Na fundição moderna de alumínio, o caminho mais fiável para reduzir o teor de hidrogénio, reduzir o número de furos, limpar o metal e manter a qualidade do lingote, da placa ou da fundição é uma AdTech unidade de desgaseificação rotativa equipado com um rotor de grafite e veio de grafite, O processo de fusão do alumínio fundido é realizado com uma janela controlada de fluxo de gás, velocidade do rotor, profundidade de imersão, temperatura de fusão e tempo de tratamento. Quando essas variáveis são combinadas com o tipo de liga e as condições do forno, o alumínio fundido apresenta menor índice de densidade, menos defeitos de gás, melhor flutuação de inclusão, redução de entupimento a jusante, melhor acabamento superficial e maior consistência do processo. Em termos práticos, uma boa desgaseificação rotativa não é uma etapa de tratamento secundário. É um ponto de controlo metalúrgico fundamental.
Se o seu projeto requer a utilização da Unidade de Desgaseificação de Alumínio Fundido, pode contactar-nos para um orçamento gratuito.
O alumínio fundido pode parecer calmo à superfície, mas no interior da fusão pode conter hidrogénio dissolvido, películas de óxido fragmentadas, resíduos de fluxo e partículas não metálicas finas. O hidrogénio é o problema de gás mais persistente porque o alumínio líquido dissolve o hidrogénio muito mais rapidamente do que o alumínio sólido. Durante a solidificação, o hidrogénio dissolvido perde a solubilidade e forma poros. O resultado pode ser buracos visíveis, porosidade interna, menor estanqueidade à pressão, menor vida útil à fadiga, má resposta à maquinação ou aspeto instável da anodização. A desgaseificação rotativa resolve este problema através de um rotor rotativo de grafite que dispersa o gás inerte em bolhas muito finas. Estas bolhas criam uma área de superfície elevada, o que acelera a difusão do hidrogénio para fora do metal, ao mesmo tempo que ajuda as inclusões a subir para a superfície. Esta combinação faz com que o tratamento rotativo seja um dos métodos de purificação de alumínio fundido mais amplamente adoptados em casas de fundição, fundições de fundição injetada, linhas de tarugos e fábricas de placas de laminação.

O que é que a desgaseificação do alumínio fundido resolve e porque é que é essencial antes da fundição?
A desgaseificação remove o hidrogénio dissolvido e ajuda a transportar as impurezas suspensas para fora da fusão. Na metalurgia do alumínio, o hidrogénio é o principal gás dissolvido de preocupação porque pode entrar facilmente na fusão através da humidade, ferramentas molhadas, material de carga húmido, produtos de combustão húmidos ou exposição à atmosfera do forno.
Quando o metal arrefece e começa a solidificar, a solubilidade do hidrogénio diminui drasticamente. Essa queda força o gás a sair da solução, produzindo porosidade. O defeito pode aparecer de várias formas:
- Furos finos perto da superfície.
- Poros internos visíveis na fratura ou na macrofissura.
- Redução da estanquidade à pressão em componentes fundidos.
- Menor alongamento e resistência à fadiga.
- Bolhas na superfície após laminagem ou tratamento térmico.
- Comportamento de maquinagem inconsistente.
- Rejeição em aplicações de vácuo ou sensíveis a fugas.
Uma fábrica que não efectua a desgaseificação ou que a efectua de forma insuficiente regista normalmente uma maior variabilidade na qualidade, mesmo quando a química e a temperatura parecem aceitáveis.
Leia também:O que é desgaseificação? Significado, finalidade, métodos?
Hidrogénio no alumínio fundido: a questão metalúrgica central
O hidrogénio entra na fusão através do contacto com vapor de água ou hidrocarbonetos. Mesmo uma pequena quantidade de humidade pode desencadear a captação de hidrogénio. As fontes comuns incluem:
- Sucata húmida
- Atmosfera húmida do forno.
- Fluxos húmidos
- Superfícies refractárias húmidas.
- Sistemas de refrigeração com fugas na proximidade de pontos de transferência.
- Condensação nas ferramentas ou nos lavadores durante o arranque.
É por este motivo que dois calores com uma química de liga quase idêntica podem fundir de forma muito diferente. Um calor pode ter baixo teor de hidrogénio e fundir limpo. Outro pode ter gás dissolvido suficiente para produzir porosidade em toda uma corrida.
Principais riscos para a qualidade da massa fundida associados a uma desgaseificação deficiente
| Problema na produção | Causa raiz típica | Resultado no produto final |
|---|---|---|
| Furos e porosidade do gás | Hidrogénio dissolvido elevado | Densidade reduzida, falha de fuga, defeitos de maquinagem |
| Bolhas após laminagem ou tratamento térmico | Hidrogénio aprisionado no metal | Rejeição de superfícies e reclamações de clientes |
| Baixa resistência à fadiga | Poros de gás e interação de óxidos | Início precoce da fissura |
| Filtragem instável | Carga de inclusão pesada misturada com bolhas de gás | Flutuações de pressão e redução da vida útil do filtro |
| Acabamento superficial deficiente | Escória e óxido transportados para a fundição | Estrias, lascas, aspereza |
Uma regra útil no tratamento da fusão é simples: a química por si só não garante a qualidade da fundição. O controlo do hidrogénio continua a ser igualmente importante.
Como é que uma unidade de desgaseificação rotativa remove o hidrogénio do alumínio líquido?
Uma unidade de desgaseificação rotativa injecta um gás de tratamento inerte ou semi-inerte através de um eixo rotativo de grafite e de um rotor de grafite, por vezes designado por impulsor. O rotor quebra o fluxo de gás numa nuvem de pequenas bolhas e faz circular a massa fundida ao mesmo tempo. Esta ação combinada é a razão pela qual os sistemas rotativos geralmente superam a simples borbulhagem por lança.
O princípio físico subjacente à remoção do hidrogénio
O hidrogénio difunde-se do alumínio fundido para as bolhas de gás de tratamento porque a pressão parcial do hidrogénio no interior da bolha recém-formada é muito baixa. As bolhas pequenas são importantes porque fornecem:
- Mais área de superfície por unidade de volume de gás.
- Tempo de contacto mais longo na massa fundida.
- Melhor distribuição na zona de tratamento.
- Transferência de hidrogénio mais eficiente.
O rotor giratório também move a massa fundida de uma região para outra, reduzindo as zonas mortas e melhorando a uniformidade em toda a câmara de tratamento ou bolsa do forno.
Desgaseificação rotativa comparada com purga de gás simples
| Método de tratamento | Qualidade das bolhas | Circulação de metais | Eficiência de desgaseificação | Resultado típico da instalação |
|---|---|---|---|---|
| Purga da lança estática | Bolhas grossas | Fraco | Moderado a baixo | Tratamento desigual e tempo de ciclo mais longo |
| Desgaseificação rotativa | Bolhas finas e bem dispersas | Forte | Elevado | Menor hidrogénio e melhor consistência |
| Tratamento apenas com comprimidos ou fluxos | Efeito limitado do gás | Mínimo | Baixa remoção de hidrogénio | Pode ajudar as inclusões, mas não o suficiente no controlo do gás |
Porque é que o tamanho das bolhas altera tanto o desempenho
As bolhas muito grandes sobem rapidamente e saem da fusão antes de ocorrer uma grande transferência de hidrogénio. Um rotor bem concebido cria um campo de bolhas fino e estável. Isso aumenta o tempo de permanência e melhora muito a eficiência do tratamento. As fábricas vêem frequentemente a diferença imediatamente no índice de densidade, nos resultados dos testes de pressão reduzida e na taxa de defeitos de fundição.
Flotação por inclusão durante o tratamento rotativo
A desgaseificação rotativa não é apenas uma questão de hidrogénio. As bolhas finas podem ligar-se a películas de óxido, resíduos de fluxo e outras partículas em suspensão. Uma vez aderidas, estas impurezas tornam-se mais flutuantes e movem-se em direção à superfície da fusão ou à camada de escuma. Isto significa que um bom sistema rotativo suporta tanto a remoção de gás como a melhoria da limpeza.

Que gases são utilizados na desgaseificação rotativa e como devem ser selecionados?
A seleção do gás afecta o custo do tratamento, a eficiência da remoção de hidrogénio, a limpeza do metal, a carga ambiental e o desgaste do equipamento. As escolhas mais comuns são o árgon e o azoto. Algumas operações também utilizam misturas com cloro em casos especiais, embora muitas fábricas prefiram atualmente a prática sem cloro devido a preocupações com a segurança e as emissões.
Tabela de comparação de gases
| Tipo de gás | Principal benefício | Limitação principal | Caso de utilização típico |
|---|---|---|---|
| Árgon | Altamente inerte, forte desempenho de desgaseificação, baixo risco de reação | Custo mais elevado | Linhas de limpeza de alta qualidade, famílias de ligas reactivas, objectivos de qualidade rigorosos |
| Nitrogénio | Custo mais baixo, amplamente disponível, eficaz em muitas ligas de alumínio | Ligeiramente menos inerte do que o árgon, a janela de aplicação depende da liga e da prática da fábrica | Utilização geral da casa de fundição, operações sensíveis aos custos |
| Árgon mais cloro ou mistura com cloro | Ajuda a remover o hidrogénio e certas impurezas alcalinas dissolvidas | Segurança, corrosão, controlo de fumos, pressão regulamentar | Sistemas antigos ou vias de tratamento especializadas |
Quando o árgon é preferido
O árgon é frequentemente escolhido quando:
- Os objectivos de limpeza são muito rigorosos.
- O valor do produto é elevado.
- A química das ligas é mais reactiva.
- A fábrica pretende a via de processamento mais estável e inerte.
- As auditorias aos clientes dão grande ênfase aos registos de tratamento da fusão.
Quando o azoto é uma opção prática
O azoto continua a ser comum em muitas casas de fundição porque pode produzir resultados muito bons a baixo custo, desde que a família de ligas, a temperatura de tratamento e a disciplina de funcionamento sejam adequadas.
Porque é que a pureza do gás é importante
Mesmo o gás correto pode ter um desempenho inferior se a pureza for fraca ou se as fugas na linha introduzirem humidade. Os engenheiros devem verificar:
- Especificação da pureza do gás.
- Nível do ponto de orvalho.
- Estabilidade do fluxo.
- Integridade das mangueiras e dos acessórios.
- Estado do regulador.
Um rotor de alta qualidade não pode compensar o gás húmido ou o fornecimento instável de gás.
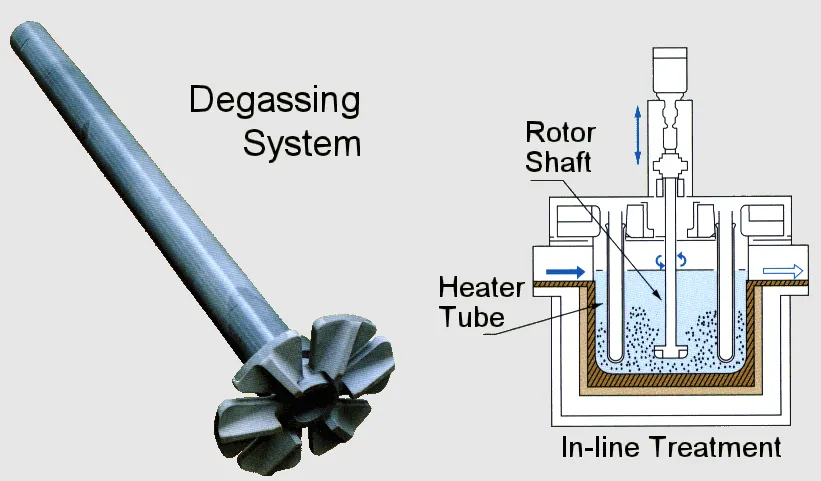
Quais são os principais componentes de uma unidade de desgaseificação rotativa AdTech?
Um sistema de desgaseificação rotativo não é apenas um motor com um impulsor de grafite. A fiabilidade do tratamento depende do conjunto completo.
Componentes principais da unidade
| Componente | Função | Porque é importante |
|---|---|---|
| Motor de acionamento | Roda o eixo e o rotor | O controlo estável da velocidade influencia a qualidade das bolhas |
| Mecanismo de elevação | Levanta e baixa o conjunto do eixo | Controla a profundidade de imersão e protege o rotor durante o arranque ou a paragem |
| Eixo de grafite | Transfere o gás e o binário para o rotor | Deve resistir à oxidação e ao choque térmico |
| Rotor de grafite | Quebra o gás em bolhas finas e faz circular a massa fundida | Principal componente ativo do tratamento |
| Sistema de distribuição de gás | Envia árgon ou azoto para o veio | A estabilidade do fluxo afecta a remoção de hidrogénio |
| Armário de controlo | Define a velocidade, o tempo, a taxa de gás e a sequência de movimentos | O processamento repetível depende de definições consistentes |
| Capa de proteção ou dispositivo de vedação | Reduz a propagação de fumos e a perda de calor | Melhora a segurança das instalações e a estabilidade do tratamento |
| Estrutura de montagem ou carro de transporte | Suporta a unidade por cima do forno, da panela ou da caixa de tratamento | A precisão estrutural permite uma imersão e alinhamento fiáveis |
Locais de unidades rotativas em produção
As unidades de desgaseificação rotativas AdTech podem ser instaladas em:
- Fornos de espera
- Conchas de transferência
- Cadinhos
- Caixas de tratamento em linha.
- Estações de refinação ligadas ao branqueamento.
A melhor localização depende do volume de fusão, do ritmo dos lotes, da frequência de mudança de liga e da rota de fundição a jusante.
Porque é que a precisão do controlo é importante
Duas unidades com potência de motor semelhante podem produzir resultados de tratamento muito diferentes se uma delas não tiver um controlo de velocidade preciso ou um posicionamento de imersão estável. A repetibilidade é crucial porque a captação de hidrogénio pode mudar rapidamente de calor para calor. As fábricas precisam de uma receita de desgaseificação que possam repetir, e não de um método de tratamento baseado na sensação do operador.
Que especificações do rotor de grafite são mais importantes no funcionamento real da fábrica?
O tráfego de pesquisa sobre este tópico centra-se normalmente numa pergunta: “O que devo verificar numa folha de especificações de um rotor de grafite?” A resposta é mais abrangente do que apenas o diâmetro. A vida útil do rotor e a qualidade do tratamento dependem do tipo de material, da estrutura, da geometria, do design da saída de gás, da proteção anti-oxidação, da precisão dimensional e da compatibilidade com o veio.
Principais especificações do rotor de grafite
| Item de especificação | Foco industrial típico | Porque é importante |
|---|---|---|
| Grau de grafite | Grafite de grão fino, de elevada pureza e densa | Força, resistência à oxidação, baixo risco de contaminação |
| Densidade aparente | Os graus de densidade mais elevados são frequentemente preferidos | Melhor resistência ao desgaste e menor fuga de gás através do corpo |
| Teor de cinzas | É preferível um teor muito baixo de cinzas | Reduz o risco de contaminação no alumínio fundido |
| Proteção contra a oxidação | Impregnação ou revestimento de superfície | Prolonga a vida útil em condições de oxidação a quente |
| Diâmetro do rotor | Corresponde ao volume da fusão e à geometria do recipiente | Controla o padrão de circulação e a dispersão das bolhas |
| Forma do rotor | Estilos abertos, fechados, com ranhuras e multiportas | Influencia o tamanho das bolhas, o cisalhamento e a flotação de inclusão |
| Conceção do orifício de gás | Número, dimensão e ângulo das saídas | Crítico para a distribuição de bolhas |
| Estilo da rosca ou da junta | Encaixe seguro com o eixo | Evita oscilações, fugas e falhas mecânicas |
| Temperatura máxima de funcionamento | Ligado ao grau e ao revestimento da grafite | Ajuda a definir a janela de serviço |
| Vida útil prevista | Medido em ciclos, horas ou toneladas | Importante no planeamento de custos |
Intervalos típicos de propriedades do rotor de grafite
Os valores exactos variam consoante o fabricante e o tipo. As gamas que se seguem reflectem a prática industrial comum e não uma norma universal única.
| Imóveis | Gama típica em rotores de grafite de alta qualidade | Significado prático |
|---|---|---|
| Densidade aparente | 1,70 a 1,86 g/cm³ | Uma densidade mais elevada permite normalmente uma vida útil mais longa |
| Teor de cinzas | Inferior a 0,3% | Menor transferência de impurezas para a massa fundida |
| Resistência à flexão | 20 a 45 MPa | Ajuda a resistir a fissuras durante a rotação e a imersão |
| Resistência à compressão | 50 a 100 MPa | Apoia a estabilidade estrutural |
| Porosidade aparente | Baixo e controlado | Menor oxidação e menor infiltração de gás |
| Vida útil | Dezenas a centenas de ciclos consoante a utilização | Principal fator de custo na aquisição |
Porque é que a geometria do rotor não é um pormenor menor
A geometria do rotor controla a criação de bolhas e a circulação da fusão. Uma geometria deficiente pode produzir bolhas grandes e zonas mortas, mesmo quando o fluxo de gás e as rpm parecem corretos. Um design forte espalha o gás uniformemente, mantém a nuvem de bolhas estável e evita a formação de vórtices violentos que podem puxar o óxido da superfície de volta para a fusão.
Famílias comuns de projectos de rotores
| Tipo de rotor | Comportamento típico | Situações adequadas |
|---|---|---|
| Rotor de ranhura aberta | Forte quebra de gás, fácil limpeza | Tratamento de uso geral |
| Rotor fechado ou semi-fechado | Libertação de bolhas mais controlada | Aplicações que necessitam de uma dispersão fina estável |
| Rotor radial de múltiplos furos | Amplo campo de bolhas | Volume de fusão médio a grande |
| Rotor de bombagem | Forte circulação e desgaseificação | Câmaras de tratamento de maiores dimensões ou caixas em linha |
O que reduz a vida útil do rotor
Os principais factores que limitam a vida são:
- Oxidação no ar durante a exposição inativa a quente.
- Choque térmico devido a um pré-aquecimento deficiente.
- Impacto mecânico durante a imersão.
- Fluxo de gás incorreto que provoca uma combustão instável ou sobreaquecimento local.
- Ataque químico em atmosferas agressivas de fornos.
- Funcionamento em excesso de velocidade.
- Mau alinhamento do eixo.
Um rotor de baixo preço pode parecer atrativo na ordem de compra, mas a substituição frequente, a quebra súbita e o tratamento instável tornam-no muitas vezes a escolha mais dispendiosa.
Como é que as especificações do veio de grafite influenciam a estabilidade da desgaseificação?
Muitas vezes, o eixo recebe menos atenção do que o rotor, mas o eixo transporta gás, transmite binário e mantém o rotor em posição num ambiente hostil de metal fundido. Se a qualidade do veio for fraca, o rotor não pode ter o seu melhor desempenho.
Parâmetros importantes do veio de grafite
| Parâmetro | O que os compradores devem verificar | Efeito sobre o funcionamento |
|---|---|---|
| Tipo de material | Grafite densa e de elevada pureza com tratamento anti-oxidação | Melhor resistência ao desgaste e à oxidação |
| Comprimento do veio | Corresponde à profundidade do forno e ao curso de elevação | Imersão correta e funcionamento seguro |
| Diâmetro exterior | Adequado à necessidade de binário e ao tamanho da passagem de gás | Estabilidade durante a rotação |
| Tamanho do furo interno | Dimensionado para o caudal de gás de tratamento | Evita a restrição de gás |
| Conceção conjunta | Ligação roscada ou bloqueada personalizada | Limita as vibrações e as fugas |
| Tolerância de retilinearidade | Controlo rigoroso da maquinação | Reduz a oscilação e o desgaste irregular do rotor |
| Qualidade do revestimento | Proteção anti-oxidação uniforme | Vida quente mais longa acima da linha de fusão |
Porque é que a zona quente superior é crítica
A secção do veio perto da superfície metálica e da abertura do forno sofre frequentemente a oxidação mais rápida. Esta região é afetada pelo ar quente, pelos ciclos térmicos e pelo ataque dos fumos. Um bom revestimento e uma prática operacional inteligente podem acrescentar muitos ciclos de vida.
Modos de falha do veio observados na produção
- Desbaste por oxidação acima da linha de fusão.
- Danos na rosca da ligação do rotor.
- Dobragem devido a impacto ou manuseamento incorreto.
- Bloqueio do furo interno devido a depósitos.
- Iniciação de fissuras após choques térmicos repetidos.
Um comprador que esteja a avaliar componentes de grafite deve tratar o veio e o rotor como um conjunto combinado e não como peças sobresselentes não relacionadas.
Que parâmetros de funcionamento determinam a eficiência da remoção de hidrogénio?
Mesmo o hardware de alta qualidade não terá um bom desempenho se a janela do processo estiver errada. A desgaseificação rotativa tem diversas variáveis ajustáveis e a sua interação determina se a fusão melhora ou se é simplesmente agitada.
Principais variáveis do processo
| Parâmetro | Se for demasiado baixo | Se for demasiado elevado | Lógica prática dos objectivos |
|---|---|---|---|
| Velocidade do rotor | Bolhas grandes, circulação fraca | Vórtice de superfície, arrastamento de impurezas, desgaste excessivo | Utilizar uma velocidade que crie bolhas finas sem puxar o óxido de superfície para baixo |
| Caudal de gás | Transferência limitada de hidrogénio | Coalescência de bolhas, turbulência, perturbação de metais | Corresponder ao volume da massa fundida e à geometria do rotor |
| Profundidade de imersão | Mistura deficiente apenas na parte superior | Interação de fundo ou refractária | Manter o rotor na zona de fusão ativa com folga a partir do fundo |
| Tempo de tratamento | Desgaseificação incompleta | Escória extra, oxidação, menor produtividade | Validar através de testes de hidrogénio em vez de adivinhação |
| Temperatura de fusão | Comportamento lento da bolha se for demasiado baixa | Maior risco de oxidação e de captação de hidrogénio se for demasiado elevado | Manter-se dentro da janela de fundição específica da liga |
| Massa e geometria do metal | Tratamento desigual se não for considerado | Má transferência de receitas entre fornos | Ajustes de escala ao volume real do banho e à forma do recipiente |
Porque é que as rpm não podem ser escolhidas por hábito
Um erro comum nas fundições é usar uma velocidade de rotor para cada liga, forno e tamanho de lote. Isso raramente dá o melhor resultado. O mesmo rotor pode precisar de uma rpm diferente num cadinho pequeno do que num forno maior. As fábricas que validam as rotações em relação aos dados de teste de hidrogénio, normalmente, obtêm uma maior repetibilidade.
Método de desenvolvimento de processos recomendado
Os engenheiros constroem frequentemente a receita desta forma:
- Definir família de ligas e volume de fusão.
- Selecionar o tipo e a pureza do gás.
- Escolha uma profundidade de imersão segura para o rotor.
- Efetuar várias combinações de velocidade e de taxa de gás.
- Medir o nível de hidrogénio, o índice de densidade ou o resultado da pressão reduzida.
- Registar a formação de impurezas e o desgaste do rotor.
- Fixar a receita que equilibra a qualidade, o custo e a vida útil dos componentes.
Este método baseado em dados é muito mais forte do que copiar uma definição de outra linha.
Como é que a desgaseificação rotativa afecta a remoção de inclusões, a geração de escórias e o rendimento do metal?
O tratamento rotativo influencia mais do que o teor de gás. Também afecta o comportamento das impurezas em suspensão, o volume de escuma e a perda de massa fundida. Um bom sistema reduz o hidrogénio e promove a flutuação de inclusões sem criar turbulência desnecessária.
Benefícios para além da redução do hidrogénio
- As películas de óxido movem-se para cima de forma mais eficiente.
- As partículas finas não metálicas podem aderir às bolhas e subir.
- A temperatura de fusão torna-se mais uniforme na zona de tratamento local.
- Os filtros de espuma cerâmica a jusante podem durar mais tempo devido a uma menor carga de contaminação.
- Os defeitos de fundição ligados à interação combinada de gás e inclusão diminuem frequentemente.
Mas será que a desgaseificação pode aumentar a escória?
Sim, as más práticas podem criar escórias adicionais. Se a velocidade do rotor for demasiado elevada ou a imersão for demasiado superficial, a unidade pode puxar o óxido da superfície para a fusão e gerar mais oxidação. Isto significa que a desgaseificação deve ser controlada. Um bom tratamento rotativo é calmo abaixo da superfície, não violento no topo.
Tabela de balanço do processo
| Estado de funcionamento | Efeito sobre o hidrogénio | Efeito sobre as inclusões | Efeito sobre a escória e o rendimento |
|---|---|---|---|
| RPM e débito de gás corretos | Remoção forte | Bom suporte de flutuação | Nível de desnatação aceitável |
| Demasiada agitação da superfície | Resultado misto | O óxido de superfície pode voltar a entrar na massa fundida | Maior quantidade de escórias, menor rendimento |
| Tempo de tratamento demasiado curto | Remoção fraca | Flutuação limitada | Pode parecer eficiente, mas a qualidade continua a ser fraca |
| Tratamento estável e desnatação adequada | Melhor resultado global | Derretimento mais limpo | Menor desperdício e melhor estabilidade de rendimento |
Porque é que o rendimento deve ser incluído na avaliação da desgaseificação
Algumas instalações avaliam uma unidade de desgaseificação apenas pelos números de hidrogénio. Isso é incompleto. O verdadeiro resultado económico inclui:
- Taxa de sucata
- Geração de escórias.
- Consumo do rotor e do veio.
- Tempo de tratamento.
- Consumo de gás.
- Tempo de inatividade devido a manutenção.
- Qualidade final da fundição.
A melhor configuração nem sempre é a que tem o resultado de hidrogénio absolutamente mais baixo. É a configuração que dá o melhor resultado de produção total.
Como é que os engenheiros devem escolher o diâmetro do rotor, a profundidade de imersão e o ajuste do recipiente?
O tamanho do rotor e a geometria da câmara de tratamento devem trabalhar em conjunto. Um rotor demasiado pequeno pode não conseguir mover uma quantidade suficiente de material fundido. Um demasiado grande pode criar um fluxo instável e um desgaste rápido.
Factores práticos de seleção
| Fator de seleção | Porque é importante |
|---|---|
| Volume de fusão | Os banhos maiores necessitam de uma circulação mais ampla |
| Forma de forno ou de concha | A geometria controla o padrão de recirculação |
| Folga inferior | Evita a perturbação de areias, lamas ou refractários |
| Distância à superfície | Limita a formação de vórtices e o arrastamento de óxidos |
| Objetivo de limpeza da liga | Alvos metálicos mais limpos podem justificar uma conceção mais fina das bolhas e um tratamento mais longo |
| Ritmo de produção | Os ciclos curtos necessitam de uma grande eficiência sem uma mistura demasiado agressiva |
Regras utilizadas nas revisões de projeto de instalações
- Manter o rotor afastado do fundo do recipiente.
- Evitar uma posição demasiado próxima da superfície.
- Adaptar o diâmetro do rotor à largura da câmara de tratamento.
- Confirmar se o comprimento do veio permite uma imersão repetível.
- Verificar se o sistema de acionamento suporta o binário sem oscilações.
Porque é que o ajuste do recipiente é mais importante do que o tamanho do catálogo
Um rotor que funciona bem num forno de um cliente pode funcionar mal noutro se a profundidade da fusão, o espaçamento das paredes ou o volume da carga metálica forem diferentes. Esta é uma das razões pelas quais os clientes da AdTech solicitam frequentemente dimensões associadas ao desenho real do seu forno, em vez de confiarem apenas numa peça sobresselente de tamanho geral.
Que métodos de ensaio comprovam a qualidade da desgaseificação numa casa de fundição?
Nenhum programa de tratamento de fusão deve basear-se apenas na avaliação visual. O hidrogénio e a limpeza necessitam de uma medição objetiva.
Métodos de ensaio comuns utilizados após a desgaseificação
| Método de ensaio | O que verifica | Utilização típica |
|---|---|---|
| Ensaio de pressão reduzida | Tendência para formar porosidade gasosa sob vácuo | Controlo rápido da qualidade no chão de fábrica |
| Índice de densidade | Teor relativo de gás por comparação de amostras | Amplamente utilizado em fundições e casas de fundição |
| Analisador de hidrogénio, first bubble ou similar | Medição direta do teor de hidrogénio | Controlo de processos e otimização de receitas |
| Revisão do aspeto das fracturas | Sinal visual do nível de poros e da sua limpeza | Verificação rápida do apoio, mas não suficiente por si só |
| Secção metalográfica | Distribuição interna dos poros e interação de inclusão | Investigação aprofundada da qualidade |
| Dados de defeitos de fundição a jusante | Efeito da produção real | Confirma se as definições de tratamento estão a funcionar |
Porque é que o índice de densidade continua a ser popular
Os testes de índice de densidade são práticos, económicos e suficientemente rápidos para se adaptarem ao ritmo normal das casas de fundição. Não substitui a análise direta de hidrogénio em operações de alta qualidade, mas continua a ser uma ferramenta de controlo útil.
Porque é que as fábricas devem seguir a tendência e não apenas um único valor
Um bom resultado não prova o controlo do processo. O método mais eficaz é o controlo:
- Resultado do hidrogénio antes do tratamento
- Resultado do hidrogénio após o tratamento
- Tipo de liga
- Temperatura de fusão
- Tipo e caudal de gás
- Velocidade do rotor
- Operador e número de aquecimento.
- Taxa de defeitos a jusante.
Os registos de tendências revelam se a unidade é verdadeiramente estável ou apenas ocasionalmente eficaz.
Que modos de falha reduzem a vida útil do rotor de grafite e como é que as fábricas os podem evitar?
O custo do rotor é uma parte significativa da economia do tratamento da fusão. A maioria das avarias prematuras resulta de erros de funcionamento ou de manuseamento evitáveis.
Modos de falha frequentes e acções corretivas
| Sintoma de falha | Causa provável | Ação corretiva |
|---|---|---|
| Queimadura do bordo do rotor | Exposição a quente no ar, revestimento fraco, tempo de inatividade acima da fusão | Reduzir a exposição ao ar, rever a qualidade do revestimento, melhorar a disciplina de manuseamento |
| Rachaduras na primeira utilização | Pré-aquecimento deficiente, choque térmico | Utilizar o procedimento de pré-aquecimento faseado |
| Erosão excessiva nas saídas de gás | Fluxo de gás demasiado elevado, padrão de fluxo abrasivo | Verificar novamente o caudal e a conceção do rotor |
| Falha na linha | Aperto excessivo ou desalinhamento | Utilizar o binário correto e as verificações de alinhamento |
| Oxidação do veio acima do banho | Zona de oxidação quente perto da abertura do forno | Melhorar a proteção e reduzir o tempo de permanência no ar quente |
| Vibração ou oscilação | Veio torto, mau ajuste da junta, desalinhamento da transmissão | Inspecionar o conjunto e substituir as peças danificadas |
| Vida curta apenas numa liga | Efeito químico ou atmosférico | Rever a compatibilidade e a janela de tratamento |
Práticas de manuseamento que protegem as peças de grafite
- Armazenar a grafite em local seco e protegido de choques.
- Pré-aquecer gradualmente antes da primeira imersão.
- Evitar bater com o rotor nas paredes do forno.
- Manter a unidade alinhada durante a entrada e a saída.
- Siga a sequência de purga de gás antes do arranque da centrifugação, quando exigido pelo projeto.
- Remover a acumulação cuidadosamente durante a manutenção, não através de um choque mecânico forte.
Porque é que a proteção contra a oxidação é tão valiosa
A grafite tem um desempenho muito bom no serviço de alumínio fundido, mas oxida no ar quente. O tratamento protetor, o tempo de exposição controlado e uma prática de arranque sensata podem aumentar drasticamente a vida útil. Esta é uma das mais importantes alavancas de custo na propriedade do rotor.
O que é que os compradores devem verificar antes de encomendar uma unidade de desgaseificação rotativa ou um rotor de grafite?
As equipas de aquisição comparam frequentemente apenas o preço inicial, mas a comparação mais rentável inclui a vida útil, a consistência da qualidade, a carga de manutenção e o apoio técnico.
Lista de controlo da avaliação do comprador
| Categoria | O que verificar |
|---|---|
| Capacidade da unidade | Volume de fusão por ciclo, tempo de tratamento, gama de ligas |
| Sistema de gás | Gases suportados, gama de pressão, precisão do controlo do fluxo |
| Especificação do rotor | Grau de grafite, densidade, revestimento, geometria, vida útil prevista |
| Especificação do veio | Material, retidão, dimensão do furo, tratamento anti-oxidação |
| Controlo do acionamento | Gama de rpm ajustável, repetibilidade, encravamentos de segurança |
| Conceção mecânica | Curso de elevação, estabilidade de montagem, acesso para manutenção |
| Documentação | Desenhos, procedimento de funcionamento, lista de peças sobressalentes, apoio à colocação em funcionamento |
| Fornecimento de reserva | Prazo de entrega do rotor e do veio, disponibilidade de stock, permutabilidade de peças |
| Serviço no terreno | Assistência ao arranque e capacidade de resolução de problemas |
| Custo total de propriedade | Utilização de gás, consumo de grafite, tempo de manutenção, impacto da redução de defeitos |
Perguntas que um comprador sério deve fazer
- Qual é o volume de fusão que a unidade trata por ciclo?
- Que geometria de rotor é recomendada para a minha família de ligas?
- Qual o tempo de vida útil que devo esperar em ciclos ou toneladas?
- Que tipo de gás foi utilizado para validar o desempenho indicado?
- O fornecedor pode suportar a montagem do forno e da panela?
- O grau de grafite é idêntico em todos os lotes de peças sobresselentes?
- Quais são os procedimentos de arranque e de paragem recomendados?
- Que dados pode o fornecedor partilhar sobre o índice de densidade ou a redução do hidrogénio?
Porque é que o custo total é mais importante do que o preço de venda
Um rotor com um preço de compra mais baixo mas com metade da vida útil, consistência fraca ou formação de bolhas instável pode aumentar o custo total:
- Maior consumo de grafite
- Mais tempo de inatividade
- Maior utilização de gás
- Maior quantidade de sucata
- Mais intervenção do operador.
- Maior risco para a qualidade do cliente.
O aprovisionamento deve trabalhar em estreita colaboração com os engenheiros de processos durante a avaliação dos fornecedores.
Como é que a desgaseificação rotativa se enquadra na filtração e na conceção da linha de fundição?
A desgaseificação rotativa oferece o melhor valor quando faz parte de uma rota completa de tratamento da massa fundida. Não deve ser vista isoladamente.
Sequência típica de tratamento da massa fundida
- Fusão da carga e ajustamento da liga.
- Escumação do forno e controlo das impurezas.
- Desgaseificação rotativa.
- Transferência de metal com baixa turbulência.
- Filtragem de espuma cerâmica ou filtragem de leito profundo, quando necessário.
- Distribuição para o molde, mesa de tarugos, máquina de fundição injetada ou molde de placa de laminação.
Porque é que a filtragem continua a ser importante após a desgaseificação
A desgaseificação rotativa ajuda a remover o hidrogénio e a flotação de inclusões, mas não é a resposta final para todas as fontes de impurezas. A filtração a jusante continua a apanhar óxidos residuais, partículas refractárias ou detritos gerados pela transferência. As instalações mais robustas combinam ambos os tratamentos.
Porque é que o controlo da turbulência está ligado à qualidade da desgaseificação
Uma instalação pode perder grande parte do benefício da desgaseificação se a transferência de metal após o tratamento se tornar violenta. A re-oxidação e uma nova captação de hidrogénio podem ocorrer durante uma má prática de transferência. É por isso que as lavadoras, os poços de bombagem, os tubos de transferência e as panelas devem fazer parte da mesma análise de qualidade.
Que aplicações de alumínio fundido beneficiam mais dos sistemas de desgaseificação rotativa da AdTech?
A desgaseificação rotativa cria valor em muitos sectores do alumínio, mas o nível de benefício depende da sensibilidade do produto.
Sectores de aplicação
| Segmento do sector | Porque é que a desgaseificação é fundamental |
|---|---|
| Fundição de lingotes | A baixa porosidade permite um melhor acabamento de extrusão e uniformidade mecânica |
| Produção de placas de laminagem | A redução dos defeitos de gás e de óxido melhora a qualidade das folhas, das lâminas e das latas |
| Preparação da massa fundida para fundição injectada | O metal mais limpo reduz o risco de rejeição e melhora a estanquidade à pressão |
| Fundição por gravidade | Melhor densidade e menos poros internos |
| Fundição de rodas e de estruturas | O controlo do hidrogénio apoia os objectivos de fadiga e integridade |
| Processamento de alumínio reciclado | Ajuda a estabilizar a qualidade variável da fusão de entrada |
Que produtos exigem normalmente um controlo mais rigoroso
- Chapa para automóveis
- Estoque de folhas
- Ligas condutoras de eletricidade.
- Peças fundidas estanques à pressão.
- Tarugo de extrusão de alto acabamento.
- Peças de fundição estruturais tratadas termicamente.
Estas famílias de produtos justificam frequentemente componentes de grafite de qualidade superior e uma disciplina de funcionamento mais rigorosa.
Como é que as fábricas podem criar um padrão de desgaseificação estável em vez de dependerem do hábito do operador?
Um programa de desgaseificação fiável baseia-se no controlo escrito, em testes objectivos e em hardware repetível.
Passos que aumentam a estabilidade do processo
- Definir receitas de tratamento por família de ligas.
- Bloquear as gamas de rpm e de fluxo de gás no sistema de controlo.
- Normalizar a profundidade de imersão do rotor.
- Registar a temperatura de fusão antes do tratamento.
- Testar o hidrogénio ou o índice de densidade a intervalos fixos.
- Substitua as peças de grafite com base em critérios de desgaste, não em suposições.
- Formar os operadores para evitar a formação de impurezas e prevenir os choques térmicos.
- Rever semanalmente as tendências dos defeitos em relação aos dados de desgaseificação.
Porque é que o trabalho normalizado melhora a qualidade e o custo
Quando o processo é padronizado, a fábrica obtém:
- Vida útil do rotor mais previsível.
- Menor desperdício de gás.
- Melhor repetibilidade entre turnos.
- Resolução de problemas mais rápida.
- Maior disponibilidade para auditorias...
- Maior confiança dos clientes.
Este tipo de disciplina transforma a desgaseificação de uma tarefa dependente do operador num processo metalúrgico mensurável.
Perguntas frequentes sobre a desgaseificação do alumínio fundido, unidades rotativas e rotores de grafite
Desgaseificação do alumínio e tecnologia do rotor: 10/10 FAQ
1. Qual é o objetivo da desgaseificação do alumínio fundido?
O principal objetivo é remover hidrogénio dissolvido e ajudam a flutuar as impurezas não metálicas (inclusões) para fora da massa fundida. A desgaseificação eficaz reduz significativamente a porosidade, os furos e as variações de qualidade nos produtos finais fundidos, garantindo a integridade estrutural.
2. Porque é que o hidrogénio é o principal gás de preocupação no alumínio?
3. Qual é a função de um rotor de grafite numa unidade de desgaseificação rotativa?
A função do rotor de grafite é cisalhar o gás de tratamento em milhões de bolhas minúsculas e finas e fazem-nas circular pelo alumínio fundido. As bolhas mais pequenas proporcionam uma área de superfície muito maior para a transferência de hidrogénio e um melhor suporte para a flutuação dos óxidos para a superfície.
4. O que é melhor, árgon ou nitrogénio na desgaseificação do alumínio?
Árgon é mais inerte e é a norma de ouro para aplicações aeroespaciais ou automóveis de primeira qualidade, para evitar qualquer reação potencial. Nitrogénio é uma alternativa económica amplamente utilizada em trabalhos de fundição em geral. A escolha final depende normalmente da liga específica, do nível de limpeza exigido e da economia da fábrica.
5. Quanto tempo dura um rotor de grafite?
6. A desgaseificação rotativa também pode remover inclusões?
7. O que acontece se a velocidade do rotor for demasiado elevada?
A velocidade excessiva é contraproducente. Cria uma vórtice de superfície que pode efetivamente puxar óxidos e ar de volta para a massa fundida, aumentando a formação de escórias e acelerando o desgaste do rotor sem melhorar a eficiência da desgaseificação.
8. Como pode uma fábrica verificar se a desgasificação está a funcionar?
CONTROLO DE QUALIDADE
Os métodos de validação comuns incluem Ensaio de pressão reduzida (RPT) para calcular o Índice de Densidade, análise direta de hidrogénio por extração em vácuo e análise metalográfica de amostras solidificadas para verificar a existência de microporosidade.
9. Por que razão são importantes a qualidade e a retidão do veio de grafite?
10. A desgaseificação rotativa é suficiente por si só?
Resumo técnico final
Uma solução eficaz Unidade de desgaseificação rotativa AdTech funciona porque combina a dispersão de gás e a circulação da massa fundida numa única etapa de tratamento. O rotor de grafite está no centro desse desempenho. Se o material do rotor for denso, puro, resistente à oxidação, dimensionalmente exato e adaptado à geometria do forno, a unidade pode gerar bolhas finas, remover hidrogénio de forma eficiente, suportar a flotação de impurezas e produzir calor de qualidade repetida após calor. Se o rotor ou o eixo forem mal especificados, mesmo uma máquina bem construída terá um desempenho inferior.
As lições práticas mais importantes são claras:
- A remoção do hidrogénio depende da qualidade das bolhas e não apenas da quantidade de gás.
- A geometria do rotor e o alinhamento do veio são tão importantes como a potência do motor.
- O árgon e o azoto têm janelas de utilização válidas.
- A proteção contra a oxidação e a disciplina térmica afectam fortemente a vida útil da grafite.
- O índice de densidade e os testes de hidrogénio devem controlar a receita.
- A desgaseificação proporciona o melhor rendimento quando associada a uma transferência de baixa turbulência e a uma filtração a jusante.
Em termos de compra, os compradores devem avaliar todo o sistema, e não apenas o preço das peças sobresselentes. Em termos de engenharia, a especificação correta inclui o grau de grafite, a forma do rotor, as dimensões do eixo, a gama de fluxo de gás, a gama de rpm, a profundidade de imersão, a vida útil esperada e o procedimento operacional baseado em testes. Quando esses elementos são controlados em conjunto, a desgaseificação do alumínio fundido torna-se uma das melhorias de qualidade de maior valor no processo de fundição.
