Filtração em leito profundo fornece a mais alta capacidade de remoção de inclusões para alumínio fundido em linhas de produção de alto volume e alta qualidade; quando concebido e operado corretamente, um filtro de leito profundo pode reduzir os defeitos das partículas, melhorar a consistência do produto a jusante e suportar produtos exigentes, tais como latas de alumínio, folhas de alumínio e folhas de condensador.
Resumo e principais conclusões
A filtração em leito profundo utiliza um leito de grânulos refractários calibrados para reter inclusões através da filtração em profundidade. Quando utilizada a montante do equipamento de fundição, proporciona uma elevada retenção de partículas não metálicas e de películas de óxido, alcançando eficiências de filtração frequentemente registadas acima dos 90 por cento para partículas superiores a 10 micrómetros. A seleção das dimensões das partículas, a profundidade do leito e a distribuição do fluxo controlam o equilíbrio entre a eficiência da captura e a queda de pressão. As estratégias operacionais que reduzem a retenção de metal durante as mudanças de liga podem reduzir significativamente o custo e a sucata.

O que é um filtro de leito profundo e onde se encaixa numa casa de campo
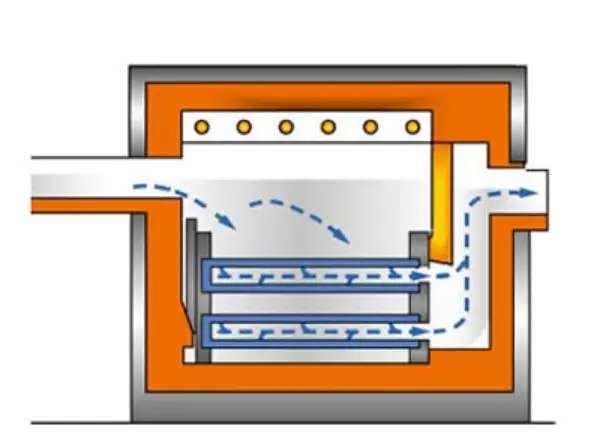
Um filtro de leito profundo é um com revestimento refratário recipiente cheio de camadas de meios filtrantes granulares. O alumínio fundido entra no recipiente na parte superior, flui para baixo através das camadas e sai na parte inferior para a lavagem de transferência ou para o equipamento de fundição. As colocações típicas incluem entre um forno de retenção e a fundição contínua ou entre um forno de liga e o sistema de vazamento. A configuração adequa-se a operações de grande volume em que o fluxo constante e os objectivos de limpeza elevados são críticos.
Princípio de funcionamento básico e mecanismos de captura de partículas
A filtração em profundidade é diferente da filtração em superfície. Num leito granular compactado, a massa fundida tece um caminho tortuoso através de interstícios e contacta com muitas superfícies de sólidos. Os mecanismos de captura incluem:
-
Interceção direta quando uma partícula colide com a superfície de um grânulo.
-
Impactação por inércia para partículas maiores ou mais densas que não podem seguir as linhas de fluxo.
-
Captura por difusão de nanopartículas em que o movimento browniano aumenta as probabilidades de colisão.
-
Sedimentação de inclusões muito grosseiras por gravidade.
A eficiência da filtragem aumenta com a profundidade do leito e com a diminuição do tamanho médio dos poros, mas a queda de pressão aumenta em conformidade. Os meios de filtração corretamente escalonados podem captar uma vasta gama de tamanhos, mantendo a perda de carga dentro dos limites permitidos.
Componentes e materiais de construção típicos
Um conjunto padrão de filtro de leito profundo contém estas zonas e peças:
-
Revestimento exteriorRevestimento de aço estrutural que suporta o isolamento e o revestimento refratário.
-
Revestimento refratárioTijolos à base de alumina ou magnésia, moldados ou pré-formados, concebidos para resistir ao choque térmico.
-
Placa de distribuição de entradaO fluxo de água espalha-se pelo leito, reduzindo a canalização localizada.
-
Grelha de apoio e retenção de topoO sistema de proteção contra a perda de suportes de impressão e o suporte das camadas superiores.
-
Pacote de suportes graduados: tipicamente esferas de alumina, grão grosseiro e finos dispostos em várias camadas.
-
Grelha de suporte de saída e ligação de lavagem: zona de descarga dos filtros e ligação à via de escoamento a jusante.
-
Instrumentação: termopares, indicadores de nível, sensores de pressão e portas de acesso para inspeção.
Os materiais são selecionados tendo em conta a compatibilidade química com o alumínio, os requisitos de condutividade térmica e a resistência mecânica. Os meios à base de alumina continuam a ser o padrão da indústria para leitos profundos de alumínio.

Seleção do meio filtrante e estratégia de preparação
Os suportes são especificados pela forma, diâmetro nominal, densidade e estado da superfície. As disposições mais comuns utilizam três camadas principais:
-
Camada superior (meios esféricos)Esferas esféricas de alumina tabular relativamente grandes que protegem os finos interiores da deslocação e evitam o arrastamento. Também proporcionam uma baixa perda de carga na entrada inicial.
-
Camada intermédia (alumina tabular fina ou triturada): a principal zona de captura. A densidade de empacotamento das partículas e a distribuição do tamanho dos finos determinam as dimensões da garganta dos poros e a eficiência da filtração.
-
Camada inferior (bolas de apoio ou grão grosso): impede a fuga de finos e apoia o leito de captura.
A espessura das camadas varia consoante o caudal e a carga de partículas. Uma abordagem comum dimensiona os finos de modo a que as gargantas dos poros intersticiais retenham efetivamente a gama de tamanhos de inclusão pretendida, limitando a queda de pressão. Os fornecedores da indústria publicam gradações de meios calibrados e a preparação recomendada para os caudais pretendidos.
Cálculos de dimensionamento, rendimento e retenção
Objectivos de conceção
O projeto seleciona a área da secção transversal do leito, a profundidade e a gradação do meio para atingir o rendimento pretendido, a queda de pressão permitida, a eficiência de captura pretendida e o volume máximo aceitável de retenção de metal.
Relações de base
-
A área de filtração é frequentemente escalonada com o caudal de massa de metal em toneladas por hora. Uma relação empírica comummente utilizada é
A = k * Q, em queAé a área do filtro em metros quadrados,Qé a capacidade de produção de metal em t/h, eké um coeficiente de capacidade derivado de dados de fornecedores e instalações anteriores. Os coeficientes típicos registados situam-se entre 0,04 e 0,06 m² por t/h para os modelos de leito profundo utilizados na produção de chapas e folhas. -
O volume de retenção do metal V_h depende da porosidade do empacotamento do leito e da profundidade do leito:
V_h = (1 - ε) * V_bedondeεé a fração de vazios eV_camaé o volume geométrico da zona compactada. A fração de vazio para a alumina esférica embalada é tipicamente de 36 a 40 por cento, levando a fracções de retenção que são significativas para leitos profundos. Minimizar o hold-up é fundamental para ambientes com várias ligas.
Exemplo prático
Assumir que o caudal necessário é de 50 t/h. Utilizando k = 0,0413 m²-h/t (referência comum), a área do filtro A = 0,0413 * 50 = 2,065 m². Se a profundidade do leito é de 0,8 m e o diâmetro do leito corresponde à área, o volume do leito é V_leito = A * profundidade = 1,652 m³. Com uma fração de vazio de 0,38, o metal contido é igual a V_metal = ε * V_cama = 0,6278 m³, que, à densidade do alumínio fundido de 2,4 t/m³, equivale a cerca de 1,51 t de retenção de metal. Os projectistas utilizam esta métrica para calcular as perdas por mudança de liga e os calendários de substituição.

Instalação, integração e colocação de processos
As melhores práticas de colocação minimizam a recontaminação e estabilizam o fluxo para o ponto de vazamento:
-
Localizar o filtro entre o forno de retenção final e a máquina de fundição para garantir que o metal tratado vai diretamente para o processo. Evitar as longas lavagens abertas que convidam à formação de óxidos.
-
Fornecer uma peça de transição ou garganta que mantenha o fluxo laminar do tampão no topo da cama. As placas de distribuição de fluxo atenuam a canalização.
-
Incluem a capacidade de derivação e drenagem para permitir a manutenção e o manuseamento controlado do metal durante a mudança. Um volume de compensação integrado pode compensar breves interrupções de fluxo.
-
A instrumentação da temperatura, do nível e da pressão diferencial deve alimentar o controlo do processo para evitar o sobreaquecimento ou a secagem do leito.
A integração com operações de desgaseificação, fluxo e liga a montante melhora a limpeza geral da casa de fundição e reduz o retrabalho a jusante.
Parâmetros de funcionamento e métricas de desempenho
Os operadores controlam vários indicadores:
-
Pressão diferencialA pressão diferencial crescente sugere uma carga progressiva. Os intervalos aceitáveis típicos e os pontos de definição de alarme são específicos do fornecedor.
-
Temperatura de saída do metal: manter dentro da tolerância de fundição. Uma perda excessiva de calor através do leito pode aumentar o risco de solidificação.
-
Caudal: manter o débito projetado para evitar o arrastamento ou o arrefecimento localizado.
-
Eficiência de filtragem: frequentemente medido por amostragem e contagem de partículas; muitos utilizadores relatam >90 por cento de captura de partículas superiores a 10 micrómetros com leitos profundos bem concebidos.
Os protocolos de teste incluem amostragem pré e pós-filtro, inspeção microscópica de inclusões e monitorização de taxas de defeitos no produto acabado.
Manutenção, substituição de suportes e gestão da mudança de liga
O desgaste e a contaminação dos meios exigem ciclos de substituição planeados. Factores-chave:
-
Substituição programadaO tempo de espera: depende da carga de inclusão, do programa de ligas e do refugo aceitável resultante da retenção de meios. As alterações planeadas são coordenadas com a produção para minimizar os tempos de paragem e as perdas de liga.
-
Manuseamento de camadasSubstituir os finos e as esferas na sequência recomendada. Alguns sistemas permitem a reposição de camadas de esferas, mantendo os finos se a contaminação for baixa.
-
Procedimentos de mudança de ligaO metal retido no leito deve ser frequentemente recuperado ou tratado; as técnicas incluem a batida controlada, a escumação ou a recuperação num forno de mistura para reduzir os resíduos. Os fornecedores e as casas de fundição utilizam frequentemente receitas pré-concebidas de mudança de liga para reduzir as perdas.
Uma boa gestão, a manutenção de registos rigorosos dos intervalos de substituição e a contagem de inclusões ajudam a otimizar os custos do ciclo de vida.
Comparação com filtros de espuma de cerâmica e outras tecnologias
A filtragem em leito profundo e os filtros de espuma de cerâmica partilham o princípio de filtragem interna, mas diferem no fator de forma e nas compensações:
-
Capturar espetroOs filtros de espuma de cerâmica têm estruturas de poros fixos e são excelentes na filtragem de baixa retenção e no ponto de utilização para lotes mais pequenos.
-
Retenção de metalOs leitos profundos retêm tipicamente mais metal, aumentando o custo durante as mudanças de liga. Os filtros de espuma cerâmica apresentam uma retenção muito menor por filtro.
-
Simplicidade operacionalOs filtros de cerâmica são normalmente elementos de utilização única com substituição mais simples. Os leitos profundos requerem um manuseamento mais complexo, mas proporcionam uma maior capacidade de fluxo contínuo.
A escolha depende da cadência de produção, da mistura de ligas, do objetivo de limpeza e da relação capital versus custos operacionais. Algumas fábricas adoptam estratégias híbridas, incluindo a filtração inicial em leito profundo seguida de filtros polidores de espuma de cerâmica localizados para combinar benefícios.
Considerações ambientais, de segurança e metalúrgicas
-
Mistura de sucata e de ligasO metal retido no leito cria um inventário de ligas que deve corresponder às práticas de controlo de qualidade. A mistura descontrolada pode contaminar as ligas de alto valor.
-
Controlo de fumos: a captação de oxigénio e o fluxo geram fumos. Os invólucros, a extração local e as lavagens seladas atenuam as emissões.
-
Riscos térmicosAs portas de acesso requerem procedimentos de bloqueio seguros e controlos de trabalho a quente. O manuseamento de refractários requer EPI contra poeiras.
-
Eliminação de suportes de resíduos: os finos usados e as bolas contaminadas podem ser classificados como resíduos industriais; siga os regulamentos locais para eliminação e potencial reciclagem de materiais de alumina.
As boas práticas metalúrgicas requerem a documentação dos inventários de metais, incluindo o metal mantido em filtros, para garantir a rastreabilidade.
Problemas comuns e lista de verificação da resolução de problemas
-
Aumento de pressão elevadoSe for rápido, verificar se há compactação de finos, restrição a jusante ou acumulação de escórias. Se for rápido, verificar a existência de objectos estranhos ou de uma grelha desmoronada.
-
Canalização e captação deficienteVerificar a uniformidade da placa de distribuição de entrada e do enchimento do leito. Esferas danificadas ou camadas irregulares podem criar trajectórias preferenciais.
-
Retenção excessiva de metal: confirmar a profundidade e a porosidade do leito em relação ao projeto; considerar alterações faseadas dos meios ou modificações do projeto para reduzir a retenção.
-
Contaminação da saída após manutençãoPara garantir que a grelha de saída está corretamente recolocada, proceder a um arranque controlado para purgar os finos arrastados.
-
Fissuração térmica do revestimentoInspecionar quanto a oscilações rápidas de temperatura ou impacto mecânico durante o manuseamento do suporte; seguir as recomendações de manutenção do fornecedor.
Um livro de registo estruturado que regista as tendências de pressão, as temperaturas e as acções de manutenção acelera a análise da causa principal.
Aplicações industriais e notas de casos
Os filtros de leito profundo são muito utilizados em..:
-
Laminadores que produzem folhas e chapas para embalagens de alimentos e eletrónica. A sua capacidade adequa-se a linhas contínuas de grande volume com limites de defeitos rigorosos.
-
Fundição de placas e lingotes onde o grande rendimento beneficia da filtragem contínua em profundidade.
-
Combinação de casinhas de várias fases desgaseificação, fluxagem, e filtragem profunda para produzir biletes para o exigente processamento a jusante.
Notas de casos de fornecedores mostram reduções significativas em defeitos relacionados à inclusão após a instalação do DBF, com retorno impulsionado pela redução de sucata e retrabalho para produtos premium.
Tabelas
Tabela 1: Camadas e caraterísticas típicas de meios de leito profundo
| Camada | Material típico | Gama de tamanho nominal das partículas | Papel principal |
|---|---|---|---|
| Camada superior | Esferas de alumina tabular | 10 a 30 mm | Distribuição do fluxo, evitar o arrastamento de finos |
| Camada de captura | Finos de alumina tabular triturada | 0,5 a 6 mm | Zona principal de captura de inclusões |
| Camada de suporte | Grão ou bolas grossas | 6 a 12 mm | Suporte mecânico e retenção de finos |
Quadro 2: Valores de referência de desempenho típicos (relatórios industriais)
| Métrica | Gama típica de camas profundas | Notas |
|---|---|---|
| Eficiência de filtragem para partículas >10 μm | 90 a 98 por cento | Depende da preparação e da profundidade do leito |
| Retenção de metal por m³ de cama | 0,6 a 0,9 m³ | Depende da fração de vazios e da geometria do leito |
| Profundidades de leito comuns | 0,5 a 1,0 m | Camas mais longas aumentam a captura mas aumentam a retenção |
Quadro 3: Resumo da comparação: leito profundo versus espuma cerâmica
| Caraterística | Filtro de leito profundo | Filtro de espuma cerâmica |
|---|---|---|
| Capacidade de produção | Elevado, adequado para operações contínuas | Menor por elemento, bom para ponto de utilização |
| Retenção de metal | Elevado | Baixa |
| Logística de substituição | Tratamento complexo por fases | Troca simples |
| Captura para uma ampla distribuição de tamanhos | Excelente | Bom para poros pequenos e tamanhos específicos |
Filtração em leito profundo (DBF): FAQ de Refinação de Alto Desempenho
1. Que tamanhos de partículas é que um leito profundo capta eficazmente?
2. Qual é a quantidade de metal que normalmente é mantida na cama?
3. Com que frequência deve ser substituído o meio filtrante?
4. Os leitos profundos podem filtrar todos os tipos de ligas de alumínio?
5. O que é que provoca um aumento rápido da pressão no leito?
Os picos súbitos de pressão indicam normalmente:
- Compactação de finos: Os meios de comunicação deslocam-se ou assentam com demasiada força.
- Bloqueio de escória: Grandes óxidos ou refractários de forno que entram no leito.
- Restrições a jusante: Problemas com a grelha de saída ou com as placas de suporte.
6. As camas profundas são compatíveis com o controlo automático da casota?
7. Quais são os meios de comunicação mais adequados para uma limpeza extrema?
8. Como é que posso reduzir as perdas de metal durante as mudanças de liga?
Para minimizar as perdas, considere:
- Implementação drenagem rápida para recuperar mais metal.
- Programar os ciclos de produção para agrupar ligas semelhantes.
- Utilização de um forno de recuperação para processar o metal recuperado do leito.
9. Que testes validam o desempenho da cama profunda?
A validação padrão inclui:
- PoDFA/Prefil: Análise metalográfica de inclusões.
- Contagem de partículas de metal líquido: Monitorização em tempo real do fluxo de partículas.
- Acompanhamento de defeitos do produto final: Correlação entre furos na folha de alumínio ou fissuras na flange da lata e dados de filtração.
