A filtragem de tubos fornece um método fiável para remover inclusões não metálicas e óxidos arrastados do alumínio fundido, produzindo um fluxo de metal mais uniforme e reduzindo significativamente as taxas de refugo. Quando corretamente especificados e instalados, os filtros tubulares de alumina porosa proporcionam uma filtragem mais fina do que muitos filtros de espuma, melhoram o acabamento da superfície da fundição e aumentam o rendimento da primeira passagem, ao mesmo tempo que requerem um manuseamento térmico de rotina e um design de passagem adequado para evitar entupimentos e choques térmicos.
1. O que é a filtragem de tubos e qual a sua importância na fundição de alumínio
A filtragem por tubos utiliza tubos de cerâmica rígidos e porosos colocados no trajeto da fusão para reter inclusões e quebrar películas de óxido, permitindo a passagem do alumínio fundido. Os tubos de filtragem são mais frequentemente instalados dentro de calhas, tubos de pé, panelas ou caixas de filtro em linha e são comuns em linhas de fundição por gravidade, baixa pressão e certas linhas de fundição contínua. O principal benefício é a redução das inclusões que, de outra forma, causam manchas na superfície, defeitos internos, cortes a frio e propriedades mecânicas inferiores.
A experiência da indústria mostra que a inclusão de um filtro de tubos corretamente adaptado entre o forno e o molde reduz as taxas de defeitos e melhora a estabilidade do processamento a jusante. Essa melhoria traduz-se em menos retrabalho, menos peças de refugo e maior aceitação do cliente para peças fundidas com acabamento crítico.

2. Materiais de base e fabrico de tubos filtrantes
Materiais típicos
-
Alumina fundida (Al₂O₃): mais comum devido à boa resistência química ao alumínio fundido e às propriedades térmicas adequadas.
-
Cerâmica estabilizada com zircónio: utilizado para ligas de alta temperatura ou quando é necessária robustez mecânica.
-
Partículas de alumina ligadasPor vezes, são oferecidos em cartuchos que combinam as partículas num corpo rígido.
Notas de fabrico
Os tubos filtrantes são produzidos através da formação de corpos cerâmicos porosos com granulometria e perfis de sinterização controlados. A porosidade e tortuosidade finais determinam a classificação nominal de filtração e as caraterísticas de queda de pressão. Os fabricantes classificam frequentemente os tipos por tamanho de grão ou tamanho nominal de captura de partículas para ajudar a fazer corresponder a seleção do tubo à distribuição do tamanho da inclusão na massa fundida.
3. Como funciona a filtragem de tubos na prática da fundição
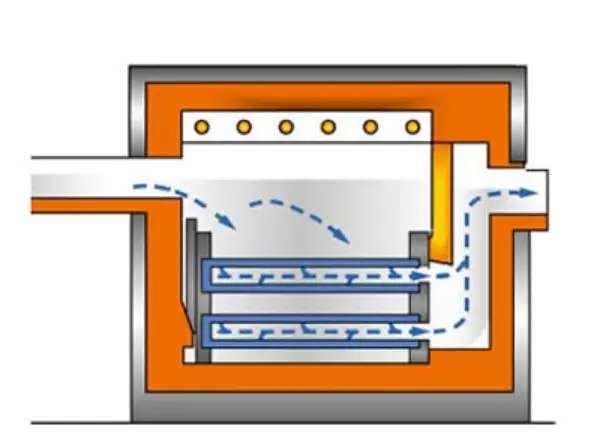
Um fluxo de alumínio fundido que se aproxima do filtro é forçado a passar por muitos poros pequenos e interligados. As inclusões e os fragmentos de óxido maiores do que a garganta efectiva do poro são capturados na matriz do filtro ou presos nos canais tortuosos. O filtro também dissipa o fluxo turbulento, encorajando o enchimento laminar que reduz o arrastamento de óxidos superficiais durante o enchimento do molde.
Mecanismos-chave:
-
Peneiração mecânicaAs partículas maiores ficam retidas nas gargantas dos poros.
-
Interceção e adsorçãoAs partículas mais pequenas fixam-se às paredes dos poros devido à geometria do percurso do fluxo.
-
Flotação e aglomeração a jusanteO filtro pode alterar a estrutura do fluxo para que as partículas mais pequenas tenham mais hipóteses de se aglomerarem e serem apanhadas.
Nota prática: os filtros de tubos são passivos; a sua eficácia depende fortemente da limpeza da fusão, do controlo da temperatura da fusão e dos processos de desgaseificação a montante. A combinação da filtragem de tubos com a desgaseificação em linha ou a desgaseificação rotativa produz normalmente os melhores resultados.
| Caraterística | Filtro de espuma cerâmica (CFF) | Sistema de filtragem de tubos |
| Área de filtragem | Padrão (plano único) | 3-5x maior (Multi-tubos) |
| Remoção de inclusões finas | Bom | Excelente (Alta Precisão) |
| Qualidade do metal | Fundição geral | Folha de alta qualidade / Aeroespacial |
| Revestimento refratário | Simples | Caixa de filtro especializada |
4. Classes de filtros, dimensões dos poros e critérios de seleção
A seleção do grau de filtro de tubo correto é um equilíbrio entre o tamanho de inclusão pretendido, a queda de pressão aceitável, o tempo do ciclo de fundição e a química da fusão. A maioria dos fornecedores oferece tamanhos de poros graduados ou códigos de tamanho de grão que correspondem à eficiência de captura nominal.
Critérios de seleção típicos
-
Liga e tipo de fundição: as ligas aeroespaciais de alta resistência exigem uma filtragem mais fina do que as fundições em areia para fins gerais.
-
Caudal e cabeça de pressãoOs sistemas de baixa altura manométrica não podem utilizar filtros muito finos devido a perdas de pressão excessivas.
-
Distribuição do tamanho das inclusõesA amostragem laboratorial ou a análise em linha permite determinar o ponto de corte necessário.
-
Risco de choque térmico: os filtros finos de parede fina podem rachar em caso de pré-aquecimento incorreto.
-
Resistência mecânica: quando o manuseamento é frequente, escolher tubos de ligação mais resistentes.
Os fabricantes publicam tabelas de graus e aplicações recomendadas. A utilização de um grau ligeiramente mais grosseiro numa linha de gravidade de baixa pressão pode evitar o entupimento prematuro e, ao mesmo tempo, proporcionar uma remoção significativa de inclusões.
5. Modelos comuns de filtros tubulares e métodos de montagem
Desenhos
-
Cartuchos tubulares rectoscilindros simples inseridos em caixas ou calhas.
-
Conjuntos de tubos de cauleFiltro colocado na base de um tubo de haste para limpar o metal extraído do fundo do forno durante cada ciclo de vazamento. Recomendado para a fundição de rodas e outras peças de precisão.
-
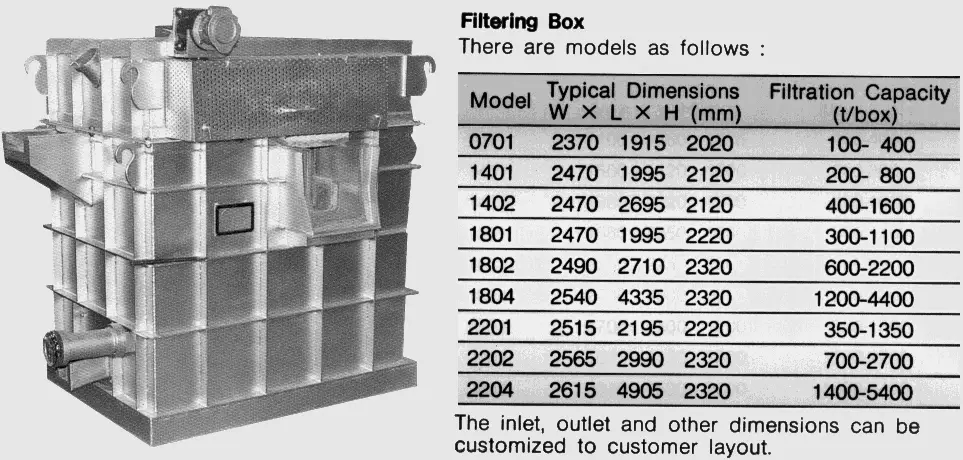
Conjuntos de cartuchos em caixas: vários tubos montados em paralelo dentro de uma caixa de filtro para grandes caudais.
Considerações sobre a montagem
-
VedaçãoAs juntas devem resistir ao ambiente de metal fundido ou conceber um vedante mecânico com refratário. As juntas devem resistir ao ambiente de metal fundido ou conceber um vedante mecânico com refratário.
-
OrientaçãoA montagem horizontal ou vertical altera o modo de obturação e o manuseamento. A orientação vertical ajuda normalmente a auto-limpeza, permitindo que as inclusões retidas se depositem abaixo do nível de fusão.
-
Suporte de pré-aquecimentoOs dispositivos de fixação devem permitir o pré-aquecimento e a inserção seguros sem choque térmico.
6. Instalação, gestão térmica e melhores práticas de manuseamento
Um filtro tubular deve ser manuseado com cuidado para evitar fracturas e para reduzir o risco de choque térmico.
Pré-aquecimento e inserção
-
Pré-aquecer os tubos de filtração a uma temperatura adequada (orientação do fabricante) para remover a humidade e reduzir o gradiente térmico aquando da inserção.
-
Utilizar uma rampa controlada na imersão direta; evitar deixar cair filtros frios na massa fundida quente.
Sugestões operacionais
-
Manter a temperatura de fusão dentro da zona recomendada para a liga e o tipo de filtro para evitar ataques químicos ou entupimentos prematuros.
-
Combinar a filtragem do tubo com um coletor grosseiro a montante ou com uma escumadeira para prolongar a vida útil.
-
Inspecionar regularmente os vedantes e a caixa para detetar fugas que permitam a passagem do metal.
Segurança
-
Utilize ferramentas de proteção e armações ou elevadores mecânicos para conjuntos de cartuchos pesados.
-
Formar os operadores em técnicas de inserção seguras e resposta de emergência em caso de fratura do filtro.
-
Manter a monitorização do oxigénio e do gás combustível perto das estações de manuseamento de filtros.
Os fabricantes dão ênfase ao manuseamento térmico correto porque os corpos cerâmicos são frágeis e podem falhar se forem expostos a mudanças rápidas de temperatura.
7. Desempenho da filtragem: métricas, testes e benefícios esperados
Métricas a seguir
-
Eficiência na captação de inclusão: redução percentual das partículas acima de um determinado tamanho após a filtração.
-
Queda de pressãoMedida através do filtro com o caudal de funcionamento. Quedas mais elevadas indicam carga ou um grau demasiado fino.
-
Rendimento antes da substituiçãoVolume de fusão filtrado por elemento antes de uma perda de fluxo inaceitável ou de um retorno de defeitos.
-
Melhoria do rendimento: percentagem de refugo reduzida ou subsídio de maquinagem reduzido.
Vantagens típicas
-
Redução de defeitos de superfície em componentes maquinados.
-
Melhoria da uniformidade das propriedades mecânicas.
-
Menor porosidade e menos defeitos relacionados com o óxido.
-
Redução das necessidades de filtragem a jusante.
Os métodos de ensaio incluem a contagem laboratorial de partículas de escória retida, inspeção metalográfica de amostras fundidas e estatísticas de defeitos ao nível do molde. Muitas fundições combinam filtros de tubo com placas de espuma de cerâmica para capturar um amplo espetro de tamanhos de inclusão.
8. Comparações: filtros de tubos versus espuma cerâmica, filtros de partículas e de tecido ligados
Segue-se um resumo comparativo para ajudar na tomada de decisões.
Tabela 1. Caraterísticas comparativas dos meios de filtração de alumínio comuns
| Caraterística | Filtros tubulares (alumina porosa) | Filtros de espuma cerâmica | Filtros de partículas ligados | Tecidos e telas filtrantes |
|---|---|---|---|---|
| Finura típica de captura | Fina a muito fina | Médio a grosseiro | Médio; forte | Variável; frequentemente grosseiro |
| Queda de pressão | Moderado a elevado para as classes finas | Menor área por unidade | Moderado | Baixo (mas com vida útil limitada) |
| Resistência mecânica | Elevada (rígida) | Moderado | Elevado | Baixa a moderada |
| Sensibilidade ao choque térmico | Elevado se tiver paredes finas | Moderado | Moderado | Elevado para alguns tecidos |
| Melhor utilização | Peças fundidas de precisão, sistemas de tubos de pé | Corridas de grande volume, caixas de passagem | Serviço duradouro em bombas e calhas | Casos complementares ou de especialidade |
| Custo típico por unidade | Moderado a elevado | Baixa a moderada | Mais alto | Baixa |
Este quadro reflecte as caraterísticas típicas documentadas por fornecedores e engenheiros de fundição.
Observações:
-
Os filtros tubulares proporcionam frequentemente uma remoção mais precisa do que as placas de espuma para determinadas gamas de tamanhos de inclusão.
-
Os filtros de espuma cerâmica oferecem uma grande área de filtragem a um custo mais baixo e são preferidos para muitas aplicações de grande volume.
9. Considerações práticas: custo, inventário e economia do ciclo de vida
O custo total da filtragem depende de:
-
Preço unitário dos elementos filtrantes.
-
Frequência de mudança e custo do tempo de inatividade.
-
Redução da sucata e valor recuperado devido a menos defeitos.
-
Integração de mão de obra e equipamento de manuseamento.
Uma estimativa simples do ciclo de vida:
-
Calcular o custo por tonelada filtrada: (custo do elemento + mão de obra + eliminação) / toneladas filtradas por elemento.
-
Estimar as poupanças por tonelada resultantes da redução de defeitos (menos retrabalho, menos maquinagem, menos devoluções de clientes).
-
Comparar para decidir o horizonte temporal do break-even ou do ROI.
Uma vez que os filtros de tubos podem ser reutilizados para um determinado número de ciclos, dependendo do sistema, e porque os elementos de grau fino são frequentemente carregados mais rapidamente, mantenha uma política de stock orientada para o rendimento esperado e para os prazos de entrega. Muitas fundições relatam um retorno em semanas ou meses quando os filtros removem inclusões difíceis de detetar que, de outra forma, causariam grandes perdas de rendimento de sucata.
10. Resolução de problemas e modos de falha comuns
Sintoma: aumento súbito da queda de pressão
Causas possíveis:
-
Entupimento do filtro devido à elevada carga de inclusão ou à entrada de escória.
-
Fecho sinterizado contra reação com fluxos ou revestimentos.
Ação: parar a fundição, substituir ou fazer retrolavagem se o projeto o permitir, inspecionar a escumadeira a montante.
Sintoma: o filtro racha ao ser inserido
Causas possíveis:
-
Choque térmico devido a um pré-aquecimento inadequado.
-
Impacto mecânico durante o manuseamento.
Ação: rever o procedimento de pré-aquecimento, inspecionar as ferramentas de manuseamento.
Sintoma: desvio e taxa de defeitos inalterada
Causas possíveis:
-
Má vedação ou orientação de montagem incorrecta.
Ação: verificar os selos mecânicos, os caminhos de passagem e assegurar que todo o metal passa através do filtro.
Sintoma: elevada retenção de alumínio na superfície do filtro
Causas possíveis:
-
Reação química de contaminantes ou resíduos de fluxo.
Ação: verificar a química da fusão e a utilização do fluxo; tentar um filtro de grau ou material alternativo.
Um fluxo simples de resolução de problemas ajuda a isolar rapidamente os problemas a montante e do filtro e a minimizar o tempo de inatividade.
11. Exemplos de estudos de caso e exemplos do sector
-
Filtragem de tubos de caule para fundição de rodas: Os filtros de tubo de haste colocados no ponto de extração do forno reduzem as inclusões de óxido ao extrair metal para fundição de rodas, melhorando a integridade da roda. A Pyrotek documenta uma redução significativa de inclusões usando elementos montados em tubo de haste.
-
Conjuntos de cartuchos para casas de banho de grande caudal: As caixas de filtro com tubos de cerâmica paralelos são utilizadas em linhas de alto rendimento para manter a queda de pressão baixa, mantendo a área de superfície de filtragem. Estes sistemas são normalmente utilizados em operações de matéria-prima de laminagem.
-
Desgaseificação e filtragem combinadas: Muitas fundições combinam a desgaseificação rotativa online com filtros de tubo a jusante para remover partículas residuais após a flotação de gás. Essa abordagem combinada produz a melhoria mais robusta na qualidade da fusão.
12. Considerações ambientais, de segurança e regulamentares
-
Eliminação: Os elementos cerâmicos usados contêm inclusões presas e devem ser manuseados como resíduos de fundição. Reciclar ou eliminar de acordo com os regulamentos locais.
-
Poeira: O manuseamento de elementos cerâmicos secos pode criar poeiras; utilizar medidas de controlo de poeiras e EPI.
-
Segurança do operador: As operações com metais quentes exigem procedimentos rigorosos de inserção, remoção e manuseamento de emergência.
As fundições devem documentar os procedimentos de manuseamento dos filtros no âmbito do seu sistema de gestão da segurança e manter registos das alterações dos elementos para efeitos de rastreabilidade.
13. Lista de controlo de aplicação e quadro de manutenção
Quadro 2. Lista de controlo da aplicação antes da primeira utilização
| Etapa | Ação |
|---|---|
| 1 | Rever as recomendações de grau do fornecedor para a sua liga e processo de fundição |
| 2 | Preparar a caixa ou o tubo do pedúnculo com os vedantes e suportes corretos |
| 3 | Formar o pessoal sobre os procedimentos de pré-aquecimento e de inserção |
| 4 | Armazenar elementos sobresselentes e peças de vedação para uma semana de operações |
| 5 | Executar fundições de qualificação inicial e medir as contagens de inclusão |
Tabela 3. Programa de manutenção de rotina (exemplo)
| Frequência | Tarefa | Notas |
|---|---|---|
| Diário | Controlo visual dos vedantes da caixa e do percurso de fusão | Verificar se não existem vias de desvio |
| Semanal | Registar a queda de pressão e o débito | As tendências evitam surpresas |
| Mensal | Inspecionar os elementos armazenados quanto a danos | Substituir os que apresentem linhas de fratura |
| Por alteração de elemento | Documentar o volume filtrado e o motivo da substituição | Manter a rastreabilidade |
Filtragem de tubos cerâmicos e fundição de precisão FAQ
1. Na prática, qual é a diferença entre filtros de tubos e placas de espuma cerâmica?
2. Como é que escolho o grau de porosidade correto para a minha liga?
3. Os filtros tubulares podem ser utilizados com fundição injectada a baixa pressão (LPDC)?
4. Com que frequência se deve mudar o elemento filtrante de um tubo?
5. Os filtros tubulares protegem contra o hidrogénio dissolvido ou a porosidade do gás?
6. Que método de pré-aquecimento é recomendado para tubos de cerâmica?
7. Como posso verificar o desempenho da filtragem na minha fundição?
A verificação é efectuada através de:
- Análise metalográfica: Exame de secções transversais polidas para contagens de inclusão.
- Ensaios K-Mold ou PoDFA: Avaliação quantitativa da limpeza da fusão.
- Rastreio de sucata: Correlacionar a utilização de filtros com a redução das rejeições de maquinagem.
8. Os filtros tubulares podem ser limpos e reutilizados?
9. Os filtros alteram o padrão de fluxo nos sistemas de comportas?
10. Que indústrias beneficiam mais da filtração por tubos?
-
- Tarugo de extrusão
| Indústria | Benefício |
|---|---|
| Aeroespacial | Eliminação de defeitos críticos para a segurança de voo. |
| Automóvel | Melhoria da vida útil da ferramenta na maquinação CNC de blocos de motor. |
| Redução das linhas de matriz e dos defeitos de superfície. |
Os segmentos de alto desempenho são os mais beneficiados devido aos seus requisitos rigorosos em termos de propriedades mecânicas e tolerância a defeitos zero.
Recomendações práticas finais
-
Trate a filtragem de tubos como um elemento num programa de qualidade da fusão. Associe-a à desgaseificação e a uma boa desnatação.
-
Validar a seleção do grau de filtragem com fundições de teste e análise de inclusão antes do lançamento em grande escala.
-
Investir em formação e equipamentos de manuseamento para minimizar os danos causados por choques térmicos e garantir a segurança do operador.
-
Monitorize a queda de pressão, as métricas de defeitos e o rendimento dos elementos para ajustar os intervalos de substituição e controlar os custos.
