A porosidade em peças fundidas de metal é quase sempre o resultado de dois processos fundamentais — aprisionamento ou evolução de gás no metal líquido e alimentação insuficiente durante a solidificação, que produz vazios de retração. A maioria dos problemas de porosidade em peças fundidas de alumínio são combinações ou variantes desses dois mecanismos. Com uma preparação disciplinada da fusão (desgaseificação e filtragem), um sistema de alimentação e alimentação bem projetado, ventilação adequada e uso direcionado de consumíveis, como filtros de espuma de cerâmica e fluxo, as fundições podem reduzir drasticamente as taxas de porosidade e cumprir de forma fiável as especificações de estanqueidade à pressão e resistência estrutural. A AdTech fornece sistemas de desgaseificação, composições químicas granulares e de fluxo, e filtros de espuma cerâmica que se integram aos controlos de processo padrão para reduzir a porosidade relacionada a gases e inclusões e mitigar o encolhimento por meio de uma melhor qualidade de fusão.
1. O que é porosidade e por que é importante
Porosidade é qualquer vazio, cavidade ou rede de pequenos orifícios dentro ou na superfície de uma peça fundida que reduz a densidade localmente e pode prejudicar as propriedades mecânicas, a estanqueidade à pressão, a vida útil à fadiga ou a estética. Em muitas aplicações automotivas, hidráulicas, aeroespaciais e de consumo, mesmo poros microscópicos podem causar rejeição porque reduzem a vida útil à fadiga, permitem vazamentos ou interferem nos revestimentos e na usinagem. Reduzir a porosidade é, portanto, um desafio de qualidade fundamental para fundições, e é mais eficazmente resolvido combinando metalurgia, controlo térmico e tratamento de fusão direcionado.
2. Classificação geral dos tipos de porosidade
Em um nível elevado, a porosidade em peças fundidas de metal é categorizada por origem e morfologia.
Por origem
-
Porosidade do gás: poros formados a partir de gás dissolvido ou arrastado que se nucleia e cresce à medida que o metal se solidifica. O hidrogénio é o principal culpado nas ligas de alumínio.
-
Porosidade de retração: vazios que aparecem porque o metal líquido não consegue alimentar a mudança de volume durante o congelamento; normalmente localizados nos pontos quentes de solidificação tardia.
-
Porosidade por reação ou inclusão: cavidades causadas quando materiais de molde, revestimentos ou contaminantes reagem com o material fundido, formando bolhas de gás ou bolsas não metálicas localizadas.
Por morfologia e efeito do serviço (categorias comuns de engenharia)
-
Porosidade cega: começa na superfície e termina internamente.
-
Por porosidade: abre para mais de uma superfície e cria caminhos de fuga.
-
Porosidade totalmente fechada: interna e selada pelo metal circundante; frequentemente revelada apenas após usinagem ou por radiografia.
Na prática, estas categorias sobrepõem-se; uma determinada fundição pode apresentar uma combinação de características de gás e encolhimento que exigem diagnósticos em camadas para serem separadas.
3. Tipos detalhados de porosidade, aparências e causas principais
Abaixo está uma taxonomia prática que designers e engenheiros de processo acharão útil. Cada entrada lista a aparência típica, as causas principais e pistas sobre a origem.
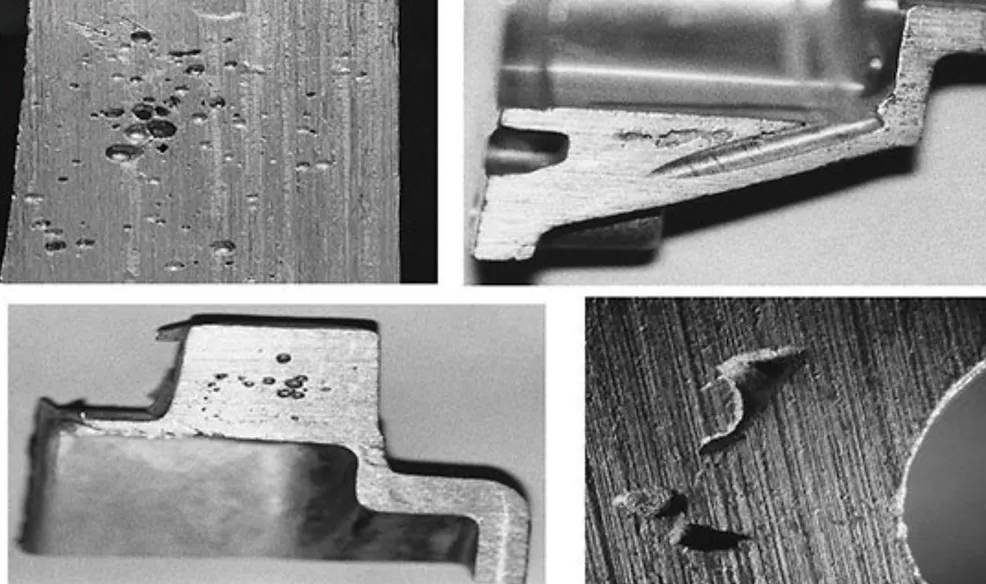
3.1 Porosidade do gás (poros esféricos ou de paredes lisas)
Aparência: Vazios redondos a quase esféricos, superfícies internas lisas, por vezes agrupados em regiões interdendríticas.
Causa principal: Excesso de gás dissolvido na fusão (hidrogénio no alumínio) ou arrastamento de ar/gases durante o enchimento turbulento. A solubilidade do hidrogénio diminui drasticamente na solidificação, pelo que se formam bolhas.
Pistas comuns: História do metal com carga de gás (sucata reaquecida, fluxo contaminado por humidade), má desgaseificação da fusão, alta turbulência de vazamento, paredes internas dos poros cinzentas devido à presença de óxido.
Onde aparece: Distribuído por todas as secções, concentrado nos espaços interdendríticos e nos núcleos que solidificam tardiamente.
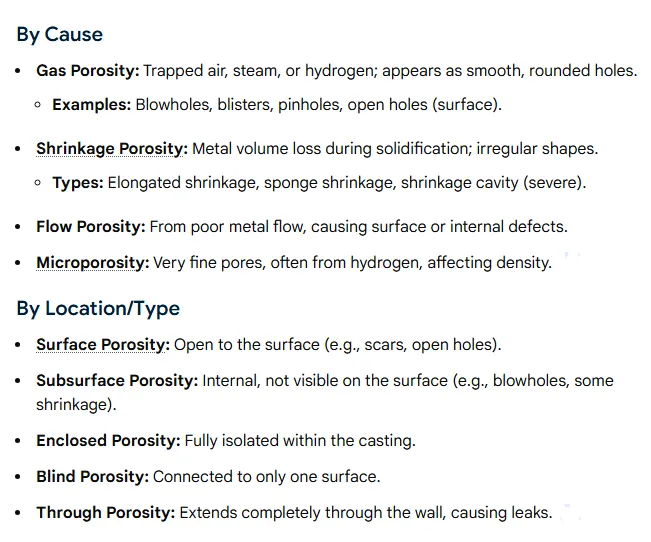
3.2 Porosidade de retração (cavidades dendríticas ou irregulares)
Aparência: Cavidades de formato irregular com bordas recortadas, frequentemente conectadas ou formando redes; tendem a ocupar pontos críticos.
Causa principal: Alimentação inadequada de metal líquido para compensar o encolhimento da solidificação nas regiões que solidificam por último. A geometria e os gradientes térmicos causam pontos quentes.
Pistas comuns: Localização consistente em todas as peças, ligada a secções espessas ou características com um design deficiente do alimentador/resfriador.
Onde aparece: Zonas de solidificação tardia, transições de secção, intersecções do núcleo.
3.3 Microporosidade (microrretração)
Aparência: Poros muito finos, por vezes submicrónicos, nas regiões interdendríticas; ao ser gravado e observado ao microscópio, parece um favo de mel.
Causa principal: Combinação de retração e evolução localizada de gás durante as fases finais da solidificação dendrítica. A mecânica está relacionada com o crescimento da retração à escala microestrutural.
Pistas comuns: Observável ao microscópio eletrônico ou tomografia computadorizada; limita a ductilidade e a resistência à fadiga, mesmo que não seja visível a olho nu.
3.4 Porosidade da superfície ou da pele
Aparência: Pequenos buracos ou bolhas na superfície da fundição.
Causa principal: Retenção de gás perto da face do molde, reações entre os materiais do molde e o metal, ou vapores provenientes de revestimentos e aglutinantes.
Pistas comuns: Localizado em áreas próximas a núcleos, aberturas ou superfícies de mofo. Frequentemente acompanhado por descoloração na borda dos poros.
3.5 Porosidade de sucção
Aparência: Cavidades irregulares perto das interfaces de gating ou riser.
Causa principal: Mudanças rápidas de pressão durante a solidificação ou projeto insuficiente da entrada, que permite que o metal seja sugado de volta da cavidade.
Pistas comuns: Associado à geometria da porta, má colocação do riser e fornecimento intermitente de metal durante a solidificação.
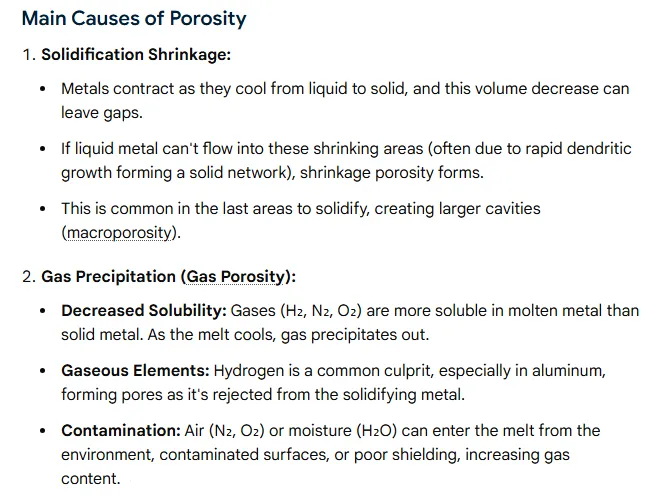
3.6 Ar incorporado ou porosidade de dobras
Aparência: Túneis semelhantes a semanas ou vazios alongados, frequentemente com películas de óxido a revestir a cavidade.
Causa principal: Fluxo turbulento que dobra superfícies carregadas de óxido na fusão durante o enchimento. A película de óxido arrastada separa o metal e cria bolsas alongadas.
Pistas comuns: Costuras de óxido e película escura no interior dos vazios quando examinadas.
3.7 Porosidade de reação
Aparência: Orifícios irregulares localizados, frequentemente perto de núcleos ou interfaces de revestimento.
Causa principal: Reação química entre o metal fundido e o ligante do molde/núcleo ou voláteis aprisionados, produzindo gás local.
Pistas comuns: Localizado em pontos de contacto com areia revestida, resíduos de ligante ou áreas reparadas do núcleo.
4. Como se forma a porosidade durante a solidificação
A solidificação de uma liga é uma interação dinâmica entre a extração de calor, a redistribuição do soluto e as alterações na solubilidade do gás. Dois mecanismos predominam:
Nucleação e crescimento de gásÀ medida que a temperatura diminui, a solubilidade do hidrogénio no alumínio líquido diminui aproximadamente de forma linear com a temperatura; o hidrogénio dissolvido, portanto, supersatura e nucleia bolhas. Se as bolhas não conseguirem escapar ou ser dissolvidas no líquido restante, elas permanecem como poros. O arrefecimento rápido favorece muitos poros pequenos; o arrefecimento mais lento permite que as bolhas cresçam. A desgaseificação adequada da fusão reduz a concentração inicial de hidrogénio e diminui a força motriz para a formação de bolhas.
Falha na alimentação e encolhimento: Todos os metais encolhem durante a solidificação. Se o fornecimento de metal líquido não conseguir atingir as regiões de solidificação tardia devido ao bloqueio do fluxo pela rede dendrítica, formam-se cavidades. A geometria da fundição, os gradientes térmicos e o design do alimentador/canal de alimentação controlam este processo. A microporosidade surge frequentemente quando o líquido interdendrítico fica isolado numa fase tardia da solidificação e não consegue compensar o volume.
É fundamental compreender se os poros são formados por gás ou por encolhimento, pois as ações corretivas são diferentes. Problemas relacionados ao gás respondem à limpeza por fusão e desgaseificação, enquanto problemas relacionados ao encolhimento exigem correções térmicas e de fluxo de metal, como redesenho do riser e resfriadores locais.
5. Métodos de diagnóstico e o que cada um revela
Nenhum método de inspeção isolado detecta toda a porosidade. Use uma abordagem em camadas.
5.1 Inspeção visual e microscópica
Rápido e de baixo custo; bom para porosidade superficial e revelação da forma dos poros em pequena escala após seccionamento.
5.2 Radiografia e inspeção por raios X
Ideal para poros internos maiores do que a resolução do sistema. Pode mostrar se os poros estão isolados, conectados ou formam redes.
5.3 Tomografia computadorizada (TC)
Mapeamento tridimensional da distribuição e morfologia da porosidade. Altamente recomendado para peças críticas para a segurança e análise de falhas. A TC pode separar poros esféricos semelhantes a gases de redes de contração.
5.4 Seccionamento metalográfico e SEM
Revela microporosidade fina e o contexto microestrutural. Use SEM/EDS para verificar se há filmes de óxido dentro das cavidades, o que indica arrastamento.
5.5 Análise de hidrogénio e amostragem de material fundido
Mede diretamente a concentração de hidrogénio dissolvido no material fundido. Se os níveis estiverem acima dos limites recomendados, é mais provável que haja porosidade do gás.
5.6 Teste de pressão e deteção de fugas
Para peças resistentes à pressão, o teste de estanqueidade identifica rapidamente porosidade e fugas ocultas.
Um fluxo de trabalho de diagnóstico normalmente combina tomografia computadorizada ou raios X com metalografia e testes de hidrogénio fundido para isolar as causas principais.
6. Estratégias de prevenção e controlo (processo e consumíveis)
A prevenção da porosidade é um esforço sistémico. As soluções dividem-se em quatro pilares: qualidade da fusão, design térmico e de canalização, práticas de moldagem/ventilação e remediação pós-fundição, quando necessário.
6.1 Qualidade da fusão: desgaseificação e filtração
-
Desgaseificação: Desgaseificação rotativa a vácuo ou com gás inerte para remover o hidrogénio dissolvido, combinada com fluxagem para eliminar óxidos e inclusões não metálicas. A desgaseificação adequada reduz drasticamente o risco de porosidade do gás.
-
FiltragemOs filtros de espuma cerâmica e os filtros de profundidade removem películas de óxido e inclusões de escória que causam defeitos de arrastamento e locais de nucleação para poros. Um filtro de espuma cerâmica bem posicionado também suaviza o fluxo do metal e reduz a turbulência. Os filtros de espuma cerâmica da AdTech são projetados para retenção em nível de mícron e baixa queda de pressão, tornando-os eficazes em sistemas de gating.
6.2 Controle de abertura, elevação e temperatura
-
Posicionamento e tamanho do riser: Conceba risers para alimentar as zonas de solidificação final. Utilize hot-tops, risers internos ou chills para controlar o percurso de solidificação.
-
Calafrios: O arrefecimento local acelera a solidificação onde é desejado, para afastar pontos quentes ou encolhimento de superfícies críticas.
-
Controlo de enchimento: Reduza a turbulência utilizando uma geometria de porta adequada e velocidade de vazamento. Um fluxo laminar suave reduz as películas de óxido arrastadas.
6.3 Gestão de moldes, núcleos e revestimentos
-
Ventilação: Forneça rotas de escape adequadas para o gás gerado durante o vazamento. Uma ventilação inadequada retém os gases, que se transformam em poros.
-
Seleção do núcleo e do aglutinante: Utilize ligantes de baixa volatilidade e certifique-se de que os núcleos estão curados e livres de resíduos voláteis. Controle a humidade da areia.
-
Seleção de spray e revestimentoEvite revestimentos que produzam substâncias voláteis à temperatura de aplicação.
6.4 Monitorização do processo e feedback
-
Rastreamento de hidrogénio: Verificações regulares do hidrogénio fundido. Manter registos e acionar a desgaseificação corretiva quando os níveis excederem os objetivos.
-
Simulação térmica: Utilize software de simulação de fundição para identificar pontos críticos e melhorar iterativamente o design das entradas e dos alimentadores antes de se comprometer com as ferramentas.
-
Ensaios não destrutivosRadiografia periódica ou amostragem por TC para componentes críticos, a fim de garantir o controlo contínuo.
6.5 Soluções pós-fundição
-
Impregnação a vácuo: Para peças que devem ser estanques à pressão, mas que apresentam porosidade oculta, a impregnação a vácuo com polímeros pode vedar os pontos de fuga. Trata-se de uma correção, não de um substituto para o controlo adequado do processo.
7. Como os produtos AdTech se encaixam num programa de controlo de porosidade
A AdTech produz equipamentos e consumíveis que se integram nos quatro pilares acima. Abaixo estão sugestões práticas sobre como usar esses produtos para controlar a porosidade.
7.1 Sistemas de desgaseificação AdTech
-
Use desgaseificadores rotativos ou desgaseificação a vácuo, dependendo da capacidade e da liga. Os níveis de hidrogénio devem ficar abaixo dos limites específicos da indústria (geralmente <0,10–0,15 mL/100 g para muitas ligas de alumínio, mas verifique os requisitos da peça). A desgaseificação é a principal defesa contra a porosidade do gás. Combine a desgaseificação com perfis de agitação otimizados pela liga e pelo tempo de retenção.
7.2 AdTech fluxos e injeção de fluxo
-
As formulações granulares e de cobertura da AdTech melhoram a limpeza do metal e protegem a superfície fundida durante a retenção e o transporte. Os fundentes ajudam a eliminar inclusões e limitam a entrada de ar na superfície do metal. Use fundente durante as etapas de conchagem e transferência. O equipamento de injeção de fundente pode fornecer dosagem consistente para operações repetitivas de fundição.
7.3 Filtros de espuma cerâmica AdTech
-
Coloque filtros de espuma cerâmica no sistema de canalização a montante do molde para remover películas de óxido e inclusões e para acalmar o fluxo. Os filtros também servem como amortecedores térmicos e podem ser especificados por classificação de porosidade (ppi ou poros por polegada), dependendo da liga e da área de canalização.
7.4 Abordagem combinada
-
Para obter melhores resultados, use primeiro a filtragem, depois a desgaseificação e, por fim, a proteção com fluxo como polimento final. Na prática: despeje o metal através de um filtro de espuma cerâmica em um recipiente de transferência; desgaseifique o recipiente de transferência com vácuo rotativo ou purga inerte; aplique uma cobertura de fluxo entre o despejo e a desgaseificação para limitar a regaseificação; despeje através de um segundo filtro se a complexidade ou o risco de inclusão for alto.
8. Tabelas de referência rápida
Tabela 1. Tipos de porosidade, pistas visuais, causas prováveis
| Tipo de porosidade | Pistas visuais | Causa raiz provável | Ação corretiva típica |
|---|---|---|---|
| Porosidade do gás | Poros esféricos, com paredes lisas; paredes internas cinzentas | Elevado teor de hidrogénio dissolvido, enchimento turbulento, humidade | Desgaseificação por fusão, fluxagem, redução da turbulência |
| Porosidade de retração | Cavidades irregulares, bordas irregulares, localizadas em pontos críticos | Falha na alimentação, risers inadequados, gradientes térmicos | Redesenho do riser, resfriamento, otimização da entrada |
| Microporosidade | Poros interdendríticos finos, visíveis ao microscópio electrónico de varrimento (SEM) | Micro-encolhimento combinado e aprisionamento de gás | Arrefecimento controlado, modificação da liga, qualidade da fusão. |
| Entrained/óxido-dobrado | Túneis alongados com película de óxido | Óxidos dobráveis de fluxo turbulento | Filtragem, controle para reduzir a turbulência |
| Porosidade da superfície | Cavidades ou bolhas na superfície | Gases voláteis do bolor, reações | Pré-seque os núcleos, use revestimentos de baixa volatilidade, melhore a ventilação |
| Porosidade de reação | Buracos localizados adjacentes aos núcleos | Reações do aglutinante, núcleos contaminados | Trocar o aglutinante/revestimento, limpar os núcleos, cozer adequadamente |
Tabela 2: Indicadores típicos e método de diagnóstico
| Indicador | Melhor método de diagnóstico | Porquê |
|---|---|---|
| Caminhos de fuga | Teste de pressão, tomografia computadorizada | Confirma através da porosidade |
| Poros esféricos internos | Raio-X/TC + teste de hidrogénio | Mostra a assinatura do gás e os níveis de gás fundido |
| Poros interdendríticos finos | Metalografia, SEM | Revela escala de microcontração |
| Vazios revestidos de óxido | Seccionamento + SEM/EDS | A película de óxido sugere arrastamento |
| Cavidades superficiais localizadas | Inspeção visual + inspeção de moldes | Indica problema com o molde/aglutinante |
Tabela 3. Escada de prevenção: ações prioritárias e impacto esperado
| Prioridade | Ação | Impacto previsto |
|---|---|---|
| 1 | Implementar desgaseificação + fluxagem de rotina | Grande redução na porosidade do gás |
| 2 | Adicionar filtragem de espuma cerâmica na entrada | Menos inclusões e defeitos de arrastamento |
| 3 | Refaça as entradas e os canais de alimentação usando simulação | Porosidade de retração reduzida |
| 4 | Melhorar a ventilação e secar os núcleos | Porosidade da superfície inferior e porosidade de reação |
| 5 | Amostragem regular de NDT (raios X/tomografia computadorizada) | Detecção precoce de desvios sistémicos |
9. Lista de verificação do processo para reduzir a porosidade em fundições de alumínio
-
Meça o hidrogénio de fusão de referência e registe.
-
Instale filtros de espuma cerâmica adequados ao fluxo de fusão e à liga.
-
Degas após grandes adições de calor e antes de verter. Utilizar gás inerte rotativo ou vácuo, conforme apropriado.
-
Aplique uma cobertura de fluxo durante a retenção e transferência para limitar a regaseificação. Doseie de forma consistente.
-
Verifique a estratégia de gating e riser por simulação térmica; coloque resfriadores para alterar os pontos quentes.
-
Reduzir a turbulência do vazamento: canaletas cónicas, vazamentos submersos quando apropriado.
-
Certifique-se de que os núcleos e moldes estejam secos e curados e use ligantes de baixa volatilidade para fundições críticas.
-
Implementar amostragem NDT programada (radiografia ou TC) para ciclos de produção.
-
Se a porosidade persistir após os controlos, realize um estudo da causa raiz: metalografia, tendência do hidrogénio e visualização do fluxo.
-
Quando a estanqueidade à pressão for obrigatória e o reparo for aceitável, use a impregnação a vácuo somente após resolver os problemas a montante.
Diagnóstico e otimização da porosidade da fundição: FAQ
1. Qual é o passo mais eficaz para reduzir a porosidade?
2. Como é que distingo a porosidade gasosa da porosidade de retração?
3. Uma temperatura de vazamento mais quente eliminará a porosidade de contração?
4. Qual é o nível de hidrogénio aceitável para as peças fundidas de alumínio?
5. Os filtros de espuma cerâmica podem ser utilizados com todas as ligas de alumínio?
6. O fluxo substitui a necessidade de desgaseificação?
7. Com que frequência devo efetuar END para monitorizar a porosidade?
8. Se a TAC mostrar microporosidade, quais são as principais medidas de mitigação?
9. A impregnação por vácuo é uma solução permanente para as fugas porosas?
10. Que mudança de processo proporciona o melhor ROI para fundições com elevados níveis de rejeição?
11. Recomendações finais e um plano de ação utilizando soluções AdTech
-
Medição da linha de base: Realize testes de hidrogénio na fusão durante uma semana para determinar a média atual. Se estiver acima da meta, priorize a desgaseificação.
-
Retrofit de filtragemAdicione um filtro de espuma cerâmica antes da primeira moldagem para remover imediatamente as películas de óxido e reduzir o arrastamento. Especifique o ppi do filtro com base na área da porta e na liga.
-
Programa de desgaseificaçãoInstale ou otimize a desgaseificação rotativa/a vácuo. Combine a desgaseificação com um regime de dosagem controlada de fluxo da AdTech para reduzir a recontaminação.
-
Verificação do projeto: Use simulação térmica para corrigir o projeto do riser e do chill onde houver porosidade por encolhimento recorrente.
-
Monitorar e iterar: Utilize amostragem por TC/radiografia para peças fundidas críticas e acompanhe os indicadores de porosidade. Utilize experiências controladas para confirmar a eficácia de cada alteração.
A AdTech pode fornecer soluções completas que combinam equipamentos de filtragem, química de fluxo e desgaseificação, além de orientação sobre a aplicação, para ajudar a melhorar os processos integrados que reduzem os níveis de porosidade em ambientes operacionais reais.
