
Para uma fundição contínua de alumínio óptima, a seleção da bicos e bocais de rodízio é o fator mais crítico no controlo do calibre da chapa, da qualidade da superfície e da microestrutura. Alto desempenho pontas de fibra cerâmica (especificamente N17 e variantes com elevado teor de silício) são o padrão da indústria para a fundição de rolos duplos, oferecendo um isolamento térmico superior, propriedades não molhantes contra o alumínio fundido e resistência ao choque térmico. Dados de ensaios industriais indicam que a utilização de pontas de fundição nano-reforçadas e maquinadas com precisão pode reduzir defeitos de superfície como marcas de ondulação e fissuras nos bordos até 30%, enquanto aumenta a vida útil para mais de 48 horas por conjunto. A chave para maximizar o rendimento e a qualidade reside em fazer corresponder a rigidez da ponta e a condutividade térmica ao seu tipo de liga específico (por exemplo, série 1xxx vs. 5xxx) e manter um protocolo de pré-aquecimento rigoroso de 260°C para eliminar a humidade absorvida antes da instalação.
1. O papel crítico das pontas de lingotamento na fundição de rolos duplos
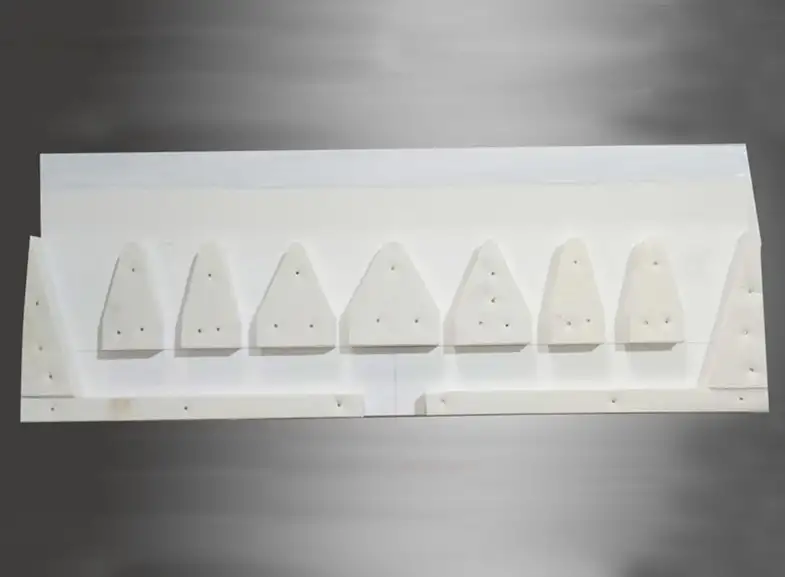
No processo de vazamento contínuo de rolo duplo (TRC), o ponta do rodízio (também conhecido como bocal ou injetor) serve de interface final entre o sistema de distribuição do metal fundido e os rolos arrefecidos a água. A sua função principal não é apenas fornecer metal, mas condicionar o fluxo, assegurando uma frente de onda laminar e uniforme em toda a largura dos rolos de fundição.
Porque é que a precisão é importante
Se a ponta do molde não mantiver a estabilidade dimensional, a abertura entre as bordas da ponta irá variar. Uma variação de apenas 0,1 mm pode levar a um arrefecimento desigual, resultando em “pontos quentes” ou “fechos frios”. O ADtech A marca concentra-se na resolução destes desafios específicos da dinâmica dos fluidos, utilizando materiais que resistem à erosão e mantêm a rigidez sob a pressão hidrostática da caixa de entrada.

Funções principais do conjunto do bocal:
-
Distribuição do fluxo: Conversão do fluxo turbulento da caixa de entrada num fluxo laminar.
-
Manutenção da temperatura: evitar a solidificação prematura antes do ponto de aperto utilizando materiais de baixa condutividade térmica.
-
Controlo da largura: Determinação da largura exacta da peça fundida através de barragens de borda e espaçadores ajustáveis.
2. Tipos de fundição de alumínio Dicas: Materiais e desempenho
A escolha do material para o seu bocal determina a consistência da sua campanha de fundição. As duas categorias de materiais dominantes são Fibra cerâmica e N17 (Silicato de cálcio de alta densidade).
Dicas para rodízio de fibra cerâmica
Estas são a solução mais comum para a produção de chapas de alumínio standard. Fabricadas através de um processo de formação por sucção a vácuo, são leves e possuem excelentes propriedades de isolamento. Pontas de fibra cerâmica da ADtech são frequentemente reforçados com um revestimento à escala nanométrica para evitar a delaminação das fibras, que provoca inclusões na folha final.
-
Melhor para: Ligas das séries 1xxx, 3xxx e 8xxx.
-
Vantagem chave: A excelente flexibilidade permite que a ponta se comprima ligeiramente sob a força do rolo sem rachar, mantendo uma vedação estanque.
N17 e pontas rígidas duras
Para aplicações mais exigentes, tais como ligas de magnésio de elevada qualidade (série 5xxx), são preferíveis placas rígidas como a N17. Estas são maquinadas a partir de blocos de alta densidade em vez de serem formadas a vácuo.
-
Melhor para: Fundição a alta velocidade e ligas mais duras (por exemplo, 5052, 5182).
-
Vantagem chave: Resistência superior à erosão e ao “arqueamento” em larguras amplas (até 2000 mm+).
Comparação: Fibra cerâmica vs. cartão rígido N17
| Caraterística | Pontas de fibra cerâmica (macias/semi-duras) | N17 Pontas de placa rígida (rígidas) |
| Material de base | Fibra de alumina-silicato + aglutinante | Silicato de cálcio reforçado com grafite |
| Densidade (g/cm³) | 0.45 - 0.60 | 0.85 - 1.00 |
| Condutividade térmica | Muito baixo (< 0,12 W/m-K) | Baixa (< 0,20 W/m-K) |
| Maquinabilidade | Baixo (forma moldada) | Elevada (maquinação CNC com tolerância) |
| Flexibilidade | Elevado (Compressível) | Baixo (Rígido) |
| Utilização primária | Estoque padrão de folhas, latas | Chapas de arquitetura, Carroçaria |
3. Otimização do fluxo: deflectores e espaçadores internos
Um bocal de fundição raramente é um simples tubo oco. No seu interior, contém uma sofisticada disposição de deflectores e espaçadores.
-
Bufos: Essas estruturas internas interrompem a energia cinética do alumínio fundido que entra. Ao forçar o metal a percorrer um caminho “serpentino”, os defletores garantem que a velocidade seja uniforme na borda de saída. Sem os defletores, o centro da folha receberia metal mais rápido e mais quente do que as bordas, levando a segregação da via central.
-
Espaçadores: Estes blocos rígidos mantêm o espaço interno (abertura) da ponta do bocal. Devem ser feitos de materiais que não reajam com o alumínio, normalmente sílica fundida densa ou cerâmica de alta alumina.
Dica profissional para os operadores:
Ao fundir chapas largas (>1500 mm), aumente o número de espaçadores internos para evitar que as bordas do bico se projetem para fora devido à pressão metalostática. Uma borda saliente faz com que a chapa fique mais espessa no meio, um defeito conhecido como “coroa”.”
4. Defeitos comuns relacionados com os bicos e resolução de problemas
O mau estado da ponta é a causa principal de quase 40% dos defeitos de fundição no TRC. Identificar a ligação entre o defeito e a condição do bico é essencial para uma rápida resolução de problemas.
Tabela 2: Resolução de problemas de defeitos de fundição relacionados com o bocal
| Defeito Sintoma | Causa potencial do bico | Solução imediata |
| Congelamento de arranque | Temperatura da ponta demasiado baixa; pré-aquecimento insuficiente. | Aumentar o tempo/temperatura de pré-aquecimento; verificar a existência de espaços de ar no isolamento. |
| Riscas / Estrias | Bloqueio ou entalamento do lábio do bico; acumulação de óxido. | Inspecionar os lábios da ponta para verificar se estão danificados; utilizar um agente de libertação melhor (nitreto de boro). |
| Calibre irregular | Deformação do lábio do bocal (curvatura/torção). | Verificar a colocação do espaçador; mudar para uma ponta de maior densidade (N17). |
| Fissuras nas extremidades | Metal frio nas bordas do bocal; perfil térmico em forma de “osso de cão”. | Melhorar o isolamento dos bordos; ajustar os diques dos bordos para evitar a perda de calor. |
| Inclusões | Erosão das pontas; fibras refractárias que se desprendem para a massa fundida. | Mudar para pontas nano-revestidas; assegurar um acabamento de superfície suave (Ra < 3,0). |
5. Especificações técnicas para ADtech Caster Tips
Para garantir que está a selecionar o componente correto, consulte os parâmetros técnicos abaixo. Estas normas cumprem os requisitos globais de embalagem aeroespacial e de folha metálica.
| Parâmetro | Especificação |
| Composição | Al2O3 (45-55%) + SiO2 (45-50%) |
| Temperatura de serviço | Máximo 1260 °C (contínuo: 800 °C – 1000 °C) |
| Tolerância dimensional | ± 0,5 mm (largura), ± 0,2 mm (intervalo) |
| Perda na ignição (LOI) | < 6% |
| Compatibilidade do revestimento | Compatível com sprays de nitreto de boro (BN) e grafite |
| Dureza da superfície | Ajustado em função da aplicação (Suave/Médio/Difícil) |
6. Procedimento de instalação e substituição
A instalação inadequada é a principal causa de “rupturas” (derramamento de metal fundido). Siga este protocolo rigoroso para garantir a segurança e o desempenho.
Etapa 1: Preparação
Assegurar que o casca de aço (o suporte metálico para a ponta de cerâmica) está limpo e sem cola refractária velha ou salpicos de alumínio. Qualquer detrito fará com que a ponta de cerâmica assente de forma irregular, criando pontos de tensão.
Passo 2: Pré-aquecimento (Passo crucial)
Os materiais de fibra cerâmica absorvem naturalmente a humidade do ar. Se uma ponta fria e húmida tocar em alumínio fundido (aprox. 680°C), a água transforma-se instantaneamente em vapor, fazendo com que a ponta expluda ou se parta.
-
Protocolo: Colocar as pontas novas numa estufa de secagem.
-
Ciclo: Subir para 200°C durante 2 horas, depois manter a 260°C durante pelo menos 4 horas.
-
Armazenamento: Conservar numa caixa seca a >100°C até ao momento exato da instalação.
Etapa 3: Montagem
Aplique uma camada fina de vedante refratário (como o mastique de alta temperatura da ADtech) entre a ponta e a caixa de cabeça. Apertar os grampos uniformemente - não apertar demasiado, pois isso pode fraturar a placa de cerâmica antes do início da fundição.
Etapa 4: Revestimento da superfície
Aplicar uma camada de Nitreto de boro (BN) pulverizar nos lábios do bocal. Este agente não molhante evita que o alumínio adira à cerâmica e assegura uma libertação suave.

7. Estudo de caso: Otimização da fundição da liga 5052 em Henan (2024)
Localização: Província de Henan, China (centro da indústria do alumínio)
Data: março de 2024
Cliente: Uma fábrica de laminagem de alumínio de média dimensão especializada em escudos térmicos para automóveis.
O problema:
O cliente estava a produzir Liga de alumínio 5052 (um tipo com alto teor de magnésio) usando pontas de rodas padrão moldadas a vácuo. Eles enfrentavam frequentes “marcas de arrasto” e rasgos na superfície da tira. Consequentemente, tinham de parar a linha de fundição a cada 12 a 14 horas para substituir o bico, prejudicando significativamente a sua OEE (Eficácia Geral do Equipamento). As pontas macias estavam a desgastar-se muito rapidamente sob o fluxo da liga abrasiva rica em magnésio.
A solução:
Os engenheiros da ADtech recomendaram a mudança para um Bocal de placa rígida do tipo N17 endurecido com um design específico de deflector interno optimizado para um fluxo elevado de magnésio.
-
Alteração de material: Substituiu a fibra cerâmica padrão por silicato de cálcio reforçado com grafite de alta densidade (equivalente a N17).
-
Mudança de conceção: Implementou um design de defletor de “3 câmaras” para reduzir a turbulência na borda de saída.
Os resultados:
-
Vida útil alargada: A duração da campanha de casting aumentou de 14 horas a 72 horas funcionamento contínuo.
-
Redução de defeitos: As marcas de arrastamento da superfície foram praticamente eliminadas, reduzindo a taxa de refugo em 18%.
-
Poupança de custos: Embora as pontas rígidas N17 tenham custado inicialmente mais 25%, a redução do tempo de inatividade e da sucata resultou num poupança líquida de $45.000 USD durante o primeiro trimestre de 2024.
Sistemas de lavagem e distribuição
A ponta da máquina de vazamento é apenas o fim da linha. A qualidade do metal que entra na ponta depende do lavagens (canais) e caixas de filtragem. Se o revestimento de lavagem libertar partículas, essas partículas irão entupir os deflectores da ponta de fundição, arruinando a fundição. Combine sempre pontas de alta qualidade com revestimentos de lavagem de sílica fundida.
Revestimentos de nitreto de boro
Frequentemente pesquisado como “agentes desmoldantes para fundição”, o nitreto de boro é o melhor amigo de uma ponta de fundição. Ele atua como um lubrificante em altas temperaturas. Ao contrário do grafite, que pode queimar ou contaminar o material fundido com carbono, o BN permanece estável e inerte.
Dicas de fundição de rolo duplo vs. de correia
Embora este artigo se centre na fundição de rolos duplos (TRC), Rodas de correia (como a Hazelett) também utilizam bicos de injeção. No entanto, os bicos de injeção de correias funcionam em condições térmicas diferentes e são normalmente muito mais largos e sujeitos a menos força de compressão do que as pontas TRC.
8. Pontas e bicos de rodízio contínuo: Perguntas técnicas frequentes
1. Qual é a principal diferença entre os bicos de rodízio “duros” e “macios”?
2. Porque é que as pontas dos rodízios por vezes explodem durante o arranque?
3. Com que frequência devo substituir as pontas de rodízio?
4. Posso utilizar o mesmo bocal para as ligas das séries 1xxx e 5xxx?
5. Qual é o melhor revestimento para as pontas de rodízio?
6. O que é que provoca “orelhas” ou “sulcos” na tira de gesso?
7. Como é que a ADtech garante a qualidade das suas pontas de lança?
8. Qual é a largura máxima de uma ponta de rodízio simples?
9. Como é que evito que o bocal bloqueie durante a fundição?
10. Porque é que a condutividade térmica do material da ponta é importante?
9. Conclusões e recomendações
O humilde ponta do rodízio é um componente de alta tecnologia que determina a rentabilidade de uma linha de fundição de alumínio. Quer esteja a produzir folhas de alumínio ultra-finas ou chapas robustas para automóveis, a interação entre o material do bocal e a liga fundida é o fator determinante da qualidade.
Para os laminadores modernos, a atualização para pontas de fibra cerâmica nano-reforçada ou placas N17 maquinadas com precisão é um dos métodos mais económicos para melhorar o rendimento. Seguindo os protocolos de manutenção e instalação descritos acima - especificamente o rigoroso regime de pré-aquecimento - os operadores podem eliminar defeitos comuns e obter resultados de fundição consistentes e de classe mundial.
ADtech continua empenhada em fazer avançar a metalurgia dos consumíveis, fornecendo pontas de fundição que não só resistem ao calor como também proporcionam a precisão necessária para o atual mercado de alumínio de alto desempenho.



