пара.
-
Отработанные материалы и отбросы. Собирайте и утилизируйте отработанные фильтры и отбросы в соответствии с местными правилами утилизации отходов и переработки. Многие отработанные фильтры содержат восстанавливаемый алюминий и после безопасного обращения могут попасть в потоки восстановления металлов.
-
СИЗ оператора. Используйте термостойкие перчатки, защитные щитки, фартуки и следуйте процедурам работы с расплавленным металлом. Обеспечьте вытяжку дыма при любых работах по флюсованию или обезжириванию вблизи фильтровальной станции.
Сравнение с альтернативными решениями для фильтрации
Таблица 2 Сравнительная характеристика
| Метрика | Керамический поролоновый фильтр | Волокнистые фильтры | Трубчатые фильтры |
|---|---|---|---|
| Улавливание субмикронных частиц | Высокий | Умеренный | Умеренный |
| Кондиционирование потока (ламинаризация) | Превосходно | Хорошо | Переменная |
| Устойчивость к тепловому удару | От хорошего до отличного (зависит от химии) | Нижний | Варьируется |
| Стоимость одного фильтра | Умеренный | Низкий | Может быть выше для специальной керамики |
| Простота установки | Средний | Легко | Средний |
| Возможность многократного использования | Нет, расходный материал | Некоторые конструкции одноразовые | Некоторые конструкции являются расходными или заменяемыми |
Фильтры из керамической пены часто являются предпочтительным вариантом для высокоточных отливок благодаря их сочетанию глубины захвата и свойств, обеспечивающих формирование потока.
Экономическое обоснование и пример ROI
Фильтрация позволяет сократить количество брака и повторных операций. Как правило, экономия достигается за счет уменьшения количества ремонтов поверхности, снижения брака при обработке и повышения коэффициента приемки.
Таблица 3 Иллюстративный расчет рентабельности инвестиций
| Параметр | Пример ввода | Примечания |
|---|---|---|
| Годовая производительность плавки | 2,500 t | |
| Доля брака в предварительном фильтре | 1.8% | Из-за поверхностных включений и пористости |
| Доля брака после фильтрации | 0.7% | После фильтрации и настройки процесса |
| Экономия металла в год | 27.5 t | (1.1% от 2500 т) |
| Стоимость за тонну алюминия | $1,800 | Зависимость от рынка |
| Ежегодная экономия металла | $49,500 | Без учета экономии на механической обработке и рабочей силе |
| Расчетные годовые затраты на расходные материалы и фильтры | $12,000 | Фильтры, прокладки, обработка |
| Чистая годовая выгода | $37,500 | Грубый пример; для точности требуются данные об объекте |
| Расплата | Месяцы | Как правило, от 12 до 24 месяцев для средних литейных предприятий |
Испытания на объекте и точные данные о затратах на отходы, доработку и обработку необходимы для достоверного расчета окупаемости.
Поиск и устранение неисправностей, которые часто возникают, и принятие мер по их устранению
Таблица 4 Матрица поиска и устранения неисправностей
| Симптом | Вероятная причина | Корректирующие действия |
|---|---|---|
| Растрескивание фильтра во время заливки | Фильтр не прошел предварительный нагрев или тепловой удар | Увеличьте время предварительного нагрева, проверьте равномерность нагрева |
| Быстрое засорение | Высокая инклюзивная нагрузка или неправильный ИПП | Используйте более грубые PPI или предварительное обезжиривание/дегазацию |
| Обход по краям | Плохое уплотнение или отказ прокладки | Замените прокладку, проверьте посадку и давление зажима |
| Снижение качества поверхности после установки | Неправильная ориентация PPI или фильтра | Проверьте направление стрелки, проведите анализ включения и отрегулируйте PPI |
| Короткий срок службы фильтра | Чрезмерные остатки флюса или агрессивный сплав | Оцените химический состав, рассмотрите возможность использования более стойкой к эрозии пены |
Документируйте каждое событие и корректирующие действия, чтобы создать базу знаний для операторов по устранению неполадок.
Стандарты, испытания и методы валидации
Литейные заводы должны внедрить рутинные измерения для контроля результатов фильтрации:
-
Базовый RPT и периодический RPT после замены фильтра.
-
Микроскопия включений и распределение по размерам для критических деталей.
-
Контрольные карты SPC для измерения скорости налива, потери напора и количества брака, что позволяет контролировать работу фильтра в течение определенного времени.
-
Данные об эффективности работы поставщиков включая рекомендуемые диапазоны PPI и рекомендуемые циклы предварительного нагрева.
Использование формальных критериев приемки для каждого сплава и семейства отливок помогает поддерживать стабильное качество.
Примеры спецификаций продукции
Таблица 5 Представительский каталог фильтров из вспененной керамики
| Модель | Состав | Диапазон PPI | Толщина мм | Типичное применение |
|---|---|---|---|---|
| CFF-Al20 | Глинозем высокой чистоты | 10, 20, 30 | 25 / 50 / 75 | Алюминиевое литье общего назначения |
| CFF-SiC30 | Глинозем, армированный SiC | 20, 30 | 25 / 50 | Абразивные линии или линии с быстрой цикличностью |
| CFF-ZR45 | Обогащенный цирконий | 30, 45, 60 | 25 / 50 | Специальные высокотемпературные или коррозионные расплавы |
Для ящиков для тарелок и систем чашек ADtech доступны нестандартные размеры и формы.
Получите предложение по керамическим фильтрам из алюминиевой пены прямо сейчас
Вопросы и ответы
С какого PPI мне следует начать для общего алюминиевого литья?
Почему керамические фильтры необходимо предварительно нагревать?
Могут ли фильтры из керамической пены выдерживать многократные термические циклы?
Как обнаружить обход фильтра?
Можно ли перерабатывать фильтры из керамической пены?
Как часто нужно менять фильтры?
Могут ли фильтры удалять растворенный водород?
Что вызывает раннее засорение фильтра?
Влияют ли размер и толщина пор фильтра на предельную высоту заливки?
Как проверить заявление поставщика о производительности фильтра?
Дело
Поставщик литья под давлением среднего размера ввел в производственный цех 30 фильтров из вспененного глинозема PPI с хроническими поверхностными продувками. После согласования площади фильтра и процедур предварительного нагрева показатели RPT улучшились, а количество брака по поверхностным дефектам снизилось более чем на 50 % за три месяца. Расходы на расходные материалы выросли незначительно, но были компенсированы сокращением повторной обработки и ускорением операций отделки.



