o hidrogénio dissolve-se muito mais rapidamente no alumínio fundido do que no alumínio sólido, tipicamente cerca de 10 a 20 vezes perto da gama de fusão, e essa queda súbita na solubilidade durante o congelamento é a razão direta pela qual o alumínio não tratado desenvolve furos, porosidade de gás, bolhas e vazios internos. Este único facto metalúrgico explica porque é que o controlo de qualidade da fusão é tão importante na fundição de alumínio. Se uma fábrica quiser uma produção mais limpa de tarugos, placas, rodas, fundição sob pressão ou fundição por gravidade, deve limitar a captação de humidade, reduzir a turbulência, verificar o hidrogénio dissolvido e utilizar uma desgaseificação eficaz antes de o metal entrar no molde. Em suma, o contraste entre a capacidade de hidrogénio no estado líquido e a capacidade de hidrogénio no estado sólido não é um detalhe de um manual. É uma das principais alavancas por detrás da taxa de desperdício, da estanquidade à pressão, do acabamento da superfície e do desempenho mecânico a jusante.
Se o seu projeto exigir a utilização de Unidade de desgaseificação de alumínio fundido, pode contactar-nos para um orçamento gratuito.
O hidrogénio é o único gás com uma solubilidade significativa no alumínio em condições normais de fundição e de casa de fundição. Esta afirmação aparece na maioria das discussões técnicas sobre o tratamento da fusão do alumínio, mas o significado prático é frequentemente mal explicado. Os engenheiros sabem que o hidrogénio é importante. Os operadores sabem que a porosidade aparece quando o tratamento de fusão falha. Os compradores sabem que as unidades de desgaseificação rotativas, os rotores de grafite, os analisadores e os sistemas de filtragem custam dinheiro. O que une todas estas decisões é a diferença termodinâmica entre o hidrogénio no alumínio líquido e o hidrogénio no alumínio sólido. Quando esta relação é clara, as decisões sobre desgaseificação, testes, manuseamento de ligas e seleção de equipamento tornam-se mais fáceis e racionais.
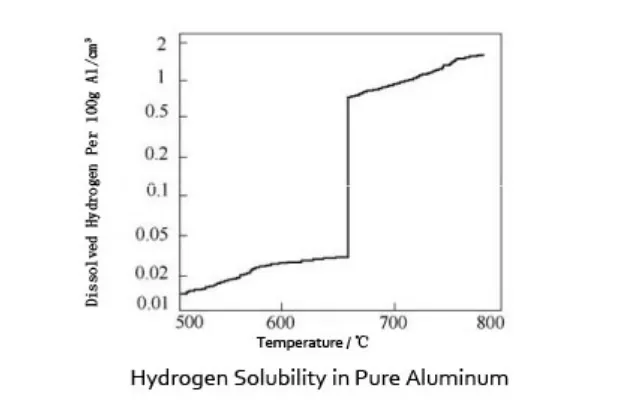
Solubilidade do Hidrogénio em Alumínio Puro,Método de Desgaseificação
Porque é que o hidrogénio é muito mais solúvel no alumínio fundido do que no metal sólido?
A resposta curta é a liberdade estrutural. O alumínio líquido tem um arranjo atómico desordenado, enquanto o alumínio sólido tem uma estrutura cristalina ordenada. Os átomos de hidrogénio podem existir mais facilmente no estado líquido porque a fusão oferece mais espaço intersticial temporário e maior mobilidade atómica. Quando o alumínio se solidifica, a rede cristalina torna-se muito menos acomodatícia para o hidrogénio.
O que acontece ao nível atómico?
Na fusão, o hidrogénio existe sob forma atómica após dissociação na superfície do metal. Difunde-se para o líquido e permanece dissolvido de acordo com o equilíbrio termodinâmico. No alumínio sólido, os sítios disponíveis na rede são limitados e energeticamente menos favoráveis. Isto significa que o metal já não consegue reter a mesma quantidade de hidrogénio.
Esta é a raiz do problema durante a fundição:
- O alumínio líquido pode conter uma quantidade relativamente elevada de hidrogénio dissolvido.
- O alumínio sólido aguenta muito pouco.
- O excesso deve ir para algum lado durante o congelamento.
- Se não puder sair, forma poros.
Porque é que isto é tão importante durante a solidificação?
A solidificação não é instantânea. Uma peça fundida ou um lingote congela com o tempo, formando dendritos e bolsas de líquido remanescente. O hidrogénio rejeitado do sólido que avança acumula-se nas últimas regiões líquidas. A concentração local de gás aumenta rapidamente. Se as condições de pressão e de nucleação o permitirem, formam-se poros nas zonas interdendríticas.
Isso significa que o perigo não é apenas o “elevado teor de hidrogénio na fusão”. O perigo é hidrogénio mais solidificação.
Este comportamento é exclusivo do alumínio?
As diferenças de solubilidade do hidrogénio também são importantes noutros metais, mas o alumínio é especialmente sensível porque:
- O hidrogénio é o gás dissolvido dominante.
- As películas de óxido e os bifilmes proporcionam sítios fáceis de nucleação de poros.
- Muitos produtos de alumínio necessitam de uma qualidade superficial e interna rigorosa.
- A carga reciclada e a exposição à humidade podem aumentar rapidamente a recolha de gás.
Qual é a diferença de solubilidade do hidrogénio entre o alumínio fundido e o alumínio sólido?
Perto do ponto de fusão, a diferença é dramática. Dependendo da fonte de dados, da família da liga e do sistema de unidades, o alumínio líquido próximo da temperatura de fundição pode dissolver cerca de 10 a 20 vezes mais hidrogénio do que o alumínio sólido no limite de congelação.
Comparação aproximada da solubilidade do hidrogénio
| Estado do alumínio | Gama de temperaturas típicas | Solubilidade aproximada do hidrogénio no equilíbrio | Significado prático |
|---|---|---|---|
| Alumínio fundido | Cerca de 700°C a 750°C | Cerca de 0,6 a 0,8 cm³ de H2 por 100 g de Al | A fusão pode reter uma quantidade significativa de hidrogénio dissolvido |
| Alumínio fundido perto de liquidus | Cerca de 660°C a 700°C | Cerca de 0,5 a 0,7 cm³ de H2 por 100 g de Al | Ainda assim, muito mais elevado do que o estado sólido |
| Alumínio sólido próximo do congelamento | Cerca de 660°C | Cerca de 0,03 a 0,04 cm³ de H2 por 100 g de Al | Capacidade de hidrogénio muito baixa |
| Alumínio sólido à temperatura ambiente | Cerca de 20°C a 25°C | Extremamente baixo, quase insignificante em termos práticos | O hidrogénio não pode permanecer dissolvido nos níveis líquidos anteriores |
Estes valores são intervalos representativos utilizados em discussões industriais. Os números exactos variam consoante a fonte de referência, a química da liga e o método de ensaio. O ponto crítico não é a última casa decimal. O ponto crítico é o diferença acentuada na transição líquido-sólido.
Porque é que os engenheiros citam frequentemente um rácio em vez de um único valor
Como os números mudam com a temperatura, a pressão e as adições de ligas, muitos metalúrgicos descrevem a questão por rácio. Perto do ponto de fusão, o estado líquido pode conter cerca de 15 a 20 vezes mais hidrogénio do que o estado sólido. Este rácio explica porque é que mesmo uma fusão que parece manejável no forno pode criar porosidade grave quando fundida.
Conversão de unidades útil para discussões sobre plantas
Fábricas diferentes comunicam o hidrogénio em unidades diferentes. Isto cria confusão durante as auditorias, a transferência de processos ou a discussão com os fornecedores.
| Expressão unitária | Significado | Relação aproximada |
|---|---|---|
| cm³ H2 / 100 g Al | Unidade técnica comum de solubilidade | Amplamente utilizado em referências metalúrgicas |
| mL H2 / 100 g Al | O mesmo significado prático que cm³ / 100 g | 1 ml = 1 cm³ |
| ppm por peso | Teor de hidrogénio em função da massa | Grosso modo, 1 mL H2 / 100 g Al é cerca de 0,89 ppm H |
| Índice de densidade | Indicador de tendência relativa do gás | Indireta, não uma unidade de solubilidade direta |
Muitos mal-entendidos nas fábricas resultam da mistura destas unidades sem conversão.
Que regra termodinâmica descreve a dissolução do hidrogénio no alumínio fundido?
O ponto de partida mais comum é a lei de Sieverts. Em termos simples, a concentração de hidrogénio dissolvido na fusão é proporcional à raiz quadrada da pressão parcial de hidrogénio acima do metal, multiplicada por uma constante dependente da temperatura.
Expressão simplificada
[H]=K(T)×√PH2
Onde:
- [H] é a concentração de hidrogénio dissolvido.
- K(T) é uma constante de solubilidade dependente da temperatura.
- √PH2 é a pressão parcial do hidrogénio gasoso.
O que isto significa em linguagem vegetal
Se a atmosfera acima da fusão contiver mais potencial de hidrogénio, frequentemente devido à humidade, hidrocarbonetos ou produtos de combustão, a captação de hidrogénio torna-se mais fácil. Se a temperatura da fusão aumentar, a solubilidade do hidrogénio no líquido também tende a aumentar. É por isso que o metal quente, húmido e turbulento é uma receita perfeita para problemas de gás.
Porque é que a humidade é ainda mais importante do que muitas plantas esperam
As fundições dizem frequentemente que “a água é inimiga do alumínio fundido”, e isto não é um slogan. Trata-se de uma realidade termodinâmica. O vapor de água perto do metal quente dissocia-se, permitindo a absorção de hidrogénio. As fontes incluem:
- Material de carga húmida.
- Ferramentas húmidas
- Conchas não aquecidas.
- Condensação nas tampas de lavagem.
- Gases de combustão húmidos.
- Fugas junto aos circuitos de refrigeração.
Uma fábrica pode desgaseificar cuidadosamente, mas ainda assim ter dificuldades com a porosidade do gás se o controlo da humidade for deficiente.
O que acontece ao hidrogénio dissolvido quando o alumínio passa de líquido a sólido?
Quando a solidificação começa, o hidrogénio torna-se menos solúvel no sólido recém-formado. O sólido que avança rejeita o hidrogénio para o líquido remanescente. Isto aumenta a concentração local de hidrogénio nos canais interdendríticos e nas zonas de congelação final.
Porque é que a nucleação de poros ocorre na zona mole
Durante o congelamento, desenvolvem-se várias condições ao mesmo tempo:
- O volume de líquido remanescente diminui.
- A concentração de hidrogénio aumenta no líquido remanescente.
- A alimentação torna-se mais difícil.
- As películas e inclusões de óxido podem atuar como locais de nucleação.
- As condições de pressão dentro da zona mole tornam-se favoráveis ao crescimento dos poros.
Se o gás não puder se difundir, ele nucleia poros. Estes poros podem ser esféricos, alongados, interdendríticos ou ligados a cavidades de retração.
A porosidade do gás e a porosidade de retração interagem frequentemente
Por vezes, as plantas separam a porosidade do gás e a porosidade de retração como se não estivessem relacionadas. Na realidade, elas interagem frequentemente. O hidrogénio pode aumentar os espaços vazios que, de outra forma, permaneceriam pequenos. Uma alimentação deficiente pode amplificar os defeitos relacionados com o gás. A rede de porosidade resultante pode refletir ambos os mecanismos.
Porque é que os bifilmes agravam o problema
As películas de óxido dobradas na massa fundida, frequentemente designadas por bifilmes na metalurgia do alumínio, podem reter ar ou criar interfaces semelhantes a fissuras. Estas superfícies internas são locais ideais para a nucleação de poros de hidrogénio. É por isso que o controlo da turbulência é quase tão importante como a desgaseificação.
Sequência de solidificação e comportamento do hidrogénio
| Estágio | Estado do hidrogénio | Risco de defeito |
|---|---|---|
| Fusão totalmente líquida | O hidrogénio permanece dissolvido se estiver abaixo do limite de solubilidade | Carga de gás oculta, nem sempre visível |
| Congelação precoce | O sólido rejeita o hidrogénio no líquido remanescente | Início do enriquecimento local de hidrogénio |
| Zona mole | O líquido interdendrítico torna-se rico em hidrogénio | Nucleação e crescimento de poros |
| Solidificação final | Fechar caminhos de fuga | A porosidade fica retida no interior do metal |
| Arrefecimento até à temperatura ambiente | A solubilidade do hidrogénio sólido torna-se extremamente baixa | Os poros existentes permanecem, não podem desaparecer por si próprios |
De onde vem o hidrogénio nas operações reais de fusão e manutenção do alumínio?
A maioria dos problemas de produção de hidrogénio tem origem na humidade e não numa química misteriosa. A captação de hidrogénio é normalmente atribuída à disciplina de manuseamento, à atmosfera do forno ou ao estado das matérias-primas.
Fontes de hidrogénio comuns nas fábricas de alumínio
| Fonte | Como é que o hidrogénio entra na fusão | Sintoma típico da planta |
|---|---|---|
| Sucata húmida ou devoluções | A humidade dissocia-se no contacto com o metal quente | Aumento rápido do hidrogénio após o carregamento |
| Ferramentas húmidas e escumadeiras | Contacto da água com a superfície de fusão | Queima local, escórias, recolha de gás |
| Conchas e lavadoras não pré-aquecidas | Condensação ou humidade residual | Nível de gás variável entre aquecimentos |
| Atmosfera húmida do forno | O vapor de água interage com a massa fundida exposta | Recolha lenta mas persistente |
| Fluxos com contaminação por humidade | Fonte de hidrogénio durante o tratamento | Desempenho de desgaseificação inconsistente |
| Produtos para queimadores | A combustão cria vapor de água | Tendência para gases elevados em fornos mal ventilados |
| Transferência turbulenta | A renovação constante da superfície expõe o metal fresco | Mais oxidação e absorção de gases |
Porque é que a carga reciclada aumenta frequentemente o risco
O alumínio reciclado pode ser uma excelente matéria-prima, mas muitas vezes contém óleo, tinta, óxido e um historial de exposição variável à humidade. Se a preparação e a secagem forem inconsistentes, o risco de captação de hidrogénio aumenta significativamente.
Porque é que o tempo de espera é importante
A permanência prolongada a temperaturas elevadas dá mais tempo ao hidrogénio para entrar na massa fundida, especialmente quando a superfície está exposta e a atmosfera é húmida. Esta é uma das razões pelas quais as boas fábricas não dependem apenas da desgaseificação de emergência na fase final. Elas também reduzem a captação a montante.
Que condições do processo aumentam mais a solubilidade do hidrogénio ou a captação de hidrogénio?
O comportamento do hidrogénio depende de mais do que uma variável. A temperatura é importante, mas também o é a atmosfera, o tempo de exposição, a turbulência e a química da liga.
Variáveis-chave do processo e seu efeito
| Variável | Efeito sobre o hidrogénio dissolvido | Consequência da produção |
|---|---|---|
| Temperatura de fusão mais elevada | Tende a aumentar a solubilidade do hidrogénio | Pode permanecer mais hidrogénio no líquido antes da fundição |
| Humidade elevada ou vapor de água | Aumenta o potencial de captação de hidrogénio | O nível de gás sobe rapidamente |
| Tempo de retenção longo | Mais tempo para absorção | Maior risco de porosidade se não for tratado |
| Vazamento ou transferência turbulenta | Renova constantemente a superfície reactiva | Mais captação de hidrogénio e mais arrastamento de óxido |
| Superfície do forno suja e perturbação da escória | Expõe o metal a condições oxidantes | Defeitos combinados de gás e de inclusão |
| Fraco controlo do fluxo de cobertura | A superfície de fusão permanece exposta | Teor variável de gás |
| Re-fusão frequente das devoluções | Ciclos de exposição repetidos | Desvio do processo e perda de limpeza |
A química da liga altera o comportamento do hidrogénio?
Sim, mas o efeito nem sempre é simples. Os elementos de liga podem influenciar:
- Tendência para a oxidação da superfície.
- Interação com as inclusões.
- Caraterísticas da alimentação durante a congelação.
- Sensibilidade efectiva da porosidade.
- Reação à desgaseificação.
É mais seguro dizer que a química da liga modifica o risco de defeitos relacionados com o hidrogénio do que afirmar que existe uma regra universal de alteração da solubilidade em todas as composições.
Influência geral da família da liga
| Família ou caraterística da liga | Preocupações típicas relacionadas com o hidrogénio |
|---|---|
| Ligas com elevado teor de magnésio | Superfícies mais reactivas, maior formação de óxidos e espinélios |
| Ligas de fundição contendo silício | A porosidade pode tornar-se proeminente em secções críticas |
| Ligas secundárias recicladas | Histórico de contaminação e humidade variável |
| Ligas de biletes de alta qualidade | Limites apertados de hidrogénio devido a exigências de extrusão e de superfície a jusante |
| Laminagem de ligas em placas | Sensibilidade a bolhas e inclusões durante a laminagem e o tratamento térmico |
Porque é que a porosidade de hidrogénio aparece em algumas peças fundidas e não noutras?
Esta é uma das questões mais comuns nas fábricas. Uma peça fundida pode ter um teor moderado de hidrogénio e ainda assim fundir de forma aceitável numa geometria, enquanto outra peça falha gravemente. A explicação reside no efeito combinado do teor de hidrogénio, da taxa de solidificação, da capacidade de alimentação, da pressão e da população de óxidos.
Principais condições que influenciam a formação efectiva de poros
- Nível de hidrogénio dissolvido antes da fundição.
- Presença de sítios de nucleação de poros, tais como óxidos ou bifilmes.
- Pressão de solidificação no molde ou matriz.
- Taxa de arrefecimento e largura da zona mole.
- Capacidade da peça fundida para suportar a contração.
- Espessura da secção local
- Conceção do molde e turbulência de gating.
Porque é que os processos de alta pressão podem mascarar parte do problema
Os processos com elevada pressão metálica podem suprimir a expansão dos poros de gás visível. Isto não significa que o hidrogénio seja irrelevante. Pode ainda afetar a qualidade interna, a resposta ao tratamento térmico ou o desempenho das fugas.
Expressão do defeito por tipo de produto
| Tipo de produto | Defeito comum relacionado com o hidrogénio |
|---|---|
| Tarugo fundido DC | Porosidade central, variação da superfície de extrusão, risco de bolhas |
| Laje de laminagem | Defeitos internos de gás, bolhas após laminagem a quente ou tratamento térmico |
| Fundição por gravidade | Poros de gás em secções espessas, falha por fuga, maquinabilidade deficiente |
| Fundição a baixa pressão | Porosidade interna se a qualidade da massa fundida se deteriorar |
| Fornecimento de massa fundida para fundição injectada | Problemas de estanquidade à pressão, gás retido que interage com defeitos do processo |
| Fundição de rodas e de estruturas | Redução da vida à fadiga e interação local entre retração e gás |
Porque é que dois moldes idênticos podem dar resultados diferentes
Se uma panela tiver sido mantida durante mais tempo, se um caminho de transferência for mais turbulento, ou se um turno utilizar um pré-aquecimento de ferramentas ligeiramente diferente, os níveis de hidrogénio e óxido podem diferir o suficiente para alterar a formação de poros. É por isso que o controlo disciplinado do processo é mais importante do que o julgamento baseado na aparência.
Como é que os engenheiros e as fundições medem o hidrogénio no alumínio fundido?
O hidrogénio não pode ser bem controlado se não for medido. As principais fábricas combinam métodos diretos e indirectos, dependendo do valor do produto e da precisão necessária.
Métodos comuns de avaliação do hidrogénio e da porosidade
| Método | O que mede | Força | Limitação |
|---|---|---|---|
| Ensaio de pressão reduzida | Tendência da porosidade sob vácuo | Rápido e prático | Interpretação indireta, dependente do operador |
| Índice de densidade | Tendência relativa do gás com base na diferença de densidade | Controlo de tendências útil | Não é uma concentração direta de hidrogénio |
| Analisadores First Bubble ou similares | Medição direta do hidrogénio dissolvido | Forte valor de controlo do processo | Custo do equipamento e disciplina de calibração necessária |
| Amostra de solidificação sob vácuo | Gravidade da porosidade | Boa ferramenta de comparação | Interpretação ainda necessária |
| Metalografia | Estrutura real dos poros e interação de inclusão | Forte ferramenta de causa raiz | Não é um método rápido para o chão de fábrica |
| Ultrassons ou raios X no produto final | Deteção de defeitos internos | Forte validação | Demasiado tarde para evitar o problema da fusão |
Porque é que o índice de densidade continua a ser tão amplamente utilizado
É acessível, rápido e familiar. As plantas podem fazer a sua evolução através do calor. O ponto fraco é que reflecte a tendência da porosidade e não apenas o hidrogénio dissolvido. As inclusões e a prática de amostragem podem afetar o resultado.
Os produtores de lingotes, placas e fundição estrutural de alta qualidade preferem frequentemente analisadores diretos porque reduzem a ambiguidade. O desenvolvimento do processo torna-se mais fácil quando os engenheiros podem separar o verdadeiro teor de hidrogénio da variabilidade da amostra de fundição.
Estratégia de controlo típica por maturidade da instalação
| Nível da fábrica | Prática comum |
|---|---|
| Fundição de base | Ensaio ocasional de pressão reduzida |
| Operação de controlo do meio | Índice de densidade de rotina e registos do operador |
| Casa de campo avançada | Análise direta do hidrogénio, elaboração de gráficos de tendências e controlo estatístico |
| Fornecedor aeroespacial ou automóvel de primeira qualidade | Medição direta de hidrogénio, controlo de inclusão, validação de receitas e rastreabilidade de auditoria |
Quais os métodos mais eficazes para reduzir o teor de hidrogénio no alumínio fundido?
O método mais eficaz na produção moderna é a desgaseificação rotativa utilizando gás inerte, normalmente árgon ou nitrogénio, disperso através de um rotor de grafite. Outros métodos podem ajudar, mas o tratamento rotativo continua a ser o padrão industrial em muitas fábricas.
Comparação dos métodos de controlo do hidrogénio
| Método | Mecanismo principal | Força | Limitação |
|---|---|---|---|
| Desgaseificação rotativa | Bolhas finas de gás inerte retiram o hidrogénio da fusão | Alta eficiência, boa repetibilidade | Necessita de equipamento, peças em grafite e uma operação disciplinada |
| Borbulhamento da lança estática | As bolhas de gás sobem através da fusão | Configuração simples | Menor eficiência devido a bolhas grosseiras |
| Tratamento de fluxo | Ajuda na remoção de inclusões e na proteção da superfície | Apoia a limpeza da fusão | Remoção limitada de hidrogénio em comparação com o tratamento rotativo |
| Tratamento por vácuo | Diminui a pressão parcial do hidrogénio | Forte em sistemas específicos | Menos comum em muitas linhas de alumínio padrão |
| Apenas escumação de superfície | Elimina as impurezas da parte superior | Limpeza necessária | Não remove o hidrogénio dissolvido |
| Melhor secagem da carga e manuseamento de baixa turbulência | Evita a captação de hidrogénio | Excelente valor preventivo | Não é possível remover o gás já dissolvido |
Porque é que a prevenção é mais barata do que a correção
O hidrogénio mais barato é o hidrogénio que nunca entra na fusão. A carga seca, as ferramentas pré-aquecidas, a transferência calma e a prática de retenção coberta reduzem a carga sobre o sistema de desgaseificação.
Porque é que o tratamento rotativo também ajuda na limpeza
As bolhas de gás finas geradas por um rotor de grafite podem ajudar na flotação de óxidos. Esta é uma das razões pelas quais a desgaseificação bem efectuada melhora mais do que uma categoria de defeitos.
Como é que o controlo do hidrogénio afecta o desempenho dos biletes, das placas e da fundição a jusante?
Muitas equipas pensam no hidrogénio apenas em termos de poros visíveis nas superfícies de fratura. O verdadeiro impacto é mais vasto.
Efeitos a jusante associados a um controlo deficiente do hidrogénio
- Bolhas na superfície durante a laminagem ou o reaquecimento
- Menor estanquidade à pressão em peças fundidas.
- Redução da vida à fadiga.
- Má resposta da soldadura em alguns produtos.
- Maquinação instável.
- Mais sucata durante a inspeção por ultra-sons ou raios X.
- Reclamações de clientes relacionadas com fugas ou qualidade visual.
- Aspeto anodizado inconsistente devido a defeitos subsuperficiais.
Porque é que os biletes e as placas são altamente sensíveis
Os produtos forjados são submetidos a grandes deformações e, posteriormente, a um tratamento térmico. Os defeitos de gás ocultos podem abrir, aumentar ou tornar-se visíveis apenas após o processamento posterior. Um lingote que parece aceitável na casa de fundição pode criar problemas a jusante na extrusão ou laminação.
Tabela de sensibilidade do produto
| Rota do produto | Porque é que o controlo do hidrogénio é importante |
|---|---|
| Tarugo de extrusão | Acabamento da superfície, resistência às bolhas, consistência do perfil |
| Laje de laminagem | Qualidade da folha, integridade da folha, controlo do blister |
| Peças fundidas para fundição | Estanquidade, maquinabilidade, propriedades mecânicas |
| Peças estruturais para automóveis | Fadiga, comportamento de colisão, integridade interna |
| Peças fundidas com tratamento térmico | Expansão dos poros e redução da fiabilidade mecânica |
O que devem os engenheiros especificar ao redigir uma norma de controlo do hidrogénio?
Uma boa especificação do processo não deve limitar-se a “desgaseificar a massa fundida”. Deve definir critérios de aceitação mensuráveis e condições de funcionamento.
Elementos práticos a incluir numa norma técnica
| Item de especificação | Porque é importante |
|---|---|
| Teor máximo admissível de hidrogénio ou índice de densidade | Estabelece um objetivo de qualidade mensurável |
| Frequência de amostragem | Evita o desvio “calor bom, calor mau” |
| Janela de temperatura de fusão | A solubilidade e a eficácia do tratamento dependem da temperatura |
| Tempo de espera permitido antes da fundição | Limita a reabsorção |
| Necessidade de secagem da carga e pré-aquecimento da ferramenta | Reduz a recolha relacionada com a humidade |
| Tipo de gás de desgaseificação | O árgon e o azoto podem ter comportamentos diferentes na economia das plantas |
| Velocidade do rotor, tempo de tratamento e profundidade de imersão | Torna o processo repetível |
| Critérios para a substituição do rotor de grafite | As peças gastas reduzem a qualidade das bolhas |
| Formato de manutenção de registos | Apoia a análise e as auditorias das causas profundas |
Porque é que os limites de aceitação devem ser adequados à via do produto
Uma fundição por gravidade com requisitos modestos de estanquidade à pressão não necessita do mesmo limite utilizado numa placa de laminagem de qualidade superior. A capacidade do processo e a necessidade do cliente devem moldar o objetivo.
Porque é que as tendências são mais importantes do que os valores de um único teste
O resultado de um teste dá apenas uma imagem instantânea. Um padrão forte segue a tendência:
- Liga metálica
- forno
- operador
- deslocação
- receita de tratamento.
- taxa de defeitos a jusante.
Isto revela se a causa principal é estável ou está a mudar.
O que devem as equipas de aquisição verificar quando compram equipamento de desgaseificação, rotores de grafite ou analisadores de hidrogénio?
Este artigo centra-se na solubilidade do hidrogénio, mas muitos leitores também precisam de orientação para a compra, uma vez que a ciência orienta diretamente as escolhas de equipamento.
Lista de verificação das aquisições de sistemas de controlo de hidrogénio
| Item a avaliar | O que os compradores devem perguntar |
|---|---|
| Unidade de desgaseificação rotativa | Consegue manter estáveis as rotações, o fluxo de gás e a profundidade de imersão? |
| Grau do rotor de grafite | Qual é a densidade, o teor de cinzas, o revestimento e a vida útil prevista? |
| Design do veio em grafite | O controlo do alinhamento é suficientemente forte para evitar a oscilação? |
| Sistema de distribuição de gás | Que pureza e estabilidade de fluxo podem ser garantidas? |
| Precisão do analisador | Que dados de rotina de calibração e de repetibilidade estão disponíveis? |
| Prazo de entrega das peças de substituição | O fornecedor pode dar resposta a necessidades urgentes de substituição? |
| Apoio ao processo | O fornecedor ajudará a otimizar as receitas de tratamento na produção real? |
| Documentação | Os procedimentos operacionais, desenhos e instruções de manutenção estão incluídos? |
Porque é que o custo total é mais importante do que o preço unitário
Um rotor de baixo custo que produz bolhas de tamanho instável pode aumentar:
- consumo de gás
- tempo de tratamento
- sucata
- geração de escórias
- tempo de inatividade
- risco do cliente
Isto significa que a peça sobresselente mais barata é frequentemente a mais cara na produção real.
Se o alumínio líquido pode conter muito mais hidrogénio do que o alumínio sólido, então todas as fábricas precisam de uma forma de controlar essa diferença antes do início do congelamento. É por isso que as unidades de desgaseificação, os rotores de grafite, os analisadores e os componentes de manuseamento da massa fundida não são acessórios opcionais em linhas exigentes. Eles são respostas diretas à queda de solubilidade.
Que ideias erradas comuns levam a problemas de porosidade repetidos?
Mesmo as fábricas experientes repetem por vezes os mesmos pressupostos errados.
Equívoco 1: “A fusão parecia limpa, por isso o hidrogénio deve ser baixo”.”
Uma superfície brilhante não prova a existência de pouco gás dissolvido. O hidrogénio é invisível até causar problemas.
Equívoco 2: “A desnatação remove o hidrogénio”.”
A desnatação remove as impurezas e os contaminantes flutuantes. Não remove o hidrogénio dissolvido da massa fundida.
Ideia errada 3: “Um ciclo de desgaseificação resolve tudo”.”
O hidrogénio pode voltar a entrar durante a retenção, transferência ou vazamento turbulento. A desgaseificação deve ser combinada com um manuseamento disciplinado.
Equívoco 4: “Só as fundições precisam de controlo de hidrogénio”.”
As operações de tarugo, placa, folha de alumínio e extrusão também são altamente sensíveis, muitas vezes de formas que aparecem mais tarde a jusante.
Erro 5: “Porosidade significa apenas gás, não retração.”
Muitos defeitos envolvem limitações de gás e de alimentação. A análise metalográfica mostra normalmente a interação.
Erros comuns e consequências
| Erro | Efeito imediato | Resultado a mais longo prazo |
|---|---|---|
| Carregamento de devoluções por via húmida | Recolha rápida de gás | Porosidade persistente ao longo do turno |
| Desgaseificação demasiado cedo, depois retenção prolongada | Reabsorção antes da moldagem | Bom teste, produto fraco |
| Agitação excessiva da superfície | Arrastamento de óxidos | Defeitos combinados de gás e de inclusão |
| Utilizar rotores de grafite gastos | Bolhas grossas, desgaseificação fraca | Hidrogénio mais elevado e resultados variáveis |
| Ignorar a calibração do analisador | Falsa confiança | Decisões de processo incorrectas |
Como podem as fábricas reduzir a captação de hidrogénio antes de o metal chegar ao molde?
O programa de controlo de hidrogénio mais rigoroso começa antes de a massa fundida entrar na estação de desgaseificação.
Acções preventivas de elevado valor
- Secar e pré-aquecer os materiais de carga.
- Guardar as devoluções em local coberto.
- Pré-aquecer os utensílios, as conchas, as lavadoras e as escumadeiras.
- Manter a atmosfera do forno estável.
- Minimizar o tempo de exposição à fusão aberta.
- Reduzir a transferência turbulenta e o derrame em cascata.
- Retirar as impurezas com cuidado, em vez de as agitar no banho.
- Verificar a pureza do gás e a calibração do analisador.
- Substituir as peças de grafite gastas de acordo com o calendário.
- Adaptar o tempo de tratamento ao volume real da fusão.
Porque é que a prevenção e a remoção devem trabalhar em conjunto
A prevenção reduz a carga de hidrogénio que entra. A desgaseificação remove o gás dissolvido remanescente. A filtração ajuda a eliminar as inclusões em suspensão. A melhor qualidade do metal provém desta estratégia em camadas, e não da confiança num único passo.
Qual é a relação prática entre a solubilidade do hidrogénio, a desgaseificação e o risco de porosidade?
Esta relação pode ser resumida numa cadeia de processos:
- A humidade e a exposição introduzem hidrogénio no alumínio fundido.
- O alumínio líquido dissolve rapidamente o hidrogénio.
- O alumínio sólido não aguenta a mesma quantidade.
- A solidificação rejeita o hidrogénio no líquido remanescente.
- Se o hidrogénio não tiver para onde ir, formam-se poros.
- A porosidade prejudica a qualidade e aumenta o desperdício.
- A desgaseificação e o manuseamento disciplinado interrompem esta cadeia.
Quadro recapitulativo da cadeia de processos
| Etapa | Evento metalúrgico | Método de controlo |
|---|---|---|
| Recolha de hidrogénio | A humidade interage com o metal líquido | Carga seca, pré-aquecimento, atmosfera controlada |
| Dissolução na massa fundida | O alumínio líquido retém facilmente o hidrogénio | Tempo de retenção curto, manuseamento da massa fundida coberta |
| Rejeição da solidificação | O sólido rejeita o hidrogénio em líquido | Reduzir o hidrogénio inicial antes da fundição |
| Nucleação de poros | O hidrogénio acumula-se no último líquido de congelação | Desgaseificação, baixa turbulência, fusão limpa |
| Formação final do defeito | Os poros ficam retidos no produto | Ensaios, controlo de processos, inspeção a jusante |
Perguntas frequentes sobre a solubilidade do hidrogénio no alumínio fundido versus alumínio sólido
Hidrogénio no alumínio fundido: 10/10 FAQ
1. Porque é que o hidrogénio é mais solúvel no alumínio fundido do que no sólido?
Tudo se resume a disposição atómica. O alumínio líquido tem uma estrutura desordenada com mais “vazios” temporários e elevada mobilidade atómica, permitindo que os átomos de hidrogénio se encaixem facilmente. Quando se solidifica numa estrutura cristalina cúbica de face centrada (FCC), há muito menos espaço intersticial disponível para reter o gás.
2. Quanto maior é a solubilidade do hidrogénio no alumínio líquido?
A diferença é dramática. No ponto de fusão, o alumínio líquido pode conter aproximadamente 10 a 20 vezes mais hidrogénio do que a fase sólida. Esta queda súbita na solubilidade durante a mudança de fase é a raiz física de quase todos os defeitos relacionados com o gás na fundição de alumínio.
3. O que acontece ao hidrogénio quando o alumínio solidifica?
Quando o metal congela, a fase sólida “rejeita” o hidrogénio dissolvido no líquido restante. Isto faz com que a concentração de hidrogénio no líquido dispare até atingir um ponto em que se forma bolhas de gás. Se estas bolhas forem apanhadas pela frente sólida que avança, permanecem como poros internos.
4. O hidrogénio é o único gás preocupante no alumínio?
5. O aumento da temperatura de fusão aumenta a solubilidade do hidrogénio?
Sim. A solubilidade aumenta exponencialmente com a temperatura. O “sobreaquecimento” da fusão não só permite que esta retenha mais hidrogénio, como também aumenta a taxa a que o alumínio reage com a humidade atmosférica para apanhar mais gás.
6. A desnatação pode remover o hidrogénio dissolvido?
7. Qual é o melhor método industrial para reduzir o hidrogénio?
Desgaseificação rotativa é o padrão da indústria. Ao injetar bolhas finas de um gás inerte (Árgon ou Azoto) através de um rotor de grafite em rotação, os átomos de hidrogénio difundem-se nas bolhas e são transportados para a superfície onde são libertados em segurança.
8. Porque é que uma peça fundida pode apresentar porosidade mesmo após a desgaseificação?
9. Como é que as plantas testam o hidrogénio no alumínio fundido?
CONTROLO DE QUALIDADE
A ferramenta mais comum é a Ensaio de pressão reduzida (RPT), que amplia o conteúdo de gás para inspeção visual. Operações mais precisas utilizam Índice de densidade ou analisadores diretos de hidrogénio dissolvido (como o Alscan ou o Telegas) para obter dados numéricos em tempo real.
10. Qual a importância do controlo do hidrogénio na produção de biletes e placas?
Resumo técnico final
A solubilidade do hidrogénio no alumínio fundido versus o alumínio sólido é um dos conceitos mais importantes na metalurgia do alumínio. O metal líquido pode conter muito mais hidrogénio do que o metal sólido. Durante o congelamento, essa diferença transforma o gás dissolvido numa ameaça de porosidade. É por isso que o tratamento de fusão não se trata apenas de um ajuste químico ou de desnatação da superfície. Trata-se de gerir uma transição termodinâmica que empurra naturalmente o hidrogénio para fora da solução no pior momento possível, mesmo no interior do produto durante a solidificação.
As lições práticas são claras:
- O alumínio líquido pode absorver facilmente o hidrogénio, especialmente em condições quentes, húmidas e turbulentas.
- O alumínio sólido tem uma capacidade de hidrogénio muito baixa.
- A queda de solubilidade durante o congelamento é a causa direta da porosidade do gás.
- Óxidos, bifilmes e alimentação deficiente tornam o defeito mais grave.
- A prevenção começa com uma carga seca, ferramentas secas e um manuseamento calmo da fusão.
- O controlo requer medições e não adivinhações visuais.
- A desgaseificação rotativa e o controlo disciplinado do processo continuam a ser fundamentais para uma fundição de alumínio de qualidade.
No pensamento de processo da AdTech, este tópico não é uma questão restrita ao laboratório. Afecta a especificação do equipamento, a conceção do manuseamento da massa fundida, a prática de desgaseificação, a seleção do rotor de grafite, a escolha do analisador e a qualidade do cliente final. Qualquer engenheiro, diretor de produção ou especialista em aquisições que trabalhe com alumínio deve compreender claramente este contraste de solubilidade, porque explica porque é que alguns aquecedores fundem de forma limpa enquanto outros geram porosidade, bolhas e falhas dispendiosas a jusante.
