Para a maioria das tarefas de fundição de alumínio, um filtro de espuma de cerâmica com 30 PPI proporciona um equilíbrio eficaz entre a retenção de partículas e o rendimento do metal, produzindo peças fundidas mais limpas, menos defeitos de superfície e um desempenho mecânico mais previsível em comparação com alternativas mais grosseiras ou muito mais finas.
1. Visão geral
Um filtro de espuma de cerâmica de 30 PPI fornece uma filtragem de média finura que retém inclusões não metálicas e reduz a turbulência, mantendo um fluxo de metal estável para muitos processos comuns de fundição de alumínio, incluindo fundição em areia, fundição em molde permanente e fundição semi-contínua de perfis e tarugos. Para as fundições que procuram uma melhoria fiável da qualidade com uma queda de pressão limitada, o 30 PPI é frequentemente escolhido.

2. O que significa “PPI” e porque é que a contagem de poros é importante
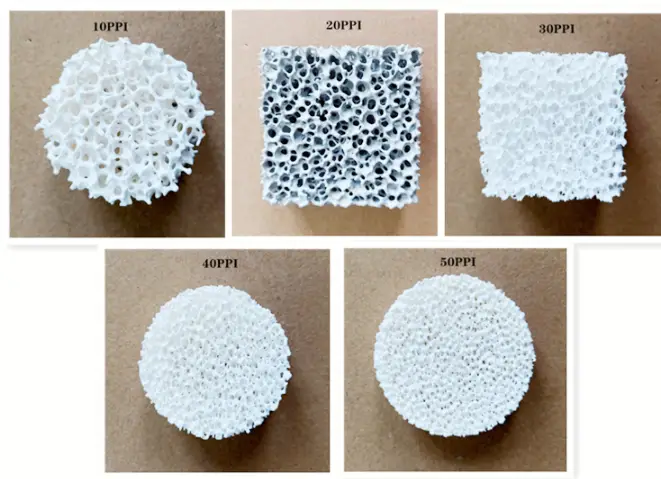
PPI significa poros por polegada. Esta métrica descreve o número médio de células abertas medidas ao longo de uma polegada linear do modelo de espuma utilizado para fabricar o filtro de cerâmica. Valores mais elevados de PPI indicam redes de células mais finas e, por conseguinte, canais mais pequenos através do corpo cerâmico. O tamanho dos poros influencia dois atributos críticos de desempenho:
-
Capacidade de retenção de partículas: poros mais finos retêm inclusões mais pequenas.
-
Resistência hidráulica: poros mais finos aumentam a restrição do fluxo, o que pode exigir uma maior área de filtro ou taxas de vazamento mais lentas.
A seleção do PPI correto para uma fundição específica depende da distribuição do tamanho da inclusão na massa fundida, da velocidade de enchimento desejada, da geometria da fundição e da tolerância de maquinação a jusante.
Leia também: Preço do filtro de espuma de cerâmica 2026.
3. Químicos cerâmicos comuns utilizados para filtros de espuma
Os filtros de espuma cerâmica são produzidos a partir de vários materiais de base. Cada química fornece um equilíbrio distinto de resistência ao choque térmico, resistência mecânica e compatibilidade química com ligas fundidas específicas.
-
À base de alumina: Amplamente utilizado para o alumínio e as suas ligas. Boa estabilidade térmica e neutralidade química em relação às fusões típicas de alumínio.
-
Carboneto de silício (SiC): Maior condutividade térmica e robustez mecânica. Comum quando é necessária uma maior resistência mecânica.
-
Zircónio estabilizado: Utilizado para aplicações a alta temperatura ou alta pureza quando é essencial uma reatividade muito baixa.
Por vezes, os fabricantes fornecem formulações híbridas ou compostas para responder às necessidades do processo.
4. Como se comporta uma estrutura de 30 PPI na fundição de alumínio fundido
Uma espuma de 30 PPI oferece um equilíbrio: os tamanhos dos canais são suficientemente pequenos para intercetar muitas inclusões não metálicas comuns, permitindo ainda um fluxo razoável de metal durante o vazamento. Os pontos de desempenho prático incluem:
-
Captura de inclusão: Eficaz para escórias comuns e fragmentos de óxido sem causar perdas de carga excessivas.
-
Uniformidade do fluxo: A rede de células abertas reduz os jactos locais e favorece um enchimento uniforme do molde. Isto diminui o arrastamento de ar induzido pela turbulência e reduz a re-oxidação.
-
Tolerância ao choque térmico: As cerâmicas 30 PPI corretamente sinterizadas sobrevivem a vários ciclos de manuseamento se forem vertidas corretamente, mas a imersão rápida em fusão sobreaquecida pode provocar fissuras se não existir um protocolo de pré-aquecimento.

5. Regras de dimensionamento e práticas de instalação
O dimensionamento e a instalação corretos do filtro são cruciais para obter resultados previsíveis. Os seguintes princípios servem como ponto de partida prático.
Regras fundamentais
-
Relação entre a área do filtro e a área do acelerador: Manter um rácio que evite a velocidade excessiva através da face do filtro. A prática da indústria sugere que a área do filtro seja várias vezes superior à área da porta para peças fundidas finas; as peças fundidas mais espessas toleram rácios mais baixos.
-
Orientação do filtro: Colocar o filtro com as células alinhadas perpendicularmente ao fluxo para uma melhor eficiência de captura.
-
Vedação dos bordos: Assegurar um ajuste estanque no canal para evitar o desvio. Utilizar uma junta refractária de cerâmica ou um assentamento adequado para eliminar as folgas.
-
Pré-aquecer: Aquecer o filtro para remover a humidade e minimizar o risco de choque térmico. Os métodos típicos de pré-aquecimento incluem a colocação do filtro num forno a uma temperatura controlada durante um curto período de tempo antes da utilização.
Tabela 1: Seleção típica de filtros por aplicação
| Tipo de aplicação | Escolha típica de PPI | Justificação |
|---|---|---|
| Grandes peças estruturais fundidas em areia | 10 para 20 PPI | Fluxo mais rápido, maior captura de inclusões, menor contrapressão. |
| Peças fundidas de alumínio em geral | 30 PPI | Filtragem e fluxo equilibrados para muitas geometrias de peças. |
| Componentes aeroespaciais de alta precisão | 40 a 60 PPI | É necessária uma filtragem muito fina para cumprir normas de superfície e metalúrgicas rigorosas. |
| Fundição contínua / biletes | 20 a 40 PPI | Depende da liga e da velocidade de produção. |
6. Recomendações sobre a área do filtro e o rácio do caudal
O caudal de metal através de um filtro depende da espessura do filtro, da porosidade, do PPI e da cabeça de pressão. Regras práticas utilizadas por fundições experientes:
-
Aumentar a área do filtro quando se muda de PPI mais grosseiro para PPI mais fino para manter a perda de carga dentro de limites aceitáveis. Por exemplo, passar de 20 PPI para 30 PPI requer frequentemente um aumento moderado da área.
-
Manter perfis de enchimento suaves para peças fundidas de paredes finas, utilizando uma área facial maior do filtro.
-
Vários filtros pequenos em paralelo pode reduzir a queda de pressão, mantendo o bom desempenho da captação.
Tabela 2: Parâmetros físicos representativos para 30 filtros PPI
| Imóveis | Gama ou valor típico | Nota |
|---|---|---|
| Porosidade (célula aberta) | 60 a 90 por cento | A elevada porosidade permite uma menor retenção de massa e uma menor perda de carga |
| Tolerância de temperatura de funcionamento | Até temperaturas de alumínio fundido | Varia consoante o produto químico e o aglutinante utilizado |
| Espessura típica (chapas standard) | 10 a 50 mm | Muitas fundições utilizam 50 mm para peças maiores |
| Tamanhos típicos de faces | 178 × 178 mm, 254 × 254 mm, 305 × 305 mm | Tamanhos de stock comuns dos fabricantes |
7. Fases de fabrico e controlos de qualidade
Os filtros de espuma cerâmica seguem uma sequência reproduzível desde o modelo de polímero até à cozedura final. Fases principais e controlos de garantia de qualidade relevantes:
-
Seleção de espuma de polímero: Selecionar um modelo sintético de célula aberta com o PPI alvo.
-
Impregnação: Revestir o modelo com uma pasta cerâmica que corresponda à química pretendida. Controlar cuidadosamente o teor de sólidos.
-
Secagem: Remover o solvente sem provocar a formação de pele ou fissuras.
-
Queimadura e sinterização: Remover o esqueleto do polímero e, em seguida, densificar as ligações cerâmicas a alta temperatura. Monitorizar a retração e a microestrutura.
-
Inspeção: Verificação dimensional, controlo visual de defeitos, medição da porosidade e ensaios de escoamento em condições simuladas.
-
Rastreabilidade dos lotes: Marcar os lotes para controlar as séries de fornos e os lotes de matérias-primas.
Os parâmetros de qualidade a verificar incluem a uniformidade do PPI, a ausência de macrofissuras, a percentagem de porosidade desejada e uma resistência ao fluxo aceitável.
8. Comparação com outras contagens de poros
A seleção do PPI correto requer uma análise de compromisso. O quadro seguinte resume as consequências típicas.
Quadro 3. Comparação de PPI
| PPI | Utilização típica | Prós | Contras |
|---|---|---|---|
| 10 | Fundição pesada, filtragem grosseira | Baixa restrição de caudal, robusto | Captura limitada de partículas finas. |
| 20 | Peças de alumínio pesadas em geral | Retenção moderada, caudal aceitável | Podem falhar inclusões mais pequenas. |
| 30 | A maioria das peças fundidas de alumínio em geral | Captura e fluxo equilibrados | Pode exigir uma área ligeiramente maior em comparação com 20 PPI. |
| 40 | Alta qualidade, caraterísticas finas | Melhor captura de partículas finas | Maior queda de pressão, potencial redução da velocidade de vazamento. |
| 50+ | Utilizações aeroespaciais de precisão ou especiais | Máxima finura de filtragem | Perda significativa de cabeça, necessitando frequentemente de uma área facial maior. |
9. Compatibilidade com os sistemas de desgaseificação, de fluxo e de gaseificação
A filtragem é mais eficaz quando integrada num processo completo de qualidade da fusão. As melhores práticas incluem:
-
Efetuar a desgaseificação antes da filtragem para reduzir o teor de hidrogénio e quebrar grandes películas de óxido que, de outra forma, obstruiriam os canais do filtro.
-
Aplicar a fluxagem quando necessário para remover os óxidos da superfície antes do vazamento. Os filtros capturam as partículas residuais, mas não substituem uma fluxagem correta.
-
Conceção de comportas para reduzir a turbulência a montante do filtro. Utilizar secções de estrangulamento para abrandar o fluxo e evitar o choque com a face do filtro.
10. Propriedades físicas típicas e limites de funcionamento
O desempenho do filtro depende das dimensões, do material e da microestrutura.
-
Densidade: Os filtros cerâmicos são leves em relação aos refractários sólidos devido à elevada porosidade aberta.
-
Manuseamento mecânico: A espuma cerâmica é frágil à tensão ou à flexão. Deve ser suportada por estruturas rígidas quando utilizada em linhas de vazamento automatizadas.
-
Ciclagem térmica: A exposição repetida a grandes gradientes térmicos pode provocar fissuras; o pré-aquecimento e as taxas de imersão controladas reduzem esse risco.
11. Benefícios para a metalurgia da fundição e melhoria do rendimento
Os benefícios práticos e mensuráveis associados à utilização de um filtro 30 PPI corretamente selecionado incluem
-
Menor número de inclusões nas peças fundidas acabadas, reduzindo as rejeições de maquinação.
-
Melhoria do acabamento da superfície e menor porosidade nas zonas próximas da superfície.
-
Propriedades mecânicas mais consistentes através da redução dos defeitos internos.
-
Redução do desperdício e do retrabalho o que melhora o rendimento global da fundição e o custo por peça.
Estudos de caso de vários fornecedores relatam uma redução visível de defeitos e economias a jusante quando os filtros de espuma se integram com a desgaseificação e um bom design de gating.
12. Resolução de problemas e soluções comuns
Eis alguns problemas recorrentes que as fundições encontram com filtros de 30 PPI e as soluções recomendadas.
-
Problema: Queda rápida de pressão ou entupimento durante o vazamento.
Solução: Verificar a existência de uma carga excessiva de impurezas na massa fundida e reduzir a velocidade de vazamento; aumentar a área da face do filtro ou utilizar elementos paralelos. A desgaseificação a montante pode reduzir o entupimento. -
Problema: O filtro racha-se com a imersão.
Solução: Implementar o procedimento de pré-aquecimento e ajustar a velocidade de imersão. Verificar o teor de humidade do filtro antes da utilização. -
Problema: Fluxo de desvio em torno dos bordos do filtro.
Solução: Melhorar o assentamento, utilizar juntas ou redesenhar o rotor para forçar o metal através da face do filtro.
13. Aquisição, factores de custo, prazo de validade, armazenamento, manuseamento
Os componentes de custo dos filtros de espuma cerâmica incluem matérias-primas, qualidade do modelo, mão de obra e tempo de forno durante a sinterização e acabamento. A compra a granel permite reduzir o preço unitário, enquanto os produtos químicos especiais aumentam o custo.
Conselhos de armazenamento e manuseamento:
-
Manter seco em embalagens seladas para evitar a recolha de humidade.
-
Armazenar plano em prateleiras estáveis para evitar que se dobrem.
-
Rotação do stock por FIFO para evitar uma armazenagem prolongada que poderia permitir a adsorção de humidade ou a degradação da embalagem.
Tabela 4: Exemplo de dimensionamento para taxas de vazamento de alumínio típicas
| Tamanho da face do filtro (mm) | Gama de caudais mássicos típicos (kg/min) | PPI recomendado para esse intervalo |
|---|---|---|
| 178 × 178 | 25-50 | 20-30 PPI para uso geral |
| 254 × 254 | 45-100 | 30 PPI para uma filtragem equilibrada |
| 305 × 305 | 90-170 | 20-30 PPI em muitos casos de fundição |
| 381 × 381 | 147-280 | Utilizar PPI mais grosseiro ou vários elementos em paralelo |

14. Aspectos ambientais, de saúde e de segurança
Os filtros cerâmicos contêm cerâmicas inertes que apresentam um baixo risco químico depois de sinterizadas. No entanto, uma prática segura requer atenção às etapas de produção e manuseamento:
-
Controlo da poeira durante o corte ou a aparagem: Utilizar um sistema de ventilação por exaustão local e EPI aquando da maquinagem de cerâmica seca.
-
Fumos de combustão de ligantes: Gerir a libertação de gases durante a cozedura com uma ventilação adequada do forno.
-
Eliminação: Os filtros usados contaminados com resíduos metálicos podem exigir a eliminação através de procedimentos de resíduos de fundição.
Filtragem de espuma cerâmica 30 PPI: FAQ de Otimização Técnica
1. Porque é que uma fundição escolheria 30 PPI em vez de 20 PPI?
2. Um filtro de 30 PPI pode suportar temperaturas de fundição contínuas?
3. Como é que um filtro deve ser pré-aquecido corretamente?
4. Preciso de um PPI diferente para ligas de alumínio diferentes?
5. Posso reutilizar os filtros de espuma de cerâmica?
6. Qual deve ser o tamanho do filtro em relação à área de passagem?
7. Qual é o produto químico que oferece a melhor resistência ao choque térmico?
8. Que problemas apontam para um “desvio do filtro”?
9. Qual é a relação entre o PPI e o tamanho dos poros em microns?
O PPI é uma contagem estrutural e não uma medição direta em microns. A geometria das células e a espessura das paredes variam consoante o fabricante. No entanto, como regra geral:
30 PPI ≈ 500 - 700 µm de abertura
Consulte sempre as curvas de fluxo do seu fornecedor para obter dados precisos sobre a eficiência da filtração.
10. Onde posso obter filtros de 30 PPI de qualidade?
Recomendações finais para as fundições que escolhem 30 PPI
-
Emparelhar o filtro com a limpeza da massa fundida a montante como a desgaseificação e o fluxo para prolongar a vida útil do filtro e reduzir o entupimento.
-
Realizar pequenos ensaios com taxas realistas de passagem e vazamento para medir a perda de carga e a captura de inclusões antes da implementação da produção total.
-
Solicitar ao fabricante curvas de fluxo e certificados de material para confirmar a qualidade da sinterização e a queda de pressão prevista.
-
Desempenho do lote de documentos para que os engenheiros de processos possam associar as escolhas de filtros às métricas de produção.
