O molde de lingote mais eficaz para a fundição de alumínio assenta num equilíbrio específico de resistência ao calor, condutividade térmica e integridade estrutural, normalmente conseguido utilizando aço fundido ASTM A27 Grau 60-30 ou ferro dúctil de alta qualidade. Para um desempenho ótimo, estes moldes devem ser combinados com revestimentos não molhantes para evitar a recolha de ferro e garantir uma libertação fácil. A AdTech verificou que a utilização de moldes corretamente concebidos com protocolos de manutenção adequados reduz as taxas de rejeição em mais de 12% e prolonga significativamente a vida útil do equipamento de fundição.
O papel fundamental das lingoteiras nas casas de campo modernas
A fundição de alumínio é uma ciência precisa. O molde não é apenas um recipiente; é um permutador de calor que determina a microestrutura do lingote final. Quer esteja a operar uma fundição primária ou uma instalação de reciclagem secundária, o molde de lingote serve como recipiente final antes de o metal solidificar num produto comercializável.
O desenho do molde influencia a taxa de solidificação. Se o metal arrefecer demasiado depressa, ocorrem tensões internas. Se o arrefecimento for demasiado lento, a estrutura do grão torna-se grosseira, enfraquecendo a liga. Concentramo-nos aqui nos parâmetros técnicos que definem um desempenho superior do molde.

Compreender o choque térmico e a fadiga
Sempre que o alumínio fundido entra num molde, a superfície interior expande-se rapidamente, enquanto a exterior permanece mais fria. Esta expansão diferencial cria uma tensão imensa. Ao longo de milhares de ciclos, isto leva à fadiga térmica, vulgarmente conhecida como “fissuração por calor”.”
Os moldes de alta qualidade da AdTech priorizam materiais com alta resistência à fadiga térmica. Utilizamos ligas que podem suportar variações de temperatura da temperatura ambiente até 700 °C (1292 °F) repetidamente sem desenvolver fissuras profundas que retêm metal e causam “adesivos”.”
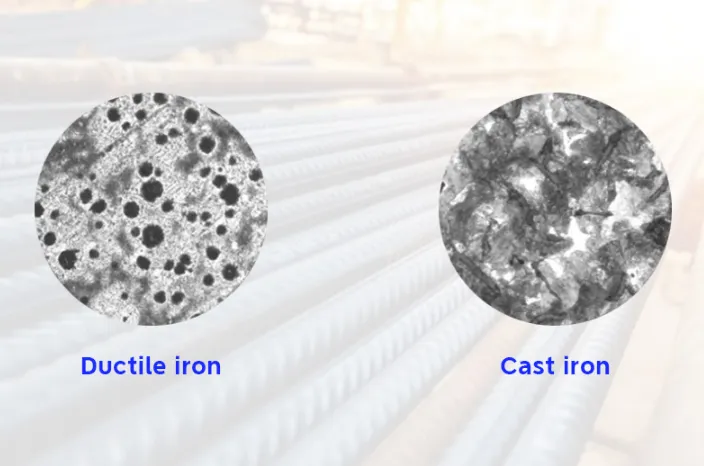
Seleção de materiais: Ferro dúctil vs. aço fundido
A escolha do material de base correto é a decisão mais importante para um gestor de fundição. O padrão da indústria varia entre o ferro cinzento, o ferro dúctil e o aço fundido.
Ferro fundido dúctil (ferro nodular): Este material contém nódulos de grafite que travam as fissuras. Oferece melhor ductilidade do que o ferro cinzento, o que significa que pode deformar-se ligeiramente sem se partir. É a escolha preferida para moldes de porcas e moldes de lingotes de grandes dimensões em que o impacto físico é uma preocupação.
Aço fundido: O aço oferece uma capacidade de reparação superior. Quando um molde de aço racha, pode frequentemente ser soldado. Os moldes de ferro são notoriamente difíceis de soldar de forma fiável. O aço também tem maior resistência à tração, tornando-o mais leve para a mesma capacidade de volume.
Comparação de materiais de molde
A tabela seguinte descreve as caraterísticas físicas relevantes para a fundição de alumínio.
| Propriedade do material | Ferro cinzento (classe 30) | Ferro fundido dúctil (65-45-12) | Aço fundido (ASTM A27) |
| Teor de carbono | 3,01 TP3T – 3,51 TP3T | 3,01 TP3T – 4,01 TP3T | 0,20% – 0,50% |
| Condutividade térmica | Elevado | Moderado | Inferior |
| Resistência à deformação | Baixa | Elevado | Muito elevado |
| Reparabilidade (soldadura) | Pobres | Difícil | Excelente |
| Custo inicial | Baixa | Médio | Elevado |
| Tempo de vida típico | Curto | Médio | Longo |
Otimização da geometria e do design
A geometria de um molde de lingote para alumínio não é arbitrária. Ela segue uma física rigorosa no que diz respeito às frentes de solidificação.
Ângulos de saída e libertação
Para garantir que o lingote solidificado se liberta do molde sem martelamento mecânico, as paredes devem ter um ângulo de inclinação específico. A engenharia da AdTech recomenda uma inclinação mínima de 7 a 10 graus. Isto permite que o bloco de alumínio se afaste das paredes do molde à medida que arrefece.
Consistência da espessura da parede
Um ponto fraco comum em moldes baratos é a espessura irregular das paredes. Se os cantos forem significativamente mais espessos do que as paredes laterais, eles retêm o calor por mais tempo. Isso cria “pontos quentes” onde o alumínio permanece líquido enquanto o resto se solidifica. Isso resulta em cavidades de encolhimento.
A nossa filosofia de conceção impõe uma massa térmica uniforme. Utilizamos a análise de elementos finitos (FEA) para simular ciclos de arrefecimento, assegurando que o fundo e os lados extraem calor a um ritmo que promove a solidificação direcional.
A necessidade de revestimentos de moldes
Mesmo o molde de aço mais fino falhará se o alumínio fundido entrar em contacto direto com o metal nu. O alumínio tem uma alta afinidade com o ferro. Ele dissolverá a superfície do molde, levando à “solda”.”
Tipos de revestimentos
-
Cinza de osso: O método tradicional. É barato, mas a sua suspensão é fraca e a sua sedimentação é rápida. Pode também introduzir impurezas de fosfato de cálcio.
-
Revestimentos sintéticos (nitreto de boro): Este é o padrão de ouro utilizado pelos clientes da ADtech. Proporciona uma superfície completamente sem humidade. O alumínio fundido desliza sobre ele como mercúrio.
Técnicas de aplicação
A aplicação do revestimento é tão importante como o próprio revestimento.
-
Pré-aquecimento: O molde deve estar entre 150°C e 200°C.
-
Pulverização: Uma névoa fina evita escorrimentos e gotejamentos.
-
Cura: O calor do molde cura o aglutinante, criando um invólucro duro semelhante à cerâmica.

Estudo de caso operacional: Ohio, EUA (janeiro de 2024)
Localização: Fundição de alumínio secundário, Cleveland, Ohio.
Data: 12 de janeiro de 2024.
Problema: A instalação estava a registar uma taxa de rejeição de 6% nos seus moldes de porcas de 1000 lb devido a inclusões na superfície e a graves problemas de autocolantes. Os operadores estavam a utilizar marretas para libertar os lingotes, danificando ainda mais os moldes.
Intervenção:
O gerente da fábrica mudou para moldes de ferro dúctil com especificação AdTech e implementou um cronograma rigoroso de revestimento de nitreto de boro.
Alterações no processo:
-
Os velhos moldes de ferro cinzento foram desmantelados.
-
Os novos moldes foram pré-aquecidos a 200°C antes do primeiro vazamento.
-
Foi instalado um sistema de pulverização automatizado para revestir novamente os moldes de 5 em 5 ciclos.
Resultados (Medidos em março de 2024):
-
Taxa de rejeição: Caiu de 6% para 0,4%.
-
Tempo de ciclo: Reduzido em 15% porque a colagem foi eliminada.
-
Projeção da vida do molde: Estima-se que este valor duplique em relação ao inventário anterior.
Este caso demonstra que o investimento inicial em materiais de moldagem de lingotes e consumíveis de maior qualidade se paga a si próprio através do tempo de funcionamento.
Quando um lingote de alumínio falha no controlo de qualidade, o molde é frequentemente o culpado. A identificação da causa raiz requer a análise da morfologia do defeito.
Manchas de água e explosões
A água é o inimigo. Se um molde tiver fissuras finas, a humidade dos sprays de arrefecimento pode penetrar no metal. Quando o alumínio fundido atinge esta água retida, expande-se instantaneamente em vapor, provocando explosões. Exigimos um teste rigoroso de fissuras (corante penetrante) para todos os moldes em serviço.
Inclusões de superfície
Se o revestimento do molde se desprender, acaba por ficar no lingote. Isto deve-se normalmente à aplicação do revestimento num molde frio ou à sua aplicação demasiado espessa.
Tabela de soluções de defeitos
| Tipo de defeito | Aparência | Causa principal (relacionada com o bolor) | Ação corretiva |
| Apanhador de ferro | Estrias de ferrugem no lingote | Contacto de metal nu | Reaplicar imediatamente o revestimento de barreira. |
| Fechamento a frio | Linhas de dobragem na superfície | Molde demasiado frio | Aumentar a temperatura de pré-aquecimento do molde. |
| Autocolantes | Lingote fundido no molde | Superfície rugosa / rebaixamento | Moer suavemente e aplicar o agente de libertação. |
| Página de guerra | Fundo convexo/côncavo | Ciclo de stress térmico | Mudar para aço fundido com alívio de tensões. |
Moldes de porca vs. moldes de lingote padrão
Embora frequentemente usados de forma intercambiável nas conversas, “lingote” e “semente” referem-se a diferentes escalas de fundição.
Moldes de lingote padrão:
Normalmente, produzem barras com peso de 25 a 50 libras. Estas são utilizadas para refusão em fornos mais pequenos. Os moldes estão frequentemente ligados num sistema de transporte em cadeia contínua. A tensão mecânica é baixa, mas a frequência dos ciclos térmicos é elevada (centenas de vezes por dia).
Semear moldes:
Estes produzem grandes blocos com peso entre 450 kg e 900 kg. São estáticos ou movidos por empilhadeiras. O principal desafio aqui é a imensa capacidade térmica. Um molde de porca deve absorver uma enorme quantidade de energia sem entortar. Os moldes de porca ADtech apresentam nervuras reforçadas na parte inferior para evitar o efeito “barriga”, em que a parte inferior se curva para fora.
Prolongamento da vida útil dos moldes através da manutenção
A manutenção não é uma opção, é um requisito de rentabilidade.
O ciclo de limpeza
Os resíduos de fluxos e escórias acumulam-se nos cantos do molde. Se não forem controlados, estes endurecem e alteram a geometria do lingote. A escovagem mecânica com fio é a norma, mas o jato de areia é superior para repor o perfil da superfície antes do recobrimento.
Protocolos de armazenamento
Os moldes nunca devem ser armazenados ao ar livre, descobertos. A ferrugem cria uma superfície rugosa que aumenta a área de superfície para a adesão do alumínio. Recomendamos que os moldes sejam armazenados num ambiente seco e com humidade controlada. Se o armazenamento no exterior for inevitável, os moldes devem ser invertidos e colocados em paletes para evitar a acumulação de água.
-
Panelas de escória: Os recipientes utilizados para a desnatação dos resíduos.
-
Panelas de desnatação: Semelhantes às escumadeiras, mas frequentemente mais leves.
-
Caixas de escórias: Para resíduos mais pesados.
-
Lavagens: Os canais que alimentam os moldes.
A AdTech fornece soluções em todo este espetro. Ao garantir que o revestimento de lavagem está intacto, evita-se que partículas refractárias entrem no molde. Esta abordagem holística assegura que o molde desempenha a sua função principal: moldar metal limpo.
Análise económica: ROI de Moldes Premium
Os moldes baratos custam menos à partida, mas custam mais por tonelada de alumínio produzido.
A matemática do fracasso:
Um molde de baixo custo pode custar $500 e durar 500 vazamentos. Custo por vazamento = $1,00.
Um molde de aço ADtech de primeira qualidade pode custar $1.500, mas dura 3.000 vazamentos. Custo por vazamento = $0,50.
Além disso, se um molde barato falhar e causar uma avaria, o custo do tempo de inatividade pode exceder $10.000 por hora em produção perdida. O “Fator de Segurança” é uma métrica não negociável no nosso departamento de engenharia.

Impacto ambiental e sustentabilidade
A indústria do alumínio está a avançar para o desperdício zero. Os moldes de lingote desempenham aqui um papel importante.
-
Reciclabilidade do molde: Os moldes de aço e ferro são 100% recicláveis no fim da sua vida útil.
-
Eficiência energética: Um molde com condutividade térmica ideal requer menos refrigeração a água, reduzindo a pegada hídrica da fábrica.
-
Redução de sucata: Melhores moldes significam menos lingotes rejeitados. A refusão de um lingote rejeitado requer energia significativa. Ao acertar da primeira vez, a pegada de carbono por tonelada de alumínio diminui.
Tecnologias avançadas de fundição
Atualmente, estamos a assistir a uma mudança para sistemas de vazamento automatizados. Estes sistemas utilizam sensores laser para detetar o nível de metal no molde. Para que estes sensores funcionem, o rebordo do molde tem de ser dimensionalmente consistente. Moldes deformados confundem os sensores, levando a derramamento excessivo ou derramamentos. Os moldes ADtech são maquinados com tolerâncias apertadas para garantir a compatibilidade com os sistemas laser e de visão.
Fundição Contínua vs. Fundição em Lote
Na fundição contínua, o “molde” é uma camisa de cobre arrefecida a água. No entanto, para muitas ligas, especificamente ligas de fundição (A356, 319), a fundição em lotes em moldes de aço permanentes continua a ser o método superior para controlar o tamanho dos grãos e evitar a segregação dos elementos de liga.
Compras estratégicas para fundições globais
O fornecimento de moldes envolve logística. Os moldes são pesados e densos. Os custos de transporte podem igualar o custo do produto se não forem bem geridos. A ADtech optimiza a logística através da paletização eficiente dos moldes e da escolha de centros de distribuição estratégicos.
Ao emitir um Pedido de Cotação (RFQ), os compradores devem especificar:
-
Tipo de liga (Ferro vs Aço).
-
Composição química exigida (norma ASTM).
-
Tolerância de peso.
-
Requisitos de acabamento da superfície (valor RMS).
-
Requisitos de ensaio dos olhais de elevação (para segurança).
Conclusão: A vantagem da AdTech
O molde de lingote para alumínio é a base da casa de fundição. Suporta condições extremas para que a sua operação possa funcionar sem problemas. Ao selecionar o material correto, aplicar os revestimentos adequados e manter o equipamento, está a garantir a qualidade da sua produção.
A ADtech está na intersecção da metalurgia e da engenharia. Não vendemos apenas ferro e aço; vendemos longevidade e eficiência.
Perguntas mais frequentes (FAQs)
1. Qual é o melhor material para um molde de lingote de alumínio?
O melhor material depende da aplicação. Para utilização normal, Aço fundido ASTM A27 Grau 60-30 é superior devido à sua resistência à deformação e à capacidade de ser reparado por soldadura. O ferro dúctil é uma alternativa forte para moldes de porcas de maiores dimensões.
2. Com que frequência devo voltar a revestir os meus moldes de lingote?
Isto depende do tipo de revestimento. Para cinza de osso, pode ser necessário revestir a cada turno. Com os revestimentos de nitreto de boro de alta qualidade utilizados pela ADtech, pode ser necessário um novo revestimento a cada 5 a 10 vazamentos, desde que a aplicação tenha sido feita corretamente num molde pré-aquecido.
3. Porque é que os meus lingotes de alumínio têm fissuras?
As fissuras nos lingotes são frequentemente causadas pelo facto de o molde estar demasiado frio ou de o metal ser vertido demasiado quente. Se o molde estiver frio, a superfície do alumínio solidifica instantaneamente enquanto o centro está líquido, criando fracturas de tensão. O pré-aquecimento do molde a 150°C-200°C normalmente resolve este problema.
4. Posso utilizar ferro cinzento para moldes de lingotes de alumínio?
Sim, mas não é recomendado para produção em grande volume. O ferro cinzento tem baixa resistência à fadiga térmica. Ele desenvolve “rachaduras de fogo” (rachaduras semelhantes a teias de aranha) muito mais rapidamente do que o ferro dúctil ou o aço, o que leva a superfícies irregulares nos lingotes.
5. O que é que faz com que o alumínio adira ao molde?
A colagem é causada por uma falha no revestimento de barreira. Quando o alumínio fundido entra em contacto com o ferro nu ou o aço, solda-se à superfície. Para resolver este problema, o molde tem de ser limpo de todos os resíduos de alumínio e revestido de novo cuidadosamente.
6. Qual é a diferença entre um molde de porca e um molde de lingote?
O principal problema é o tamanho. Os moldes para lingotes têm normalmente capacidade para 25 a 50 lbs de alumínio. Os moldes de porca são concebidos para o transporte a granel e a refusão, com capacidade para 1.000 a 2.000 libras. Os moldes de porca requerem nervuras de reforço mais robustas para suportar o peso.
7. Como posso evitar “explosões de água” no molde?
Assegurar que o molde está 100% seco antes de verter. O pré-aquecimento é a única forma de o garantir. Mesmo uma pequena gota de condensação ou uma fenda fina contendo humidade pode causar uma explosão perigosa quando o alumínio fundido é introduzido.
8. Qual é o tempo de vida típico de um molde de lingote ADtech?
Com uma manutenção e um revestimento adequados, um molde de aço fundido pode durar vários anos de funcionamento diário. O fator limitante é normalmente o dano físico (manuseamento) e não a falha térmica.
9. Porque é que os moldes ADtech são melhores do que os moldes de origem genérica?
Concentramo-nos na pureza do material e na consistência geométrica. Os moldes genéricos têm frequentemente variações na espessura da parede que causam pontos quentes. Os moldes ADtech são concebidos para uma extração uniforme do calor, assegurando uma taxa de solidificação consistente.
10. A forma do molde afecta a qualidade do alumínio?
Sim. O ângulo de inclinação e o raio do canto desempenham um papel importante. Os cantos afiados de um molde criam pontos de tensão no lingote. Os projectos da ADtech utilizam raios generosos para reduzir a concentração de tensões e garantir que o lingote tem uma estrutura de grão fina e uniforme.
