Desgaseificação rotativa utilizando um rotor de grafite e a configuração optimizada da unidade é a via industrial mais fiável para reduzir o hidrogénio dissolvido e remover inclusões de óxido do alumínio fundido para níveis que satisfaçam os objectivos modernos de qualidade de fundição; quando a geometria do rotor, o tipo e o fluxo de gás, a velocidade de rotação, a profundidade de imersão e o tempo de tratamento são combinados com a química da liga e o volume fundido, podem ser alcançadas reduções típicas de hidrogénio para ppm de um dígito e reduções drásticas na porosidade, mantendo o custo operacional e o impacto do tempo de ciclo aceitáveis.
1. O que é a desgaseificação rotativa e porque é importante
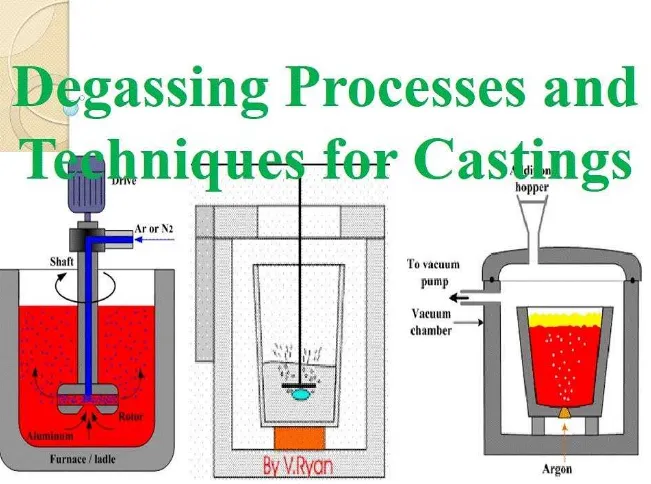
Unidade de desgaseificação rotativa é uma técnica de tratamento de fusão que dispersa um gás de purga inerte no alumínio fundido através de uma sonda rotativa equipada com um impulsor ou rotor. O processo baseia-se na criação de uma elevada população de pequenas bolhas de gás que sobem através da fusão e actuam como colectores móveis para hidrogénio dissolvido e fragmentos de óxido minúsculos; as bolhas de gás capturam estes contaminantes e transportam-nos para a superfície onde são removidos. Para os fundidores de alumínio que visam componentes de baixa porosidade, a desgaseificação rotativa é uma prática padrão porque é robusta, controlável e escalável desde a bancada até à produção de grandes volumes.

Porque é que a desgaseificação rotativa é frequentemente escolhida na produção
-
Elevada eficiência de remoção do hidrogénio dissolvido quando as variáveis do processo são optimizadas.
-
Compatível com uma vasta gama de ligas e escalas de produção.
-
Funcionamento limpo com sistemas fechados que minimizam a reabsorção e a contaminação.
2. Princípios físicos fundamentais subjacentes à desgaseificação por bolhas
A desgaseificação rotativa baseia-se na transferência de massa e na física do fluxo de duas fases. Mecanismos chave:
-
Transferência de massa gás-líquido: O hidrogénio difunde-se da massa fundida para a bolha devido a diferenças de pressão parcial. A área da superfície da bolha e o tempo de residência são os principais factores da taxa de transferência.
-
Arrastamento de partículas por bolhas: As películas de óxido e as inclusões aderem às superfícies das bolhas ou ficam presas nas ondas das bolhas. Uma hidrodinâmica adequada aumenta a eficiência da recolha.
-
Controlo da rutura de bolhas e da coalescência: As bolhas mais pequenas têm uma maior área de superfície em relação ao volume e captam mais hidrogénio por unidade de gás; a geometria e a velocidade do rotor controlam a distribuição do diâmetro das bolhas.
-
Limite termodinâmico: Existe uma eficiência teórica superior para a desgaseificação regida pelo equilíbrio entre o gás dissolvido na fusão e a fase gasosa; a otimização do processo visa aproximar-se desse limite na prática.
3. Materiais do rotor de grafite e notas de fabrico
O grafite é o material de rotor preferido em muitas fundições e unidades de processamento de alumínio porque combina tolerância ao choque térmico, resistência à corrosão em ambientes de alumínio fundido e maquinabilidade em formas complexas de impulsor que promovem a formação de bolhas finas.
Classes e propriedades típicas dos rotores de grafite
Abaixo encontra-se uma tabela de especificações condensada que ilustra as gamas de propriedades comuns observadas nos rotores de desgaseificação industriais. Os valores são representativos; os fornecedores fornecem folhas de dados de grau exato.
| Imóveis | Gama típica |
|---|---|
| Densidade aparente | 1,6 - 1,85 g/cm³ |
| Porosidade | 10% - 25% (dependente do processo) |
| Resistência à flexão | 10 - 85 MPa |
| Temperatura máxima de serviço | > 1000 °C (grafite estável em atmosfera inerte) |
| Diâmetros típicos | 70 mm - 250 mm (rotor) |
| Acabamento da superfície | Ranhuras ou palhetas maquinadas para criar uma dispersão uniforme das bolhas |
As fontes dos fornecedores da indústria referem parâmetros de qualidade semelhantes e sublinham a necessidade de adequar a qualidade à geometria do rotor e ao ambiente de funcionamento (controlo da oxidação, revestimentos anti-oxidação, se necessário).
Métodos de fabrico
-
A grafite moldada e a grafite prensada isostaticamente são comuns. As tolerâncias de maquinagem e o controlo da porosidade interna são importantes para evitar falhas prematuras.
-
Os tratamentos anti-oxidação ou revestimentos de sacrifício são por vezes utilizados quando se trabalha perto da superfície de fusão ou durante longas exposições ao oxigénio ambiente.
4. Arquitetura da unidade de desgaseificação rotativa e componentes auxiliares
Um sistema de desgaseificação rotativo pronto para produção é mais do que um rotor num eixo. Uma unidade completa normalmente inclui:
-
Motor elétrico ou pneumático com acionamento e acoplamento preciso de velocidade variável.
-
Sistema de medição e controlo do fluxo de gás (fluxo de massa ou rotâmetro mais regulador).
-
Estação de pré-aquecimento ou sequência de inserção controlada para evitar choques térmicos no rotor.
-
Vedantes e acoplamentos de troca rápida concebidos para permitir uma substituição segura do rotor sem tempos de paragem prolongados.
-
Painel de controlo local ou integração PLC para registar a velocidade, o fluxo de gás e os tempos de tratamento.
Disposição típica dos módulos (blocos funcionais)
-
Armário de controlo e monitorização
-
Motor e conversor de frequência para controlo de velocidade contínuo
-
Coletor e filtro de alimentação de gás (alimentação de azoto/argônio)
-
Conjunto de rotor e eixo com acoplamento e suportes anti-vibração
-
Estrutura de montagem e interface de operação

5. Variáveis-chave do processo e janelas de parâmetros recomendadas (prontas para engenharia)
O desempenho do processo depende de uma interação entre variáveis. A tabela abaixo apresenta janelas práticas utilizadas em ensaios de produção e estudos revistos por pares. Estes são pontos de partida; encontrar o ponto ótimo utilizando RPT no local ou métodos de medição do teor de H.
| Variável | Janela de produção típica | Notas |
|---|---|---|
| Velocidade do rotor (rpm) | 300 - 400 rpm (comum), até 700 rpm para rotores mais pequenos | Artigos e ensaios identificam 350-375 rpm como eficientes para muitos rotores. |
| Tipo de gás | Azoto ou árgon | O azoto é comum e económico; o árgon é preferível para aplicações críticas. |
| Caudal de gás | 12 - 20 L/min (tipicamente industrial); alguns projectos utilizam 15-17 L/min como janela eficiente | Depende do tamanho do rotor e do volume da fusão. |
| Tempo de tratamento | 3 - 10 minutos por carga | Um tratamento mais prolongado dá resultados decrescentes para além do tempo ótimo. |
| Temperatura de fusão | Depende da liga; tipicamente 700 - 760 °C para ligas de Al comuns | Temperaturas mais elevadas reduzem a solubilidade do gás, mas podem alterar o comportamento da película de óxido. |
| Profundidade de imersão | Ponta do rotor várias dezenas de mm abaixo da superfície de fusão; recomendam-se placas anti-vórtice | A profundidade correta evita a entrada de ar. |
Principais conclusões empíricas: Vários estudos experimentais e ensaios industriais identificam caudais de gás de cerca de 15-17 L/min combinados com velocidades do rotor de cerca de 300 rpm como um equilíbrio eficaz entre a eficiência e o custo de funcionamento para muitas geometrias de rotores (rotores designados por A e C num estudo comparativo).
6. Geometria do rotor, tipos de impulsores e a forma como influenciam o tamanho/distribuição das bolhas
O design do rotor é um fator decisivo na formação de bolhas. Existem três categorias gerais:
-
Rotores de palhetas/propulsores: produzir uma gama de tamanhos de bolhas; fabrico mais simples e robusto.
-
Rotores com furos radiais ou porosos: concebidos para gerar bolhas muito finas; frequentemente fabricados em grafite tratada com porosidade controlada.
-
Rotores de alto cisalhamento: apresentam geometrias de fendas estreitas e velocidades periféricas rápidas para cisalhar o gás em bolhas extremamente finas; são utilizadas quando é necessário um hidrogénio ultra-baixo, mas podem aumentar o desgaste e o aquecimento por cisalhamento.
Como escolher a geometria
-
Para grandes volumes de fundição de qualidade standard, as palhetas equilibradas ou os rotores de grafite com palhetas radiais proporcionam um desempenho duradouro com boa eficiência.
-
Para trabalhos críticos a nível aeroespacial, pode ser necessária uma geometria de rotor concebida para criar distribuições de bolhas sub-milimétricas com tempo de residência controlado.

7. Estratégia de seleção, fornecimento e controlo do fluxo de gás
Opções de gás: azoto, árgon ou, por vezes, misturas de gases formadores. O azoto é amplamente utilizado devido ao custo e ao desempenho adequado; o árgon é inerte e não reativo, sendo escolhido quando os riscos de captação de hidrogénio ou a sensibilidade da liga o exigem.
Controlo do caudal e dosagem: utilizar controladores de caudal mássico quando for necessária a repetibilidade do processo; os rotâmetros podem ser suficientes em instalações mais simples. Assegurar que o coletor de abastecimento inclui filtros de partículas e colectores de humidade para evitar a contaminação.
Estratégia de pré-purga: Antes da imersão, purgar os canais do rotor com gás para evitar a obstrução por óxidos e para condicionar termicamente o rotor. Uma prática comum: pré-purga com um caudal definido durante 1-2 minutos antes da imersão.
8. Medição, amostragem e métricas de qualidade utilizadas por engenheiros e compradores
Para validar o desempenho da desgaseificação, os processos utilizados incluem:
-
Medição do teor de hidrogénio (H ppm) utilizando métodos de extração a quente ou de fusão com gás inerte.
-
Ensaio de pressão reduzida (RPT) densidade e pontuação visual das amostras.
-
Quantificação da porosidade através de seccionamento, testes ultra-sónicos ou tomografia computadorizada para peças críticas.
-
Contagem de películas de óxido através de metalografia.
Especificação acionável: os compradores devem exigir que os fornecedores forneçam certificação da redução esperada do teor de H (por exemplo, H de base 30 ppm → pós-tratamento < 10 ppm) sob condições de teste especificadas e liga representativa. Isso garante que a aquisição esteja alinhada com a capacidade do processo.
9. Integração nas linhas de produção e lista de controlo da instalação prática
Os compradores e engenheiros devem seguir uma lista de verificação simples ao integrar uma unidade:
-
Confirmar o diâmetro e a profundidade do cadinho de fusão para escolher o comprimento adequado do eixo e do rotor.
-
Verificar as folgas da grua ou do guincho para uma inserção e remoção seguras.
-
Validar a alimentação eléctrica do motor e do conversor de frequência.
-
Planear o armazenamento da garrafa de gás e a localização do coletor perto do desgaseificador com a segurança adequada.
-
Colocação em funcionamento utilizando os primeiros ensaios com medições de RPT/hidrogénio para estabelecer o conjunto de parâmetros específicos do local.
10. Manutenção, desgaste e gestão do tempo de vida do rotor (tabela de serviço)
Os rotores de grafite desgastam-se devido à abrasão mecânica e à oxidação. A vida útil típica depende do tipo, da liga e do ciclo de funcionamento.
| Ação de manutenção | Frequência | Nota de serviço típica |
|---|---|---|
| Controlo visual antes da operação | Cada turno | Verificar a existência de fissuras, ranhuras ou contaminação |
| Limpar os canais internos/portas de gás | Semanalmente ou por turno para utilização intensiva | Evita bloqueios |
| Inspeção da superfície do rotor | Mensal | Pode ser possível efetuar pequenas maquinações ou afinações |
| Substituir o rotor | Com base no desgaste; tipicamente 6 - 24 meses | As lojas de grande volume substituem mais frequentemente |
As fichas de dados dos fornecedores e a experiência no terreno devem ser utilizadas para definir as expectativas contratuais relativas ao ciclo de vida.
11. Comparação com métodos alternativos e orientações de seleção para os compradores
Injeção de fluxo (fluxagem) vs desgaseificação rotativa:
-
O fluxo pode eliminar quimicamente óxidos e inclusões não metálicas, mas introduz um fluxo consumível e gera requisitos de manuseamento de resíduos. A desgaseificação rotativa é mais limpa e frequentemente preferida quando o hidrogénio dissolvido é a principal preocupação.
Prós da desgaseificação rotativa
-
Controlo repetível, custo mínimo de consumíveis (gás), bom para o controlo do hidrogénio.
Contras
-
Requer equipamento de capital, substituição periódica do rotor e formação do operador.
Quando escolher qual: Para a fundição automóvel e industrial de rotina, onde é necessário um rendimento e uma baixa porosidade, a desgaseificação rotativa é tipicamente preferida. Para certos óxidos ou fundidos muito contaminados, podem ser consideradas estratégias de fluxo ou combinadas.
12. Problemas típicos, causas de raiz e etapas de resolução de problemas
Problema: Reintrodução do hidrogénio após o tratamento.
Causas prováveis e soluções: arrastamento de ar devido a profundidade de imersão insuficiente ou placa anti-vórtice danificada - instalar placa anti-vórtice e restabelecer a profundidade de imersão.
Problema: Bloqueio do canal do rotor.
Causas: depósitos de óxido ou de fluxo - implementar a pré-purga de gás e adotar um programa de limpeza.
Problema: Desgaste excessivo do rotor ou fissuras.
Causas: choque térmico ou excesso de velocidade - aplicar os passos de pré-aquecimento e operar dentro das gamas de velocidade do fabricante.
13. Modelo de caderno de encargos
Segue-se uma lista de verificação compacta de aquisições que os engenheiros podem colar nos RFQs:
-
Volume de fusão necessário e dimensões do cadinho.
-
Nível-alvo de hidrogénio pós-tratamento (por exemplo, ≤ 10 ppm) e método de ensaio (fusão de gás inerte).
-
Material e classe do rotor com folha de dados.
-
Potência do motor e gama de controlo de velocidade (por exemplo, 0-700 rpm sem escalonamento).
-
Requisitos de fornecimento de gás e precisão do controlador de caudal mássico.
-
Certificações de segurança (CE, ISO) e serviço de instalação.
-
Condições de garantia e vida útil prevista do rotor em função do ciclo de funcionamento.
-
Disponibilidade de peças sobressalentes e prazos de entrega.
Incluir uma cláusula de ensaio de aceitação que exija ensaios de desgaseificação no local com resultados documentados do RPT e do teor de H.
14. Quadros de dados e especificações de referência
Tabela A: Tamanhos típicos de rotores e aplicação recomendada
| Diâmetro do rotor (mm) | Volume típico da massa fundida (kg) | Caudal de gás recomendado (L/min) | Rotações típicas |
|---|---|---|---|
| 70 | < 200 | 8 - 12 | 350 - 450 |
| 100 | 200 - 600 | 12 - 18 | 300 - 400 |
| 150 | 600 - 1500 | 15 - 25 | 300 - 375 |
| 200+ | > 1500 | 20+ | 250 - 350 |
Estes valores são intervalos de orientação; os rotores específicos do fornecedor publicarão curvas pormenorizadas.
Tabela B: Comparação de materiais do rotor
| Material | Pontos fortes | Limitações |
|---|---|---|
| Grafite (isostática) | Tolerância ao choque térmico, maquinabilidade | Risco de oxidação com elevada exposição da superfície |
| Grafite moldada | Custo mais baixo | Maior variação da porosidade |
| Grafite com revestimento cerâmico | Melhoria da resistência à oxidação | Custo mais elevado, potencial perda de revestimento |
15. Excertos de estudos de caso (genéricos)
-
Ensaio de fundição automóvel: A mudança para um rotor de grafite optimizado e a definição do fluxo de gás para ~16 L/min com 360 rpm reduziu a pontuação média da porosidade do gás RPT em 45% em toda a produção piloto, com uma alteração insignificante do tempo de ciclo.
-
Operação de reciclagem: Um estudo que comparou a eliminação da etapa de desgaseificação rotativa revelou poupanças de energia, mas potenciais alterações das propriedades dos materiais; a decisão deve ponderar os objectivos de energia e de qualidade.
16. Notas ambientais, de segurança e regulamentares
-
Certifique-se de que o armazenamento e a tubagem de gás cumprem os códigos locais e inclua sensores de oxigénio quando o azoto for utilizado em espaços confinados.
-
Os rotores e as peças usadas podem ser considerados resíduos industriais; siga os regulamentos locais de eliminação - alguns resíduos de grafite podem ser reciclados.
-
Fornecer formação ao operador para evitar a exposição a fumos e para seguir os procedimentos de bloqueio durante a substituição de rotores.
17. Lista de controlo da aplicação
-
Verificações da energia e da grua no local concluídas.
-
Fornecimento de gás e regulador instalados com colectores de humidade.
-
Armário de controlo com variador de frequência colocado em funcionamento.
-
Medição de base do hidrogénio antes da entrada em funcionamento.
-
Qualificação do processo de primeira execução e testes de aceitação com métricas acordadas.
18. FAQs
-
Que nível de hidrogénio posso esperar após a desgaseificação rotativa?
Os objectivos típicos do hidrogénio pós-tratamento são ppm de um dígito para sistemas bem optimizados; o resultado real depende da liga, do hidrogénio inicial, da geometria do rotor e das definições do processo. Os testes de aceitação devem especificar o método de medição. -
Que gás devemos utilizar: azoto ou árgon?
O azoto é a escolha mais económica para muitas aplicações; o árgon é selecionado quando é necessária a máxima inércia ou sensibilidade da liga. O custo e a logística de fornecimento decidem frequentemente os locais de produção. -
Com que frequência devem ser substituídos os rotores de grafite?
A frequência de substituição varia muito: nas lojas de utilização ligeira, a substituição pode ser feita de 12 a 24 meses, enquanto nas operações de utilização intensiva a substituição pode ser feita de poucos em poucos meses; monitorize o desgaste e o desempenho através de uma inspeção de rotina. -
A velocidade do rotor pode ser demasiado elevada?
Sim; a velocidade excessiva pode aumentar o desgaste, os salpicos e o arrastamento de gás. Respeitar sempre os limites de velocidade do fornecedor e validar com ensaios. -
É necessário pré-aquecer o rotor?
Sim; um breve passo de pré-aquecimento ou pré-purga ajuda a reduzir o choque térmico e evita o bloqueio do canal. -
Quais são as principais tarefas de manutenção?
Inspeção regular, limpeza dos orifícios de gás, verificação dos acoplamentos e controlo do equilíbrio do rotor. Manter um rotor de reserva à mão para evitar tempos de paragem. -
Como verificar o desempenho da desgaseificação na produção?
Utilizar a análise do teor de hidrogénio e a amostragem RPT. Estabelecer um limiar de aceitação na fábrica e uma frequência de amostragem. -
A desgaseificação rotativa remove os óxidos e o hidrogénio?
Ajuda a recolher os fragmentos de óxido, mas é mais eficaz na remoção do hidrogénio; o controlo do óxido pode necessitar de medidas combinadas. -
Existem implicações energéticas na desgaseificação rotativa?
O tratamento consome algum gás e eletricidade e pode arrefecer ligeiramente a massa fundida; no entanto, a otimização do processo minimiza as necessidades de reaquecimento. Alguns estudos mostram compensações energéticas quando se elimina totalmente a etapa de desgaseificação. -
O que deve constar do pedido de cotação para uma nova unidade de desgaseificação?
Especificar o volume de fusão, os níveis de hidrogénio pretendidos e o método de ensaio, o material do rotor e a vida útil prevista, o motor e a gama de velocidades, as certificações de segurança e os ensaios de colocação em funcionamento no local.
18. Recomendações finais para engenheiros e compradores
-
Tratar a seleção do rotor como uma decisão de sistema: a classe do rotor, a geometria e o controlo da unidade devem ser considerados em conjunto.
-
Exigir ensaios no local do fornecedor e reduções documentadas do teor de H na aceitação do contrato.
-
Comece com janelas de parâmetros de gama média (15-17 L/min, 300-400 rpm) e afine utilizando verificações frequentes de RPT/hidrogénio para encontrar o melhor para a oficina.
